Redacted for Privacy
advertisement

Redacted for Privacy
the wooden barrel. After World War II, some plants began using
large wooden tanks for storing and curing orchard-run fruit. More
recently there has been an active interest in possibilities of using
palletized bulk bins with polyethylene liners. The high container
cost, as well as high labor costs associated with the handling of bar-
rels are primarily responsible for the interest in development of
these new containers.
This study evaluates five methods of operation made possible by
the use of alternative containers or combinations of containers.
These are (1) storing in barrels and marketing in barrels, (2) storing
in bins and marketing in bins, (3) storing in tanks and marketing in
tank rail cars, (4) storing in tanks and marketing in barrels, and
(5) storing in tanks and marketing in bins.
Cost of these five himodelsit of operation have been estimated by
use of economic-engineering techniques. Synthetic plants of selected
rates of output have been constructed using least cost techniques of
handling each of the various containers. Crew and equipment require-
ments were determined primarily by means of time and production
studies of actual brining operations. Costs were estimated by ap-
plying current cost and wage rates to the estimated input requirements,
With the assumptions made in the study, it was found that
Model 3 -- storing in tanks and marketing in tank rail cars -- had
the lowest costs for all plant sizes. Model 4
storing in tanks and
marketing in barrels - - was the highest cost method. Cost differences among the models for any given size plant were substantial.
Cherries marketed in barrels currently have a price premium
of two cents per pound over those marketed in bins and three cents
over those marketed in tank cars. Cost differences for the various
models were compared after being adjusted for these price differentials. The magnitude of the cost differences and the relative position of the models were changed somewhat by this adjustment.
Considerations other than those of container cost and cost of
handling are of importance when evaluating use of the various con-
tainers. Cost of shipment from the briner to the finisher is an important consideration. Because of differences in container weights,
transportation cost per hundredweight net of graded cherries differed
for cherries shipped in barrels, bins, and tank cars.
Many of the finishers of marashino and glac cherry products
are small firms and for various reasons are unable to purchase
brined cherries in tank cars and bulk bins at the present time. Preferences of and acceptance by finishers also are important considerations and ultimately may be the deciding factor with regard to how
rapidly a transition to the use of lower cost containers will take
place.
AN ANALYSIS OF COSTS AND EFFICIENCIES
IN CHERRY BRINING AS AFFECTED BY CONTAINER TYPE
by
HAROLD LEE BONTRAGER
A THESIS
submitted to
OREGON STATE UNIVERSITY
in partial fulfillment of
the requirements for the
degree of
MASTER OF SCIENCE
June 1964
APPROVED:
Redacted for Privacy
Assistant Profe'sor of Agricultural éonomics
In Charge of Major
Redacted for Privacy
Head of Department of Agricultural Economics
Redacted for Privacy
Dean of Grad
Date thesis is presented
OCT 2 1 1963
Typed by Jolene Hunter Wuest
ACKNOWLEDGMENT
The writer wishes to express his sincere appreciation to
Dr. Harvey M. Hutchings, Assistant Professor of Agricultural
Economics, for his guidance in the completion of this study and
manuscript. Dr. G. Burton Wood, Head of the Department of
Agricultural Economics, and Dr. Charles B. Friday, Head of the
Department of Economics deserve my thanks for their advice and
guidance on my Master's program.
Special thanks are due to Mr. F. H. J. Dickman, Junior
Agricultural Economist, for his assistance in collecting the data
and for his review of the final manuscript. Thanks also are due
to Dr. John A. Edwards, Assistant Professor of Agricultural
Economics, for his review of the final manuscript.
To Beulah Pease and her staff, I express gratitude for the
endless hours they devoted to calculations and the drawing of the
figures.
My thanks also to Jolene Wuest, who typed the manuscript,
and to Muriel Davis, who speeded the printing of the manuscript.
All my love to my wife Judy for her assistance and support
during my Master's program.
TABLE OF CONTENTS
Page
CHAPTER
1
II
INTRODUCTION
The Evolution of the Brined Cherry Industry
Purpose of the Study
12
CHARACTERISTICS AND PRACTICES OF THE
OREGON CHERRY BRINING INDUSTRY
14
Brining Procedures
Varieties of Cherries Brined in Oregon
Sizes and Grades of Brined Cherries
Container and Container Handling Methods
Used in Oregon
Method 1 - - Storing in Barnes and
Marketing in Barrels
Method 2 - - Storing in Bi-ns and Marketing
in Bins
Method 3 - - Storing in Tanks and Marketing
in Tank Rail Cars or Tank Trucks
Method 4 - - Storing in Tanks and Marketing
in Barrels
Method 5 - - Storing in Tanks and Marketing
in Bins
III
5
15
17
17
19
22
24
25
28
28
ANALYTICAL PROCEDURESAND STAGE COST
ESTIMATES
30
Analytical Procedures
Selection of Factors Affecting Costs
Method of Determining Costs
Labor
30
31
32
33
Equipment
Plant Organization and Cost Components
Stage 1 - - Receiving
Stage 2 - * Filling and Storing
Stage 3 - * Processing
Stage 4 - - Carloading
Stage 5 - - Container
Stage 6 - - Buildings
Stage 7 - - Miscellaneous
34
35
39
46
51
56
57
65
69
Page
CHAPTER
IV
V
RESULTS OF ANALYSIS AND IMPLICATIONS
TO THE INDUSTRY
73
Comparative Costs Exclusive of Container
Comparative Costs Adjusted for Industry Price
Differentials
Transportation Costs
Possibilities for Re-use of Container
Impact on Finishers
76
SUMMARY AND CONCLUSIONS
87
BIBLIOGRAPHY
93
APPENDIX
95
78
79
82
83
LIST OF FIGURES
Page
Figure
1
2
3
Production of sweet cherries in the United States by
major producing areas, 1938-1962.
2
Utilization of salable production of United States
sweet cherries, 1938-4962.
4
Disposition of sweet cherries by major producing
states and areas, 1958-61 average.
6
Comparison of annual imports of brined and glac
cherries with United States brined cherry pack,
unpitted brined basis, 1938-1961.
11
5
Process flow diagram for cherry brining plants
36
6
Hypothetical total and average cost functions
derived from plants of different sizes
38
Cherry brining plant layout, Model 1, 200 barrel
per day capacity.
41
Comparative costs of receiving cherries by hand
truck and forklift as related to size of operation
and plantmodel, 1963.
43
Comparative costs of filling containers and transporting to storage of orchard-run cherries as
related to size of operation and plant model, 1963
48
Comparative costs of processing brined cherries as
related to size of operation and plant model, 1963.
54
Comparative costs of carloading brined cherries as
related to size of operation and plant model, 1963.
58
Comparative costs of containers used in brining
cherries as related to size of operation and plant
model, 1963.
63
Comparative costs of buildings for brining cherries
as related to size of operation and plant model, 1963
68
4
7
8
9
10
11
12
13
Figure
14
15
16
17
Page
Comparative miscellaneous costs of brining cherries
as related to size of operation and plant model, 1963
71
Comparative total costs of brining cherries as
related to size of operation and plant model, 1963.
75
Comparative total cost of brining cherries exclusive
of container cost as related to size of operation and
plant model, 1963.
77
Comparative adjusted total costs of brining cherries
as related to size of operation and plant model, 1963.
80
Appendix
1
Cherry brining plant layout - 200 barrel per day
capacity, Model 2..
160
Cherry brining plant layout - 200 barrel capacity,
Model 3.
3
Cherry brining plant layout
161
-
200 barrel capacity,
Model 4.
4
162
Cherry brining plant layout - 200 barrel capacity,
Model 5.
163
LIST OF TABLES
Page
Table
1
2
3
5
Estimated costs of receiving cherries by hand truck as
related to size of operation and plant model, 1963.
44
Estimated costs of receiving cherries by plant owned
forklift as related to size of operation and plant model,
1963.
45
Estimated costs of filling containers with orchard-run
cherries and transporting to strage as related to size
of operation and plant model, 1963.
49
Estimated costs of processing brined cherries as related
to size of operation and plant model, 1963.
55
Estimated costs of carloading brined cherries as related
to size of operation and plant model, 1963.
59
Estimated costs of containers used in brining cherries
as related to size of operatiin and plant model, 1963.
64
Estimated annual building costs for cherry brining plants
as related to size of operation and plant model, 1963
Estimated miscellaneous costs of brining cherries as
related to size of operation and plant model, 1963.
Appendix
Table
1
2
Production and utilization of sweet cherries in the United
States, 1938-1962.
Production and utilization of sweet cherries in Oregon,
1938 to 1962.
3
5
96
Production and utilization of sweet cherries in California,
1938-1962.
4
95
97
Production and utilization of sweet cherries in
Washington, 1938-1962.
98
Production and utilization of sweet cherries in the Great
Lakes States, 1938-1962.
99
Appendix
Table
6
7
9
10
11.
12
13
14
Page
Production and utilization of sweet cherries in
other" Western States, 1938-1962.
100
Annual utilization of sweet cherries for brining by
major producing States and areas, 1938-1962.
101
Production of sweet cherries by states in the Western
States, 1938 to 1962.
102
Production of sweet cherries by states in the Great
Lakes States, 1938 to 1962.
103
World production of cherries, 1945 to 1961.
104
United States imports of sweet cherries for consumption, fresh and processed, 1938 to 1961.
105
United States imports of sweet cherries for consumption, sulphured or in brine, with pits and with pits
removed, by country of origin, 1946 to 1961.
106
United States imports of processed sweet cherries
(candied, crystallized, g1ae, maraschino,) for
consumption, by country of origin, 1946-1961.
107
Duty rates under the Tariff Act of 1930 on United
States imports of sweet cherries, and trade agree15
16
17
18
ments.
108
Job descriptions and labor standards for cherry
brining plants.
109
Number of workers required by job classification
for Model 1 - - Storing in barrels and marketing in
barrels.
118
Number of workers required by job classification
for Model 2 - - Storing in bins and marketing in bins.
122
Number of workers required by job classification
for Model 3 - - Storing in tanks and marketing in
tank rail car or tank truck.
125
Appendix
Table
19
20
21
22
23
24
25
26
27.
28
29
30
Page
Number of workers required by job classification for
Model 4 - - Storing in tanks and marketing in barrels.
128
Number of workers required by job classification for
Model 5 - - Storing in tanks and marketing in bins.
131
Estimated replacement cost, years useful life, and
annual fixed and variable costs of equipment used in
cherry brining plants, 1963.
134
Equipment requirements for Model 1
Storage in
barrels and marketing in barrels.
140
Equipment requirements for Model 2 -- Storing in
bins and marketing in bins.
142
Equipment requirements for Model 3 - Storing in
tanks and marketing in tank rail car or tank truck.
144
Equipment requirements for Model 4 - - Storing in
tanks and marketing in barrels.
146
Equipment requirements for Model 5 - - Storing in
tanks and marketing in bins.
148
Typical wage rates applicable to Oregon cherry
brining plants, by job classification, 1963.
150
Estimated electrical power, water, lime and sulphur
dioxide charges for cherry brining plants, 1963.
150
Estimated building replacement costs and floor space
requirements for cherry brining plants of selected
sizes for Model 1 - - Storing in barrels and marketing
in barrels, 1963.
151
Estimated building replacement costs and floor space
requirements for cherry brining plants of selected
sizes for Model 2 - - Storing in bins and marketing in
bins, 1963.
152
Appendix
Table
31
32
33
34
Page
Estimated building replacement costs and floor space
requirements for cherry brining plants of selected
sizes for Model 3 - - Storing in tanks and marketing
in tank rail car or tank truck, 1963.
153
Estimated building replacement costs and floor space
requirements for cherry brining plants of selected
sizes or Model 4 - - Storing in tanks and marketing in
barrels, 1963.
154
Estimated building replacement costs and floor space
requirements for cherry brining plants of selected
sizes for Model 5 -- Storing in tanks and marketing in
bins, 1963.
156
Rail rates for transporting brined cherries from Salem
and The Dalles to San Francisco and New York City,
35
1962.
158
Estimated investment costs of equipment and facilities
for cherry brining plants as related to size of operation and plant model, 1963.
159
AN ANALYSIS OF COSTS AND EFFICIENCIES IN CHERRY
BRINING AS AFFECTED BY CONTAINER TYPE
CHAPTER I
INTRODUCTION
During the recent period 1958-61 Oregon, Washington and
California accounted for 68. 5 percent of the total United States pro-
duction of sweet cherries. Eastern states of Michigan New York,
Pennsylvania and Ohio accounted for 23. 8 percent and other western
states consisting of Idaho, Montana, Utah and Colorado, for about
7. 7 percent. During these years, Oregon has been the principal or
second most important state in the production of sweet cherries. In
1961, Oregon produced slightly more than 26 percent of the United
States crop.
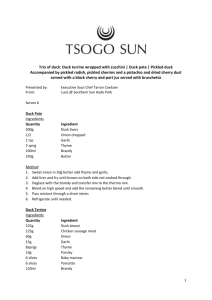
Total production of sweet cherries in the United States has
shown no marked trend either upward or downward since World War
II, although there have been significant year to year changes in pro
duction due to weather conditions.!
During this period there has
been a slight decrease in production in the three Pacific Coast states
while production in the Great Lakes states has increased.
Figure1
shows the production of sweet cherries in the United States by major
producing areas for the period 1938-62.
JAppendix Tables I through 9 show production of sweet
cherries for the United States as well as by major producing states.
2
percent
100
90
U
uuui.. III?
r
U
'UUUaiUiUUU
uU
Other Western States
iiaa
UU.UU
Great Lakes States
uuuu.U.
"uIUUU usu....
80
70
U
U
i!" &
us...
U U U$UUU U U
I. U.UU..UUUUUUU
IUUUUUIUUUUU
IsI..UUl
'
60
so
30
20
Pacific Coast States
10
0"
1938
'10
Source:
Figure 1
'li,2
t4
tj
'b8
'50 '52
'5L
'56 '58 '60 '62
Data were obarned from Fruts(NoncitruS)
Production, Use
and Value, U. S. Dept. of Agriculture. (16)
Production of sweet cherries in the United States by
major producing areas, 1938-1962
While total production of sweet cherries has remained fairly
constant except for year to year variations inyield, there have been
some shifts in the utilization and consumption of sweet cherries.
Fresh market sales as a percentage of total sales have trended downward since 1938. Fresh sales averaged about Z8, 500 tons and com-
prised about 35 percent of total sales during the 1958-61 period. Two
decades earlier about half of total sales went to fresh outlets.
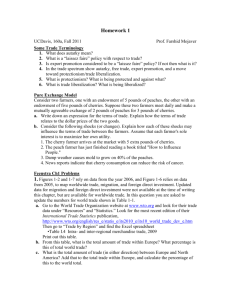
The volume of sweet cherries processed has trended upward
since 1938.
During 1958-61 an average of 55, 000 tons or 65 percent
of total sales has been processed. Brining and canning are the prin-
ciple means of processing cherries. A relatively small amount of
cherries is frozen and only a fractional percent goes into juice, wine
or preserves. Figure 2 gives the disposition of sweet cherries in
the IJnitedStates for the years 1938-62.
The volume of cherries canned has not varied greatly since
1945 although fluctuations in production are reflected in quantities
canned. During 1958-61, the amount of sweet cherries canned aver-
aged about 14, 000 tons and comprised about 17 percent of total sales.
The percentage of total sales for brining on the other hand
has increased substantially during the past two decades. Today
brining is the largest single market outlet for United States sweet
cherries.
4
Frcent
t \(\
90
80
70
60
110
30
20
10
0
1938
'Lj0
'112
'LL.
'116
'118
'0 '2
'5L
'6 '8
'60
'62
Years
Source:
Figure 2.
Data were obtained from Fruits (Noncitrus) Production,
Use and Value. 11. S. Dept. of .gricu1ture. (16)
UtilizatIon of salable production of United States
sweet cherries, 1938-1962.
5
Disposition of sweet cherries into fresh and the various proc-
essed uses differs by state and region. For example, almost 61
percent of the sweet cherries sold in Washington during 1958-61
were sold for the fresh market, while in Oregon only slightly less
than 16 percent were disposed of through fresh market outlets
Dur=
ing the same period the amount of cherries brined in Oregon and the
Great Lakes states expressed as percentages of total sales amounted
to 61 and 69 percent respectively; 41. percent of salable sweet cherries was brined in California and only 15 percent was brined in
Washington.
During this period Oregon has been the leading state in
the production of cherries for brining and has accounted for 33 per-
cent of all cherries brined in the United States
Figure 3 shows the
disposition of cherries by major states and areas both in absolute
quantities and as a percentage of total production.
The Evolution of the Brined Cherry Industry
Brined cherries are cherries which have been bleached and
preserved in a solution of sulphur dioxide with hydrated lime added
as a hardening agent. Brined cherries are used as raw product for
remanufacture into maraschino, candied, crystallized and glace
cherries. Maraschino cherries are used as cocktail cherries and
also as an ingredient in such products as ice cream candy, and
Tons (thous.)
22 - Frozen
0.3%
20
/
18
Fràzen
3.6%
16
-Fresh
:
Fresh
i .6%
-Fresh
'7
=141.14%
Fresh
1160.8% -
Canned
1.6%
Brined
68.6% \
- Fresh
Brined
71.1%
\141.2%'
Brined\
'27
.3%\\
N
NN\
Oregon
California
Washington
Great Lakes
Other Western
States
Source: Datawereobtainedfrorn Fults (Noncitrus)
Value. U. S. Dept. of Agriculture. (16)
FIgure
3.
Production, Use and
cherries by major producing
areas, 1958 - 61 average.
DIsposition of sweet
states and
fruit cocktail. Glac, candied and crystallized cherries are used
mostly in fruit cakes and other bakery products.
Brining preserves cherries indefinitely. This characteristic
permits the holding over of brined cherries from one season to the
next, thereby achieving a more orderly marketing of an otherwise
highly perishable commodity.
The development of the brining proc-
ess has also provided a market for very large quantities of cherries
which could not be absorbed by the market in fresh or canned forms.
Brining in the United States is a relatively recent development.
The brining process now used was developed by Oregon State
University researchers in 1925, under the leadership of Ernest H.
Wiegand, now Professor Emeritus of Food Science and Technology.
Prior to 1925 most brined cherries used in the United States were
imported from Italy. The process used in Italy was quite complicated
and did not produce cherries of consistent quality. The Italians pack-
ed their cherries in a salt brine for shipment; thus the term "brined
cherries. " The process developed in the United States uses no brine,
so today the term "brined cherries" is really a misnomer.
The proc-
ess developed at Oregon State University is now used throughout the
world.
During the period 1925-29 the annual domestic production of
brined cherries averaged only about 18, 000 barrels or four and a
half million pounds (as compared to more than 400, 000 barrels or
100 million pounds in 1962.) This was less than three percent of the
average annual United States production of cherries. All of the do-
mestic brining during these early yearswas done on the Pacific Coast
and was used largely in meeting the needs of the maraschino and
glace manufacturers of that area. Eastern manufacturers relied upon
imports, chiefly from Italy, for their supplies of brined cherries.
There was practically no movement of Pacific Coast brined cherries
to the East prior to 1930.
Import duties on sulphured or brined cherries were established
in 1921 and duties on maraschino and glace cherries were made effective in 1930.
These duties, discussed more fully below, encouraged
Pacific Coast growers and packers to expand their output of brined
cherries. Commercial cherry production in the United States had
been increasing rapidly during the late twenties and early thirties as
substantial plantings in the years after World War I came into bearing.
The fresh markets and canning outlets had proved wholly inade-
quate to absorb the added production. The cherry industry was expe-
riencing large surpluses and low prices and even greater crops were
in prospect (5, p. 14). It was under these circumstances that the
industry turned to the brined market.
9
A small volume of Pacific Coast brined cherries moved East
in 1930 and thereafter shipments increased rapidly as Pacific Coast
and Middle West production of brined cherries was expanded.
Today
much of the brined cherry pack of the Pacific Northwest is sold and
shipped to Eastern manufacturers. Some of the Northwest pack and
much of the California pack is used in California for maraschino
manufacture, chiefly for the canned fruit cocktail and fruit salad
packs. 2/
Sulphured or brined cherries have had tariff protection since
1921 when an Emergency Tariff Act was passed.
This act placed a
rate of three cents per pound on such cherries. In 1922 the rate was
reduced to two cents a pound. Increased imports from Italy, parti-
cularly of cherries with pits removed, resulted in restoration of the
three cent rate on the sulphured and brined cherries with pits removed, by Presidential proclamation following a Tariff Commission
investigation in 1927. This rate remained effective until the Tariff
Act of 1930.
The Tariff Act of 1930 originally provided for a rate of
duty of 9-1/2 cents per pound plus 40 percent ad valorem on imports
of maraschino, candied, crystallized, or glace cherries. The act
also provided for duties of 5-1/2 cents per pound on unpitted cherries,
-"Much of the information in this and the previous paragraph
was obtained from a Brief prepared by the Cherry Growers and
Industries Foundation presented before the Congressional Committee
for Reciproçity Information in December 1948 (5).
10
sulfured or in brine; and 9-1/2 cents per pound on pitted cherries
in brine.
The 40 percent ad valorem on maraschino, candied, crystal-
lized and glace cherries was reduced to 20 percent in 1936. A further
change in these duty rates took place as a result of negotiations at
Geneva in 1947 when the rate on this classification of cherries was
further reduced effective January l, 1948, to seven cents per pound
and ten percent ad valorem. With the exception of these two changes
present tariff rates are the same as those established in 1930.
In spite of the fact that the domestic cherry brining industry
has been protected by import duties since 1921, there has been a
steady and significant increase over the years in imports of both
g1ac
and brined cherries and these of course have been in direct
competition with domestically brined cherries. Figure 4 shows the
relationship of imported brined and g1ac cherries converted to a
common unpitted basis, to the production of U. S. brined cherries.
The trend of brined imports was downward during the 1951-55 period
when importers had difficulty meeting U. S. Food and Drug Adminis-
tration requirements because of heavy fruit fly larvae infestation.
More effective control ineasures in the foreign areas of production
resulted in a rising trend of brined imports beginning with the year
1956.
/
11
FIgure 4. ConarIson of annual imports of brined and glace cherries
with United State,s brined cherry pack, unpitted brined
basis, 1938-1961Jj
Quantity
(million pounds)
80 -
70
60
30
20
10
1938 114Q
'142
t1414
'146 'li,8
'50 '52
'514
56
'58 '60
Years
Source:
Summary of
.1! One pound glac(
Foreign Commerce of the UnitedStates, 1938-61.( 18)
.95
1 lb. unpitted brined.
fresh cherries brined.
lb. pitted brined;
.7 lb. pitted brined =
U. S. brined pack based on quantity of
12
The United States produces a minor portion of the world's
supply of cherries. During the period 1958-61, IJnited States production amounted to approximately 20 percent of world production of
cherries. This includes both sweet and sour cherries as data are
not available for sweet cherries alone.
Italy, France, and Spain, the principal exporters of brined
cherries and cherry products to the United States, have all increased
their production in recent years. (See Appendix Table 10 for produc-.
tion of cherries by major country). Italy, with an average production
of 139 thousand tons during the 1951-55 period increased her production to 223 thousand tons in 1961 and to 230 thousand tons in 1962.
France and Spain have increased their production by 14 and 30 per-
cent respectively during this same period.
Purpose of the Study
Because of the increased production of cherries in foreign
countries and the increased importations into the United States, the
domestic cherry brining industry has become very conscious of the
need to improve its competitive position. One way of doing this is
to improve efficiency and reduce costs of handling and processing.
This study will evaluate the costs and efficiencies of various methods
and containers used in the handling, transporting, and storing of
13
brined cherries, thus assisting the industry to achieve greater efficiencies and improve its competitive position through the reduction
of costs. Specific objectives of the study are discussed more fully
in Chapter II.
14
CHAPTER II
CHARACTERISTICS AND PRACTICES OF THE OREGON
CHERRY BRINING INDUSTRY
Eleven firms in Oregon are currently engaged in cherry brining.
These firms are located principally in the Willamette Valley
and in Wasco County and vary considerably in size. Some of the
firms process a number of fruits and vegetables and cherry brining
is only a minor portion of their overall operation. Others concentrate exclusively in the handling of sweet cherries, but pack and ship
for the fresh market in addition to their brining operations. Still
others specialize only in cherry brining.
A number of the firms brining sweet cherries in Oregon are
organized as cooperative associations which brine the cherry crop of
their grower members. The non-cooperatives, of course, are either
individual proprietorship firms or corporations.
In addition to differences in plant size and firm organization,
wide variation exists with respect to techniques and containers used
in actual plant operations. These variations will be explained in
more detail later and are mentioned here only to point up the presumption that operating costs can vary among existing plants.
Some of the plants are using techniques which are efficient for
the particular circumstances under which they are operating. Others
15
are operating with considerably less efficiency. than could be achieved.
One reason for this is that changes and innovations have taken place
since some of the plants began operations. Changes in technology are
slow to be adopted in existing plants, especially if obsolete equipment
and plant design, even though inefficient, are still usable. This is in
part due to the large investment frequently associated with the adoption of new technologies. These capital investments when amortized
over several years of useful life could result in lower total unit costs
than, would be the case using the old equipment and the less efficient
technology., Procuring sufficient capital to purchase equipment, how-
ever, sometimes acts as a deterrent to the adoption of new technologies.
Brining Procedures
The general practice followed by Oregon cherry brining plants
is tohave the cherries picked with stems attached several days before
they are fully, ripe. Lug boxes of cherries are delivered to the plants
on farm trucks varying from one-half to two tons in size. After being
unloaded, the cherries are dumped from the lug boxes into tanks,
barrels, or bins to which is added the bleaching and preservation
solution consisting of liquid sulphur dioxide plus the hardening agent.
Cherries must remain in this solution for a minimum of 30 days in
16
order to cure properly. During the curing period, the solution ab-
sorbs the fruit sugar from the cherries, bleaches them to a uniform
light yellow color and hardens them.
After the required 30 day curing period and as plant operating
and marketing conditions permit, the cherries are removed from the
container in which they were brined and stored, and are passed
through a processing line. In the processing line theyare mechanically sized and pitted, and manually graded and inspected. Stems
may or may not be removed, depending upon the type of product desired.
After sizing, pitting and grading, the cherries are put back
into the containers, again in a sulphur dioxide solution, and are
shipped immediately to maraschino or glace manufacturers or are
put back into storage for shipment at a later date
Substantial loss of weight occurs during processing. Not only
is some loss experienced due to the loss of sugar during curing, but
the weight is further reduced by removal of the pit and stem, and the
elimination of defective fruit by visual inspection. Cherry briners
estimate a weight shrinkage of from 25 to 30 percent depending upon
variety and condition of the fruit. Weight of the brined cherries
when ready for marketing, therefore, is equal to approximately 70
to 75 percent of the weight of the fresh fruit initially brought from
the orchard and placed into the brine solution.
17
Varieties of Cherries Brined in Oregon
Several varieties of sweet cherries are brined in Oregon.
The Royal Ann, a light colored variety, has long been the principal
brining variety because of its large size, firm texture, and ability
to bleach uniformly. Over two-thirds of all cherries brined in Oregon
in 1961 were of this single variety. Large quantities of dark sweet
cherries, formerly considered best suited for fresh shipment, are
now being brined. Most important varieties of dark cherries brined
in Oregon are Bing, Lambert and Black Republican. Because of the
characteristic differences in size among varieties brined, some of
the dark varieties are preferred for some uses.
Sizes and Grades of Brined Cherries
Brined cherries are processed under federal and state regulations, and are marketed according to federal grades adopted by the
U. S. Department of Agriculture effective May 14, 1956 (13). The
federal grades were adopted by the Oregon State Department of
Agriculture effective January 1, 1963. These grades are Oregon No.
1, Oregon No. 2, Oregon No. 3, and Oregon Combination grade.
The standards for Oregon No. 1, 2 and 3 grades are based on
properly matured fruit of similar varietal characteristics that are
18
clean, firm, well formed and well bleached. The cherries are to be
free of mechanical injury, surface discoloration, rain cracks and
blemishes. Varying degrees of tolerance are permitted for the above
mentioned defects for the three grades.
The Oregon Combination grade of brined cherries is a combination of Oregon No. 1 and No. 2 cherries. When such a combina-
tion grade is packed, unless otherwise specified, the lot must average not less than 50 percent of Oregon No. 1 quality cherries. A
tolerance of not more than 10 percent is allowed for cherries which
fall below the requirements of Oregon No. 2 grade.
Cherries also are occasionally sold in small lots as an
ttorchard run" grade.
The five size classifications, used in marketing brined cherries
are ap1icabie to all, grades and aé..as follows::' (13)
H
Extra small -- 14 mm. to and including 16 mm.
Small -- 16 mm. to and including 18 mm.
Medium -- 18 mm. to and including 20 mm.
Large - - 20 mm. to and including 22 mm.
Extra large -- 22 mm. and over.
In addition to the grades and sizes mentioned above, cherries
are classifiedas to whether they have stem attached (cocktail cherries) or they have been stemmed. Occasionally brined cherries are
19
sold with pits, although the normal procedure is to sell them after
they have been pitted.
Container and Container Handling
Methods Used in Oregon
For years the container used by the industry has been the
wooden barrel which holds Z50 pounds net of stemmed cherries.
During harvest season, the cherries are dumped directly into the
barrels where they remain during the curing period. After curing is
completed, they are removed from the barrel and run through the
processing line. They are then placed back into the barrel for direct
shipment to buyers or for storage until sold.
Shortly after World War II, some of the cherry brining plants
began using large wooden tanks of from Z5 to 50 ton capacities for the
initial brining and curing of their orchard run fruit. Cherries are
dumped from the lug boxes directly into the tank. After curing,
cherries are taken out of the tanks and run through the processing
line; then put into barrels for storage and marketing.
More recently there has been active interest on the part of
the industry in the possibility of using palletized bulk bins with poly-
ethylene liners for handling, storing and transporting brined cher-
ries. A number of firms have used limited numbers of bins of different types in experimental operations. The Transportation
20
Research Institute of Oregon State University has assisted the industry
in obtaining a number of bulk bins and liners of differ-ent design, con-
struction, and size, and testing them for use in handling, storing,
and transporting of brined cherries. Progress during 1961 and 1962
has advanced to the stage where at least one firm has commercially
adopted the bulk bin. The bin most commonly used is constructed of
1 by 4 inch fir boards and has inside dimensions of 47-1/4 by 47-1/4
by 24inches. The box is built on a pallet so that it may be handled
by forklift. The liner most commonly used is constructed of 8 mil
(.008 inch) thickness polyethylene sheets 10 feet square. A fibreboard liner also is used in bins to protect the polyethylene liner from
punctures. The bulk bin is designed to hold 900 pounds of orchard-
run cherries or 1000 pounds of graded stemmed cherries.
In additionto the containers mentioned above, there has been
some shipment of cherries to market in recent years in tank rail cars
and tank trucks.
Interest in development and use of these new containers has
beenbrought about for several reasons. Prices of barrels have increased 60 percent over the past 15 years. Currently, a new fir barrel which will hold 250 pounds of brined cherries costs ten dollars.
Wooden barrels require a substantial amount of labor for handling
because they are bulky and difficult to maneuver, palletize and stack.
21
Wage rates for labor in cherry brining plants in Oregon have in-
creased by 67 percent over the past 15 years (5, p. 22). Still
another reason for considering other containers is that of the weight
of the barrel per pound of cherries shipped. This becomes a costly
.tem, especially for those cherries shipped long distances.
Because of the possible economies in using containers other
than barrels, there is considerable interest on the part of the industry in an economic study of differences in container costs as well as
costs of handling cherries in the various containers. Such an evaluation should also consider the effects of any changes in operations
brought about as a result of the adoption of the new containers.
The purpose of this study is to make such a comparison.
There are five different methods of operation made possible by the
use of specific containers or combinations of containers. These
are (1) storing in barrels and marketing in barrels, (2) storing in
bins and marketing in bins, (3) storing in tanks and marketing in
tank cars or trucks, (4) storing in tanks and marketing in barrels and
(5) storing in tanks and marketing in bins. These are described
briefly in the remainder of this chapter.
22
Method 1 - - Storing in Barrels and Marketing in Barrels
Cherries are received at the brining plant, unloaded by either
hand truck or forklift, are weighed and then moved to temporary
storage. From temporary storage the cherries are taken to the
dumping station, again by hand truck or forklift. Techniques of
dumping cherries into barrels vary by plants. in the technique most
commonly used, lug boxes of cherries are removed from the pallet
or stack and the cherries dumped into a hopper with an elevating con-
veyor which carries the cherries to a chute leading directly into a
barrel sitting ona scale. When the barrel is filled to 250 pounds,
it is moved off the scale and replaced with an empty barrel. Other
crews are charged with the responsibility of preparing the empty barrel for filling and for stacking the empty lug boxes and transporting
them to the point from which they are loaded onto farm trucks.
From the scale, the barrel is moved by roller track conveyor
to a heading station where the barrel is headed and hoopered. The
barrel is pushed from the machine hooper to a crew which sets the
barrel on a pallet, fills the barrel with brine, and bungs the barrel.
The palletized barrels are moved to storage by forklift.
After the curing period, the barrels of brined cherries are
transported from storage by forklift. Cherries are removed from
23
the barrel and are placed into the processing line by one of several
techniques. In some plants, brine is drained from th.e barrel, the
head removed and the cherries dumped from the barrel into a sump
tank. From the sump tank the cherries are pumped into the processing line. In other plants barrels are dumped by utilizing a hydraulic
or mechanical barrel dumper. As the barrel is dumped, cherries
fall directly onto a shaker screen and from there go into the processing line.
Stemming, sizing, pitting and sorting operations in the proc-
essing line are quite similar regardless of the container used. From
the inspection belt, cherries go directly into barrels. As a barrel is
filled from the inspection belt, it is removed from the line an4is
transported by hand truck to a scale where it is weighed and the
weight adjusted to 250 pounds for stemmed cherries or 235 pounds
for cocktail cherries. The barrel is then pushed off the scale onto a
roller track where it is tagged, headed and machine hoopered. Bar-
rels are then palletized, filled with brine, bunged, and transported
to graded storage by forklift.
Graded cherries remain in storage until they have been sold.
At that time, barrels are removed from storage to a preparation area
where the brine level is checked and the barrel is stenciled and made
ready for delivery. From the preparation area, barrels are moved
24
to the carloading dock, loaded into the truck or rail car, rolled into
position and braced to protect against damage in transit.
Method 2 - - Storing in Bins and Marketing in Bins
This method of operation uses the same receiving techniques
as does Method 1.
The most common dumping technique for this
method is similar to that for Method 1. The cherries are dumped
into a hopper with an elevating conveyor which carries them to a
chute directly above a bin sitting on a scale. After the bin is filled,
it is pushed off the scale onto a roller track where the bin is lidded,
filled with brine, bunged and tagged.
The bin is then taken to storage
by forklift.
Other crews are responsible for preparing the bins for use
by inserting the fibreboard and polyethylene liners, and delivering
them to the filling station.
When the cherries are taken from storage to be processed,
the bins are transported by forklift to a sump tank. The lid is removed, and the cherries dumped into the sump tank. A forklift with
a rotating head is used for dumping the bins of cherries.
The cherries are delivered to the line from the sump tank by
a pump and continue through the line until they come off the inspection
tables and drop into bins. When the bin is filled, it is moved to a
25
scale by forklift and an empty put in its place. On the scale the bin
is weighed and the weight of the cherries adjusted to 1, 000 pounds
for stemmed cherries or 940 pounds for cocktail cherries. It is
then moved on a roller track conveyor to an area where it is lidded,
filled with brine, bunged and tagged. The cherries go to graded storage by forklift.
When the cherries are sold, the bins are taken out of storage
and made ready for delivery by checking the brine level in each bin
and stenciling a description of the content and the destination of the
cherries on the lid. The bins are then loaded into the truck or rail
car by forklift. As was the case with the barrels, the bins are braced
and shored in place to protect against damage in transit.
Method 3 -- Storing in Tanks and Marketing in Tank Rail Cars or
Tank Trucks
This method is not currently being practiced in any plant
in Oregon although most phases of the operation are being used to
some extent in one or more of the plants studied. In no case is it
current practice to store all orchard-run cherries in the large
wooden tanks, putting graded cherries back into the tanks by grade
and size and shipping only in tank rail cars or tank trucks. The
method, however, is one being given serious study by some firms of
the industry as a possible means of achieving considerable cost
26
savings through a reduction in labor and container requirements.
The practicality of the method has been discussed with plant person-.
nel and management, equipment manufacturers and their engineers,
and it appears that the method is operationally sound and physically
feasible.!! Because of the apparent interest and the possible cost
advantages to be offered by this method, it has been included in this
study to provide timely information upon which to base management
decisions.
The receiving of cherries for Method 3 is similar to that of
Methods 1 and 2. After receiving and temporarily storing, however,
the method differs somewhat in that the distance for transporting
cherries to the dumping station is increased because of the plant layout and space requirements for tanks.
The dumping operation for Method 3 is the same as for
Method 2 except that instead of the cherries dropping off a short
conveyor into a bin, they are carried to the tank field by a much
longer conveying system and by the use of adjustable shunts
deposited into the various tanks.
The conveying system as
well as the dumping station is portable and can be moved from row
!/Because of the lack of actual operatiors upon which to base
cost estimates for this method, it is recognized that costs presented
for Method 3 may be subject to mar e error than cost estimates for
the other methods. A description of how costs were determined in
this study is presented in Chapter III. Possible barriers to the
adoption of this method are discussed in Chapter IV.
27
to row of tanks.
The cherries remain in the tanks during the curing period
and until processing operations begin. At this time the cherries are
pumped out of the tanks and are delivered to the plant either by gravity through aluminum pipe or by mechanical conveyor belt. The
cherries proceed into the processing line and go through the same
operations as for other methods.
When the graded cherries come off the final inspection table,
they: are dropped into a hopper by size and grade; an elevating belt
conveys them onto one of a number of transverse conveying belts.
From the transverse belts, the cherries are carried back to the tank
field by conveyor. Cherries are then put back into tanks, with each
tank containing cherries of a single grade, variety and size. Prior
to putting the graded cherries into the tank, the brine is removed,
the tanks washed out and fresh brine is added. Graded cherries remain in the tank until ready for shipment.
In Method 3,cherries are shipped in bulk by either tank rail
cars or tank trucks. Cherries are pumped ouf of the storage tanks
into a weighing mechanism.Y From the weighing mechanism the
'Although no such weighing mechanism exists for brined
cherries, such devices are being used for other commodities in the
Willamette Valley. Food processing equipment manufacturers in the
valley indicate it would be feasible to adapt such a mechanism to
cherries.
28
cherries are dumped into a small holding tank and then pumped to a
chute which carries the cherries into the rail car or truck. Prior to
the cherries being put into the tank car or truck, a fixed amount of
brine is put in to serve as a cushion. After the desired amount of
cherries by weight has been added, the tank car or truck is filled with
brine and then closed.
Method 4 - - Storing in Tanks and Marketing in Barrels
This method of handling cherries is a combination of Method
1 and Method 3. Orchard-run cherries are stored for curing in large
wooden tanks as in Method 3. After being processed, the cherries are
placed in barrels for storage and subsequent marketing as in Method
1.
Method 5 - - Storing in Tanks and Marketing in Bins
As was the case with Method 4, this method of handling brined
cherries is a combination of two methods previously discussed- Methods 2 and 3. Orchard-run cherries are stored in tanks as in
Methods 3 and 4 and processed cherries are handled in bins as in
Method 2.
Many techniques other than those discussed are used by brin-
ing plants for the various operations involved in brining cherries.
29
Some of the techniques are unique and adapted to a particular plant
size or design. Only the most common techniques are described
above.
The five methods described above will be referred to in the
remainder of this study as:
Model 1 - - Barrel to barrel
Model 2 - - Bin to bin
Model 3 - - Tank to tank
Model 4 - - Tank to barrel
Model 5 - - Tank to bin
Before developing costs for the five operational timodels,
I
an explanation is needed of the procedures and analytical techniques
used in estimating costs. This is presented in the next chapter.
30
CHAPTER III
ANALYTICAL PROCEDURES AND STAGE COST ESTIMATES
Analytical Procedures
The synthetic or "building block" method of cost estimation
has been used in this study. This economic-engineering approach
is a very useful tool for comparing the relative efficiency of alternative technologies and deriving specific cost functions for individual
plants as well as long-run functions involving plants of different
sizes. The method implies the necessity for breaking down opera-
tions into stages, and in some cases into more elemental work details. In this way, the measurements yield input-output functions
that provide a fundamental basis for comparing the costs of alternative technologies and for developing total plant cost curves.
The synthetic method of cost analysis measures the input
requirements in terms of physical units. Once the physical input
requirements have been established, they can be converted into
costs by using current factor prices. Cost functions may be developed in terms of several variables such as hourly rates of output,
containers, and alternative technolog.ies.
Model plants can be set
up, and synthesized costs can be shown for operations of various
sizes and combinations of variables, whether or not similar plants
31
actually exist. Minimum total costs per unit possible for plants of
a selected size and organization can be expressed by combining
least cost methods of operation for each stage.
The synthesis of a long run cost function from the various
stages is complicated somewhat by the alternative technologies
which are available at many stages. This necessitates finding the
combinations of technologies at each rate of output which will entail
the least cost. Stages may be selected which are independent of
joint technologies and costs representing efficient technologies for
each rate of output aggregated into a total cost function.
Selection of Factors Affecting Costs
This analysis has been developed around the variables which
have the greatest effect on costs of brining cherries. These are
capacity as indicated by rate of output .of brined cherries, container
type, and method of operation.
In this analysis, ten different rates of outputs have been
assumed. These are expressed in output of barrels per day of grad-
ed cherries. The plant sizes begin at 75 barrels per day and are
graduated by 5-barrel increments until the 300 barrels per day
size is reached. This range of plant sizes is consistent with the
plant capacities of all Oregon cherry brining plants. The problem
32
of indivisibilities of labor and equipment arises with the assumption
of a given hourly output and exists regardless of level of output.
Plants with high hourly rates of output are usually in a better position to obtain more optimum use of equipment and labor than are
small plants, although all plants may encounter diseconomies of
scale in some stages.
Containers and container handling costs account for a sub-
stantial portion of the total costs of brining, storing, and transporting cherries. Not only do container costs vary, but there are
operational advantages of some containers which allow for less
handling, therefore a reduction in costs.
Several methods or techniques are available at many stages
of operation for the same container. These techniques vary in the
amount of labor and equipment required, thereby causing variations
in costs. Where more than one method exists for a given operation,
each has been evaluated and the most efficient and least costly determined. This least costly method is then used when comparing one
model with another.
Method of Determining Costs
Costs presented in this analysis are based on data collected
from economic engineering studies which were conducted in selected
33
cherry brining plants in Oregon. Plant selections were based on
plant size, container used, and technologies used at specific stages.
In these plants, time and production studies were made of actual
jobs and of machine operations. In addition, interviews with man-
agernent and supervisory personnel were utilized to provide further
information as to physical requirements and input costs. Building
contractors, equipment manufacturers, and other related concerns
also have been sources of information. Based upon data obtained
from these sources, standards of performance for labor and equipment have been developed. These standards have been used to esti-
mate and compare crew and equipment requirements and costs for
the various methods and containers utilized in handling brined cher-
ries.
Labor
Estimated costs of labor are based on (1) labor standards
for each job operation involved in brining and (Z) typical current
wage rates being paid for performing these jobs.
Time and production studies were used to determine the
amount of actual work time required per unit of product for each
job.
To this work time, an "allowance" was added for delays and
rest periods. Total time required was then converted to number of
units of product per man hour. Labor standards are not based on
34
either the average or the maximum rate of output found in operations
studied, but fall between these two points and represent the output a
worker should be able to achieve under conditions of a continuous
flow of product and reasonably efficient use of his time.
The number of workers required for each job was obtained
by dividing the hourly rate of plant output by the labor standard (a
fraction of a worker was raised to the next whole number). Current
wage rates plus fringe benefits and other employer costs were ap-
plied to these labor requirements to determine labor costs.
Equipment
Time and production studies, manufacturer's specifications,
and interviews with plant personnel were used to estimate the num-
ber of pieces of equipment required for various operations in selected plant sizes. These physical requirements were first converted
to investment costs for each plant size through the application of
current equipment replacement costs (f. o. b. equipment manufac-
turer), transportation costs to the plant, and installation costs including connecting parts. By the use of these installed replacement
costs, annual costs of equipment, both fixed and variable, were
estimated. Fixed equipment costs include an allowance for depre-
ciation, taxes, insurance, interest on investment, and fixed repairs
35
and maintenance.
Fixed repair and maintenance are based on the
assumption that most items of equipment, regardless of annual use,
require annual repairs such as painting, belt replacement, and
other periodic items of repair and maintenance. Variable costs
include the estimated cost of variable repairs and maintenance,
power, water, and fuel. The cost of variable repairs and maintenance was computed on the basis of the number of hours each piece
of equipment was used per year. Allowances for variable repairs
and maintenance include the cost of oil, grease, and parts for minor
repair. They also include the cost of labor for repair work.
Elec-
tricity, water and fuel consumption were calculated from manufac-
turer's specifications, and these physical requirements were con-
verted to costs by application of current prices for electricity, water,
and fuel,
Plant Organization and Cost Components
The brining of cherries involves a series of steps or operations beginning with unloading farm trucks and ending when graded
cherries have been loaded to rail cars or trucks for delivery to
finishers. Figure 5 illustrates the movement of cherries through
the brining plant.
These activities can, for convenience of analysis, be
\Orchard
run /
st.oraoe
\/
t>
Transportation
DTemporary storage
Itspection
VStorage
L'S)
Figure
.
Proces
flow diagram for cherry
r1ning plants
37
grouped into seëral stages, each consisting of one or a group of
closely related activities. These stages have been selected to allow
independent cost analysis of each segment of the overall operation.
The plant stages together with several categories of indirect costs
not associated with a particular stage form the following plant cost
components: (1) receiving, (2) filling and storing, (3) processing,
(4)
carloading, (5) container, (6) buildings including water and
electrical facilities and (7) miscellaneous.
It should be made clear at this point tht the analysis includes
only those costs of operation which are directly or indirectly associated with different containers used. The study does not include
costs for raw product, administration, operation of the office,
management, procurement of raw product, and sales
This study
also excluded the cost of operating capital except that for containers
As has been previously indicated, costs have been estimated
for each of the five alternative models at output rates of from 75 to
300 barrels per day. These have been first calculated in terms of
total season's costs. For convenience in comparing different models
as well as for estimating costs for plants with rates of output other
than those points which were calculated, a "planning curve" function
has been developed for each of the models. Figure 6A illustrates
a hypothetical example of how this can be accomplished. The
38
Size of Operation
Size of Operation
Figure 6. Hypothetical total and average cost functions derived
from plants of different sizes.
circled points represent costs estimated from the synthetic analysis.
The smoothed cost line shows the "average relationship of costs to
rate of output. It is obtained by fitting an equation to the estimated
cost points of the form
TSC = a + bR
where:
TSC = total season's costs,
R = rate of output in hundredweights of graded
c1erries per season.
39
This total cost equation can be converted to an average cost relationship of the form
AUG =
where
ATJC = average unit cost.
This average cost relationship is shown in Figure 6B as a smooth
curve reflecting decreasing unit costs as plant size increases.
In subsequent sections of this chapter planning equations
expressed in terms of average costs per hundredweight are developed for all cost components, and these are later brought together
to form a planning cost function for the entire operation.
Stage 1 - - Receiving
The receiving stage of operation involves taking the lugs
from the farm truck and transporting them to temporary storage,
transporting from temporary storage to dumping station, moving
empty lugs to temporary storage, and transporting empty lugs onto
the farm trucks.
-
Cherries are received at all Oregon cherry brining plants
in lug boxes.Y The dimensions of these lug boxes are not standard-
ized among plants and they may hold from 30 to 40 pounds of
Recently some plants have shown interest'Ih the possibility of taking bins partly filled with brine to the orchard, and delivering cherries to the plant in these bins. This operation has been
conducted on an experimental basis only.
40
cherries. The 30 pound lug box was the most commonly used.
While several techniques of handling lug boxes are used by
brining plants, only hand truck and forklift techniques are considered
in this analysis. Other methods observed proved to be not economically feasible or were adapted to unique situations which cannot be
applied to all plants.
Receiving costs are affected by container used for storage
and by plant size.
Both of these factors influence plant design and
layout and thereby affect distances traveled to temporary lug storage areas and to dumping stations. Figure 7 depicts a typical plant
layout for a 200 barrel capacity cherry brining plant operating under
conditions of Model 1. Plant layouts for Models 2, 3, 4, and 5 for
the same capacity plant are shown in Appendix Figures 1 through
4..
The following assumptior
were made in estimating receiv-
ing costs.
Cherries are received at the plant for 22 days.
Receiving is divided into two periods, a 10 day peak
period and a 12 day low period (6 days before and 6
days after the peak.)
Plants receive 70 percent of the cherries during the
peak and 30 percent during the low period.
Plants receive for 10 hours a day during the peak
period and 8 hours a day during the low period.
41
Truck cccl,
Receiving dock
Temporary lug storage
Barrel preparation area
Rest
roosie
Lab.
Maj0.
off.
Barrel storage
Cerloeding
Rest
rooe
7
Scal, in f..t
20
40
60
8 9 10 11 12 1.3 14 15
.U-
a
'a-
KEY:
-5
I
2
3
3
4.4
4
Barrel roller track
5
6
Booper
7
Sump
Pump
8
9
10
Pallet
Stem separators
Conveyors
11
Steera
12
13
Fitters
14
15
Figure
Lug roller track
Dunping conveyor
Scala
Sizers
inspection tables
Barrels
7. Cherry brining plant 1ayout Model l 200 barrel per day capacity.
42
Cherries are received at the brining plant in lug boxes
containing 30 pounds.
All cherries are delivered on flat bed trucks.
Lugs are stacked seven high on the farm truck for
receiving by hand truck and 48 to a pallet for receiving
by forklift.
All incoming loads are weighed on a truck scale.
Total receiving costs per hundredweight of graded cherries
as related to plant model, size of plant and method are shown in
Figure 8. 2/
Receiving costs are the same for Model 1 and 2 for a
given plant size and technique used. Both models have the same
general plant design and layout thus there is no difference in cost
factors. Plant models that store cherries in tanks have a slightly
higher receiving cost than do the barrel to barrel and bin to bin
models. This results from the greater distance traveled because
of plant layout and space requirements for tank fields. Work
standards, crew sizes, wage rates and equipment requirements for
receiving as well as for the other stages are shown in Appendix
Tables 14 through 27. Labor and equipment costs for forklift and
hand truck receiving are shown by plant size and model in Tables
1 and 2.
1Cherry briners estimate a loss of from 25 to 30 percent
in weight of cherries from the time they are received at the plant
until they are shipped to finishers. The assumption is made in this
study that there is a standard loss of 28 percent. This loss does not
occur evenly throughout the stages of operation nor is it exclusively
Cost per hundredweight of graded cherries
$ .L0
Barrel to barrel
Jo
Bin to bin
o
Tank to tank
0
0
aN0
0
Tank to barrel
0
0
Tank to bin
0
$
0Ol0
.20
.10
-
o - Owned forklift
Hand truck
n'
.
.J
1
_i
LLi
I
I
202502753000751001251501752052502753
Size of Plant
Figure 8. Comparative costs of receiving cherries by hand truck and forklift methods as related to size of operation and plant model, 1963
Table 1. Estimated costs of receiving cherries by hand truck as related to size of operation and plant model, 1963.
Size of Plant
Plant Model
75
100
125
150
175
200
225
250
275
300
Dollars per Hundredweight of Graded Cherries
1
$.117
$.106
$.105
$.095
$.095
$.097
$.093
$.097
$.092
$.087
. 160
. 157
. 156
. 154
. 153
. 153
. 152
. 152
. 152
. 152
.277
.263
.261
.249
.248
.250
.245
.249
.244
.239
Labor
Equipment
.177
.106
.105
.095
.095
.097
.093
.097
.092
.087
. 160
. 157
. 156
. 154
. 153
. 153
. 152
. 152
. 152
. 152
Total
.277
.263
.261
.249
.248
.250
.245
.249
.244
.239
Labor
.129
.118
.106
.106
.098
.098
.096
.095
.097
.095
Equipment
. 160
. 157
. 156
. 155
. 154
. 153
. 153
. 152
. 152
. 152
Total
.289
.275
.262
.261
.252
.251
.249
.247
.249
.247
4
Labor
Equipment
.129
.118
.106
.106
.098
.098
.096
.095
.097
.095
. 160
. 157
. 156
. 155
. 154
. 153
. 153
. 152
. 152
. 152
Total
.289
.275
.262
.261
.252
.251
.249
.247
.249
.247
Labor
Equipment
.129
.118
.106
.106
.098
.098
.096
.095
.097
.095
. 160
. 157
. 156
. 155
. 154
. 153
. 153
. 152
. 152
. 152
Total
.289
.275
.262
.261
.252
.251
.249
.247
.249
.247
Labor
Equipment
Total
2
3
5
Table 2. Estimated costs of receiving cherries by plant owned forklift as related to size of operation and plant model, 1963.
Size of Plant
Plant Model
75
100
--
125
150
175
200
225
250
275
300
--- - Dollars per Hundredweight of Graded Cherries
1
$.061
$.OS1
Equipment
.235
.260
$.043
.240
$.042
.256
$.036
.242
$.031
.231
$.034
.244
$.032
.235
$.031
.228
$.031
.238
Total
.296
.311
.283
.298
.278
.262
.278
.267
.259
.269
.061
.235
.051
Equipment
.260
.043
.240
.042
.256
.036
.242
.031
.231
.034
.244
.032
.235
.031
.228
.031
.238
Total
.296
.311
.283
.298
.278
.262
.278
.267
.259
.269
.080
.294
.060
.260
.051
.240
.050
.256
.043
.242
.040
.232
.041
Equipment
.244
.039
.235
.037
.228
.037
.238
Total
. 374
.320
. 291
306
. 285
. 272
. 285
. 274
. 265
. 275
.080
.294
.060
.260
.051
Equipment
.240
.050
.256
.043
.242
.040
.232
.041
.244
.039
.235
.037
.228
.037
.238
Total
.374
.320
.291
.306
.285
.272
.285
.274
.265
.275
Labor
Equipment
.080
.294
.060
.260
.051
.240
.050
.256
.043
.242
.040
.232
.041
.244
.039
.235
.037
.228
.037
.238
Total
.374
.320
.291
.306
.285
.272
.285
.274
.265
.275
Labor
2
Labor
3
Labor
4
Labor
5
46
Cost functions for the planning curves in Figure 8 are as
follows:
80
Model 1 AUG
Model 2 AUG
$1) 705.80
x
Model 3 AUC = $1, 931. 04
x
± $0.23
+ $0. 23
+ $0. 23
931. 04
Model 4 AUG = $1,
+ $0. 23
x
Model 5 AUG =
$1,
931.04
x
+ $0. 23
Where: AUG = average cost per hundredweight
of graded cherries.
X
output of graded cherries
in hundredweights.
Stage II - - Filling and Storing
This stage includes all operations from the time the full lug
of cherries is taken from temporary storage and set on the roller
track leading to the dumping station until the full container of cher-
ries is in storage.
Work elements for Models 1 and 2 for this stage include set
lug on roller track, dump, dispose empty lug, stack empty lug,
prepare container, supply container, fill, brine, close and transport
associated with any one stage. To facilitate presenting a total cost
estimate on the basis of graded cherries, each stage cost has been
adjusted to reflect costs per hundredweight of graded cherries.
47
to storage. Work elements for Models 3, 4, and 5 include set lug
on roller track, dump, dispose empty lug, stack empty lug and prepare container.
The following assumptions were made in estimating costs
for the filling and storing stage.
The dumping operation begins four hours after the
beginning of the receiving operation.
Cherries are dumped on the basis of first received,
first dumped.
The length of day for filling is 18 hours during the
peak period and 10 hours during the low period.
Equipment and crew sizes for each plant are such as
to meet hourly requirements to complete filling in the
assumed length Of day.
Barrels hold 250 pounds of orchard run cherries, bins
hold 900 pounds and tanks hold 23. 5 tons.
Pallets of barrels are stacked 5 high in storage while
bins are stacked 4 high.
Figure 9 shows average costs of filling and storing per
hundredweight of graded cherries, Table 3 indicates that elements
of costs vary considerably between the barrel to barrel model and
bin to bin model and the tank models. Barrel and bin models experi-
ence a high labor cost per unit while tank models have relatively low
labor costs buthigh equipment costs per unit. This lower labor costfor
plants which store orchard-run cherries in tanks results from lower
Cost per hundredweight of graded cherries
#00 -
Barrel to barrel
Tank to tank
Bin to bin
Tank to barrel
Tank to bin
.00
40
.20
0
I,
75
I
I
I
j
1,I
I____1___I
I
I
J
I
100 123150173200223750275300 073 100 113 150173200223230273
I
300
1I
I
I
I
I
0 75 100 123 150 175 200
I
225 230 277 300 0
I
75 100 123
I
I
1.1iJJ ,I
150 115 200 225 230 272 300
0 73
I
I
I
I
I
I
100 123 150 173 200 223
I
I
Size of Plant
Figure
9. Comparative costs of filling containers and transporting to storage of orchard-run cherries as related to size of operation and plant
model, 1963
I
230 271 300
Table 3. Estimated costs of filling containers with orchard-run cherries and transporting to storage as related to size of operation and
plant model, 1963.
Size of Plant
Plant Model
75
100
125
150
175
200
225
250
275
300
Doflars per Hundredweight of Graded Cherries
1
$.276
.394
$.251
.385
$.259
.383
$.230
.387
$.244
.381
$.223
.378
$.223
.376
$.222
.376
$.213
.374
$.205
.376
.670
.636
.642
.617
.625
.601
.599
.598
.587
.581
Equipment
.262
.290
.223
.278
.241
.282
.220
.279
.210
.273
.210
.275
.203
.273
.210
.275
.203
.276
.195
.273
Total
.552
.501
.523
.499
.483
.485
.476
.485
.479
.468
Equipment
.117
.275
.103
.270
.086
.267
.075
.267
.085
.269
.079
.267
.070
.269
.068
.266
.072
.269
.067
.266
Total
.392
.373
.353
.342
.354
.346
.339
.334
.341
.333
.117
.281
.103
.274
.086
..270
.075
.270
.085
.267
.079
.269
.070
.267
.068
.268
.072
Equipment
.271
.067
.268
Total
.398
.377
.356
.345
.352
.348
.337
.336
.343
.335
Labor
.117
.103
.281
.274
.086
.270
.075
.270
.085
.267
.079
.269
.070
.267
.068
.268
.072
Equipment
.271
.067
.268
Total
.398
.377
.356
.345
.352
.348
.337
. 336
. 343
.335
Labor
Equipment
Total
2
Labor
3
Labor
4
Labor
5
0
50
labor requirements in the preparing and closing containers, and
elimination of transport to storage costs. Tank plants experience
further economies at the dumping and filling station. At this point,
tank plants require a smaller crew than do either barrel plants or
bin plants.
Models 3, 4, and 5 employ the same dumping technique as
do Models 1 and 2, but when the cherries come off the hopper con-
veyor they are deposited on a longer conveyor system, which, by
the use of shunts, deposits the cherries into the designated tank.
This dumping and conveying system is portable so that it can be
moved from row to row of tanks.
Planning curve functions per hundredweight of graded cher-
ries for the filling and storing stage are:
Model 1 AUG
$4,747.51 + $0.55
Model 2 AUG
$3,525.84 + $0. 45
x
Model 3 AUG
$2, 496. 83
Model 4 AUG
$2, 621. 27 + $0. 32
Model 5 AUG
$2,621.27 + $0. 32
x
x
+ $0. 32
x
Where: AUG = average cost per hundredweight
of graded cherries.
X
season's output of graded cherries
in hundredweights.
51
Stage 3 - Processing
The processing stage begins with taking orchard-run cher.ries out of storage and continues through grading operations and
putting graded cherries in storage. Work elements differ by models
and are discussed below.
Work elements for Models 1 and 2 include transport orchard-
run cherries from storage by forklift, open container, dump cher-
ries into sump, pump to line, stem or stem separate, size, pit,
inspect, prepare container, brine, close and transport container
to graded storage. Estimated costs are based on dumping cherries
into a sump tank and pumping them to the processing line. Cherries
from barrels are dumped into the tank manually while a rotating
head on a forklift is used for dumping cherries from bins into the
sump.
The equipment used in the processing line is the same for
all models for a given plant size. When the cherries come off the
inspection table they fall into the container; the container is closed,
filled with brine and transported to storage by forklift.
Work elements for Model 3 include pump from tank field to
sump, pump to line, stem or stem separate, size, pit, inspect,
and operate conveyor s. Estimated costs for Model 3 are based on
using conveyors to transport graded cherries back to the tank field.
52
Cherries are then placed back into tanks with each tank containing
cherries of a single grade, variety, and size.
For Models 4 and 5, work elements are the same as for
Models 1 and 2 except that cherries are pumped from the tank field
to the sump rather than dumped into it.
Estimated processing costs are based upon the following
assumptions.
Plant operates 200 eight hour days.
One-half of the output is cocktail cherries and
the remainder stemmed cherrie.s.
The plant processes either stemmed or cocktail
cherries at any given time but never both at once.
Assumption 1 involves the duplication of the line of proces-
sing equipment as the rate of output increases. An alternative to
this assumption would be to increase the number of hours of operation per day. The plant could operate two or three shifts as neces-
sary to meet daily output, and operate with a greatly reduced amount
of equipment. An analysis of this problem has shown that a single
line of processing equipment operated for two or three shifts was a
more costly approach than to operate single shifts with duplicated
equipment. Although there was considerable savings in equipment
costs, the increase in indirect labor (such as supervisory per sonnel) and increased wage rates for night labor more than offset the
savings in equipment cost.
53
Costs for the processing stage are affected by container
used, rate of output, and technique. Although more than one technique is available for performing many of the operations, only the
least costly is presented in this analysis. Costs for the processing
stage are shown in Figure 10 by plant size and model. Table 4
shows labor and equipment costs for this stage.
The cost of the conveyors used to transport graded cherries
back to the tank field and into tanks causes the tank to tank model
to have the highest equipment cost of the five models. This high
equipment cost more than offsets the lower labor costs associated
with this stage.
The barrel to barrel model has a lower total cost of processing than does the tank to barrel model although it has a higher labor
cost. The higher labor cost results from higher labor requirements
for transporting orchard-run from storage and dumping into the
sump.
The planning curve functions for the processing stage are
shown below:
Model 1 AUG = $18,481.93 + $1.89
x
Model 2 AUG - $16,710.40 +$1.82
x
Model 3 AUG = $37, 231. 87 + $1.77
x
Cost per hundredweight of graded cherries
Barrel to barrel
Bin to bin
Tank to tank
Tank to barrel
Tank to bin
.00
1.co
OL,I
oi i
I
I
I
I
I
I
ISS 150 uS 2c0 225
I
I
I
I
I
I I
I
I
I
I
I
I
I
I ! )
I t,,i
250 275 3000 75 ICC 125150175200225 250 275 3CC 0 75 10014250275203 201 753
1J3
I
I
5_I __J .,I I I I I I I I I I
I
0 75 100175150 175 200 2252502753000 75 100125150275200 275750 J75 300
Size of Plant
Figure 10 Comparative costs of processing brined cherries as related to size of operation and plant model, 1963
Ui
Table 4. Estimated costs of processing brined cherries as related to size of operation.and plant model, 1963.
Plant Model
Size of Plant
225
250
200
Dollars per Hundredweight of Graded Cherries
275
300
$1.340
.655
$1,415
.657
$1,366
.641
2. 034
1.995
2. 072
2.007
1. 337
1. 310
1.302
.661
1.262
.641
1. 322
.656
.653
.637
2.031
1.993
1.971
1.903
1.975
1.939
1.332
1.099
1.260
.977
1.206
1. 164
1. 130
1.202
1. 171
.928
.920
.879
.892
.860
2.330
2.431
2.237
2.134
2.084
2.009
2.094
2.031
1.491
1.358
1.507
1.349
1.306
.775
.737
1.317
.741
1.268
.783
1.410
.756
1.378
.788
.729
.730
.713
2.551
2.279
2.141
2.282
2.166
2.115
2.058
1.997
2.079
2.019
1.581
1.393
.701
1.332
.701
1.430
.713
1.344
1.280
1.259
.779
.678
.674
.677
1.216
.655
1.280
.666
1.242
.649
2.360
2.094
2.033
2.143
2.022
1.954
1.936
1,871
1.946
1.891
150
175
.697
$1.540
.693
$1.476
.677
$1,436
.660
$1,368
.666
2.236
2.095
2.233
2. 153
2.096
1.442
.668
1. 372
1.463
1. 372
.736
.675
.690
.659
2.295
2.110
2.047
2.153
Labor
Equipment
1.471
1.293
1.311
1.187
1.214
1.116
Total
2.764
2.498
Equipment
1.712
.839
Total
75
100
125
$1,690
.736
$1,540
.696
$1.398
2. 426
1.559
1
Labor
Equipment
Total
2
Labor
Equipment
Total
3
4
Labor
5
Labor
Equipment
Total
56
Model 4 AUG =
Model 5 AUG
$22, 837.48 + $1.76
x
$20, 428. 79
+ $1. 76
Where: AUG = average cost per hundredweight
of graded cherries.
X = seasonts output of graded cherries
in hundredweights.
Stage 4 - - Garloading
The carloading stage begins with taking graded cherries out
of storage and carries through until the cherries are in the rail car
and the car is closed.
Estimated costs for Models 1, 2, 4, and 5 are based on
transporting containers from storage to a preparation area by forklift, preparing container, moving container to rail car by forklift,
placing the container in the car and bracing it in position, and
closing the car. For Model 3, the graded cherries are pumped out
of the tank onto a conveyor, conveyed to a weighing mechanism,
weighed, pumped to a chute which carries them into the car; brine
is then added to the car and the car is closed. Most of the cherries
brined in Oregon are shipped by rail, and for this reason costs in
this analysis are based on loading cherries into rail cars.
57
The cost of carloading is shown in Figure 11. Elements of
costs are shown in Table 5. The components of costs vary consid-
erably between carloading either barrels or bins as opposed to car-
loading bulk cherries from t3nks into rail cars. A high portion
of the total cost of carloading barrels and bins is attributed to labor
while carloading bulk cherries involves a high equipment cost.
The planning curves for the processing stage are also shown
in Figure
The functions for these curves are shown below.
694.82 + $ .
Model 1 AUG
11.
Model 2 AUG
Model 3 AUG
$3,075.81 + $
$15,149.
+ $ .03
Mode14AUC
$2,694.82 + $.12
Model 5 AUG
$3,075.81
+ $ .10
Where: AUG = average cost per hundredweight
of graded cherries.
X = season's output of graded cherries
in hundredweights.
Stage 5 - - Gontainer
Basis for calculating container costs was somewhat different
for each of the five models. For those models utilizing barrels and
bins, it is assumed that containers are purchased new each year
Cost per hundredweight of graded cherries
Barrel to barrel
Bin to bin
Tank to barrel
Tanh to bin
.30
0
.0
0
0
0
-
0
.IG
3
j
L
I
(
I
IG012$UG 1752e022,ZI,21330, 04,
I
I
I
I LILLJ 4/I
OO130IJO1)3 233Z25 250270330
I
I
I
130123150173
I
I
I
I
J
I
I
I
I
I
013 010123150 l73234z2333o23033
Size of Plant
Figure 11. Comparative costs of carloading brined cherries as related to size of operation and plant model, 1963
013 103L2315* 173230213254213334
Table 5. Estimated costs of carloading brined cherries as related to size of operation and plant model, 193.
Size of Plant
Plant Model
75
100
125
150
175
200
225
250
275
300
Dollars per Hundredweight of Graded Cherries
1
$. 171
. 008
$. 159
$ 140
$. 124
$. 137
. 008
.008
. 009
.008
$. 138
. 009
$. 125
. 008
$. 148
. 008
$. 142
Equipment
.009
. 009
Total
.205
.156
.179
.150
.167
.149
.132
.147
.134
.146
Equipment
.197
.014
.148
.014
.118
.014
.142
.014
.122
.014
.107
.014
.124
.014
.112
.015
.101
.015
.115
.015
Total
.211
.162
.132
.156
.136
.121
.138
.127
.116
.130
Equipment
.285
.159
.213
.133
.171
.106
.142
.098
.122
.092
.107
.080
.095
.078
.085
.070
.078
.068
.071
.063
Total
.444
.346
.277
.240
.214
.187
.173
.155
.146
.134
4
Labor
Equipment
. 197
. 008
. 148
. 008
. 171
. 008
. 142
. 008
. 159
. 008
. 140
. 009
. 124
. 008
. 138
. 009
. 125
.009
. 137
. 009
Total
.205
.156
.179
.150
.167
.149
.132
.147
.134
.146
Equipment
.197
.014
.148
.014
.118
.014
.142
.014
.122
.014
.107
.014
.124
.014
.112
.015
.101
.015
.115
.015
Total
.211
.162
.132
.156
.136
.121
.138
.127
.116
.130
Labor
$ 197
2
Labor
3
Labor
5
Labor
60
and are used only once. This is currently the prevailing practice in
the industry.
The alternative to this is for the briner to have his
containers returned from the finisher so that he may re-use them
the next year. This possibility is discussed briefly in Chapter 4.
With the assumption that barrels and bins are not re-used by
the briners, the full cost of the container is chargeable to the operation in any given year. Replacement cost of the new fir barrel is
$10. 00. Replacement cost of the bin is $9. 00.
To the cost of the
bin must be added the cost of the plywood lid, fibreboard and poly-
ethylene liners. Costs of these are $1. 00, $. 95, and $1. 57, respectively, bringing the total replacement cost to $14.
94.1
In addition to the replacement cost of the containers used
only once, there are other costs associated with the container. An
allowance of 5-1/2 percent of replacement costs has been included
to cover such items as insurance taxes, repairs and interest on
operating capital for containers. This charge plus the replacement
cost brings the total container costs for barrels to $10. 55 and for
bins to $15.49" This charge has been used for calculating cost for
graded cherries.
The reader should be reminded that new fibreboard and
polyethylene liners are inserted before filling with orchard-run cherries and again before filling with graded cherries.
Does not include taxes, insurance, repairs and mainte
nance, and interest for the fibreboard and polyethylene liners.
61
It will be recalled that a 28 percent loss in weight of cher-
ries occurs between the time the orchard-run fruit is delivered to
the plant and the time the graded cherries are ready for delivery.
Therefore the number of barrels and bins needed to store orchard-
run fruit is in excess of the number required to ship graded cher.
ries, The containers which are not shipped to finishers are carried
over and used the following year. After the first year of operation,
plants need only to buy enough containers for the graded output as
the containers carried over can again be used for orchard-run
storage. It is assumed no barrel or bin is carried over by the plant
for more than one year and will be shipped out with graded cherries
in the second year.
In addition to the cost of the container for graded cherries
for Models 1 and 2, there is a one time cost for containers to store
the larger quantity of orchard run cherries. It is assumed that this
added investment in container is to be amortized over a ten year
period. Annual costs for this additional container requirement are
based on a percentage of replacement costs amounting to 15-1/2 percent. This includes depreciation, 10 percent and insurance, taxes,
interest and repairs, 5-1/2 percent.
Tank costs have been calculated on a basis of 25 years useful
life. Installed replacement cost of a 25 ton tank is $3, 300. 00.
62
Annual fixed costs per tank were calculated to be $313. 50. This
includes four percent of replacement cost for depreciation as well
as an additional 5-1/2 percent to cover taxes, insurance, interest,
and repairs and maintenance. The number of tanks required for a
given plant size for Model 3 is based upon the storage space require-
ments for orchard-run cherries. To this requirement, two percent
additional tanks have been added for storing graded cherries until
some tanks have been emptied of orchard-run cherries.
Model 4 container requirements are based on the number of
tanks required for storage of orchard-run cherries and a sufficient
number of barrels for shipping graded cherries. Model 5 container
costs are calculated oh the same basis as Model 4, except bins are
usedfr shipping the graded cherries.
Comparative costs of containers for the five models are
shown in Figure 12 and Table 6. Figure 12 also shows the planning
curve for the container stage for each model.
Planning curve functions for the container stage are shown
below.
Model 1 AUG
$
Model 2 AUC
$
Model 3 AUC
83
3
-
11
+ $4. 57
+ $1.82
$1,533.24 + $0. 93
Cost per hundredweight of graded cherries
Barrel to barrel
Bin to bin
0 0-
o.-E -e---e
Tank to tank
Tank to barrel
'Panic to bin
-0---e)
0.00
3.00
1.00
3.00
0
0-O--0---0 0- e- &
fl
L
S
1111 135 ISA
-
I
S
III A.n IAt
ASA An Al
L !.A
J
.3
1
1
I
L
3 300
75
I
5
1
1.53 LZS 15') 175
o-
1
233 225 150 273 733
-
500 555 150 111
--
I
I
I
I
I
I
I
230 253 233 275 330 073 11.0 123 1.33 173 253225230273 SC'S
-
Size of Plant
Figure 12. Comparative Costs of Containers used in brining cherries as related to size of operation and plant model7 1963
Table 6. Estimated costs of containers used in brining cherries as related to size of operation and plant model, 1963.
Size of Plant
Plant Model
75
100
125
150
175
200
225
250
275
300
Dollars per Hundredweight of Graded Cherries
1
Barrels
$4. 574
$4. 574
$4. 574
$4. 574
$4. 574
$4. 574
$4. 574
$4. 574
$4. 574
$4. 574
1.817
1.817
1.817
1.817
1.817
1.817
1.817
1.817
1.817
1.817
.974
.963
.952
.948
.957
.953
.948
.946
.940
.942
5. 273
5.275
5. 271
5.273
5. 270
5.272
5. 270
5.271
5. 270
5.270
2. 270
2. 272
2. 268
2. 270
2. 267
2. 269
2. 267
2. 268
2. 266
2. 267
250
275
300
.677
.664
.655
2
Bins
3
Tanks
4
Tanks and barrels
5
Tanks and bins
Table 7. Estimated annual building costs for cherry brining plants as related to size of operation and plant model, 1963.
Size of Plant
Plant Model
75
100
125
150
175
200
225
1
.775
.711
Dollars per Hundredweight of Graded Cherries
.728
.677
.693
.699
.657
2
.844
.783
.800
.771
.750
.731
.766
.751
.738
.729
3
.338
.295
.310
.278
.270
.251
.280
.264
.251
.240
4
.430
.385
.405
.371
.366
.345
.374
.359
.345
.333
5
.453
.416
.427
.394
.385
.365
.397
.380
.369
.357
65
Model 4 AUG
$199.50 ± $5.27
Model 5 AUG
$199.50 + $2.27
Where: AUG
average cost per hundredweight
of graded cherries
X = season's output of graded cherries
expressed in hundredweights.
Stage 6 - - Buildings
Building costs are based upon estimates provided by building
contractors in the Willamette Valley. These costs reflect estimated
floor space required for efficiently organized plants of the given
capacities, engineering estimates of quantities of building material
and labor required for buildings of selected size and construction,
and current Willamette Valley prices for materials and wages.
Floor space and costs of building as related to plant size and model
are shown in Appendix Tables 29 through 33.
Buildings upon which costs are based are constructed dif-
ferently for the five models. The barrel model has concrete floors
throughout.
and roof.
The temporary lug storage area has aluminum siding
The filling, storage, and processing areas have concrete
side walls and asphalt roof. For the barrel model, the roof is 20
feet above floor level. Receiving and loading docks are of concrete
construction four feet high. The bin model has the same general
66
construction as does the barrel model; however, the roof is only 16
feet above the floor level.
Differences in the height of the roof is
due to differences in the height of the storage container. In the
analysis it is assumed pallets of barrels are stacked five high in
storage while bins are stacked only four high. Floor space includes
allowances for receiving dock, loading dock, temporary lug storage
area, filling area, container storage area, processing area, office,
laboratory, rest rooms, and shop. See Figure 1 and Appendix
Figures 1 through 4 for plant layouts for each of the models for a
given size plant.
The tank to tank model has a concrete floor for the tempo-
rary lug storage area. This area has an aluminum roof 16 feet
above floor level, but has no side walls. A plank floor is laid in
the tank field with the tops of the tanks 40 inches above this plank
floor. The building for processing is located apart from the tank
field and is constructed with concrete floor, concrete side walls,
and asphalt roofing. The roof is 24 feet above the floor level to
allow for the operation of the transverse belts and flight conveyors
used in transporting graded cherries back to the tanks. Receiving
and loading docks at the tank field are four feet high and of concrete
construction.
67
The tank fields for the tank to barrel model and the tank to
bin model have the same construction as in the tank to tank model.
Storage space is required for graded cherries in the barrel and bin
models, however. This is built adjacent to theprocessing building
and is of the same type construction. Costs are based on the assump-
tion that the storage area for these models is large enough to store
one-third of the plants total output of graded cherries.
Building costs include primary plumbing lines, primary
water lines, and main electrical panels and lighting. The costs do
not include water or electrical installations assignable to specific
items of equipment; however, improvements (1. e., plumbing, heat-
ing, lighting, etc. ) for offices, rest rooms, and the laboratory are
included.
Annual building costs per hundredweight of graded cherries
are shown in Figure 13 and Table 7. Annual costs are based upon
a. percentage of building replacement cost and are as follows:
depreciation - 2. 5 percent; repairs - 1. 8 percent; insurance - 0. 8
percent; taxes - 1 percent; and interest - 3 percent, (interest at
3 percent is equal to approximately 5. 5 percent of the undepreciated
balanc e).
The planning curves for the building stage are also shown in
Figure 13 and the functions for curves are shown below:
Cost per hundredweight of graded cherries
Barrel to barrel
Bin to bin
Tank to tank
Tank to barrel
Tank to bin
60
I
200 123
I
I
l_I__L__L___J .I
150 170 200 223
250 273 300 0 1/5
I
100 723
I
I
I
LIJ
I
L_L___JJ_J._Lj
250 275 500 0 /5
Size of Plant
150 175 200 225 250 275 200 0 1/5 700 715 00 175 200 215
I
100 125
I
I
I
I
1__J _/71
150 170 200 225 233 235 300 0 75
Figure 13. Comparative costs of buildings for brining cherries as related to size of operation and plant model, 1963
100 123
150 173 200 223 250 275 300
69
Model 1 AUG
-
-
Model 4 AUG =
Model 5 AUG
x
894. 76
Model 2 AUG
Model 3 AUG
$5, 099. 24 + $0.63
$4, 518. 19 + $0. 22
x
$4,466.38 + $0.31
x
$4, 533. 61
-
+ $0.70
x
+ $0.33
Where: AUG = average cost per hundredweight
of graded cherries.
X = season's output of graded cherries
expressed in hundredweights.
Stage 7 - - Miscellaneous
This stage includes cost elements not assignable to any
specific stage but which are associated with plant operation. It in-
cludes labor costs of the plant foremen, mechanics, and brinemakers.
Water and electricity charges and an allowance for costs of small
items of equipment (such as shop tools) not assignable to any specific
item of equipment or stage are included. This allowance is based
on five percent of the investment cost of equipment.
The miscellaneous stage also includes a land charge. The
land charge is made up of a five percent interest charge on an assumed land price of $1, 500 per acre, and estimated annual taxes.
70
Figure 14 and Table 8 show the cost per hundredweight of
graded cherries as related to size of operation and plant model for
the miscellaneous stage.
Functions for the planning curves are shown below.
Model 1 AUC =
$19, 702.47
x
+$0.13
Model 2 AUC - $19,439.86
x
Model 3 AUG
=
$25,107.96 + $0.13
Model 4 AUG =
$19,860.04 +$0.12
Model 5 AUG
$19,617.76 + $0.10
-
x
Where: AUG = average cost per hundredweight
of graded cherries.
X = season's output of graded cherries
expressed in hundredweights.
Cost per hundredweight of graded cherries
Tank to bin
Tank to barrel
Tank to tank
Bin to bin
Barrel to barrel
0
0
0
I,
.E0
I'
0
0
V
V
V
V
V
C.
V
0
0
V
.'
C
2
5'
2
0
0
o
S
0
.20
0
I
I I t I I I J.._L
I
I
I
/1
I
I
S
1____J______L_J__L_J ,,I
27530051C
75100 125150175250225 25027510G0710O 125150175 2CO2252502753C00'75103 125150175200 22
J
Size of Plant
I
L
L
I
I
50175201225
I
I
I
It I J1 _1_ I
I J I
)Q'75 150 175150175200225250275300
Figure 14 Comparative miscellaneous costs of brining cherries as related to size of operation and plant model, 1963
Table 8. Estimated miscellaneous costs of brining cherries as related to size of operation and plant model, 1963.
Size of Plant
Plant Model
75
100
125
150
175
200
225
250
275
300
Dollars per Hundredweight of Graded Cherries -
$.500
$.375
$.300
$.250
$.214
$. 187
. 155
. 154
. 152
. 147
. 143
$. 167
. 144
$. 150
169
. 141
$. 136
. 140
$. 125
. 138
.669
.530
.454
.402
.361
.330
.311
.291
.276
.263
Land and facilities
.500
.136
.375
.118
.300
.120
.250
.118
.214
.110
.187
.110
.167
.111
.150
.108
.136
.109
.125
.105
Total
.636
.493
.420
.368
.334
.297
.278
.258
.245
.230
.500
.375
.268
.300
.214
.208
.167
.150
.136
.125
. 243
.250
.235
.187
299
194
. 191
. 179
. 181
. 172
.799
.643
.543
.485
.422
.381
.358
.329
.317
.297
.500
.375
.300
.250
.214
.187
.167
.150
.136
.125
165
. 152
149
144
140
. 137
. 136
. 134
. 135
. 130
.665
.527
.449
.394
.354
.324
.303
.284
.271
.255
Land andfacilities
.500
.146
.375
.128
.300
.127
.250
.126
.214
.119
.187
.119
.167
.118
.150
.114
.136
.116
.125
.112
Total
.646
.503
.427
.376
.333
.306
.285
.264
.252
.237
Labor
Land and facilities
Total
2
Labor
3
Labor
Land and facilities
Total
4
Labor
Land and facilities
Total
S
Labor
73
CHAPTER IV
RESULTS OF ANALYSIS AND IMPLICATIONS
TO THE INDUSTRY
The preceding chapter has been devoted to defining analytical
procedures used in the study, selecting factors affecting costs, and
estimating costs for the seven cost components. This chapter will
be devoted to deriving and comparing aggregate cost functions for
the five models and discussing possible implications of the use of
the various containers by the cherry brining industry.
Aggregate total unit cost for a given plant size and model
can be determined by summing the applicable cost components.
Since most efficient techniques of operation were ascertained, the
sum of the components for a given model represents least cost for
given plant sizes. Planning functions for total unit cost have been
computed and these are shown below.
Model 1 AUG
$52,45.45 + $8.12
Model 2 AUG
$49,
Model 3 AUG
Model 4 AUG -
$88,017.65
x
$54,610.53
x
+
$5. 22
+
$3. 63
+
$8. 24
74
Model 5 AUG
42 3R4. 1
+ $5.11
Where: AUG = average cost per hundredweight
of graded cherries.
X = seasons output of graded cherries
in hundredweight.
Figure 15 shows the total costs of brining cherries as related to plant size and model and is expressed in cost per hundredweight of graded cherries. The planning curves for the five models
are also shown.
A comparison of the five models indicates there is a substantial spread in the cost of operation. Tank to tank plants have the
lowest cost per hundredweight of graded cherries. The cost advan-
tage for Model 3 over the other models results from lower filling
and storing, container, and building costs. The tank to bin model
has a slight cost advantage over the bin to bin model. The lower
cost of Model 5 results from lower costs in the filling and storing
stage and for building costs; however, Model 2 has a cost advantage
for containers. Model 1 and 4 have a relatively high cost when compared to the other models. Both Model 1 and Model 4 experience
cost disadvantages for many of the cost stages.
Although it has been previously indicated, what are referred
to here as "total costs' do not include all costs associated with the
brining of cherries. It is desirable to reiterate that raw product
Cost per hundredweight of grade, of cherries
Bin to bin
Taak to tank
Tank to bin
8.00
6.00
0
S
,r
1,< *5
,<
,<,,,<
.i,."
J.._.i'I) ., iii.
V 1) i
Size of Plant
!..
!.t-
!
_'_J i,Lj
I
I
I
12) 1)0 17) 200 225 250 275 300 075 100 125 150 175 250 225 250 275 300
Figure 15. Comparative total costs of brining cherries as related to size of operation and plant model, 1963
76
costs, administrative and Office costs, procurement costs and the
cost of interest on operating capital are not included in the analysis.
Comparative Costs Exclusive of Container
A substantial portion of the disparities in the total cost planning curves for the various models can be attributed to container
cost. To emphasize the effects of container cost on total cost, Fi
gure 16 shows total costs per hundredweight of graded cherries
exclusive of container costs. These curves include derived labor
and equipment costs, building costs, and miscellaneous costs. In
deducting container costs from total costs for Models 3, 4 and 5,tanks
have been considered to be containers and therefore their entire cost
deducted as container costs. It should be recognized, however, that
tanks not only serve as a substitute container for barrels and bins,
but they also eliminate the need for building space for storing bar-
rels and bins.
The spread of the cost curves for the various models has been
reduced considerably with the exclusion of container costs as shown
in Figure 16. The relative position of the various models is also
changed. Model 5 is now the least cost method for all plant sizes.
Cost per hundredweight of graded cherries
Bin to bin
Barrel to barrel
ss.co hO
Tank to bin
Tank to barrel
Tank to tank
L
0
0
0
4.50
0
0
00 00
4.00
0
00
0 0
0
0
0
0
0
0
0
3.50
0
0
0
0
0
0
0
0
0 0 0
3.00
:3-
0 11
73
I
I
I
I
I
I
I
I
I
I
I
I
103123550 173220325 2502733300 75100125 150173200523 130173300073100113 130173200223553273300073100123 130173223223 230 213 300
I
I
t
I
I
I
I
i
73 130 123 130 113 300 221
Size of Plant
Figure 16. Comparative total cost of brining cherries exclusive of container cost as related to size of operation and plant model1 1963
I
I
I
220 213 204
78
Comparative Costs Adjusted for Industry Price Differentials
Currently prices received F. 0. B. cherry brining plants in
Oregon for specific grades of brined cherries differ by type of con-
tainer in which cherries are supplied. Cherries in barrels sell at a
price three cents per pound above those sold in tank rail car or truck,
and two cents per pound above those in bins.
This price differential
may in part be due to the relative usefulness of the containers to the
finishers. Many of the finishers of maraschino cherries, particu-
larly the smaller firms, use the barrel in their finishing process.
Others have a ready market for used barrels and are able to effectively reduce the price of brined cherries by selling the used contamer s.
Another partial explanation for the price differential may be
that managers of cherry brining firms are willing to pass along to
finishers a portion of their cost savings brought about by the use of
lower cost containers and reduced handling costs. In this sense, the
price differential is used as an inducement to finishers to purchase
cherries in the container having the lowest total cost to the briner.
There is no reason to believe that this price differential will
remain at current levels. However, it is of interest to compare
costs of brining for the five models after they are adjusted for these
differences in selling price.
79
Adjusted costs have been derived by subtracting $3. 00 per
hundredweight of graded cherries from the cost of brining cherries
marketed in barrels and $1. 00 per hundredweight for those marketed in bins. Figure 17 shows the costs adjusted by the price prerniurns.
The adjustment of costs for industry price differentials has
resulted in a shift in the relative position of the cost curves. Model
is the low cost model for only those plants with an output of 150
barrels or less. For plants larger than 150 barrels per day, Model
3 again has the lowest cost.
Considerations other than those of container cost and cost of
handling by the various containers are of importance to the industry
when evaluating the feasibility of each of the containers for use in the
brined cherry industry. Most important among these other consider-
ations are transportation problems and costs, possibilities for re-use
of containers, and preferences of, and acceptance by, the finishing
industry.
Transportation Costs
Although cherries are usually shipped F. 0. B. the brining
plant, transportation costs are still an important cost consideration.
Finishers are concerned with total costs of getting brined cherries
to the finishing plant and this includes cost of transportation.
Cost per hundredweight of graded cherries
*7.00-
[
Barrel to barrel
Bin to bin
Tank to tank
0
Tank to barrel
Tank to bin
0
0
6.00
0
0
00 00
0
0
0
0
0
0
00
0
I
I
150 125 150 175
I
I
5
.j.J
00
00
J_LL L L
200 225 250 275 55) 0 75 100
127 125 173
I
200 225
0
0
000
0 0
IL1
I
J
I
I
220 272 2) 0 0 153 122 ISO uS
0 0 0
LiLJ
I
I
217) 253 250 272 3753 0 7)
I
I
I
I
I
I .J . I
I
I
100 115 t0 173 217) 225 150 215 3173 0 75 117) 125 555 115
Size of Plant
Figure
17.
0
0
5.00
75
0
00
000
I
J j
ses OSS 2a) 275
vs
Comparative adjusted total costs of brining cherries as related to size of operation and plant model, 1963
C
81
Rail rates in 1962 for shipping cherries from Salem, Oregon
to San Francisco for given size loads were the same regardless of
type of container in which shipped. Freight rates from Salem and
The Dalles, Oregon to selected destinations are shown in Appendix
Table 34. Rates to New York for shipment in tank cars were slightly
higher than rates for shipment in barrels. Rates for shipment to
New York in bins were not established because of limited movement
in this container.
Rail rates are based on the gross weight of the load including
weight of cherries, brine, and the container. The ratio of brine to
cherries is approximately the same regardless of the marketing container. Weight of a new fir barrel is approximately 50 pounds or 20
pounds per net hundredweight of cherries. A palletized bulk bin including lid and liners weighs about 130 pounds or 13 pounds per net
hundredweight of cherries. In the case of the tank car, the container
is the car itself, and there is no freight charge on the weight of the
car.
Because of this difference in container weight, freight rates
per net hundredweight of cherries differ even though the gross rates
are the same. Rates from Salem to San Francisco when converted
to a net hundredweight of stemmed cherries basis, were $1. 05 when
shipped in tank cars, $1. 13 in bins and $1. 17 in barrels.
8
Protective heater service is another factor to be considered
in transporting brined cherries as they may be subjected to freezing
temperatures in transit during the winter months. Freezing of the
cherries causes deterioration of the product. Rail cars have heaters
installed in them to prevent the freezing of cherries in barrels or
bins, but tank cars now in use do not have provisions for heating.
Instead, tank cars are insulated to protect against freezing. The
heaters installed in rail cars in which barrels or bins are shipped
have been more successful at preventing freezing of the cherries
than have the insulated tank cars.
Possibilities for Re-use of Container
Although this study assumes plants will buy new barrels and
bins each year to replace those shipped to finishers, the possibility
does exist for returning empty containers to the briners for re-use.
This would, in effect, result in a lower container cost for plants following this practice. For example, assume that a plant in The
Dalles handles its cherries in barrels and sells them in San
Francisco. Container cost for this plant if the barrels were used
only once would be $4. 57 per hundredweight of graded cherries
(Figure 12). If this plant were to have its barrels returned from
San Francisco for re-use, estimated cost of the container would be
83
$2. 58 per hundredweight of graded cherries. This includes the
annual fixed cost of the barrel as well as the transportation cost for
returning the empty container..0 Re-use of the barrels would result
in $1. 99 savings in total cost per hundredweight of graded cherries.
However if brining plants return the barrels shipped to fin-
ishers, there would be reason to believe that the current premium
being paid by finishers for cherries in barrels would likely be
reduced or completely eliminated. If this were to happen, costs
adjusted for the price differential (Figure 17) would be higher for
the operation which returned its barrels than for the one buying new
barrels each year.
Impact on Finishers
The selection of the type of container for use by cherry brin-
ers cannot be made without considering the preferences and accept-
ance of the various containers by purchasers of brined cherries.
Time and resources did not permit a complete study of this problem.
Based on discussions and interviews with a limited number of
!/Annual fixed cost is based on a percentage of replacement
cost as follows: 25 percent for depreciation (4 year useful life), one
percent taxes, one percent insurance, three percent interest (approximately 5. 5 percent of undepreciated balance), and three percent
repairs. The allowance for repairs has been increased substantially
over the one-half percent assumed when barrels were used only once.
Return rate for the empty barrel from San Francisco to The Dalles is
$1.44 per hundredweight based on a minimum weight of 24, 000 pounds
in the car.
84
finishers and with management of cherry brining firms it was found
that the container in which finishers prefer to buy cherries seems to
depend upon three factors:
(1)
the finishing process used, (2) size
of the finishing operation and (3) location of the finishing plant.
These factors are somewhat interrelated and will be explained below.
There are two processes used for converting brined cherries
into maraschino cherries. One method is known as the "cold process" and utilizes barrels in the finishing operation. Finishers buy
cherries in barrels, drain off the brine, and add syrup, sugar and
coloring. The barrels are then manually rolled to mix the cherries
and the additives. This process is repeated weekly for four weeks.
Bins have not proven to be a satisfactory container for use in the
cold process because of the required mixing.
The other process used in making maraschino cherries is
called the "hot process". This involves the dyeing and sweetening
of fruit in heated syrup in large stainless steel vats. Barrels are
not used for this process. The hot process takes much less time
and is reported to produce a more uniform product, but it involves
a larger investment in plant and equipment than does the cold proc..
es s.
Because of the increased investment requirements, the hot
process is usually employed by firms with the larger and newer
85
plants.
The smaller plants have resisted the adoption of the hot proc-
ess because of the larger equipment requirements.
Briners report that the majority of firms in the finishing industry and particularly those located on the East Coast are small firms.
Many of them are housed in old buildings which are not designed for
forklift operations. In addition, these small firms usually order split
lots of graded cherries and are not equipped to handle large quantities
of any one size, grade and variety at a given time. Although some
tank cars and trucks are divided into compartments, the buyer is
still somewhat restricted with regard to how much of a given size,
grade, and variety, or how many sizes and grades, can be purchased
in a given shipment.
If any degree of competition exists in the finishing industry,
and the number of firms would be an indication that it is a relatively
competitive industry, then costs of finishing as well as the costs of
brined cherries are important. If brined cherries can be purchased
in bulk at two or three cents less per pound than in barrels then it
would appear that plants that could purchase in bulk would have a
competitive advantage over firms that could not. In addition, large
plants designed to handle cherries in bins and tanks may realize efficiencies in handling cherries in their finishing operations which
would result in additional cost reduction.
Therefore it would appear
86
that this competitive advantage soon would force the smaller firms
into re-designing their plants so they could take advantage of the pos-
sibilities for reducing costs.
The price differential which exists in the industry today for
brined cherries in different containers is an indication that the brining industry is willing to pass along some of their cost savings to the
finishing industry. This should, in effect, encourage firms in the
finishing industry to undertake changes which would pernii t them to
purchase cherries in containers other than barrels.
Further research which would study the comparative costs of
finishing maraschino cherries by both the hot and cold processes
would be most useful in assessing the impact on the industry of the
handling of cherries in the various containers.
87
CHAPTER V
SUMMARY AND CONCLUSIONS
Except for year to year fluctuations, there has been little
change in the production of sweet cherries in the United States since
World War II. There have been significant shifts, however, in the
utilization and consumption of sweet cherries. Fresh market sales
as a percentage of total sales have trended downward while the per-
centage of total sales for brining have increased substantially.
Today brining is the largest single market outlet for sweet cherries.
Oregon is the leading state in the production of cherries for brining
and during the 1958-61 period, Oregon accounted for 33 percent of
all cherries brined in the United States.
The domestic cherry brining industry has been protected
from foreign import competition since 1921. In spite of this pro-
tection, imports from Italy, France and Spain have increased in
recent years. Today annual imports of brined and finished cherries
are equal to approximately 20 percent of the annual domestic produc-
tion of brined cherries.
Because of this increased foreign competition, the domestic
cherry brining industry has become veiy conscious of the need to
improve its competitive position. The purpose of this study is to
88
evaluate various methods and containers used in handling, storing
and transporting brined cherries, thus assisting the industry to
achieve greater efficiences and improve its competitive position
through the reduction of costs.
Container and container handling costs account for a sub-.
stantial portion of the total cost of brining, storing and transporting
cherries to be made into maraschino and
products. For
years the container used by the brining industry has been the wooden
barrel. After World War II, some plants began using large wooden
tanks for storing and curing orchard-run fruit. More recently,
cherry brining plants have shown active interest in the possibilities
of using palletized bulk bins with polyethylene liners.
The high cost of the container as well as high labor costs
associated with the handling of barrels have been responsible for the
interest in development of these new containers. The price of bar-.
rels has increased 60 percent in the past 15 years. Wage rates
have increased by 67 percent. Another factor has been the relative
scarcity of barrels in recent years. Only one firm in the Northwest
is currently engaged in the manufacturing of barrels.
This study evaluates five methods of operation made possible
by the use of alternative containers or combinations of containers.
These are (1) storing in barrels and marketing in barrels (Z) storing
89
in bins and marketing in bins (3) storing in tanks and marketing in
tank rail cars or trucks (4) storing in tanks and marketing in
barrels and (5) storing in tanks and marketing in bins.
Costs of these five "models" of operation have been esti
mated by use of the economic-engineering approach for plants of
selected rates of output. Synthetic plants have been constructed using
least cost techniques of handling each of the various containers
Crew and equipment requirements for handling each of the containers
were determined primarily by means of time and production studies
of actual brining operations. Costs were estimated by applying cur-
rent costs and wage rates to the estimated input requirements.
In the analysis, operations of brining plants were grouped
into the following components: (I) receiving (2) filling and storing
(3) processing (4) carloading, (5) container, (6) buildings and
(7) miscellaneous. Separate costs were estimated for each of these
components of the operation. These were then aggregated and a
comparison made of total estimated costs for each of the five models
for plants with outputs ranging from 75 to 300 barrels per day.!!
With the assumptions made in the study, it was found that
Model. 3 -- storing in tanks and marketing in tank rail cars -- had
Model 5 -- storing in
the lowest total cost for all plant sizes.
!J'Total costs include only those costs directly or indirectly
associated with the use of the container. Not included were costs of
raw product, administrative and office costs, buying and selling
costs, and interest on operating capital.
90
tanks and marketing in bins - - had the next lowest costs followed in
order by Model 2 - - storing in bins and marketing in bins; Model 1 - -
storing in barrels and marketing in barrels; and Model 4 - - storing in
tanks and marketing inbarrels.Cost differences among the models for
any given size plant were substantial. For example, costs for the 200
barrel per day plant size per hundredweight of graded cherries were:
Model l--$8. 68, Model 2--$5. 69, Model 3--$4. 43, Model 4--$8. 72
and Model 5--$5. 61. With an assumed season's
output of 4, 850 tons,
the difference in total season's costs for the five models is substantial.
Currently a price differential is being paid for brined cherries marketed in the different containers. Cherries marketed in
barrels have a price premium of two cents a pound over those mar-
keted in bins and three cents over those marketed in tank rail cars
or trucks. Part of this may be explained by the relative usefulness
of the container to the finisher. Another partial explanation may be
that briners are willing to pass along to finishers a part of their cost
savings realized by the use of lower cost containers and reduced
handling costs.
It is of interest to compare the cost differences for the various containers after taking into account these price differentIals.
Adjusted costs of brining and handling cherries were obtained by
subtracting $3. 00 and $1. 00 from the costs of those models marketing
91
cherries in barrels and bins respectively.
The magnitudes of these cost differences are reducedafter
being adjusted for existing price differentials. Model 5 - - storing
in tanks and marketing in barrels - - has the lowest adjusted costs
for plants with output less than 175 barrels per day. Model 3 - -
storing in tanks and marketing in tank cars, has the lowest costs
for plants with outputs larger than 175 barrels. Model 4 -- storing
in tank and marketing in barrels - - still has the highest costs for all
plant sizes.
Considerations other than those of container cost and cost of
handling are of importance to the industry when evaluating the feasi-
bility of each of the containers for use in the brined cherry industry.
The cost of shipment from the briner to the finisher is an
important consideration. After adjustment for the weight of the con-
tainer, transportation rate per hundredweight net of graded cherries
from Salem, Oregon to San Francisco, California is $1. 17 for cher-
ries shipped in barrels. Net rates for shipments in bins and tank
cars are $1. 13 and $1. 05 respectively.
Preferences and acceptance of the finishers is another important factor to be considered. Currently many of the finishers
are small firms. They prefer to purchase cherries in the barrels
for several reasons. First many of these small firms utilize the
barrel in their finishing operation. Another reason is that many of
92
the firms are housed in buildings which are not designed for receiv-
ing cherries in tank cars or bins. Still another reason is that small
firms prefer to purchase mixed lots of grades, varieties and sizes of
cherries. They are somewhat restricted in this respect when purchasing fruit in tank cars.
Because of the great difference in costs of handling cherries
in the various containers, there may be some economic inducement
in the future for finishers to take necessary steps which will permit
them to purchase brined cherries in bins or tank cars at a lower
price. This not only gives them a lower cost of raw product but also
permits them to improve their own operation through efficiencies in
handling.
The degree of competition in the finishing industry may
determine whether or not this transition will take place. Further
research is needed to evaluate this aspect of the problem.
93
BIBLIOGRAPHY
Barnes, Ralph M. Motion and time study. 4th ed. New York.
Wiley, 1958. 665 p.
Black, Gary. Synthetic method of cost analysis in agriculture
marketing firms. Journal of Farm Economics 37:270-279.
1955.
Cherry Growers and Industry Foundation. In opposition to re-
duction of tariff rates applicable to cherries: Their natural
state, not in air-tight or water tight containers; maraschino,
candied, crystallized, or prepared or preserved in any manner. A brief submitted to the Committee for Reciprocity
Information. Portland, Oregon. December, 1946. 25 p.
Cherry Growers and Industry Foundation. Investigation under
Section 332 of Tariff Act of 1930, as amended with respect
to import articles on which ad va1oren equivalent of present
rate of duty is 50 percent or higher. TA brief submitted to
the United States Trade Commission. Corvallis, Oregon.
July, 1954. 35 p.
Cherry Growers and Industry Foundation. Proposed trade agreement negotiations with Italy. A brief submitted to the Committee for Reciprocity Information. Corvallis, Oregon.
December, 1948. 36 p.
Cherry Growers and Industry Foundation. Status of cherries
under 1962 Trade Expansion Act. Recent data relative to
U. S. sweet cherry production, utilization, and import competition. A brief submitted to the Committee for Reciprocity
Information. Corvallis, Oregon. December, 1962. 12 p.
Dennis, Carleton C. An analysis of costs of processing strawberries for freezing. Berkeley, 1958. 77 p. (California.
Agricultural Experiment Station. Mimeographed Report no.
210)
Dickmann, F H. J. and G. B. Davis. Costs and efficiencies
in handling, storing, and packing onions. Corvallis, 1960.
27 p. (Oregon. Agricultural Experiment Station. Miscellaneous Paper 96)
94
Fortner, Leland U. Labor requirements of different methods of
using polyethylene in pear packing operations. Master's
thesis. Corvallis, Oregon State University. 1956. 65 numb.
leaves.
French, B. C., L. L. Sammet and R. G. Bressler. Economic
efficiency in plant operations with special reference to marketing of California pears. Hilgardia 24:543-721. July 1956.
Green, Charles H. Cost and efficiency in the operation of
Oregon seed processing warehouses. Ph. D. thesis. Corvallis,
Oregon State University, 1963. 129 numb. leaves.
Hutchings, Harvey M. An economic analysis of the competitive
position of the Northwest frozen pea industry. Ph. D. thesis.
Corvallis, Oregon State University, 1962. 222 numb. leaves.
Oregon. Dept. of Agriculture. Fresh produce grades revised.
Salem, 1963. 23 unnumb. leaves.
Pursel, John H. Analysis of costs and efficiencies of certain
methods used in viziing green peas. Master' s thesis.
Corvallis, Oregon State University, 1962. 57 numb. leaves.
U. S. Dept. of Agriculture. Agricultural statistics. Washington,
1938-1962.
U. S. Dept. of Agriculture. Crop Reporting Board. Fruits
(noncitrus) Production, use, and value. Washington, 1938196 2.
U. S. Dept. of Agriculture. Economic Research Service.
Fruit situation. Washington, 1960-1963 (TFS 134-147)
1 8.
U. S. Dept. of Commerce. Bureau of Census. Quarterly
summary of foreign commerce of the United States. 1938-1961.
95
Appendix Table 1. Production and utilization of sweet cherries in the United States, 1938-1962.
Crop
Year
1938
1939
1940
1941
1942
1943
1944
1945
1946
1947
1948
1949
1950
1951
1952
1953
1954
1955
1956
1957
1958
1959
1960
1961
1962
:
Not
:
:
: Total
80,290
utilized : Farm use: Fresh sale
33102tons9-168
11,450
5,640
39,816
35,224
6,100
6,580
28, 477
30,983
2, 100
6, 570
36,044
910
6,540
36,796
91, 230
75, 370
83, 110
102, 510
112, 370
80, 250
80, 770
136, 390
10, 510
3, 750
300
1, 100
6, 800
5, 480
1,000
1,050
5,770
5, 730
5, 580
6, 030
36, 440
34, 890
40, 140
42, 730
37, 430
37, 260
28, 780
53, 160
37, 480
31, 250
35, 700
52, 830
68, 170
36, 210
46, 240
68, 800
---
:
82,050
72,550
1,220
4,916
4,240
34,868
27,063
42,266
40,027
:
100, 450
1, 150
4, 530
45, 235
91,610
97,910
---
113,090
69, 040
93, 550
89, 250
80, 790
2,200
3,845
3,905
4,235
37,655
36,910
43,611
49, 535
50, 110
24, SSO
680
320
820
3, 020
3, 000
3, 109
2, 768
70,520
1,100
900
2,418
2,730
2, 000
2, 745
:
:
:
Production
79 360
87,720
68, 130
:
:
:
:
:
.:
:
:
:
:
:
:
:
:
:
:
:
:
:
101, 300
110, 400
170
8, 400
150
---
6,970
5, 850
56,945
63,044
:
Processed
Canned : Frozen
12,434
b
20,093
12, 397
16,699
19, 209
14, 970
13, 660
21, 590
30, 320
10, 410
15, 800
27, 780
11,711
13,942
21, 725
16,945
16,495
23, 134
960c
41, 170
57, 232
55, 143
50, 567
12,
23,900
43,102
10,590
32, 816
38, 348
64, 854
67, 307
18, 516
17, 470
32, 638
30, 678
26, 635
16, 776
16, 645
11, 255
:
Brined a
16,473
19,420
b
15, 670
b
b
18,900
675
2, 340
6, 720
5, 390
660
710
900
435
585
970
245
475
100
200
460
1, 550
130
180
700
470
16, 860
14, 365
19, 700
24, 520
32, 460
25, 140
29, 730
40, 120
30,120
25,500
26, 840
32,920
39,975
39,810
28, 010
39, 996
36, 948
39, 182
32,332
45, 638
49, 367
a Includes some quantities used for juice, wine, brandy, canning, freezing, etc.
b Not reported before 1943.
C
Some quantities canned are included with fresh sales to avoid disclosure of individual operations.
Source: Data obtained from Fruits (Noncitrus) U. S. Dept. of Agriculture (16).
96
Appendix Table 2. Production and utilization of sweet cherries in Oregon, 1938 to 1962.
Crop
Year
:
Not
Production : utilized
:
:
Processed
:
Farm We: Fresh sales
: Total
:
Canned : Frozen
tons
1938
1939
1940
1941
1942
1943
1944
1945
1946
1947
1948
1949
:
:
:
:
:
:
:
18, 100
19, 600
1,100
1,000
1,800
1,800
4,900
3,400
13,000
24,800
--3, 000
1, 500
1, 600
1, 800
2, 050
3, 100
5, 600
7, 250
13, 800
23, 800
2, 200
6, 300
9, 700
---
1,400
2,900
13,100
10,300
---
1, 300
1, 600
1, 500
2, 590
3, 700
12, 810
11, 800
19, 100
2,800
5,900
5, 500
6, 000
6, 300
13, 100
25,400
:
:
500
600
900
800
20,800
31,000
:
:
6, 700
31, 000
15, 200
18, 200
25, 500
24, 900
12, 800
25, 500
33, 000
1,400
--- -
-----
1, 900
1, 300
1, 300
1, 500
1, 400
1, 200
1, 450
1, 500
4,900
2,500
4, 700
2, 200
3, 300
3, 200
3, 600
2, 200
3, 950
4, 600
21,500
4,750
24, 400
8, 300
2, 200
4, 400
5, 600
5, 100
2, 750
5, 500
11 700
13, 600
20, 800
19, 900
9, 400
20, 100
26, 900
b
b
100
C
6,200
13,000
4, 950
7, 500
14, 100
16,750
100
16, 000
200
c
9, 300
9, 200
300
14, 900
14, 800
6, 650
14, 600
22, 000
4,900
Not reported before 1943
Quantities frozen are included with brined to avoid disclosure of individual operations.
Source: Data obtaiied from Fruits (Noncitrus). U. S. Dept. of Agriculture. (16)
6, 500
6, 600
6,910
a Includes some quantities used for juice, wine, brandy, canning, freezing, etc.
b
6, 500
4,900
5,900
11,000
:
:
9,200
7,200
5,000
14, 200
12, 400
16, 700
17, 100
25, 500
:
b
4, 100
3, 700
:
:
7,800
1, 800
1, 700
1951
:
b
b
1, 600
300
17,400
:
800
3,900
7,500
5,600
6,600
5,670
21, 700
18, 100
:
:
1, 400
11,700
14,000
14,816
13,848
10,910
2,300
:
1952
1953
1954
1955
1956
1957
1958
1959
1960
1961
1962
1, 500
3,200
2,700
3,984
2,852
3,590
1,500
1,400
1,600
1950
:
1,300
Brineda
20,300
18,900
18,400
10, 800
18, 500
34, 200
:
1,900
:
97
Appendix Table 3. Production and utilization of sweet cherries in California, 1938-1962.
Crop
Year
1938
1939
1940
1941
1942
1943
1944
1945
1946
1947
1948
1949
1950
1951
1952
1953
1954
1955
1956
1957
1958
1959
1960
1961
1962
:
Production
:
:
:
:
:
:
:
:
:
:
:
:
Not :
uti1zed : Farm use
30, 000
36, 000
4, 800
3, 000
11,000
-----
21, 000
33, 000
17, 000
27, 000
38, 000
34, 000
28, 000
23, 500
44, 000
31, 000
19, 800
39, 500
27, 000
23, 200
34, 000
35, 400
31, 400
13, 500
15, 000
24, 000
27, 500
23, 500
5, 000
1, 000
---
-------
----
--500
---
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
300
:
.
Fresh sales
Total
:
Processed
Frozen
Canned
Brineda
14, 100
15, 600
4,900
b
5,900
7, 800
b
9, 300
6,900
3,800
1,400
2,400
12, 000
15, 400
10, 100
8, 700
12, 300
5, 600
10, 800
21, 700
19, 200
2, 400
b
b
4,900
b
15,900
f6, 000
14, 500
13, 800
7,700
17, 200
16,950
8, 800
16, 750
13, 600
10, 400
15, 200
14,900
11,000
6, 300
7, 200
8, 700
10, 200
10, 600
13,900
15, 500
26, 500
13, 750
10, 700
22, 450
13, 100
12, 500
18, 500
20, 200
20, 100
6, 900
7, 500
14, 500
17, 000
12, 600
2, 400
4, 200
8, 200
9, 200
4, 700
3, 800
11, 100
6, 000
3, 700
10, 200
5, 800
4, 400
8, 600
8, 500
6, 200
2,900
2, 300
3, 200
5, 200
4, 000
a Includes some quantities used for juice, wine, brandy, canning, freezing, etc.
b
:
tons
10, 800
17, 100
Not reportedbefore 1943.
Source: Data obtained from Fruits (Noncitrus). U, S. Dept. of Agriculture. (16)
--320
2, 800
2, 500
100
___
300
50
200
50
6, 300
7, 400
3, 200
6, 280
10, 700
7, 500
9, 100
11, 700
15, 100
7, 700
6, 800
12, 200
7, 300
8, 100
9,900
11, 700
13,900
---.
4, 000
5, 200
11, 300
11, 800
8, 600
Appendix Table 4. Production and utilization of sweet cherries in Washington, 1938-1962.
98
345
1941
1942
1943
1944
1945
1946
1947
1948
1949
1950
1951
1952
1953
1954
1955
1956
1957
1958
1959
1960
1961
1962
a
b
C
:
24,700
---
:
:
25, 900
26, 700
3, 100
1, 000
:
21,200
---
32, 400
32, 200
25, 600
--1, 000
21,300
36,400
--.4,800
1,950
1,980
1,980
1,980
1,980
1,980
1,980
1,830
1,900
16, 500
---
1, 400
12,700
1,220
16, 200
-----
:
:
:
:
---
---
900
900
900
900
725
500
680
320
820
600
700
2, 000
380
360
250
220
300
300
21,400
22, 500
23, 500
5, 700
16, 000
19, 000
14, 400
:
:
11,000
21,200
21, 000
150
2, 000
15,490
7,260
4,850
b
2,290
13, 290
7, 530
8, 790
6, 040
4, 660
b
650
3, 290
14,930
11,750
7,470
3,240
16, 510
13, 460
13, 400
13, 910
16, 760
9, 220
6, 540
7, 880
2, 360
9,950
21,010
9, 890
7,330
9,520
8,690
4,000
5,250
5, 210
1, 660
3,250
2,610
11, 850
3, 450
2, 800
12,750
7,750
13; 600
14, 600
3, 200
8, 940
11, 170
S, 750
7, 850
6, 175
2, 000
6, 000
7, 150
4, 580
3,515
4,950
6,980
10,700
3,200
9,300
4,300
13, 080
5, 620
3, 140
3, 800
1, 000
3, 820
4,250
100
580
1, 600
1, 240
240
340
410
70
50
450
105
475
c
C
460
1, 250
2, 250
1,610
Includes some quantities used for juice, wine, brandy, canning, freezing, etc.
Not reported before 1943.
Quantities frozen are included with brined to avoid disclosure of individual operations.
Source: Data obtained from Fruits (Noncitrus). U. S. Dept. of Agriculture. (16)
130
180
700
470
3,240
5,770
7, 640
6, 620
5,180
3,030
3, 480
590
200
4,130
2, 425
2, 375
1, 000
1, 720
1,650
2, 200
1,410
4,300
2, 010
99
Apperdix Table 5 . Production and utilization of sweet cherries in the Great Lakes States, 1938-1962.
Crop
Not
Year
Production
1938
1939
1940
1941
1942
1943
1944
1945
1946
1947
1948
1949
1950
1951
1952
1953
1954
1955
1956
1957
1958
1959
1960
5, 800
7, 890
8, 360
200
9,540
---
:
:
:Totaj
utilized Farm use :Fresh sales
:
Processed
Canned : Frozen
a
Brinedb
tons
9, 580
3, 420
9, 760
3, 690
6, 750
8, 170
8, 820
12, 170
100
--------
---
14,910
.
1961
1962
a
1, 460
15, 180
15, 350
13, 130
15, 810
15, 710
10, 090
19, 400
20, 920
21, 940
18, 400
20,100
24, 500
--300
---
2, 490
2, 270
3, 140
2, 439
2, 944
3,046
5,231
550
1, 228
1, 259
C
3,137
3, 711
c
C
2,094
C
5, 210
1, 440
3, 790
1, 600
3, 910
4, 150
4, 810
1, 499
C
301O
7,760
3, 670
3, 125
3, 575
2, 785
2, 585
2, 630
2. 270
2, 76
2, 870
4, 100
3, 000
9, 690
10, 790
2,280
2,420
2,029
1,950
830
2, 360
1, 160
1, 140
1, 360
1, 230
1, 150
3, 610
1,400
1, 550
1, 265
1, 190
865
900
890
660
600
590
560
495
410
390
1, 200
2, 761
930
1, 700
2, 660
2, 780
3,260
3, 260
10, 285
9, 480
12, 325
12, 190
7, 160
16, 035
17, 460
17, 280
14,905
16,430
20, 850
650
1, 370
1, 600
985
35
50
250
240
120
170
3, 050
1, 330
2, 760
3, 430
3, 850
1,310
90
6,360
1, 130
1, 440
2, 785
1, 380
1, 675
2, 235
1, 260
250
8, 310
9, 350
7, 190
8, 000
10, 650
420
690
20
910
600
790
--310
100
5,900
2, 230
3, 495
1, 605
3, 030
---
13, 805
13, 965
15, 675
11, 875
3,516
12,914
5, 430
15, 420
Michigan, New York, Pennsylvania, and Ohio. Estimates for Ohio discontinued beginning with 1961
season.
b Inc1ides some quantities used for juice, wine, brandy, canning, freezing, etc.
c Not reported before 1943.
Sowce: Data obtained from Fruits (Noncitrus). U. S. Dept. of AricUture (16).
100
Appendix Table 6. Production and utilization of sweet chenies in "other" Western States? 1938-1962.
Crop
1938
1939
1940
1941
1942
1943
1944
1945
1946
1947
1948
1949
1950
1951
1952
1953
1954
1955
1956
1957
1958
1959
1960
1961
1962
:
:
Production
Year
:
:
:
Not
utilized: Farm use :Fresh sales
5, 560
3, 630
5, 470
550
6,150
4,350
6,550
110
110
150
100
300
:
7, 050
7, 620
8, 420
7, 680
8, 650
9, 620
:
2,240
:
12,300
850
:
4, 580
:
:
:
:
:
--50
170
600
8, 170
:
11,000
-----
:
8, 880
200
:
2,650
8,550
: Total
tons
1,024
:
Processed
Canned Frozen
1, 463
724
484
1, 238
4,425
2,210
4,610
1,005
1,530
1,220
1,100
790
5, 180
4, 390
4, 370
5, 350
1, 240
2, 620
3, 500
1, 690
5,250
2,610
6, 340
1,458
5, 218
2, 050
516
2, 477
9,360
3, 620
1,550
680
7,825
2,770
440
250
720
6, 481
1,779
199
730
500
580
610
500
570
630
610
550
590
620
630
266
475
540
280
405
420
260
3, 256
2, 296
3, 127
420
6,633
2280d
734
110
630
930
1, 330
550
910
420
121
292
C
C
c
c
c
40
80
1, 170
610
100
200
100
65
335
160
40
---
126
400
100
150
125
390
530
520
1, 560
1, 040
1,500
1, 530
330
1, 850
950
390
2,050
1,371
-- -
2, 433
:
10, 330
359
7, 138
2, 833
:
4,550
2,985
1,307
:
4, 320
258
203
270
255
3, 020
1, 097
1, 097
4,706
2,024
2,024
6, 808
1, 337
1, 337
:
7,000
:
8, 400
a Utah, Idaho, Montana, and Colorado.
b Includes some quantities used for juice, wine, brandy, canning, freezing, etc.
C
Brinedb
1, 580
110
d
1,497
:
Not reportedbefore 1943
d Quantities canned are included with fresh sales to avoid disclosure of individual operations.
Source: Data obtained from Fruits (Noncitriis). U. S. Dept. of Agriculture (16).
1,307
101
Appendix Table 7. Annual utilization of sweet, cherries 0 brining by maj or producing States and
areas, 1938-1962. a
Western States
Oregon : WashinZton:Otherb
Crop
:
Year
:
California
1938
:
5, 900
1939
:
9,300
1940
1941
1942
1943
1944
1945
1946
1947
1948
:
:
2, 400
6, 300
7, 800
6, 500
9, 200
7, 200
:
7,400
5,000
3, 200
6, 280
10, 700
7, 500
9,100
1949
:
:
Great Lakes
:
Total
:
StatesC
:
Total,
:
11 States
tons -
:
:
:
:
:
6, 500
6, 600
6, 200
13, 000
2, 023
2, 100
2, 345
2, 290
650
3, 290
3, 240
5, 770
7, 640
4,950
6,620
7, 500
14, 100
10, 300
:
11, 700
15, 100
7, 700
6, 800
12, 200
1954
1955
1956
1957
1958
1959
1960
:
7, 300
8, 100
6, 300
13, 100
16, 750
:
9,900
16,000
11,700
13,900
9,300
9,200
4,000
14,900
5, 200
11,300
14, 800
6,650
1,410
1961
1962
:
11,800
14, 600
22, 000
4, 300
2, 010
:
1950
1951
1952
1953
:
:
:
:
8, 600
3, 110
16, 473
19, 420
15, 670
18, 900
99
390
530
520
1, 560
15, 823
18, 050
14, 070
15, 790
13, 149
13, 380
16, 650
23, 19Q
29, 700
3,711
16,860
985
3, 050
1, 330
2, 760
14, 365
19, 700
24, 520
32, 460
1,040
21,710
3,430
25,140
25, 880
33, 760
21, 810
16, 150
19, 650
24, 920
29, 325
3, 850
6, 360
8, 310
9, 350
7, 190
8, 000
10, 650
29, 730
40, 120
30, 120
25, 500
26, 840
29,855
22 110
9,955
5,900
1,371
2, 433
26, 191
22,983
13,805
13,965
39,810
28,010
39,996
1, 307
23, 507
15, 675
1,097
2,024
20,457
11,875
32,332
32, 724
33, 947
12, 914
15, 420
45, 638
49, 367
700
150
125
---
6,910
5, 180
3, 030
3, 480
590
1, 500
1, 530
330
1, 850
200
950
4, 130
2, 425
2, 050
2,375
1,000
1,720
1, 650
2, 200
390
1,580
110
j, 337
650
1, 370
1, 600
32,920
39, 975
36, 948
39, 182
2
- Includes some quantities used for juice, wine, brandy, canning, freezing, etc.
b
c
Utah, Idaho, Montana, and Colorado.
Michigan, New York, Pennsylvania, and Ohio (Estimates for Ohio discontinued beginning with 1961
season.)
Source: Data obtained from Fruits (Noncitrus). U. S. Dept. of Agriculture (16).
102
Appexdix
able 8. Production of sweet cherries by states in the Western States, 1938 to 1962.
Crop
Year
1938
1939
1940
1941
1942
1943
1944
1945
1946
1947
1948
1949
1950
1951
1952
1953
1954
1955
1956
1957
1958
1959
1960
1961
1962
Wertern States
:
:
:
:
California
30, 000
36, 000
11,000
21, 000
33, 000
17,000
27,000
38,000
34,000
28,000
23, 500
44, 000
:
:
:
31,000
19,800
39,500
27, 000
23, 200
34,000
35,400
:
:
:
31, 400
13, 500
15, 000
24, 000
27, 500
23, S00
:
Oregon : Washinon : Utah
18, 100
19, 600
20, 300
18, 400
19, 900
20, 600
23, 000
24, 700
25, 900
21,700
18,100
18,900
tons
2, 800
1, 800
3, 100
3,900
:
Idaho
Montana
Colorado
2, 200
---
560
300
520
490
220
400
500
380
300
680
820
640
230
380
1, 530
1,850
--60
2, 200
1, 700
1, 750
26,700
21,200
4,000
3,300
2,110
2,640
20, 800
32, 400
4, 300
2, 460
31,000
32,200
3,900
3,520
10, 800
18, 500
34, 200
17, 400
16, 700
17, 100
25, 500
25, 400
31, 000
25, 600
21, 300
36, 400
16, 500
12, 700
16, 200
21, 400
22, 500
23, 500
3, 500
2, 380
3, 430
4, 100
1, 250
2, 850
40
610
480
700
1, 120
500
1, 780
320
40
4,000
1,980
1,020
1, 300
2, 800
3, 700
520
1, 950
1, 950
1, 800
1, 500
180
1, 980
2, 180
1, 300
1, 200
2, 750
1, 350
1, 600
1,900
2,000
2,000
130
1, 200
580
550
420
1, 100
550
120
1, 100
2, 900
2, 300
2, 400
800
3,900
3, 100
440
4,00
5, 300
1, 200
5, 200
3, 100
15,200
5,700
1,400
18, 200
25, 500
16, 000
19, 000
14, 400
11, 000
21, 200
21, 000
4, 200
4, 300
24,900
12, 800
25, 500
33, 000
180
1, 350
1, 400
Source: Data obtained from Fruits (Noncitrus) U. S. Dept. of Agriculture. (16)
:
Total
73, 560
79, 830
59, 770
70, 750
81, 650
71,950
73,350
98, 820
105,620
72, 080
71, 950
124, 220
67, 140
57, 370
85, 100
78, 480
82, 100
102, 600
58,950
74, 150
68, 330
58, 850
52, 120
79, 300
85, 900
103
Appendix Table 9. Production of sweet cherries by states in the Great Lakes States, 1938 to 1962.
Crop
Year
:
Michigan
New York
-
1938
1939
1940
1941
1942
1943
1944
1945
1946
1947
1948
1949
1950
1951
1952
1953
1954
1955
1956
1957
19S8
1959
1960
1961
1962
:
2, 800
2, 600
3, 500
3, 800
3, 900
1, 600
2, 200
2, 000
2, 800
3, 000
1,600
1,000
4, 600
500
4, 500
4, 600
4, 600
7, 200
8, 300
6, 800
9, 400
9, 000
8, 800
7, 500
8, 000
15, 500
13, 500
2, 500
2, 200
: 14,000
6,700
14, 000
14, 000
19, 000
3, 700
5, 000
4, 500
:
:
:
:
:
:
:
:
:
:
:
1, 400
2, 400
3, 200
3, 100
4,600
6, 300
4, 000
3, 300
5, 400
6, 600
1, 600
2, 700
6, 100
Great Lakes States
:
Pennsylvania
tons
1, 300
2, 200
2, 200
2, 100
1, 900
700
1, 900
700
700
800
800
1, 500
1, 500
1, 600
1, 500
500
1, 300
1, 300
300
1, 000
1, 100
OhOa
Total
-100
890
660
840
780
120
760
290
150
370
220
370
510
480
450
330
310
310
190
1,100
500
200
220
140
200
1, 100
1, 000
a
a
Estimates for Ohio discontixued beginning with the 1961 season.
Source: Data obtained from Fruits (Noncjtrus). U. S. Dept. of Agriculture (16).
5, 800
7, 890
8, 360
9, 540
9, 580
3,420
9, 760
3, 690
6, 750
8, 170
8, 820
12, 170
14,910
15, 180
15, 350
13, 130
15, 810
15, 710
10, 090
19, 400
20, 920
21,940
18, 400
20, 100
24, 500
Appendix Table 10. World production of cherries, 1945 to 1961.
Year
United States
Italy
1945
149,020
229, 620
173,140
214, 380
250,230
238,690
230,030
217,930
223, 100
204,230
262, 610
168,000
240,100
191,530
215, 250
186,660
261, 120
105, 059
101, 412
112, 604
51, 740
74, 784
33, 826
35, 353
103, 109
40,035
86, 352
64, 187
30, 864
111,680
115,803
82,733
83,412
133, 184
144,039
140, 433
115, 830
80, 159
40,785
32,738
37,809
35,274
37,089
1946
1947
1948
1949
1950
1951
1952
1953
1954
1955
1956
1957
1958
1959
1960
1961b
France
99,659
93, 034
159,900
143,332
124,339
190,081
192,969
91,215
91,601
87,710
75,541
69,037
89,286
207, 343
223, 216
101,412
103,947
Spain
West Germany Switzerland Yugoslavia
35, 444
41,887
46,848
44,092
55,644
49, 604
47, 399
49,604
a Germany
b Preliminary
Source: Agricultural Statistics, U. S. Dept. of Agriculture (15).
Tons
154, 990a
133, 291a
83, 400
87, 100
92,700
187,400
192,900
204,000
159, 100
224, 776
175, 461
191,512
111,418
235, 562
165, 180
278, 772
236, 113
Turkey
Other
36, 886
40, 747
22, 321
33, 596
225, 792
259, 977
345, 592
353, 936
977,576
1,012,946
42, 990
58, 300
63, 300
60, 000
62,831
66,138
65,000
47,425
48,392
49,670
400,342
136,845
1,154,693
958,121
60, 623
79, 248
40, 552
136, 583
991, 088
71,650
52,910
88,030
37,635
178,589
1,076,806
79, 065
51, 736
88, 184
44, 092
160, 820
164, 460
172, 208
990, 363
999, 240
1, 103, 164
177,714
141,712
988,001
906,846
54, 473
60, 627
60, 500
178, 811
124, 368
1, 127, 146
170,064
1, 197, 103
68,000
167, 151
1,276, 701
17, 739
44, 092
69,445
61, 729
67,240
55,115
27,558
71,650
35, 274
68, 343
68,343
63,054
55,335
89,176
80,358
103, 396
76,610
99,207
49,820
44,073
62,435
52,910
World Total
839, 106
973, 405
1,035, 954
105
Appendix Table 11. United States imports of sweet cherries for consumption, fresh and processed,
1938 to 1961.
Candied,
Calendar
year
Natural state
Dried
Sulphured
crystallized, gla4,
:
or in brine
maraschinoa
:
desiccated or
evaporated
pouxds
1938
1939
854,964
1,181,671
691,023
92,565
22,912
35,303
1940
1941
1942
1943
1944
1945
1946
1947
1948
1949
734,971
19,482
6,608
3,654
hO
7, 632
24,312
3,844
-3,145
693
17,500
57,054
558
3
130
58
69,310
4,206,927
2,541
324, 843
?80, 760
134, 360
6, 628, 952
6, 515, 319
3, 724, 472
660
5, 299
15, 786
5, 497
1950
272,401
6,403,665
153,484
29,775
1951
1952
1953
1, 563, 201
6, 477,097
1, 243, 266
7, 716
838,090
4,439,347
759,691
221
254, 504
3, 078, 693
1, 587, 359
1,880,666
1,012,996
223, 587
2,720,317
1,181,918
3,081, 166
392, 980
2, 622, 452
4, 956, 127
1,411,830
3,839,787
5,838,231
1959
2, 404, 297
743, 312
4, 003, 117
2, 561, 339
6, 863, 809
6, 302, 378
1960
1961
603, 442
1, 190, 785
6, 306, 613
6, 281, 573
6, 482,096
1954
1955
1956
1957
1958
:
:
2,420
8, 121, 767
or prepared or preserved in any manner.
Source: Data obtained from Quarterly Summary of Foreign Commerce of the United States, U. S.
Dept. of Commerce (18).
106
Appendix Table 12, United States imports of sweet cherries for consumption, sulphured or in brine,
with pits and with pits removed, by country of origin, 1946 to 1961.
Item and :
calendar year:
Italy
With pits
Othera
:
Italy
Tptal
With pits removed
Othera
1946
1947
1948
1949
1950
1951
1952
1953
1954
1955
1956
1957
1958
1959
a
:
483, 604
1, 100, 092
591, 781
:
100,968
:
:
:
:
:
:
188, 307
72, 776
315, 215
---
483, 604
1, 100, 092
591, 781
100, 968
24,000
20
212, 307
672, 796
35, 215
92,702
92,702
:
Total
pounds
pounds
---
:
:
:
:
3, 723, 323
5, 528, 860
5, 833, 206
3, 623, 504
:
6, 166, 728
5, 769, 519
4, 120, 330
:
2,966,592
:
2, 204, 187
:
90, 332
24, 630
34, 782
3, 802
19,399
19, 400
3, 723, 323
5, 528, 860
5,923, 538
3, 623, 504
6, 191, 358
5, 804, 301
4, 124, 132
2,985,991
2, 223, 587
1, 175, 856
2, 578, 009
3, 773, 587
6, 062
44, 443
66, 200
6, 062
44, 443:
66, 200
:
:
1, 175, 856
2, 578, 009
3, 773, 587
:
70,547
70,547
:
3,924,121
8,449
3,932,570
:
256, 332
256, 332
:
2, 163, 835
141, 172
2, 305, 007
583, 028
379, 233
583, 028
387, 153
4, 619, 460
4, 501, 373
1, 103, 125
1, 393, 047
5, 723, 585
5, 894, 120
1960
:
1961
:
7, 920
:
:
Mostly Spain.
Source: Data were obtained from Quarterly Summary of Foreign Commerce of the United States, U. S.
Dept. of Commerce (18).
107
Appendix Table 13. United States imports of processed sweet cherries (candied, crystallized, glace',
maraschino,a) for consumption, by country of origin, 1946 - 1961.
Item and
calendar year
France
Italy
Belgium
pounds
Total
Other
2,541
61
2,480
1946
1947
1948
1949
b
---
50
660
1,378
5,299
15,786
2,480
610
1,441
744
2,485
11,801
756
114,234
1,117,347
668,993
20,832
46,31
64,740
18,274
57,040
22,637
22,561
3,321
153,484
1,243,266
759,691
1, 582, 547
2, 575, 137
1, 077
139, 635
470
3, 265
5, 545
1, 587, 359
2, 720, 317
3, 043, 145
4,954, 529
36, 629
1, 478
1, 392
120
3, 081, 166
4, 956, 127
5,609,389
6,433,148
228,842
299,575
--131,086
5,838,231
6,863,809
5, 931, 137
342, 100
29, 141
6, 302, 378
1960
7, 779, 872
7, 871
8, 121, 767
1961
6,029,380
334, 024
427, 354
25,362
6,482,096
1950
1951
1952
1953
1954
1955
1956
1957
1958
1959
:
:
a
or prepared or preserved in any mainer.
b
and Luxembourg
--
144
Source: Data were obtained from Quarterly Summary of Foreign Commerce of the United States,
U. S. Dept of Commerce.(18)
108
Appendix Table 14. Duty rates under the Tariff Act of 1930 on United States imports of sweet cherries,
and trade agreements.
Description
Statutory rate
:(Tarjff Act of 1930)
Effective trade
agreement rate
Cherries:
In their natural state:
In air-tight or water-tight containers
:
a
24: per lb.
24: perib.
1/24: per lb.b
64: per lb.
c
With pits removed
9 1/24: lb.
9 1/24: per lb.
Other
5 1/24: per lb.
5 1/24: per lb. d
9 1/24: per lb. and
40% ad valorem
74: per lb. and
10% ad valoreme
Other
Desiccated, dried, or evaporated
In brine or sulphured:
Candied, crystallized, glace, maraschino, or
prepared or preserved in any maimer
:
d
a Original rate under Tariff Act of 1930 reduced to 14: per pound effective January 1, 1936, pursuant to
the first trade agreement with Canada. The second trade agreement with Canada, effective January
1, 1939, did not include 'natural state" cherries in air-tight or water-tight containers, thus restoring
the 1930 rate.
b
Original rate under Tariff Act of 1930 reduced to 14: per pound effective January 1, 1936, pursuant
to the first trade agreement with Canada. The latter rate was renewed effective January 1, 1939,
pursuant to the second trade agreement with Canada. This rate was further reduced to 1/24: per
pound under General Agreement on Tariffs and Trade (GATT) (Geneva), effective January 1, 1948.
c Original rate wider Tariff Act of 1930 still applicable.
d General Agreement on Tariffs and Trade (GATT) (Annecy), effective May 30, 1950.
e
Original rate under Tariff Act of 1930 reduced to 9 1/24: per pound and 20% ad valorem effective
June 15, 1936, pursuant to trade agreement with France. This rate was further reduced to 74: per
pound and 10% ad valorem under General Agreement on Tariffs and Trade (GATT) (Geneva), effective January 1, 1948.
Source: Status of cherries under 1962 Trade Expansion Act, Cherry Growers and Industry Foundation (6).
Appendix Table 15. Job descriptions and labor standards for cherry brining plants.
Hundredweights
Barrel to
of cherries per
Job Classification
barrel
man-hour
Receiving
Unload farm truck by hand truck
Operate hand truck, pick-up stack of seven lugs on farm
truck and move 30 feet to temporary storage, set -load down,
and return to truck.
129
X
Plant model in which used
Tank to
Tank to
tank
barrel
bin
Bin to
X
Unload farm truck by forklift truck
Operate forklift, pick up pallet of 48 full lugs on farm
truck and move 30 feet to temporary storage, set load
down and return to truck.
X
X
X
X
X
X
144
X
X
X
X
X
b
x
x
x
x
x
555
X
X
X
X
X
Transport empty lugs to temporary storage by hand truck
Operate hand truck, pick up stack of empty lugs at dumping
station and move to temporary storage, set load down, and
return to dumping station.
Receiving foreman
Supervise receiving crew and coordinate receiving and
dumping.
X
x
Transport lugs to dumping by hand truck
Operate hand truck, pick up stack of lugs in temporary
storage and move to dumping station, set load down, and
return to storage area.
Load empty lus to farm truck-by hand truck
Operate hand truck, pick up stack of empty lugs in
temporary storage and move 30 feet, set load down on
farm truck, and return.
X
Tank to
bin
Appendix Table 15 (Continued)
Hundredweights
Job Classification
of cherries per
man-hour
Transport lugs to dumping by forklift truck
Operate forklift, pick up pallet of lugs in temporary
storage and move to dumping station, set load down,
and return to storage area.
a
Transport empty lugs to temporary storage by forklift truck
Operate forklift, pick up pallet of empty lugs at dumping
station and move to temporary storage, set load down, and
return.
Load empty lugs to farm truck by forklift truck
Operate forklift, pick up pallet of empty lugs in temporary
storage and move 30 feet, set load down on farm truck,
and return to storage area.
Filling
Set lugs on roller track
Pick up lug of cherries, set on roller track to dumping
station.
Dump lugs
Barrel to
barrel
Plant model in which used
Tank to
Bin to
Tank to
bin
tank
barrel
Tank to
bin
x
x
x
X
X
a
x
X
X
X
X
555
x
x
x
x
x
213
X
X
X
X
X
427
X
X
427
X
X
203
X
X
X
X
X
Dump lug of cherries into hopper.
Dispose empty lugs
Pick up empty lug from hopper, place on roller track
and push.
Stack empty lugs
Remove empty lug from ioller track, stack seven high
for hand truck or 48 to a pallet for forklift.
Appendix Table 15
(Continued)
Hundredweights
Job Classification
of cherries per
man-hour
Prepare barrels for field run use
Get new barrel from temporary -storage, loosen hoops,
remove top hoop, remove head4 tighten hoops, and
stack at -filling station.
99
Prepare bins for field run use
Get bin from temporary storage, remove protuding
nails and splinters, insert fibreboard liner, insert
polyethylene liner, and move bin to filling station.
52
Barrel to
barrel
X
X
Supplybarrels
Get prepared barrel from stack at filling station, move
to and set on roller track, push towards filling station.
212
X
Fill barrels
Regulate flow of cherries into barrel, level cherries,
adjust weight of cherries, push full barrel of cherries
off scales and replace with empty.
269
X
Fill bins
105
X
Place empty bin on roller track, push to scales, regulate
flow of cherries, level cherries, adjust weight of cherries,
and push full bin off scales.
Head, hand hooper, and stencil barrels
Put head in barrel, tighten rungs, stencil variety and
date f filling on barrel, and push towards hoopering
machine.
Machine Hooper
Get barrel, operate machine hooper and push barrel
from machine.
Plant model in which used
Tank to
Tank to
bin
tank
barrel
Bin to
105
X
369
X
Tank to
bin
Appendix Table 15 (Continued)
Hundredweights
Job Classification
of cherries per
man-hour
Barrel to
barrel
87
X
Palletize and brine barrels
Place filled barrel of cherries on pallet, operate brine
hose, fill barrel with brine, place and drive bung.
Plant model in which used
Tank to
Bin to
Tank to
barrel
bin
tank
Tank to
bin
x
Brine and lid bins
Operate brine hose, fill bin with brine, get and nail lid
to top of bin, adjust liner and staple to top of lid, place
and drive bung.
Rake tanks
Operate tank rake, rake cherries down in tank as they
flow into it.
Prepare tanks for use
Wash down sides and bottom of tank.
236
167
x
Dumping foreman
Supervise dumping crew and coordinate receiving and
dumping.
Transport to storage by forklift truck
Operate forklift, transport. containers filled with field run
cherries to storage and bring empty containers from storage
to temporary storage at the preparation area.
Processing
Transport to processing operation by forklift
Operate forklift, move containers of field run cherries to
sump for dumping, set down, and return.
a
x
x
x
Appendix Table
(Continued)
Hundredweights
Job Classification
of cherries per
man-hour
Pump to processing operation
Operate pump on tank dock for pumping to sump.
Barrel to
barrel
Plant model in which used
Tank to
Tank to
bin
tank
barrel
Bin to
x
10o
x
Tank to
bin
x
Dump barrels of field run cherries
Remove head from barrel, drain off brine, dump cherries,
move empty to washing area, wash barrel, move to stockpile
Dump bins of field run cherries
Remove lid from bin, operate forklift with revolving head
to dump cherries into sump, and stockpile emptybins.
108
Prepare barrels for use
Get new barrel from temporary storage, loosen hoops,
remove top hoop, remove head, tighten hoops, and put
into temporary storage.
100
Prepare bins for use
Get bin from temporary storage, remove protruding nails
and splinters, insert fibreboard liner, insert polyethylene
48
X
liner, and move bin to graded filling area.
Initial brine barrels
Operate brine hose, move barrel from temporary stockpile,
put a predetermined amount of brine in barrel, move
barrel to filling area.
Operate pitters
Regulate operation of sizers, adjust flow of cherries to
pitters by chute, catch overflow of cherries from pitters,
feed overflow of cherries back to pitters.
127
X
60
X
X
X
X
X
X
Appendix Table iS (Continued)
Hundredweights
Job Classification
of cherries per
man-hour
Barrel to
c
X
Inspect cherries
Sort and inspect cherries on inspection table, remove
broken and discolored- cherries, and divide cherries
into three grades.
Inspection forelady
Supervise inspection. Also perform inspection
barrel
Plant model in which used
Tank to
Tank to
barrel
bin
tank
Bin to
X
X
X
Tank to
bin
X
150
activities in spare time.
Remove full barrel of graded cherries and close
Move prepared empty barrel to line, remove full barrel
from line and replace with prepared emptW transport to
scales; Weigh, head, hooper, record, palletize, brine,
bung. Also includes getting supplies and other miscel-
20
X
laneous work.
Remove full bin of graded cherries and close
Move prepared bin to scales, initial brine, move to line,
remove full bin and replace with empty, move full to scale,
weigh, lidbrine, record bung. Also includes getting supplies
and other miscellaneous work.
31
Operate flight conveyors and transverse conveyors
Operate conveyors, make adjustments when necessary, and
miscellaneous work.
94
Transport to storage by forklift truck
Operate forklift, transport full container of graded cherries
from line to storage and return.
a
X
X
X
x
Appendix Table 15 (Continued)
Hundredweights
Job Classification
Operate conveyors on tank dock
Operate conveyors, make adjustments when
necessary and miscellaneous work.
of cherries per
man-hour
94
Carloading
Transport containers to preparation area
Operate forklift, transport graded cherries from
Barrel to
barrel
Plant model in which used
Tank to
Tank to
barrel
tank
Bin to
bin
Tank to
bin
X
425
storage to preparation area, and return.
Prepare barrels
Wipe outside of barrels clean, remove bung, add brine
if necessary, replace bung, trim bung flush with barrel,
stencil, and miscellaneous duties.
40
X
X
Prepare bins
Wipe outside of bins clean, remove bung, add brine if
necessary, replace bung, check and adjust liner, stencil,
and miscellaneous duties.
129
Transport barrels to rail car
Operate forklift, transport barrels to rail car, place in car
with forklift and return to preparation area.
a
x
x
Transport bins to rail car
Operate forklift, transport bin to rail car, place in car with
forklift and return to preparation area.
Place barrels in car
Put barrels in place, brace barrels in car, and miscellaneous
work.
x
43
Appendix Table 15 (Continued)
Hundredweights
Job Classification
of cherries per
man-hour
Brace bin in car
Brace bins in car, and miscellaneous work.
Barrel to
barrel
Plant model in which used
Tank to
Tank to
bin
tank
barrel
Bin to
42
X
X
Prepare and close car
Open up car, remove all bracing material from
car. After car is loaded, put back unused bracing,
check load, and close up car.
489
Operate pump and conveyor for tank car loading
Operate pump, adjust rate of flow, move pump and
conveyors as required.
100
X
100
X
Operate weighing mechanism for carloadin
Operate weighing mechanism and record weight of cherries.
Tank to
bin
X
X
X
X
Other
Plant foreman
Supervise plant personnel and coordinates plant operations.
Mix brine
Mix brine solution and distribute to points of use. Also
includes getting supplies and other miscellaneous duties.
d
x
x
x
x
x
d
x
x
x
x
x
X
X
X
X
X
Mechanic
Provide routine maintenance to operating equipment,
make need repairs and adjustments, and do minor
housekeeping duties.
a Distance is a variable which affects standard, distance varies with plant size, therefore, there is no standard applicable to all plant sizes.
Standards are based on the following function for these operations
Hundredweighs of cherries per man-hour =
Hand truck:
. 600
15. 667 + 0.271(x)
Forklift truck: Hundredweights of cherries per man-hour
where:
600
5.7932+ 0.0233(x)
x = distance traveled in feet
b Receiving foreman is also dumping foreman; no standard is set up for receiving and dumping foreman.
C
Standard is five hundredweights for cocktail cherries, and two hundredweights for stemmed cherries.
d Workers are not -associated with any particular stage of production but with all stages, therefore, no standardhas been developed.
Appendix Table 16. Number of workers required by job classification for MOdel 1 -- Storing in barrels and marketing in barrels.
Size of Plant
Job Classification
Period
75
100
125
150
175
200
225
250
275
300
Number of Workers
Receivipg
Unload farm truck by hand trucka
Transport lugs to dumping by hand
truck
Transport empty lugs to storage by
handtrick
Peak
3
4
5
6
7
11
2
3
3
3
9
4
11
2
8
4
10
Low
5
5
5
Peakb
5
6
8
9
10
12
13
15
16
17
5
6
6
7
8
9
9
5
3
5
3
6
6
6
4
4
4
14
8
1S
16
8
9
LOWC
3
3
4
Peakd
2
2
4
1
2
3
2
3
Lowe
2
2
Peak1
4
7
8
11
12
6
7
Lowg
2.
3
4
4
10
5
Peak'
2.
2
3
3
4
5
5
3
6
6
6
4
4
4
10
5
Low1
1
2
2
2
2
3
Load empty lugs to farm truck by
Peak
3
4
5
5
6
7
8
9
9
handtrucka
Low
2
2
2
3
3
3
4
4
5
TJnlod farm truck by forklift trucka
Peak
1
1
2
2
2
2
2
3
3
3
1
2
2
Low
1
1
1
1
1
1
1
Transport lugs to dumping by
Peak'
1
2
2
3
4
5
forklifttruck
1
1
2
3
2
4
1
3
2
4
LowC
2
2
2
3
Peak'
1
1
1
1
1
1
2
2
2
2
Lowe
1
1
1
1
1
1
1
1
1
1
Peak1
1
2
2
3
3
4
4
2
2
2
4
2
5
2
Transport empty lugs to storage by
forklift truck
L0g
1
1
1
3
2
Peakh
1
1
1
1
1
1
2
2
2
2
Low'
1
1
1
1
1
1
1
1
1
1
3
Appendix Table 16 (Continued).
rob Classification
Load empty lugs to farm truck by
forklift fllCka
Receiving foreman
Filling and Storing
Set lugs on roller track
Dumping
Dispose empty lugs
Stack empty lugs
Prepare barrels
Supply barrels
Fill and weigh barrels
Head hand hooper and stencil
Machine hooper
Palletize and brine
Period
Size of Plant
200
225
Number of Workers
75
100
125
150
Peak
1
1
2
2
2
2
Low
1
1
1
1
1
1
250
275
2
3
3
3
1
1
2
2
175
300
Peak
1
1
1
1
1
1
1
1
1
1
Low
1
1
1
1
1
1
1
1
1
1
Peak
2
2
2
4
4
6
6
6
6
2
2
2
4
4
4
Low
4
4
4
4
4
Peak
1
1
2
2
3
3
3
3
1
1
1
1
2
2
2
Low
2
2
2
2
2
Peak
1
1
2
2
2
2
3
3
1
1
1
1
2
2
2
3
2
3
Low
2
2
Peak
1
2
2
3
3
4
4
4
Low
1
2
2
2
3
1
2
2
2
3
3
3
Peak
2
3
4
4
5
6
8
8
Low
2
.2
3
3
4
6
4
7
3
5
5
6
Peak
1
2
2
2
3
3
3
4
4
4
Low
1
1
1
2
2
2
2
2
3
3
Peak
1
1
2
2
3
3
3
1
1
1
1
2
2
3
Low
2
2
2
2
2
2
Peak
2
2
3
3
4
4
5
5
5
6
Low
1
2
2
2
3
3
3
3
4
4
Peak
1
1
1
2
2
2
2
2
1
1
1
1
1
1
2
2
2
2
3
Low
Peak
3
4
4
5
6
7
7
8
9
2
2
3
3
4
4
5
5
6
10
6
Low
2
Appendix Table 16 (Continued).
Size of Plant
Job Classification
Filling foreman
Transport full to storage and return
with empty by forklift truck
Period
75
100
125
150
200
225
Number of Workers
175
250
275
300
Peak
1
1
1
1
1
1
1
1
Low
1
1
1
1
1
1
1
1
2
3
3
3
4
4
4
2
2
3
3
3
3
3
3
4
4
4
Peak
2
2
Low
Processing
Transport from storage to processing
operations by forklift truck and take
graded to storage
Dump barrel of field run and initial
brine
2
Operate pitters
1
1
1
2
2
2
2
Stemmed 20
25
30
40
45
50
10
12
16
18
20
60
24
75
8
55
22
70
Cocktail
28
30
Inspection forelady
1
1
1
1
1
1
1
1
1
1
Remove full barrel of graded cherries
and close
2
2
2
3
3
4
4
4
5
5
Carloading
2
2
3
3
4
4
4
5
5
6
Miscellaneous
Foreman
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Inspect cherries
Mechanic
Brinemaker
a First four hours of receiving only.
b Workers for unload farm trucks and transport lug to dumping are combined for the last six hours of receiving and the first six
hours of transporting during peak period.
Appendix Table 16 (Continued)
Worker for unload farm truck and transport lug to dumping are combined for the last four hours of receiving and the first four
hours of transporting during low period.
d
Last twelve hours of transporting lugs to dumping only.
e Last six hours of transporting lugs to dumping only.
f
Workers for load empty lugs to farm truck and transport empty lugs to storage are combined for the last six hours of receiving
and the first six hours of dumping during the peak period.
g Workers for load empty lugs to farm truck and transport empty lugs to storage are combined for the last four hours of receiving
and the first four hours of dumping during the low period.
h Last twelve hours of transport empty lugs to storage only.
1
Last six hours of transport empty lugs to storage only.
Appendix Table 17. Number of workers required by job classification for Model 2 -- Storing in bins and marketing in bins.
Size of Plant
100
125
150
175
200
225
250
275
300
Job Classification
Period
75
Receiving
Unload farm truck by hand trucka
Number of Workers
Peak
3
4
5
6
7
8
11
11
2
2
3
3
3
4
9
4
10
Low
5
5
5
Peakb
5
6
8
12
13
15
3
3
4
9
5
10
LOWc
6
6
7
8
16
9
17
9
Peak'1
Lowe
2
2
3
3
5
6
2
2
3
3
6
4
6
2
4
2
5
1
4
4
Peak1
4
6
10
11
12
3
4
5
6
7
14
8
15
8
16
2
7
4
8
Lowg
Peakh
Low'
2
2
3
3
4
5
5
6
2
2
2
2
3
3
6
4
6
1
4
4
Load empty lugs to farm truck by
hand trucka
Peak
3
4
5
5
6
7
8
9
9
Low
2
2
2
3
3
3
4
4
5
10
5
Unload farm truck by forklift trucka
Peak
1
1
2
2
2
2
2
3
3
3
Low
1
1
1
1
1
1
1
1
2
2
Peakb
1
2
2
3
3
3
4
4
4
5
LOWc
1
1
1
2
2
2
2
2
2
3
Peak'
1
1
1
1
1
1
2
2
2
2
1
1
1
1
Transport lug to dumping by hand
truck
Transport lugs to storage by hand
truck
Transport lugs to dumping by
forklift truck
9
Lowe
1
1
1
1
1
1
Transport empty lugs to storage by
forklift truck
Peak1
1
2
2
3
3
3
4
4
4
5
Lowg
1
1
1
2
2
2
2
2
2
3
Load empty lugs to farm truck by
forklift trucka
Peak
1
1
2
2
2
2
2
3
3
3
Low
1
1
1
1
1
1
1
1
2
2
Receiving Foreman
Peak
1
1
1
1
1
1
1
1
1
1
Low
1
1
1
1
1
1
1
1
1
1
Appendix Table 17(Continued).
lob Classification
Filling and Storing
Set lugs on roller track
Dumplugs
Dispose empty lus
Stack empty 1us
Prepare bin
Filibin
Period
Peak
Size of Plant
200
225
Number of Workers
75
100
125
150
2
2
2
4
4
4
2
2
2
4
4
250
275
300
4
4
6
4
6
6
4
4
3
3
3
2
2
2
175
Low
2
Peak
1
1
2
2
2
2
Low
1
1
1
1
1
2
2
2
Peak
1
1
2
2
2
2
2
3
3
3
Low
1
1
1
1
1
2
2
2
2
2
Peak
1
2
2
2
2
3
3
3
4
4
4
2
2
2
3
3
3
Low
1
1
2
Peak
4
5
7
11
12
16
4
5
6
7
8
13
9
14
3
8
5
9
Low
9
10
Peak
2
3
4
4
5
3
5
6
7
7
8
4
4
4
5
5
Low
2
2
2
3
Peak
3
3
4
5
9
9
2
3
3
6
4
8
2
6
4
7
Low
5
5
6
6
Transpo full to storage and return
Peak
2
2
2
3
3
4
4
5
with empty by forklift
Low
1
1
2
2
2
4
2
3
3
3
5
3
Filling foTeman
Peak
1.
1
1
1
1
1
1
1
1
1
Low
1
1
1
1
1
1.
1
1
1
1
Transport from storage to processing
and take graded to storage by forklift
1
1
1
1
1
1
1
1
1
1
Dumpandpreparebin
1
2
2
2
2
3
3
3
3
4
Brine and lid bins
Processing
Appendix Table 17 (Continued)
Size of Plant
id, Classification
Period
200
250
275
300
2
2
3
3
55
60
24
70
28
75
22
2
3
3
3
3
3
4
4
4
5
75
100
125
150
1
1
1
2
2
2
20
25
30
40
45
8
10
12
16
18
50
20
2
2
3
3
175
225
- Number of Workers
Operate pitters
Inspect cherries
Stemmed
Cocktails
30
Inspection fore lady
Remove lull bin of graded cherries
-and cloCarloading
1
2
2
Miscellaneous
1
1
1
1
1
1
1
1
1
1
Foreman
1
1
1
1
1
1
1
Mpr,hrnfr
1
1
1
1
1
1
1
1
1.
1
1
1
1
Brinemaker
a First four hours of receiving only.
b Workers for unload farm truck and transport lug to -dumping are combined for the last six hours of receiving and the first six hours of
transporting during peak period.
c Worker for 'unload farm truck and transport lug to dumping are combined for the last four hours of receiving and the first four hours
of transporting during low period.
d Last twelve hours of transporting lugs to dumping only
e Last six hourr of transporting Jugs to dumping only.
Workers for load empty Jugs to farm truck and transport empty lugs to storage are combined for the last six hours of receiving and
the first six hours of dumping during the peak period.
g Workers for load empty lugs to farm truck and transport empty Jugs to storage are combined for the last four hours of receiving and
the first four hours of dumping during the low period.
h Last twelve hours of transport empty Jugs to storage ohly.
1
Last six hours of transport empty lugs to storagenly.-.
Appendix Table 18. Number of workers required by job classification for Model 3 -- Storing in tanks and marketing in tank rail
car or tank truck.
Size of Plant
Job Classification
Period
75
100
125
150
175
200
225
250
275
300
Number of Workers
Beceiving
Unload farm truck by hand trucka
Transport Jugs to dumping by hand
truck
Transport empty lpgs to storage
by hand truck
Peak
7
8
9
10
11
12
13
3
3
4
4
5
5
6
6
6
8
12
13
15
16
17
4
9
5
10
3
7
8
9
9
2
2
3
3
4
2
4
4
5
5
3
3
3
3
5
2
6
Low
4
2
Peakb
5
LowC
3
Peakd
2
5
Lowe
1
1
2
2
2
Peak
5
6
8
10
11
15
17
4
4
5
6
12
7
14
3
7
8
9
19
10
2
2
3
3
4
4
5
S
6
7
8
2
2
3
3
3
4
4
5
6
12
5
Peal?'
Low'
Load empty Jugs to farm truck by
handtrucka
Peak
3
4
5
6
7
8
2
2
3
3
3
4
9
4
10
5
11
Low
Unload farm truck by forklift trucka
Peak
1
1
2
2
2
2
2
3
3
Low
1
1
1
1
1
1
1
1
2
3
2
Peakb
2
2
2
3
3
3
4
4
4
5
LoWc
1
1
1
2
2
2
2
2
2
3
Peak'1
Lowe
1
1
1
1
1
2
2
2
2
1
1
1
1
1
1
1
1
1
1
1
Peak
2
Transport full ugs to dumping
y forklift truck
Transport empty lugs to storage by
forklift truck
Peak1'
Low'
5
2
2
3
3
3
4
4
4
5
1
1
1
2
2
2
2
2
2
3
I
1
1
1
1
2
2
2
2
1
1
1
1
1
1
1
1
1
Appendix Table 18 (Continued)
Job Classification
Period
75
100
125
150
Size of Plant
200
225
Number of Workers
-175
250
275
300
Load empty 1us to farm truck by
forklift trucka
Peak
1
1
2
2
2
2
2
3
3
3
Low
1
1
1
1
1
1
1
1
2
2
Receiving foreman
Peak
1
1
1
1
1
1
1
1
1
1
Low
1
1
1
1
1
1
1
1
1
1
Peak
2
2
2
2
4
4
4
4
4
4
Low
2
2
2
2
2
2
2
2
4
4
Peak
1
1
1
1
2
2
2
2
2
2
Low
1
1
1
1
1
1
1
1
2
2
Peak
1
1
1
1
2
2
2
2
2
2
Low
1
1
1
1
1
1
1
1
2
2
Peak
1
2
2
2
3
3
3
4
4
4
Low
1
1
2
2
2
2
2
3
3
3
Peak
1
2
2
2
2
3
3
3
4
4
Low
1
1
2
2
2
2
2
3
3
3
Peak
1
1
1
1
1
1
1
1
1
1
Low
1
1
1
1
1
1
1
1
1
1
Pumptoinpiant
1
1
1
1
1
1
1
1
1
1
Operate pitters
1
1
1
2
2
2
2
2
3
3
Stemmed 20
30
12
40
45
16
18
50
20
55
22
60
24
70
8
25
10
28
75
30
1
1
1
1
1
1
1
1
1
1
Filling and Storing
Prepare tank3
Set lug on roller track
Dump Jugs
Dispose empty lugs
Stack empty lugs
Raketank
Filling foreman
Processing
Inspect cherries
Cocktail
Inspection fore lady
Appendix Table 18
(Continued)
rob Classification
Period
75
100
125
1SQ
1
1
1
1
Operate flight conveyors and transverse
belts
Size of Plant
200
225
Number of Workers
250
275
300
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
175
1
1
Operate conveyor on tank dock
Caripading
Miscellaneous
Foreman
Mechanic
Brinemaker
1
a First four hours of receiving only.
b Workers for unload fatm truck and transport lug to dumping are combined for the -last six hours of receiving and the first six hours
of transporting during peak period
C
Worker for unload farm truck and transport lug to dumping are combined for the last four hours of receiving and the first four
hours of transporting during low period.
d Last twelve hours of transporting lugs to dumping only.
e Last six hours of transportiig lugs to -dumping only.
f
Workers for load empty lugs to farm truck and transport empty lugs to storage are combined for the last six hours of receiving
and the first six hours of dumping during the peak period.
g Workrs for load empty lugs to farm truck and transport empty lugs to storage are combined for the last four hours of receiving
and the first four hours of dumping during the low period.
h
I
Last twelve hours of transport empty lugs to storage only.
Last six hours of transport empty lugs to storage only.
Tanks are prepared by the brinemaker during the off-season.
Appendix Table 19. Number of workers required by job classification for Model 4 --Storing in tanks and marketing in barrels.
