PRE-ALLOYED BORON IN POWDERED METAL (P/M) STAINLESS STEELS Hoeganaes Corporation
advertisement
 STAINLESS STEELS Hoeganaes Corporation")
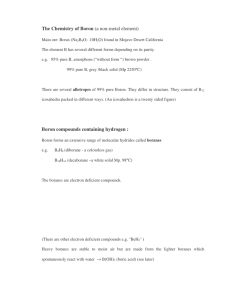
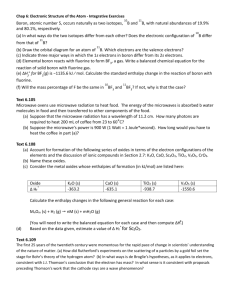
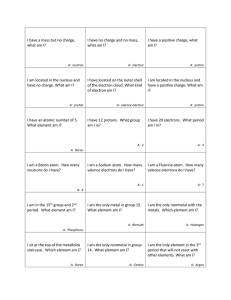
PRE-ALLOYED BORON IN POWDERED METAL (P/M) STAINLESS STEELS Chris Schade and John Schaberl Hoeganaes Corporation Cinnaminson, NJ 08077 Sanjay N. Thakur and Vaidehi C. Dongre Hazentec, L.L.C. Hazentec, AR 72064 ABSTRACT The demand for high-density stainless parts continues to grow as P/M continues to battle conventional stainless. The compressibility and hence the final sintered density of P/M stainless steels are limited due to their high alloy content. The addition of boron allows P/M to produce nearly full density parts that achieve mechanical properties similar to wrought materials. By adding boron to the melt prior to atomizing, the segregation of boron is minimized leading to a more uniform microstructure and properties. The present work will examine the role of pre-alloyed boron in both austenitic and ferritic stainless steels. Experimental work will involve the measurement of green and sintered properties. Using the laboratory experiments as a guide, specimens will be sintered in production furnaces to determine the performance of various grades of boron containing stainless steels. The specimens will be evaluated for density distribution, dimensional stability and mechanical properties. INTRODUCTION The use of boron in P/M stainless steels has proven to be an excellent method to improve the sintered density of the final part.1-3 Boron can be added in the form of elemental powders or pre-alloyed in the steel prior to atomizing. In both cases the boron forms a low melting eutectic that allows for liquid phase sintering. The pore structure of a conventional P/M 316L stainless steel is compared to that of a pre-alloyed 316L with .15% boron in Figure 1. The need to control boron levels accurately is important because excessive boron leads to precipitates or excessive eutectic phase at the grain boundary, both of which will embrittle the part and deteriorate performance. Previous work has suggested that boron levels of 0.15 to 0.25 weight percent can be used favorably in 316L to enhance mechanical properties. Table I shows that the physical properties of the P/M 316L with boron approaches those of the wrought version. (a) (b) Figure 1. Porosity distribution in (a) 316L with boron and (b) conventional 316L. Prasan et al4, have shown that high densities achieved by using boron in 316L leads to low levels of crevice corrosion for the P/M steels. Other studies5 have shown that the salt spray corrosion resistance of the 316L with boron out-performs P/M stainless steels designed for improved corrosion resistance (such as 316L with copper and tin additions). These works have shown that as the interconnected porosity is eliminated in the P/M steels, most forms of corrosion resistance improve. Table I. Tensile properties of P/M 316L with boron and wrought 316L. Pressure (MPa) (tsi) Material Wrought 316L 1 P/M 316L with .25% Boron 690 1 50 UTS (MPa) (103 psi) 483 70 490 71 0.20% OFFSET Elongation (MPa) (103 psi) (%) 172 220 25 32 30 28 ASTM A479 (Specification for Annealed Bar) