Application of Sinter-Hardenable Materials for Advanced Automotive Applications
advertisement

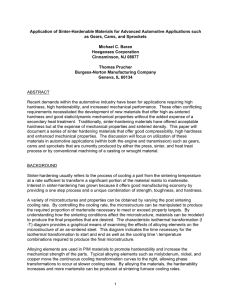
Application of Sinter-Hardenable Materials for Advanced Automotive Applications Such as Gears, Cams, and Sprockets By Michael C. Baran and Philip J. Winterton Hoeganaes Corporation 1001 Taylors Lane Cinnaminson, NJ 08077 Thomas E. Haberberger and Thomas J. Cornelio Alpha Sintered Metals, Inc. R.D. 1, Box 43D Ridgway, PA 15853 Abstract: Recent demands within the automotive industry have been for applications requiring high apparent hardness, high hardenability, and increased mechanical performance. These often-conflicting requirements necessitated the development of new materials that offer high as-sintered apparent hardness and good static/dynamic mechanical properties without the added expense of a secondary heat treatment. Traditionally, sinter-hardening materials have offered acceptable apparent hardness but at the expense of mechanical properties and sintered density. This paper will document the mechanical properties of a series of sinter hardening materials that offer good compressibility, high apparent hardness and enhanced mechanical properties. The discussion will focus on utilization of these materials in automotive applications (within both the engine and transmission) such as gears, cams and sprockets that are currently produced by either the press, sinter, and heat treat process or by conventional machining of a casting or wrought material. Enhanced processing through high temperature sintering also will be discussed. INTRODUCTION The main focus of this paper is to present a process that eliminates steps in the manufacture of heattreated powder metallurgy (P/M) parts. Applications of particular interest for P/M part conversion are gears and sprockets. This paper consists of two parts. The first deals with material development and properties, while the second discusses part-specific automotive applications. These two items are investigated concurrently, where applicable, in order to provide focus on application goals in material development and conversion. Density The benefit of increased density on the mechanical properties of P/M materials has been thoroughly investigated over the years. Double press/ double sinter processing and new technologies such as warm compaction (ANCORDENSE®) processing have been shown to have a considerable effect on P/M part density. Using warm compaction technology, it has been demonstrated that a density increase of 3% resulted in a 30% increase in the transverse rupture strength (TRS) of a Distaloy 4800A based material [1]. Further densification through high temperature sintering resulted in an 1 additional increase of 1.2% in density, and an additional 14% increase in TRS. The effect of increased density on ductility measurements such as tensile elongation and impact properties was even more pronounced. Understanding how to maximize the density of P/M components is an important step toward producing parts for high performance applications. Material Design The aim of alloy design for sinter-hardenable materials is to increase hardenability by delaying the austenite to ferrite plus carbide transition so that martensite forms during cooling. As hardenability increases, martensite is capable of forming at progressively lower cooling rates. In ferrous metallurgy, several predictors exist that foretell the effect of individual elements and combinations of elements upon hardenability. Unfortunately, a qualitative ranking of alloying element effects, as presented in Table I, indicates that, to a large degree, the alloys that are efficient in improving hardenability tend to reduce compressibility and increase the oxygen content of the sintered part. The table indicates that, if alloy design principles established for wrought alloys are employed, efficient sinter-hardening alloys require significant chromium and manganese contents. However, the stability of chromium and manganese oxides under conventional powder processing and sintering conditions dictates that a high proportion of the alloy addition will not remain in solution in the alloy matrix. Under these conditions, chromium and manganese will not contribute to hardenability and their presence as particle and grain boundary oxides may reduce performance. Hardenability Effect on Affinity for Factor Compressibility Oxygen Higher Manganese Copper Manganese Chromium Nickel Chromium Molybdenum Chromium Nickel Copper Manganese Molybdenum Lower Nickel Molybdenum Copper TABLE I: Qualitative Ranking of Alloying Elements in Prealloyed Materials Overall Alloying Effects Study In an effort to discern the effects of individual alloying additions and combinations, a matrix study was performed on over thirty prealloys with varying chromium, nickel, molybdenum, and manganese contents and processed in straight graphite and copper-graphite mixes [3,4]. Overall, apparent hardness was seen to increase with alloy content. However, the most effective alloying additions were found to be manganese and the combination of nickel and molybdenum. Although chromium aided hardenability in straight graphite mixes when present in concentrations less than 0.5 w/o, it had little effect in copper-graphite mixes. Higher alloy contents generally led to lower compressibilities. Nickel tended to decrease compressibility slightly, while manganese and molybdenum were very similar in their behavior and caused only a moderate reduction in compressibility. The sharpest decrease in compressibility was seen with increasing chromium content. Selected Part Performance Requirements Many automotive production parts / materials have been identified as candidates for conversion to P/M [5,6]. Some applications include replacement of malleable iron castings and ductile iron castings. Table II lists the properties of these castings [5]. As will be made clear, Ancorsteel 737 SH can satisfy these property requirements. However, strength is not the only requirement, as 2 ductility and density may also be an issue. Material selection for specific applications requires close interaction with design engineers. Further development of materials will lead to P/M parts replacing transmission gears such as pinion and ring gears. Stress requirements for typical pinion gears and ring gears, as calculated using von Mises yield criterion, are shown in Table III. Other prerequisites, such as adequate fatigue properties, also exist for these applications. Material UTS (MPa / psi) Ductile Iron Casting (MPa / psi) 260 / 38,000 MIN 690 / 100,000 MAX Ferritic / Pearlitic 550 / 80,000 MIN Malleable Iron Casting TABLE II: Physical Property Requirements of Materials Targeted for P/M Conversion Type σ 1* (MPa / psi) σ 2* (MPa / psi) Pinion 517 / 75,000 -1034 / -150,000 Ring 310 / 45,000 -827 / -120,000 * σ1 = bending stress in gear ; σ2 = compressive stress Yield Requirement (MPa / psi) 668 / 97,000 724 / 105,000 TABLE III: Calculated Yield Requirements for Selected Gear Applications By converting castings to sinter-hardened P/M parts in engine and transmission applications, some processing steps and much of the machining scrap can be eliminated. In addition to this benefit, sinter-hardening can offer the ability to tailor a part’s microstructure for a particular application by varying admixed additions and effective furnace cooling rates. To date, sinter-hardened parts have been embraced in every industry from automotive to small business machines to lawn and garden. In order to meet the requirements of high strength part conversions, it became necessary to develop new sinter-hardening grades. In the evolution of such P/M materials, a series of powder grades have been introduced and utilized in a sinter-hardening capacity. These materials have included Ancorsteel 2000, Ancorsteel 4600V, Ancorsteel 85 HP, and Ancorsteel 150 HP. Numerous publications exist on the properties of these materials. The most recent innovation in sinter-hardening powders, Ancorsteel 737 SH, was introduced in 1998. This new alloy provides improvements in hardenability and compressibility over the wellestablished FLC-4608 composition. These improvements will allow fabricators to reach higher densities and mechanical performance under typical compaction and sintering conditions. The work below illustrates the performance capabilities of Ancorsteel 737 SH. EXPERIMENTAL PROCEDURE It is generally well known that copper and graphite additions have a dramatic effect on the properties of sinter-hardenable materials. Therefore, it becomes extremely important to fully characterize any sinter-hardening base material by investigating a range of premix compositions. Due to the alloy content’s tendency to shift the eutectoid carbon content of a system, each base powder is likely to have its own ‘optimum’ premix composition(s) [7]. 3 In an effort to screen premix compositions of Ancorsteel 737 SH for automotive applications, in excess of 15 premix compositions were investigated. In addition, a concurrent study of high temperature sintering (1260 ºC in 50 v/o N2 / 50 v/o H2 with standard cooling) was undertaken in order to increase the properties of select Ancorsteel 737 SH premixes for use in more demanding automotive applications. A 230 kg premix was made for each composition. The copper used was ACuPowder 8081, the nickel was Inco 123, and the graphite was Asbury 3203 HSC. In all cases, 0.75 w/o Lonza Acrawax C was added to the mixes. Tensile tests were conducted on machined, threaded tensile specimens with a gauge length of 25.4 mm and a nominal diameter of 5.08 mm. Due to the apparent hardness of the material, tensile specimens were machined by grinding. All conventionally sintered specimens were compacted at 415 MPa, 550 MPa, and 690 MPa, while high temperature sintered specimens were pressed to a nominal 7.0 g/cm3 . All test pieces were sintered under production conditions. An Abbott furnace was used in the study of all conventionally sintered specimens. The furnace was equipped with a VARICOOL post sintering cooling system, which combines radiant and convective cooling to accelerate the cooling capabilities of the continuous belt furnace. The conventional production cycle was as follows: Sintering Temperature: 1140 ºC Atmosphere: 90 v/o N2 , 10 v/o H2 Belt Speed: 12.5 cm/min VARICOOL Setting: 60 Hz Time at Temperature: 30 minutes Post-Sinter Temper: 205 ºC for 1 hour in air All high temperature sintering was conducted in a 305 mm CM pusher furnace according to the following production conditions: Sintering Temperature: 1260 ºC Atmosphere: 50 v/o N2 , 50 v/o H2 Cooling: Standard Cooling Section Time in Hot Zone: 42 minutes Post-Sinter Temper: 205 ºC for 1 hour in air Apparent hardness measurements were performed on the surface of the specimens using a Rockwell hardness tester. All measurements were conducted on the Rockwell C scale (HRC) for ease of comparison. Transverse rupture strength and dimensional change from die size were measured according to ASTM B 528 and B 610. Tensile testing was performed on a 267 kN Tinius Olsen universal testing machine at a crosshead speed of 0.635 mm / minute. Elongation values were determined by utilizing an extensometer with a range of 0 to 20%. The extensometer was left on until failure. CANDIDATES FOR AUTOMOTIVE APPLICATIONS Conventional (1140 ºC) Sintering with Accelerated Cooling In the scope of the initial premix screening, only minor increases in apparent hardness were observed at admixed graphite levels beyond 0.7 w/o. This lack of apparent hardness gain seemed to show the robustness of Ancorsteel 737 SH and the presence of an ‘apparent hardness plateau’ under the production conditions considered. The effect of carbon content on mechanical properties was especially evident in the TRS data trend shown in Figure 1. Irrespective of copper content, transverse rupture strength was seen to peak at the 0.7 w/o admixed graphite level (0.63 w/o sintered carbon). 4 215 1450 2 w/o Copper 200 1350 1250 185 1150 170 1050 155 TRS (10 3 psi) TRS (MPa) 1 w/o Copper No Copper 140 950 850 0.35 0.45 0.55 0.65 0.75 Sintered Carbon (w/o) 0.85 125 0.95 FIGURE 1: Transverse Rupture Strength as Function of Sintered Carbon Content for Specimens Compacted at 550 MPa, Sintered at 1140 ºC, and Tempered at 205 ºC Beyond the peak at 0.7 w/o graphite content, transverse rupture strength was thought to decrease due to lower Ms temperatures (with increasing graphite content) and more retained austenite. Although a similar peak was seen in yield strength data, ultimate tensile strength values did not follow this trend. The effect of copper can clearly be seen in Figure 1. A 1 w/o copper addition produced a marked increase in transverse rupture strength values over the entire range of carbon contents. However, when copper was increased to 2 w/o, no appreciable increases in transverse rupture strength were observed. A similar effect was seen with yield strength. This result seemed to suggest that, for strength and economy, a 1 w/o copper addition was optimum under the production conditions studied. When all premixes were compared, a 1 w/o copper + 0.7 w/o graphite composition presented the most interesting combination of apparent hardness, strength, and ductility. The mechanical properties attainable with this composition were seen to closely mirror those achieved by the commonly used 2 w/o copper + 0.9 w/o graphite composition. In fact, the yield and tensile strengths of the 1 w/o copper + 0.7 w/o graphite premix tended to be 10-15% higher than that of the 2 w/o copper + 0.9 w/o graphite material. Sintered carbon levels above the 0.65 - 0.75 w/o range were found to adversely affect the mechanical properties of Ancorsteel 737 SH without substantially boosting properties in other key areas (i.e. apparent hardness). 