Size of Plant
100
125
150
175
200
225
250
275
300
Job Classification
Period
75
Number of Workers
Receiving
Unload farm truck by hand trucka
Transport lugs to dumping by hand
truck
Transport empty lugs to storage
by hand truck
Peak
4
5
6
7
S
Low
3
3
4
10
5
11
S
13
2
9
4
12
2
6
6
Peakb
5
3
6
8
9
5
7
15
8
17
4
12
6
16
3
10
5
13
LowC
9
9
Peakd
2
2
2
3
3
4
5
5
1
i
2
2
2
4
2
4
Lowe
3
3
3
3
Peak1
Lowe
5
6
8
10
11
12
14
3
4
4
5
7
7
15
8
17
9
19
10
Peakh
2
3
3
4
S
6
7
-8
4
4
5
6
Lowi
2
2
2
4
3
3
S
3
Load empty lugs to farrntruck by
Peak
3
4
5
6
7
8
9
10
11
12
-hand tka
Low
2
2
3
3
3
4
4
S
5
5
Unload farm truck by forklift trucka
Peak
1
1
2
2
2
2
2
3
3
3
Low
1
1
1
1
1
1
1
1
2
2
Peak1'
2
2
3
3
3
4
4
4
5
Low
1
1
2
2
2
2
2
2
3
Peakd
1
1
1
1
1
2
2
2
2
Lowe
1
1
1
1
1
1
1
1
1
Transport full lugs to dumping
by forklift truck
Peak1
2
2
2
3
1
2
2
2
4
2
5
1
4
2
4
1
3
2
3
L0g
Peak1
1
1
1
1
1
2
2
2
2
2
Low1
1
1
1
1
1
1
1
1
1
2
Load empty lugs to farm truck by
forklift trucka
Peak
1
1
2
2
2
2
2
3
3
3
Low
1
1
1
1
1
1
1
1
2
2
Receiving foreman
Peak
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Transport empty lugs to storage by
forklift
Low
1
1
3
Appendix Table 19. (Continued)
Job Classification
Size of Plant
225
200
Number of Workers
250
275
300
4
4
2
4
4
4
2
2
2
2
2
2
1
1
1
2
2
2
2
2
2
2
1
1
1
1
2
2
2
2
3
2
4
3
4
2
3
2
3
2
3
4
3
2
2
3
3
3
4
4
2
3
3
3
175
Period
75
100
125
150
Peak
2
2
2
Low
2
2
2
2
4
2
4
2
2
Peak
1
1
1
1
2
Low
1
1
1
1
1
Peak
1
1
1
1
Low
1
1
1
1
Peak
1
2
2
Low
1
1
2
Peak
1
2
2
Filling and Storing
Prepare tankJ
Set lug on roller track
Dump lugs
Dispose empty lugs
Stack empty lugs
Raketank
4
Low
1
1
2
2
2
2
Peak
1
1
1
1
1
1
1
1
1
1
Low
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Stemmed 20
25
30
40
45
50
Cocktail
10
12
16
18
20
55
22
60
24
70
28
75
8
Inspection forelady
1
1
1
1
1
1
1
1
1
1
Prepare barrels and initial brine
1
1
1
1
1
2
2
2
2
2
Remove full barrel of graded
cherries and close
2
2
2
3
3
4
4
4
5
5
Transport graded to storage by
forklift
1
1
1
1
1
1
1
1
1
1
Filling foreman
Processing
Puma to processing operation
Inspect cherries
30
Appendix Table 19 (Continued)
size of Plant
Job Classification
Period
75
100
125
150
225
200
Number of Workers
4
4
4
175
250
275
300
5
S
6
Carlo ading
2
2
3
3
Other
Foreman
1
1
1
1
1
1
1
1
1
1
Mechanic
1
1
1
1
1
1
1
1
1
1
Brinemaker
1
1
1
1
1
1
1
1
1
1
a
First four hours of receiving only.
b Workers for unload farm truck and transport lug to dumping are combined for the last six hours of receiving and the first six hours
of transporting during peak period.
c Worker for unload farm truck and transport lug to dumping are combined for the last four hours of recsiv ing and the first four
hours of transporting during low period.
d Last twelve hours of transporting lugs to dumping only.
e Last six hours of transporting lugs to dumping only.
f Workers for load empty lug
to farm truck and transport empty lugs to storage are combined for the last six hours of receiving
and the first six hours of dumping during the peak period.
g Workers for load empty lugs to farm truck and transport empty lugs to storage are combined for the last four hours of receiving
and the first four hours of dumping during the low period.
h Last twelve hours of transport empty lugs to storage only.
I
J
Last six hours of transport empty lugs to storage only.
Tanks are prepared by the brinemaker during the off-season.
Appendix Table 20. Number of workers required by job classification for Model 5 -.- Storing in tanks and marketing in bins.
Job Classification
Period
75
100
Peak
4
Low
2
Transport lugs to dunipin by hand
Peakb
truck
LoWc
Size of Plant
200
225
Number of Workers
123
150
175
5
6
7
8
9
2
3
3
4
4
5
6
3
S
4
9
5
10
3
5
Peak
2
2
2
LOWe
1
1
2
3
2
Peak1
Lowe
5
6
-8
3
4
Peak1'
Low'
2
2
Load empty lugs to farm truck by
hand trucka
Peak
Low
Unload farm truck by forklift trucka
250
275
300
10
11
12
13
5
5
6
6
12
13
IS
16
6
7
8
9
17
9
3
4
4
4
5
5
2
2
3
3
3
3
10
11
12
14
15
19
4
S
6
7
7
8
17
9
3
3
4
4
5
5
6
7
8
2
2
3
3
3
4
4
5
6
3
2
4
5
3
6
7
8
9
10
11
12
2
3
3
4
4
5
5
5
Peak
1
1
2
2
2
2
2
3
3
3
Low
1
1
1
1
1
1
1
1
2
2
Transport full lugs to dumping
peak1'
2
2
2
3
3
3
4
4
4
5
by forklift truck
LOWc
1
1
1
2
2
2
2
2
2
3
Peakd
1
1
1
1
1
1
2
2
2
2
Lowe
1
1
1
1
1
1
1
1
1
1
Load empty lugs to farm truck by
forklift trucka
Peak
1
1
2
2
2
2
2
3
3
3
Low
1
1
1
1
1
1
1
1
2
2
Transport empty lugs to storage by
forklift
Peak1
2
2
2
3
3
3
4
4
4
5
1
1
1
2
2
2
2
2
2
3
Peak
1
1
1
1
1
2
2
2
2
2
Low'
1
1
1
1
1
1
1
1
1
2
Receiving
Unkad farm truck by hand trucka
Transport empty lugs to storage
by hand truck
10
Appendix Table 20 (Continued)
Job Classification
Receiving foreman
Period
75
100
125
150
Size of Plant
225
200
Number of Workers
175
250
275
300
Peak
1
1
1
1
1
1
1
1
1
1
Low
1
1
1
1
1
1
1
1
1
1
Peak
2
2
4
2
2
4
2
4
2
4
2
4
2
2
2
2
Low
2
4
4
4
Peak
1
1
1
1
2
2
2
2
Low
1
1
1
1
1
1
1
1
2
2
2
2
Peak
1
1
1
1
2
2
2
2
Low
1
1
1
1
1
1
1
1
2
2
2
2
Peak
1
2
2
2
3
3
3
4
4
4
Low
1
1
2
2
2
2
2
3
3
3
Peak
1
2
3
3
2
2
2
3
4
3
4
1
2
2
3
1
2
2
2
Low
Peak
1
1
1
1
1
1
1
1
1
1
Low
1
1
1
1
1
1
1
1
1
1
Pump to processing operations
1
1
1
1
1
1
1
1
1
1
Operate pitters
1
1
1
2
2
2
2
2
3
3
Stemmed 20
25
30
40
45
10
12
16
18
55
22
60
24
70
Cocktail
50
20
28
75
30
1
1
2
2
Filling
Prepare tank3
Set lug on roller track
Dump lugs
Dispose empty lugs
Stack empty lugs
Raketank
Filling foreman
3
Processing
Inspect cherries
8
Inspection forelady
1
1
1
1
1
1
1
1
Prepare bin
1
1
1
1
2
2
2
2
Appendix Table 20 (Continued)
Size of Plant
Job Classification
Period
75
100
125
150
175
200
225
250
275
300
Number of Workers -
Remove full bin of graded cherries
and close
1
1
2
Transport zraded, to storage bvforklift
2
2
2
3
3
3
3
1
1
1
1
1
1
1
3
3
4
4
4
5
Carloading
Miscellaneous
Foreman
1
1
1
1
1
1
1
1
1
1
Mechanic
1
1
1
1
1
1
1
1
1
1
Brinemaker
1
I
1
1
1
1
1
1
1
1
a First four hours of receiving only.
b Workers for unload farm truck and transport lug to dumping are combined for the last six hours of receiving and the first six hours
of transporting during peak period.
c Worker for unload farm truck and transport lug to dumping are combined for the last four hours of receiving and the first four hourS
of transporting during low period.
d Last twelve hours of transporting lugs to dumping only.
e
Last six hours of transporting lugs to dumping n1y.
f Workers for load empty lugs to farm truck and transport empty lugs to storage are combined for the last Six hours of receiving
and the first six hours of dumping during the peak period.
g Workers for load empty lugs to farm truck and transport empty lugs to storage are combined for the last four hours of receiving
and the first four hours of dumping during the low period.
h Last twelve hours of transport empty lugs to storage only.
1
Last six hours of transport empty lugs to storage only.
3
Tanks are prepared by the brinemaker during the off-season.
Appendix Table 21. Estimated replacement cost, years useful life, and annual fixed and variable costs of equipment used in cherry brining
plants, 1963.
Item of Equipment
Estimated
replacement
Useful
costa
life
Dollars
Annual
Other
Annual
Depreciation1' fixed costs'
total
fixed costs
Variable costs
per hundred Hours
hours used use
Dollars
Years
Hours
Receiving
8.13
357.50
5.85
---
15
8
8.33
687.50
350.00
10
10
35.00
22. 75
57. 75
3, 425. 00
20
171.25
222.63
393.S8
140.00
15
9.33
9. 10
18.43
Dumping conveyor. 10 ft. long. 24" wide,
steel frame, complete with 3/4 HP motor
and drive.
1,032.96
15
68.86
67.14
136.00
5.99
300
Conveyor, 40 ft. long 16" wide 9 ply belt,
steel frame complete with 1 HP motor and
legs on wheels.
1,365.00
15
91.00
88.73
179.73
7.93
200
Conveyor, 40 ft. long, 20" wide 9 ply belt,
steel frame complete with 1 HP motor and
1, 507. 87
15
100.52
98. 02
198. 54
8.64
200
264.00
20
13. 20
17. :16
30. 36
Handtruck
Forklift truck (3, 000 pound capacity)
Lug box (hundred)
Pallet (hundred)
Truck scale - 50 ton capacity
Filling and storing
Conveyor, gravity roil 2"x14" rollerson
4" centers complete with stand, 20 ioot
sections
125.00
5,500.00
90.00
9.00
16.46
1,045.00
14.85
49.50
---
300
300
300
300
300
300
legs on wheels.
Conveyor, gravity roll 2"x48" rollers on 2"
centers, curve costs $120 more, 10 foot
sections.
300
Appendix Table 21
Continued)
Item of Equipment
Estimated
replacement
Dollars
Conveyor, 40 ft. long, 24" wide 9 ply belt,
steel frame complete with 1 HP motor and
1,657.87
Annual
Useful
Annual
life Depreciation'
Year
110.52
15
Other
fixed costsC
total
fixed costs
Variable costs
per hundred Hours
use
hours use'
--- Dollars
Hours
107.77
218.29
9.39
200
legs on wheels.
192.00
20
9.33
12.48
22.08
300
Scales, built in roller track, 600 pound
capacity.
1,424.00
20
71.20
92.56
163.76
300
Scales, built in roller track, 2, 600 pound
capacity.
1, 930.00
20
96.50
125. 85
222. 35
300
12.50
10
1.25
0.78
2.03
6, 720.00
20
336.00
436. 80
772. 80
44. 60
300
908.00
10
90.80
58.95
149.75
5.09
300
Brine mixing tank, wooden on a stand,
6, 000 gallon capacity.
2, 000.00
25
80.00
120.00
210.00
1, 600
Brine mixing tank, wooden on a stand,
9, 000 gallon capacity.
2, 700.00
25
108.00
175. 50
283. 50
1,600
Brine mixing tank, wooden on a stand,
12, 000 gallon capacity.
3, 500.00
25
140.00
227. 50
367. 50
1, 600
10.00
10
1.00
0.65
1. 65
300
Conveyor, gravity roll 2"x30" rollers on
2" centers, curve cost $75 more, 10 foot
section.
Hand hoopering equipment.
Machine hooper, complete with 10 HP motor
and drive.
Brine mixer, complete with 1/2 HP motor.
Tank rake
Appendix Table 21 (Continued)
Estimated
replacement
Item of Equipment
Dollars
Annual
Useful
-
Annual
life - Depreciation'
Year
total
Other
fixed
stc fixed
Variable costs
per hundred Hours
hours use
use
-
costs
.. Dollars
Hours
-Processing
Food pump 5" complete with 7 1/2 HP
motor and-van-drive.
2,16S.00
10
216.80
140.92
357.72
Tubing, aliuninum 5", complete with
couplings and bends, per foot.
3.00
10
0.30
0.20
0.50
1,600
2, 000.00
25
80.00
130.00
210.00
1, 600
Conveyor to stem separator, 12" wide,
15 ft. long, stainless-steel with 112 HP
motor.
600.00
10
60.00
39.1)0
99.00
3.55
1,600
Stem separator, complete with 1/2 HP
motor and drive.
1,800.00
10
180.00
117.00
297.00
9.55
1,600
Conveyor to stemmer, 12" wide, 9 ft.
long, SS with 1/2 HP motor.
500.00
10
50.00
32.50
82.50
3.05
800
1,100.00
11)
110.00
181.50
6.33
800
41.10
800
3.55
800
Sump -tank, wooden.
Conveyor to by-pass stemmer, 12" wide,
27 ft. long, SS with 3/4 HP motor.
7-1.50
Stemmer, complete with 1 H-P -motor and
drive.
19.09
1,600
-
Conveyor to sizer, 12" wide. 12 ft long,
SS, complete with 1/2 HP motor.
600.00
10
60.00
39.00
99.00
Appendix Table 21 (Continued)
Estimated
Item of Equipment
Sizer, complete with 3x3 ft. recirculating
tank with 3" pump and lHP motor, 6-1/4
HP motors and 2-1/4 HP motors and SS
chutes, with stand.
Barrel hand truck.
replacement
costa
Dollars
10, 000.00
90.00
Useful
life
Year
12
15
Annual
Other
tota-i
Depreciationb fixe1 costsC fixed costs
Dollars
1, 533. 33
883.33
650.00
Annual
6.00
5.85
2, 300.00
Flight conveyor, 12" wide, 25 ft. long, SS
complete with 1/2 HP motor, drive and
cleted belt.
1, 800.00
Transverse belt, 121 wide, 40 ft. long, SS
frame complete with stand and 3/4 1-1? motor.
15
Hours
e
Hours
54. 40
1, 600
1,500
11.85
Pitter, complete with 1 HP inotor
Inspection table, anodixed aluminum top,
complete with 1/2 HP totally enclosed motor
and stand.
Variable costs
per hundred
hours used
26.10
1,600
153. 33
149. 50
302. 83
12.05
1, 600
120.00
117.00
237.00
9.06
1,600
1,607.81
15
107. 19
104.51
211.70
8.87
1,600
Transverse belt, 12" wide, 80 ft. long, SS
complete with standard 1 HP motor.
2, 506.48
15
167. 10
162.91
330. 01
13.64
1, 600
Transverse belt, 12" wide, 120 ft. long, SS
complete with standard 1-1/2 HP motor and
3, S89. 74
15
239. 32
233. 34
472.66
19.60
1, 600
3, 210.00
15
214.00
208. 65
422. 65
16. 88
1, 600
drive.
Conveyor to tank field, 12" wide 50 ft. long,
SS complete with 3/4 HP motor and drive.
Appendix Table 21 (Continued)
Item of Equipment
Estimated
replacement
Dollars
Conveyor on tank field, 12! wide, 40 ft.
long, SS complete with 3/4 HP motor, drive,
Useful
life
Year
Annual
Annual
Other
total
Depreciatioub fixed costsC fixed costs
Dollars 401. 58
203.33
198. 25
Variable costs
per hundred Hours
hours used
use
16.08
Hours
1, 600
3, 050.00
15
950.00
10
95.00
61. 75
156.75
Forklift truck (3, 000 pound capacity)
5, 500.00
8
687. 50
357. 50
1, 045.00
49. 50
1, 000
Machine hooper, complete with 10 HP motor
and drive.
6, 720.00
20
336. 00
436. 80
712. 80
44.60
800
Weighing mechanism, complete with scale,
SS 3x3 hopper, and wooden holding tank,
3, 000 gallon capacity.
3,000.00
15
200.00
195.00
395.00
Conveyor to weighing mechanism, 16" wide,
40 ft. long, SS complete with 3/4 HP motor
and drive and legs on wheels.
3, 860.00
15
257. 33
250. 90
508. 23
400.00
15
26.67
26.00
52.67
3,300.00
25
132.00
181.50
313.50
Wooden fir barrel
10.00
1
10.00
0.55
10.55
Fir bulk bin including lid
10.00
1
10.00
0.55
10.55
and legs on wheels.
Revolving head for forklift.
1, 600
C arlo a din g
Stainless steel chute 8"x7" by 50 ft.
Container
Wooden tank, 25 ton capacity
1,600
20. 12
a F. 0. B. manufacturer - to these costs were added estimated installation costs and transportation costs to the Willamette Valley.
800
1, 600
b Based on years useful life, calculated on a straight line basis with no salvage value.
C
Other fixed costs were computed as a percent of installed costs as follows: insurance - 1 percent, taxes 1 percent, interest - 3 percent
(approximately 5 percent of undepreciated balance) and fixed repairs and maintenance -. 1.5 percent except for containers, for them 0. 5
percent.
d
Variable costs include fuel and power costs and repairs and maintanance based upon . 005 percent of installed cost per hour of operation.
e
The stemmer and pitter are leased. Annual fixed rental for the pitter is $650.00 plus $126.00 for rubber inserts which last for 500 barrels of
cherries. Annual fixed rental for the stemmer is $1, 200.00 minimum plus $3.00 per ton which applies to the minimum. Variable repairs
and maintenance charges are estimated on a basis of an installed cost of $5, 000.00 for the pitter and $8, 000, 00 for the stemmer.
f
Also used in filling and storing and carloading stages.
Appendix Table 22, Equipment requirements for Model 1--Storage in barrels and marketing in barrels.
Size of Plant
225
150
175
200
125
100
75
Item of E.ui'ment
Number of Units
Receiving
28
17
19
26
10
14
22
Hand truck
8
4
6
6
6
4
2
Forklift truck
1,
062
944
590
708
826
354
472
Lug boxes (hundreds)
2, 250
1, 750
1, 500
2, 000
1, 250
1, 000
750
Pallets
1
1
1
1
1
1
1
Truck scales
Filling and storing
Lug roller track(feet)
Dumping conveyor (10')
Barrel scales
Barrel roller track (feet)
Hand cooper equipment
Machine hooper
Pallets
Brine mixing tanks
Small
Medium
40
275
300
32
35
37
8
8
10
1, 180
1, 298
2, 500
2, 750
1, 416
3, 000
1
1
1
80
80
120
120
120
120
2
2
3
3
3
3
2
2
3
3
3
3
100
150
150
150
5
6
50
50
100
80
2
2
100
2
2
3
3
4
100
4
S
150
5
1
1
1
2
2
2
2
2
2
3
5, 600
7, 500
9, 300
11, 200
13, 000
14,900
16, 700
18, 600
20, 500
22, 300
2
1
1
2
1
1
2
3
3
3
2
2
2
2
3
2
2
3
3
4
1
2
2
2
3
3
3
4
4
4
4
1
2
2
2
3
3
3
4
4
4
2
2
2
2
3
3
3
3
3
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
4
4
4
4
4
4
4
4
4
4
5
4
4
5
5
5
5
3
3
3
3
3
3
40
80
1
1
2
1
1
2
2
1
1
Large
Brinemixer
Forklift trucka
250
1
Processing
Forklift trucka
1-land cooper equipment
Sumptank
Puinptoline
2
1
1
Conveyor to stem separator (15') 2
2
Stem separator
2
Conveyor to stemmer(9')
Conveyor to by-pass stemmer(27') 2
1
Stemmer
1
Conveyor to sizer(12')
1
2
2
3
2
2
3
3
3
2
2
3
3
2
1
1
2
2
2
3
3
2
2
2
3
2
2
2
3
5
5
5
Appendix Table 22 (Continued)
Size of Plant
Item of E.ui.ment
75
100
150
125
200
175
250
225
300
275
Number of Units
Sizer
1
1
2
2
2
2
3
3
Barrel hand truck
Fitter
Inspection table
Machine hooper
Barrel scales
Barrel roller track (feet)
2
2
4
4
4
6
6
4
4
5
6
6
8
12
8
10
10
11
5
4
9
9
11
12
3
6
14
14
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
40
40
80
80
80
80
120
120
120
120
Carlcadiig
Forklift trucka
Hand cooper equipment
1
1
1
1
1
2
2
2
2
2
15,000
20,000
6,992
30,000
10,480
35,000
40,000
45,000
50,000
55,000
60,000
12, 232
13,976
15, 728
17, 472
19, 216
20, 960
Containers
Barrels for graded
Barrels carried over
a
5, 240
25,000
8, 736
These forklift trucks are also used in processing and carloading
3
6
15
15
1
1
Appendix Table 23. Equipment requirements for Model 2 -- Storing in bins and marketing in bins.
Size of Plant
200
225
175
150
125
75
100
Item of E U' ment
Number of Units
Receiving
26
28
22
19
17
10
14
Hand truck
8
6
6
6
4
4
2
Forklift truck
944
1,062
826
708
590
472
354
Lug boxes (hundreds)
2, 250
2,000
1,750
1,500
1,250
1,000
750
Pallets
1
1
Truck scales
Filling and storing
Lug roUer track (feet)
Dumping conveyor (10')
Bin scales
Bin roller track
Hand equipment for closing
Brine mixing tank
Small
Medium
80
40
1
1
1
1
2
2
80
2
2
40
40
80
80
2
2
3
3
2
2
80
4
2
80
2
2
2
80
80
4
5
300
32
37
1, 180
35
8
1, 298
1, 416
2,500
2, 750
3, 000
1
1
1
120
120
120
3
3
3
3
3
3
120
5
120
120
6
8
2
2
5
2
1
2
2
2
3
10
1
1
1
1
2
80
275
1
2
Large
Brine mixer
Forklift trucka
80
250
2
3
3
3
3
4
4
5
5
2
3
3
4
4
4
3
Processing
Forklift truck a
Revolving head for forklift
Sump tank
Pump to line
Conveyor to stem separator (15')
Stem separator
Conveyor to stemmer (9')
Conveyor to by-pass stemmer (27')
Stemmer
Conveyor to sizer (12')
2
2
2
3
3
4
4
4
5
S
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
5
5
5
5
5
2
2
2
2
2
2
3
3
2
2
3
3
4
4
2
3
3
4
2
2
2
1
2
2
4
2
1
1
2
3
2
2
3
1
2
2
4
4
4
4
4
4
4
4
5
5
3
3
3
3
3
3
3
3
5
Appendix Table 23 (Continued)
Size of Plant
Item of F ulement
100
75
150
125
175
200
225
250
275
300
Number of Units
Sizer
1
1
2
2
2
2
3
3
3
3
Pitter
Inspection table
4
4
5
5
6
8
10
11
12
14
15
6
8
9
9
10
ii
12
14
15
andtools
Bin scales
2
2
2
2
2
3
3
3
3
3
1
1
1
1
1
1
1
1
1
1
40
40
80
80
80
80
120
120
120
120
1
2
2
2
2
2
8, 750
4, 370
21, 870
21, 870
10, 000
11, 250
5, 618
28, 118
28, 118
12, 500
6, 242
31, 242
31, 242
13, 750
15, 000
7, 491
37, 491
37, 491
Bin roller track (feet)
Carloading
Forklift trucka
Handtools
Containers
Bins for graded
Bins carried over
Fibreboard liners
Polyethylene liners
a
1
3, 750
1, 873
9, 373
9, 373
5, 000
2, 497
12, 497
12, 497
6, 250
3, 122
15, 622
15, 622
7, 500
3, 746
18,746
18, 746
These forklift trucks are also used in processing and carloading.
4,994
24,994
24,994
6, 866
34, 366
34, 366
Appendix Table 24. Equipment requirements for Model 3 - Storing in tanks and marketing in tank rail car or :arJc. truck
Size of Plant
275
225
250
100
125
150
175
200
Item of Equipment
75
300
Number of Units
Hand truck
Forklift truck
Lug boxes (hundreds)
Pallets
Truck scales
Filling and storing
Lug roller track (feet)
Dumping conveyor (10')
Conveyor(40')
Brinemixer
Tankrake
11
14
18
21
24
27
30
33
37
4
354
750
4
472
1, 000
4
590
1, 250
6
6
6
8
8
8
10
708
1, 500
826
1, 750
944
2, 000
1, 062
2, 250
1, 180
2, 500
1, 298
2, 750
1 416
3, 000
1
1
1
1
1
1
1
1
1
1
80
80
2
5
2
2
80
80
160
4
160
4
4
6
7
10
10
160
4
12
160
2
160
4
160
2
12
14
4
14
2
2
2
2
3
3
3
4
4
2
3
3
3
4
4
2
4
2
1
2
40
Processing
Pump on tank dock
Aluminum tubing (feet)
Sumptank
Pump;Brinereturn
1
1
1
1
1
1
1
590
680
740
800
860
875
930
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
3
3
4
3
3
4
4
4
2
3
3
4
4
2
2
3
3
4
4
4
5
5
5
5
2
2
4
4
4
S
1
2
2
2
2
3
3
3
5
5
3
1
2
2
2
3
3
3
3
1
1
2
2
2
2
2
3
3
3
4
5
6
8
9
10
11
12
14
3
15
4
4
5
6
6
8
9
10
11
8
9
10
11
12
12
14
14
1
1
480
520
1
1
1
1
1
1
1
1
1
1
1
Conveyor to stem separator(15') 2
2
Stem separator
2
Conveyor to stemmer (9')
Conveyor to by-pass stemmer(27') 2
1
Stemmer
1
Conveyor to sizer
2
2
Pumptoline
Sizer
Pitter
Inspection table
Flight conveyor(25')
5
1
560
5
15
15
Appendix Table 24 (Continued)
Size of Plant
Item of E
ment
75
100
125
150
175
200
225
250
275
300
80
120
120
5
28
28
120
5
28
120
S
Number of Units
Transverse belts (feet)a
Conveyor to tank dock (50)
Conveyors on tank dock (40)
40
4
40
80
80
5
5
5
23
28
28
33
80
5
28
5
5
33
33
Carloading
Pumpfromtank
Conveyor(12" by 40')
1
1
1
1
1
1
1
1
1
1
6
7
7
8
9
9
10
10
11
11
Weighing Mechanism
1
1
1
1
1
1
1
1
1
1
Pumptocar
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
113
149
184
220
259
295
330
366
400
437
Stainless steel chute
Container
Tanks
a
The 75 barrel plant size has 4 transverse belts while all other plant sizes have 5 such belts.
Appendix Table 25. Equipment requirements for Model 4 -- Storing in tanks and marketing in barrels.
Size of Plant
Item of EQuipment
100
75
125
150
175
200
225
250
275
300
40
Number of Units
vin
Hand truck
Forklift truck
Lug boxes (hundreds)
Pallets
Truck scale
11
14
21
6
27
30
33
37
4
472
18
4
24
4
354
6
6
8
8
8
10
590
708
826
944
1,062
1,298
1,416
750
1,000
1,250
1,500
1,750
2,000
2,250
1,180
2,500
2,750
3,000
1
1
1
1
1
1
1
1
1
80
80
80
4
160
4
8
4
10
160
4
160
2
6
160
4
160
2
80
2
7
160
2
4
10
12
14
2
2
2
3
3
3
2
3
3
3
4
4
1
Filling and storing
Lugrollertrack(feet)
Dumping conveyor(lO')
Conveyor(40!)
Brinemixer
Tankrake
2
5
2
1
2
2
2
4
14
4
4
Processing
?umpontankdock
1
1
1
1
1
1
1
1
1
480
520
540
590
680
740
740
810
870
930
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Conveyor to stem separator (15')
Stem separator
Conveyor to stemmer ( 9')
Conveyor to by-pass stenimer(27') 2
1
Stemmer
1
Conveyor to sizer
2
3
3
5
3
3
4
4
5
3
5
5
5
3
3
4
4
4
4
5
3
4
4
4
4
4
2
2
2
2
2
4
5
5
1
2
2
3
3
3
2
2
2
3
1
2
2
2
9
9
3
3
3
2
3
11
3
3
3
3
12
15
11
12
14
14
Aluminum tubing (feet)
Sumptank
Pump; Brine return
Pumptoline
2
2
2
2
2
Sizer
1
1
2
2
Pitter
Inspection table
4
4
5
6
8
5
6
8
2
10
10
1
15
Appendix Table 25 (Continued)
Size of Plant
Item of Eguipment
75
100
125
150
175
200
225
250
275
300
6
Number of Units
Barrel hand truck
Barreiscales
Barrel roller track (feet)
Machine hooper
Hand coopering equipment
Pallets
Forklift trucka
Brine mixing tank
2
2
4
4
4
4
6
6
6
1
1
1
1
1
1
1
1
1
1
40
40
80
80
80
80
120
120
120
120
1
1
1
1
1
1
1
1
1
1
2
2
2
2
2
3
3
3
3
3
3, 750
5, 000
6, 250
7, 500
8, 750
10, 000
11, 250
1
2
2
2
3
3
3
12, 500
4
13, 750
4
15, 000
4
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
2
2
2
214
30, 000
249
285
35, 000
40, 000
320
45, 000
C arloading
Forklift trucka
Hand coopering equipment
Container
Tanks
107
143
178
Barrels
15, 000
20, 000
25, 000
These forklifts are also used in carloading.
356
50, 000
391
427
55, 000
60, 000
Appendix Table 26. Equipment requirements for Model 5 -- Storing in tanks and marketing in bins.
Size of Plant
Item of Equipment
100
75
125
150
175
200
225
250
275
300
40
Number of Units
Receiving
I-land truck
Forklift truck
Lug boxes (hundreds)
Pallets
Truck scale
11
4
14
4
18
21
24
27
30
33
37
4
6
6
6
5
8
8
10
1,062
1, 180
1, 298
1,416
3,000
354
750
472
590
708
826
1,000
1,250
1,500
1,750
944
2,000
2,250
2,500
2,750
1
1
1
1
1
1
1
1
1
80
80
80
160
160
160
160
2
5
2
2
2
80
2
7
160
2
4
4
4
4
4
4
8
10
10
12
14
14
2
2
2
3
3
3
4
2
3
3
3
4
4
4
Filling and storing
Lug rollertrack(feet)
Dumping conveyor (10')
Conveyor (40')
Brinernixer
Tankrake
4
2
1
6
2
2
160
Processing
Dumpontankdeck
1
1
1
1
1
1
1
1
1
1
480
520
540
590
680
740
740
810
870
930
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Conveyor to stem separator (15') 2
2
Stem separator
2
Conveyor to stemmer (9')
Conveyor to by-pass stemmer(27') 2
1
Stemmer
1
Conveyor to sizer
2
2
3
3
4
2
3
3
2
2
2
2
2
2
6
6
3
3
4
4
5
5
5
5
3
3
4
4
4
4
4
5
2
4
4
4
4
5
5
2
2
2
3
3
3
3
2
2
3
3
3
3
2
2
3
3
3
3
8
8
9
9
2
2
10
10
11
12
15
11
12
14
14
Aluminum pipe (feet)
Sumptank
Pump;Brinereturn
Pumptoline
Sizer
Pitter
Inspection table
1
4
4
2
1
1
1
5
5
5
15
Appendix Table 26 (Continued)
Size of Plant
Item of Equipment
100
75
150
125
200
175
225
250
275
300
Number of Units
Bin scales
Bin roller track
Handtools
Forklift tfllCka
Brine mixing tank
Carloading
a
Forklift truck
Handtools
1
1
1
1
1
1
1
1
1
40
40
80
80
80
80
120
120
120
1
1
1
1
1
1
2
2
2
2
2
3
3
4
4
2
4
120
2
5
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
2
2
2
2
2
214
7, 500
7, 500
7, 500
249
285
8, 750
8, 750
8, 750
10,000
10,000
320
11, 250
11, 250
11, 250
356
12, 500
12, 500
12, 500
391
13, 750
13, 750
13, 750
427
15, 000
15, 000
15, 000
2
5
Container
Tanks
Bins
Cardboard liners
Polyethylene liners
a
107
143
178
3, 750
3, 750
3, 750
5,000
6, 250
6, 250
6, 250
r 000
5, 000
These forklifts are also used in carloading.
10, 000
150
Appendix Table 27. Typical wage rates applicable to Oregon cherry brining plants, by job classifica-
tion, 1963.
Wa e rate er hour
ob classification
$ 2. 55
Brine Maker (during the making of fresh brine only)
2. 20
Brine Maker (during the rest of season)
2.40
Mechanic
2, 35
Assistant Mechanic
2. 15
Crew Leader
2. 20
Lift Truck Operator (when operating lift truck)
2. 20
Barrel Header
2.20
Pump Man
2.05
Dumper
1.90
Pole Man (Rake tank)
2. 15
Scale Clerk
1. 75
Mens Base Rate
1.
Womens Base Rate
1. 70
Forelady
Regular year-round employees are paid six cents per hour in addition to the rates set forth above.
All jobs which are not listed above are paid atthe base rate of pay.
Appendix Table 28. Estimated electrical power, water, lime and sulphur dioxide charges for cherry
brining plants, 1963.
Item
Water
Electrical Power
Hydrated Lime
Sulphur Dioxide
Unit
Thousand Gallons
Kilowatt Hour
Pound
Pound
Charge per unit
$ .20
87
026
10
Appendix Table 29. Estimated building replacement costs and floor space requirements for cherry brining plants of selected sizes for Model 1 -- Storing
in barrels and marketinz in barrels. 1963
Size of Plant
75
100
125.
175
150
200
225
275
250
300
Receiving dock
650
650
650
Space req't (square feet)
650
650
650
975
975
975
Replacement cost
21,027.50 21,027.50 21,027.50 21,027.50 21,027.50 21,027.50 31,541.25 31,541.25 31,541.25 31,541.25
Truck loading dock
Space req't (square feet)
650
21,027.50
Replacement cost
650
650
21,027.50
21,027.50
650
21,027.50
21,027.50
4,966
11,421.80
6,538
15,037.40
8,247
18,968.10
9,970
22,931.00
26,461.50
Filling area
Space req't (square feet) 5,500
Replacement cost
42,625.00
6,500
50,375.00
8,000
62,000.00
9,500
73,625.00
650
650
21,027.50
975
975
31,541.25
31,541.25
975
31,541.25
975
31,541.25
Temporary lug storage
Spacereq't(squarefeet)
Replacement cost
13,069
30,058.70
34,017.00
14,790
16,372
37,655.60
41,167.70
45,086.90
11,000
12,000
14,000
15,250
16,500
18,000
85,250.00
93,000.00 108,500.00 127,875.00 127,875.00 139,500.00
11,505
17,899
19,603
Field run barrel storage
33,677
40,410
47,150
Space req't (square feet) 20,205
26, 945
53,882
60,622
67,354
74,087
80,819
156, 588.75 208,823.75 260,996.75 313,177.50 365,412,50 417,585.50 469,820,50 521,993.50 574,174.25 626,347.25
Replacement cost
Processing are a
Space req't (square feet) 5,500
42,625.00
Replacement cost
5,500
42,625.00
9,900
76,725.00
9,900
76,725.00
9,900
76,725.00
76,725.00 110,825.00 110,825.00 110,825.00 110,825.00
1,250
12,125.00
1,500
14,550.00
1,750
16,975,00
2,000
19,400.00
2,250
21,825.00
2,500
24,250.00
2,750
26,675M0
3,000
29,100.00
1,000
10,800.00
1,167
12,603.60
1,334
14,407,20
1,500
16,200.00
1,667
18,003.60
1,833
19,796.40
2,000
21,600.00
1,000
10,800,00
1,167
12,603.60
1,334
14,407.20
1,500
16,200.00
1,667
18,003.60
1,833
19,796.40
2,000
21,600,00
1,334
8 671.00
9 750.00
1,667
10 835.50
1,833
11 914.50
2,000
13 000.00
9,900
14,300
14,300
14,300
14,300
Office
Space req't (square feet)
Replacement cost
750
7,275.00
1,000
9,700.00
Rest rooms
Space req't (square feet)
Replacement cost
500
667
833
5,400.00
7,203.60
8,996.40
Laboratory
Space req't(square feet)
Replacement cost
500
667
833
5,400.00
7,203.60
8,996.40
500
667
4 335.50
5 414.50
Shop
Space req't (square feet)
Re.lacement cost
3 250.00
833
1,000
6 500,00
1,167
7 585.50
1,500
Appendix Table 30. Estimated building replacement costs and floor space requirements for cherry brining plants of selected sizes for Model 2-- Storing
in bins and marketing in bins. 1963
Size of Plant
75
100
125
150
175
200
225
250
275
300
650
975
21,027.50
31,541.25
975
31,541.25
975
31,541.25
975
31,541.25
975
31,541.25
975
31,541.25
975
31,541.25
Receiving dock
650
Space req't (square feet)
21,027.50
Replacement cost
650
650
650
650
21,027.50
21,027.50
21,027.50
21,027.50
Truck loading dock
650
Space req't (square feet)
21,027.50
Replacement cost
650
650
650
650
650
975
21,027.50
21,027.50
21,027.50
21,027.50
21,027.50
31,541.25
Temporary lug storage
Space req't (square feet) 4,966
11,421.80
Replacement cost
6,538
15,037.40
8,247
18,968.10
9,970
22,931.00
26,461.50
11,505
13,069
30,058.70
34,017.00
37,655.60
41,167.70
45,086.90
Tilling area
Space req't (square feet) 4 400
3,220.00
Replacement cost
5,200
39,260.00
6,400
48,320.00
7,600
57,380.00
8,800
66,440.00
9,600
72,480.00
84,560.00
11,200
12,200
92,110.00
99,660.00 108,720.00
13,200
14,400
14,790
16,372
17,899
19,03
Field run bin storage
103,439
94,822
43,103
60,346
77,589
86,206
34,487
51,720
68,963
Space reqt (square feet) 25,860
195,243.00 260,376.85 325,427.65 390,486.00 455,612.30 520,670.65 585,796.95 650,855.30 715,906.10 780,964.45
Replacement cost
Processing area
Space req't (square feet) 5,500
41,525.00
Replacement cost
5,500
41,525.00
9,900
14,300
14,300
9,900
74,745.00
9,900
74,745.00
9,900
74,745.00
74,745.00 107,965.00 107,965.00 107,965.00 107,965.00
1,250
12,125.00
1,500
14,550.00
1,750
16,975.00
2,000
19,400.00
2,250
21,825.00
2,500
24,250.00
2,750
26,675.00
3,000
29,100.00
1,000
10,800.00
1,167
12,603.60
1,334
14,407.20
1,500
16,200.00
1,667
18,003.60
1,833
19,796.40
2,000
21,600.00
1,000
10,800.00
12,603.60
1,334
14,407.20
1,500
16,200.00
1,667
18,003.60
19,796.40
2,000
21,600.00
1,334
8,671.00
9,750.00
1,667
10,835.50
1,833
11,914.50
2,000
13,000.00
14,300
14,300
Office
Space req't (square feet)
Replacement cost
750
7,275.00
1,000
9,700.00
Rest rooms
Space req't (square feet)
Replacement cost
500
667
833
5,400.00
7,203.60
8,996.40
Laboratory
Space req't (square feet)
Replacement cost
500
5,400.00
667
7,203.60
833
8,996.40
1,167
1,833
Shop
Space req't (square feet)
Replacement cost
500
3,250.00
667
4,335.50
833
5,414.50
1,000
1,167
6,500.00
7,585.50
1,500
Appendix Table 31. Estimated building replacement costs and floor space requirements for chery brining plants of selected sizes for Model 3 -- Storing
in tanks and marketing in tank rail car or tank truck, 1963.
Size of Plant
75
100
150
125
250
275
300
975
31,541.25
975
31,541.25
975
31,541.25
975
31,541.25
975
31,541.25
975
31,541.25
31,541.25
14, 169
15, 141
16, 722
18, 249
19, 803
20,168.00
22,670.40
24,225.60
26,755.20
29,198.40
31,684.80
81, 840
81,840.00
88, 080
94, 720
88,080.00
94,720.00 100,760.00
175
200
Receiving dock
650
Space req't (square feet)
21,027.50
Replacement cost
650
650
650
650
21,027.50
21,027.50
21,027.50
21,027.50
Truck loading dock
650
Space -req't (square feet)
21,027.50
Replacement cost
650
650
650
650
650
21,027.50
21,027.50
21,027.50
21,027.50
21,027.50
12, 605
Temporary lug storaZe
Space req't (square feet)
Replacement cost
225
=
975
650
21,027.S0 31,541.25
-
4, 866
7,785.60
Tank dock
Space req1t (square feet) 24, 440
24,400.00
-Replacement cost
Processing area
Space req't (square feet) 5,500
42,625.00
Replacement cost
7,997
10,300.80
12,795.20
9, 570
15,312.00
37, 400
43, 840
43,840.00
50, 080
69, 160
75, 400
50,080.00
69,160.00
75,400.00
6, 438
37,400.00
9,900
9,900
76,725.00 - 76,725.00
9,900
5,500
42,625.00
76,725.00
1, 000
1, 250
-
750
7,275.00
9,700.00
500
667
12,125.00 - 14,550.00
Rest rooms
Space req't (square feet)
Replacement cost
1, 500
1, 750
16,975.00
5,400.00
7,203.60 -
8,006.40
2, 250
21,825.00
2, 000
19,400.00
-
833
-
10,800.00
1, 167
12,603.60
1, 334
14,407.20
2, 750
2, 500
24,250.00
-
1, 000
100, 760
14,300
14,300
14, 300
9,900 - 14,300
76,725.00 110,825.00 110,825.00 110,825.00 110,825.00
Office
Space req't (square feet)
Replacement cost
975
26,675.00
3, 000
29,100.00
-
1, 500
16,200.00
1, 667
18,003.60
1, 833
19,796.40
2, 000
21,600.00
Laboratory
Space req't (square feet)
Replacement cost
500
667
833
5,400.00
7,203.60
8,006.40
Space req't (square feet)
Replacement cost
500
667
833
3,250.00
4,335.50
5,414.50
1, 000
10,800.00
1, 167
12,603.60
1, 334
14,407,20
1, 500
16,200.00
1, 667
18,003.60
1, 833
19,796.40
2, 000
21,600.00
Shop
1, 000
1, 167
1, 334
1, 500
6,500.00
7,585.50
8,671.00
9,750.00
1, 667
10,835.50
1, 833
11,914.50
2, 000
13,000.00
Appendix Table 32. Estimated building replacement costs and floor space requirements for cherry brining plants of selected sizes or Model 4 - - Storing
in tanks and marketing in barrels, 1963.
Size of Plant
75
100
125
-
150
20O
225
21,027.50
650
21,027.50
31,541.25
650
21,027.S0
650
975
975
21,027.50
31,541.25
31,541.25
31,541.25
15, 141
16, 722
24,225.60e 26,755.20
18, 249
19, 803
29,198.40
31,684.80
98, 760
98,760.00
175
Receiving dock
Space reqtt (square feet)650
Replacement cost
21,027.50
650
650
650
650
21,027.50
21,027.50
21,027.50
Truck loading dock
Space req't (square feet)
650
Replacement cost
21,027.50
650
650
650
21,027.-SO
21,027.50
21,027.50
Temporary lug storage
Space req't (square feet)
Replacement cost
10,300.80
12,795.20
36, 200
36,200.00
4,866
7,785.60
7,997
6,438
9,570
--
975
250
275
300
975
975
975
31,541.25
31,541.25- 31,541.25
1
975
975
31,541.25
12, 605
14, 169
15,312.00
20,168.00
22,670.40
42, 640
48, 880
67, 160
73, 400
42,640.00
48,880.00
67,160.00
73,400.00
9, 900
76,725.00
9, 900
76,725.00
9, 900
76,725.00
76,725.00 110,825.00 110,825.00 110,825.00 110,825.00
10, 000
12, 000
13, 500
77,500.00
93,000.00 104,625.00 116,250.00 131,750.00 143,375.00 155,000.00
Takdock
Space req't (square feet) 23, 240
Replacement cost
23,240.00
Processing area
-
-
Space req't (square feet) 5, 500
Replacement cost
42,625.00
-
42,625.00
86, 080
92, 920
86,080.00
92,920.00
14, 300
14, 300
-
-
5, 500
79, 840
79,840.00
-
9, 900
-
14, 300
Graded storage
6, 500
8, 500
50,375.00
Office
65,875.00
15, 000
17, 000
18, 500
20, 000
-
750
1, 000
1, 250
7,275.00
9,700.00
12,123.00
500
667
833
5,400.00
7,203.60
8,996.40
1, 500
14,550.00
1, 750
-
16,975.00
Rest rooms
Space req't (square feet)
Replacement cost
14, 300
-
Space req't (square feet) 5, 000
38,750.00
Replacement cost
Space re-q't (square feet)
Replacement cost
-
2, 000
19,400.00
2, 250
21,825.00
2, 500
24,230.00
1
2, 750
36,675.00
3, 000
29,100.00
-
1, 000
10,800.00
1, 167
12,603.60
1, 334
14,407.20
1, 500
16,200.00
1, 667
18,003.60
1, 833
19,796.40
2, 000
21,600.00
Laboratory
Space req't (square feet)
Replacement cost
500
667
833
5,400.00
7,203.60
8,996.40
1, 000
10,800.00
1, 167
12,603.60
1, 334
14,407.20
1, 500
16,200.00
1, 667
18,003.60
1, 833
19,796.40
2, 000
21,600.00
Appendix Table 32 (Continued
Size of Plant
175
200
225
75
100
125
150
500
667
833
1, 000
1, 167
1, 334
1, 500
6,500.00
7,585.50
8,671.00
9,750.00
250
275
300
Shop
Space req't (square feet)Replacement cost
3,250.00
4,335.50
5,414.50
1, 667
10,835.50
1, 833
11,914.50
2, 000
13,000.00
Appendix Table 33. Estimated building replacement costs and floor space requirements for cherry brining plants of selected sizes for Model S -- Storing
in tanks and marketing in bins, 1963.
Size of Plant
75
100
125
650
650
21,027.50
225
250
650
975
21,027.50
31,541.25
975
31,541.25
150
175
200
650
650
21,0Z7.50
300
Receiving clock
650
Space req't (square feet)
21,027.50
Replacement cost
21,027.50
Truck loading dock
650
Space req't (square feet)
21,027.50
Replacement cost
650
650
650
650
650
975
21,027.50
21,027.50
21,027.50
21,027.50
21,027.50
31,541.25
Temporary lug storage
Space req't (square feet)
Replacement cost
6, 438
10,300.80
7, 997
12,795.20
9, 570
15,312.00
12, 605
14, 169
18, 249
19, 803
22,670.40
15 141
24,225.60
16, 722
20,168.00
26,755.20
29,198,40
31,684.80
36, 200
42, 640
48, 880
79, 840
86, 080
42,640.00
48,880.00
67, 160
67.160,00,
73, 400
36,200.00
73,400.00
79,840.00
86,080.00
92, 920
92,920,00
98, 760
98,760.00
5, 500
41,525,00
5, 500
41,525.00
14, 300
14 300
14, 300
14, 300
74,745.00
Space req't (square feet) 6, 500
49,075.00
Replacement cost
67,950.00
1,000
9,700.00
12,125.00
14,550.00
16,975.00
1,000
10,800.00
12,603.60
4, 866
7,785.60
Tank dock
Space req't (square feet) 23, 240
Replacement cost
23,240.00
21,027.50
975
31,541.25
975
31,541.25
975
975
31,541.25
31,541.25
975
31,541.25
Processing area
Space req't(square feet)
R-eplacement cost
9 900
9,900
74,745.00
9, 900
74,745.00
74,745.00 107,965.00 107,965.00 107,965.00 107,965.00
11, 000
13, 000
15, 000
17, 000
83,050.00
98, 150.00 113,250.00 128,350.00 147,225,00 162,325.00 181,200.00 196,300.00
9, 900
Graded storage
9,000
19, 500
21, 500
24, 000
26, 000
Office
Space req't (square feet)
Replacement cost
750
7,275.00
1, 250
1, 500
1, 750
2, 000
19,400.00
2, 250
2, 500
21,825.00
24,250,00
14,407.20
1, 500
16, 200,00
18,003.60
1, 334
14,407,20
16,20000
2, 750
26,675.00
3, 000
29,100.00
Rest rooms
Space req't (square feet)
Replacement cost
500
667
833
5,400.00
7,203.60
8,996.40
500
667
833
7,203.60
8,996.40
1, 167
1, 334
1, 667
1, 833
19,796.40
2, 000
21,600.00
Laboratory
Space req't(square feet)
Replacement cost
5,400.00
1, 000
10,800.00
1, 167
12,603,60
1, 500
1, 667
18,003.60
1, 833
19,796.40
2, 000
21,600,00
Appendix Table 33 (Continued)
Size of Plant
75
100
125
150
175
200
225
250
275
300
Shop
Space req't (square feet)
Replacement cost
500
667
833
3,250.00
4,335.50
5,414.50
1, 000
1, 167
1, 334
1, 500
6,500.00
7, 585.50
8,671.00
9,750.00
1, 667
10,835.50
1, 833
11,914.50
2, 000
13,000.00
158
Appendix Table 34. Rail rates for transporting brined cherries from Salem and The Dalles to San
Francisco and New York City, 1962.
Point of
On mi
Salem
To
Bairls
$
Q,585b
San Francisco
Tank Car
Dollars per Hundredweight
$
0585b
Bins
$ o, 585b
0, 740d
New York City
Tank Cars
Dollars per Hundredwèight
Barrels
$2. l6
$2.
1,95d
1. 75e
2. 10b
The Dalles
2. l6
195d
75
a To convert to dollars per hundredweight of stemmed cherries, the following factors would be applied
to the above rates
Conversion ratio for barrels is 2.
Conversion ratio for tank car is 1. 8,
1.93,
Conversion ratio for bin is
Carload rates are based on the following minimum gross weights:
000 pound minimum
pound minimum
d60,000 pound minimum
e75,
pound minimum
C65,
Appendix Table 35. Estimated investment costs of equipment and facilities for cherry brining plants as related to size of operation and plant
model, 1963.
Plant
Model
1
Size of Plant
75
100
125
150
175
200
225
250
275
300
$438,480.01 $536,2 18.31 $681,290.07 $790,566.42 $891,732.12 $990,122.02 $1,160,810.88 $1,260,547.68 $1,362,919.63 $1,465,407.03
2
442,05226
538,827.41
899,197.92 1,007,613.17
1,177,153.37
1,279,682.98
1,391,637.48
1,491,425.23
3
727,013.76
910,424.47 1,110, 204.04 i,290,58l.41 1,460,782.94 1,671,305,04
1,843,943.08
1,994,655,38
2,157,285.92
2,326,790.02
4
647,001.02
826,933.92 1,040,433,14 1,214,910.51 1,403,347.04 1,575,904.14
1,805,388.14
1,983,471.18
2,158,790.72
2,323,245.82
5
642,472.52
819,770.42 1,028,472,64 1,206,800.01 1,384,961.54 1,561,858,64
1,794,445.64
1,961,503.68
2,144,174.22
2,309,493.32
687,786.97
799,505.92
160
truck acal,-4 ri
Receiving dock
T.porary lug .torae
bin preparation area
Roat
ros
Lab.
Main
bin storage
off.
off.
Shop
Rest
room
KEY:
1. Lug roller track
Scale in feet
0
20
40
2
3
4
Dumping conveyor
S
Sump
Pump
6
7
8
9
10
11
12
Appendix figure
1
Cherry brining plant layout
ScaLe
bin roller track
Sta separator
Conveyor.
Stemmers
Sinsrs
Pitters
Inspection table.
bins
200 barrel per day capacity, Model 2
161
0000000
000 00000
0000
0000000o
0000Q 00
000Q0
00000Q
00000000 Temporary lug storage
O000o0
/Receiving dock
2
f
3
/
F
Reatj rooas
5
4.,
0,,00000
0000o0
000000E)
00000000
0oo0000
O000 000
00000 000
0000000
oc000000
00000 00
00000000
o0o0o00
00000000
n000 000
00000000
00000000
00000 000
0000000
t4
cc coo.
Main
Lab,
Scale in feet
0
KEY:
1
Woighing mechanism
2
3
Thnks
4
Durping conveyor
5
6
20
40
Lug roller track
Conveyora
Transverse belt
ligbt elevator
B, Inspection tables
1
9
coo
00000000
00000000
00000000
00000000
00000000
0000000
office
10
11
12
Pittera
Sizers
Stemers
Stem separators
13 Sup
14
15
Pump
Aluminum pipe
00000 000
000
000
Scale in feet
0
Appendix figure
50
2
100
150
Cherry brining plant layout - 200 barrel capacity, Model 3
60
162
00000000
00000000
00000000
00000000
00000000
Ooo 0000
0000 0000
Coo 00000
0000 ooqo
/
31
2-+
12
3-
4
1ac. dock
Th...p. 1ug storage
op00000i
0 O00000
0 COO 000
O®000000
0 ®o00000
o0o0000
000000
00O0000
0o0O0000
oO0000
000 00D0
00000000
00000000
0o0000
00000000
00000000
00000000
00000000
5
6
8
9
10
Scale
E
Lab.
j Ret
rooc
M.zin
Office
000w0000
00000000
00000000
00000000
00000000
00000000
00000000
00000000
00000000
Office
office
I
Scale iii feet
0
40
20
1
Tik
2
L
roller track
conveyor
Ccrvcyor
?
3 B.pi
4
S
6 A1iu pipe
7
Sc1c iti
0
50
feet
100
8
St
9
Stc=ra
Leparators
10 Siez
11
Pittar
12 Ipction tables
13
14
15
16
17
Appniix figure
3
Barroic
Pallcca
flocr
Scalc
Darrol roller track
Cherry briniri3 plant layout - 200 barrel capucity,
odø1 4
163
0000000{
00000000i
0Q000Q0o
00000 0001
in storage
0000000nl
000E
10000 0000
1000000001
Cerloading
1000 000001
cc. dock
3l
4
£ep. 1ug etorage
0
00000
0*000000
0000000
000000001
0 0O00000
0Q00000l
000000
I 00O0 0001
000O000
00O0O0
0000D
00000000
0000000
000 000)0
00000000
00000000
00000000
000000p0
8
10 11 12
9
5
13
.1.
ID
!T
r-O
--
Scale
P'1
15
'-0
Lab.
S hop
-A
1
Office
14
Office
roc
Main
office
n
0000000
00000000
00000000
00000000
00000000
00000000
00000000
00000000
00000000
Sc1e in feet
o
50
100
in feet
0
1
Tankc
2
3
Lug
4
Conveyor&
Puzp
5
6
7
S
9
o11cr track
Duping conveyor
S up
A1uicua pipe
Stcza acparators
10
Sizerc
12
irpectioi tab1e
Bin roller track
ii Pittera
150
13
14
15
AppendLx figure
4
Scale
4. Cherry brining plant layout - 203 barrel capacity, 1Ia1 S