5 The yield and ultimate tensile strengths of Ancorsteel 737 SH specimens are presented in Figure 2. The balance of data for these premixes, collected at a compaction pressure of 690 MPa, is shown in Table IV. 200 0.2% YS 150 1035 100 690 50 345 0 0 0.8w/o Gr 1w/o Cu + 0.7w/o Gr 1.5 w/o Cu + 0.8w/o Gr Strength (MPa) Strength (103 psi) UTS 2 w/o Cu + 0.9w/oGr FIGURE 2: Strengths of Ancorsteel 737 SH Specimens Compacted at 690 MPa , Sintered at 1140 ºC with Accelerated Cooling, and Tempered at 205 ºC Once again, it was observed that increasing copper and graphite additions beyond 1.0 w/o and 0.7 w/o, respectively, led to only minor changes in apparent hardness values. Furthermore, 1 w/o Cu + 0.7 w/o graphite and 1.5 w/o Cu + 0.8 w/o graphite premixes exhibited nearly identical mechanical properties while higher graphite additions in the 2 w/o Cu + 0.9 w/o graphite material, a commonly used sinter-hardening composition, caused a decline in mechanical performance. Further work is in progress studying the rotating bending fatigue and rolling contact fatigue of these materials. Premix 1 2 3 4 Cu (w/o) Gr Green Sint. Dimensional Apparent UTS 0.2% YS (w/o) Density Density Change (%) Hardness (MPa) (MPa) (g/cm3) (g/cm3) (HRC) -0.8 7.04 7.01 +0.22 39 1000 890 1.0 0.7 7.05 7.02 +0.27 37 1215 985 1.5 0.8 7.06 7.01 +0.26 39 1195 915 2.0 0.9 7.06 7.03 +0.15 39 1105 795 TABLE IV: Tempered Properties of Ancorsteel 737SH Premix Candidates 6 High Temperature (1260 ºC) Sintering with Standard Cooling The employment of high temperature sintering was seen to impact all properties of the sinterhardenable premixes. In this effort, particular attention was paid to apparent hardness and tensile properties. As previously shown, a 1 w/o Cu – 0.7 w/o graphite premix processed at conventional sintering temperatures with accelerated cooling yielded the best combinations of strength and apparent hardness. However, given the extremely slow cooling rates inherent in high temperature furnaces employing standard cooling sections, it was hypothesized that lower graphite contents would be detrimental to apparent hardness during high temperature sintering. For this reason, graphite contents below 0.9 w/o were only utilized in premixes containing 2 w/o nickel or copper. The data collected for all the “high temperature study” premix compositions are presented in Table V. Not surprisingly, premix compositions were found to have a tremendous effect on the apparent hardness values obtained. More specifically, the data suggested that admixed copper and/or nickel additions were vital for a significant sinter-hardening response under the conditions considered. In contrast, previous work illustrated the ability to achieve high apparent hardnesses at lower sintering temperatures with graphite alone [8]. Given the inherently slow cooling rates in high temperature furnaces, the thorough diffusion of copper and/or nickel was thought to increase the hardenability of the compact and allow for significant martensitic transformation. Sintered Apparent Y.S. UTS Elong. Density Hardness (MPa) (MPa) (%) 3 (g/cm ) (HRC) --0.9 7.00 580 765 2.9 13 0.5 -0.9 6.98 605 815 2.4 16 1.0 -0.9 6.99 625 840 2.3 23 1.5 -0.9 6.99 760 1040 1.5 40 2.0 -0.9 6.99 780 1045 1.4 41 2.0 -0.7 6.95 850 1165 2.0 31 -1.0 0.9 7.04 660 915 2.1 24 -2.0 0.7 7.07 745 1055 2.4 30 -2.0 0.9 7.08 695 1100 1.7 38 3 TABLE V: Properties of Ancorsteel 737 SH Specimens Compacted to 7.0 g/cm , Sintered at 1260 ºC, and Tempered at 205 ºC Copper (w/o) Nickel (w/o) Graphite (w/o) The primary goal of the high temperature sinter-hardening effort was to increase tensile properties in order to meet more stringent application requirements. Specifically, it was hoped that elongations of at least 2% could be attained at strength levels greater than or equal to those seen in conventional processes. As evidenced by the data in Table V, this effort was somewhat successful. Ductility goals were met in specimens whose apparent hardnesses ranged from 13 to 30 HRC. The most significant results were seen in both the 2 w/o copper + 0.7 w/o graphite and 2 w/o nickel + 0.7 w/o graphite mixes. In addition to achieving high strength levels and adequate hardnesses for many existing applications, elongation values were 2% or higher. Furthermore, it was determined that adding 0.7 w/o graphite instead of 0.9 w/o in a 2 w/o copper mix resulted in higher strength and ductility. Similar results were observed in conventionally processed premixes of the new sinterhardening material containing copper [8]. However, the effect of carbon level in 2 w/o nickel mixes was mixed since yield strength and elongation increased, but ultimate tensile strength decreased. A more extensive investigation is planned to optimize premix compositions for high temperature sintering. 7 It is extremely important to recognize that a vast array of processing options and properties still remain unexplored. Both rolling contact fatigue and rotating bending fatigue behaviors are likely to respond favorably to the increase in sintering temperature as pore morphologies change and the degree of sinter increases. Finally, this material system and the P/M industry may benefit immensely from the commercial introduction of accelerated cooling / conveyance systems for high temperature furnaces. CONCLUSIONS When conventional sintering temperatures (1140 ºC) are coupled with accelerated cooling, an Ancorsteel 737 SH premix containing 1 w/o copper + 0.7 w/o graphite was found to provide the best combination of tensile properties and apparent hardness. When carbon levels were increased beyond 0.7 w/o, a decrease in strength was observed due to the formation of retained austenite. Hence, under the production conditions considered, 2 w/o copper + 0.9 w/o graphite specimens exhibited lower tensile and yield strengths than 1w/o copper + 0.7 w/o graphite specimens. Sinter-hardening was achieved by high temperature sintering (1260 °C) Ancorsteel 737 SH premixes containing either graphite and copper or graphite and nickel. However, as a consequence of slow cooling rates, copper or nickel additions were imperative to achieving an acceptable sinter-hardening response. Lowering graphite additions from 0.9 w/o to 0.7 w/o in the presence of 2 w/o copper caused an increase in both strength and ductility. Although a mixed effect was observed in a 2 w/o nickel mix, higher ductility resulted when graphite was reduced from 0.9 w/o to 0.7 w/o. ACKNOWLEDGMENTS The authors wish to thank George Fillari, Ronald Fitzpatrick, Gerry Golin, Steve Kolwicz, and Thomas Murphy for preparing, packing, testing, and analyzing specimens. In addition, thanks go to John Butterfuss of Alpha Sintered Metals, Inc. for imparting his processing expertise to this effort. REFERENCES 1. Rutz, H., Hanejko, F., “High Density Processing of High Performance Ferrous Materials”, Advances in Powder Metallurgy & Particulate Materials, Vol. 5, Metal Powder Industries Federation, Princeton, NJ, 1994, pp. 117-133. 2. Causton, R.J., James, W.B., Fulmer, J.J., “Performance Characteristics of a New SinterHardening Low-Alloy Steel”, Advances in Powder Metallurgy, Vol. 5, Metal Powder Industries Federation, Princeton, NJ, 1991, p.91. 3. Davala, A.B., Graham, A.H., Causton, R.J., “Application of High Performance Materials and Processes - Alloy Systems”, Advances in Powder Metallurgy & Particulate Materials, Metal Powder Industries Federation, Princeton, NJ, 1998, p.181. 4. Baran, M., “Development of Sinter-Hardenable Ferrous Powders”, Sinter-Hardening Seminar, Metal Powder Industries Federation, Cleveland, OH, April 13-14, 1999. 5. Kim, Young S., “Powder Metal Challenges for Current and Future Automatic Transmission Applications”, Oral Presentation Only, 1999 International Conference on Powder Metallurgy & Particulate Materials, June 20 - 24, Vancouver, BC. 6. Hall, D.W., Mocarski, S. “Update on P/M Automotive Applications”, The International Journal of Powder Metallurgy & Powder Technology, Vol. 21, No.2 , American Powder Metallurgy Institute, 1985, p.79. 7. Bain, E.C., Paxton, W., Alloying Elements in Steel, American Society for Metals, Metals Park, Ohio, 1966, pp. 97-113. 8. Baran, M.C., Graham, A.H., Davala, A.B., Causton, R.J., Schade, C., “A Superior SinterHardenable Material”, Advances in Powder Metallurgy & Particulate Materials–1999, Vol. 2, Part 7, p.185, Metal Powder Industries Federation, Princeton, NJ. 8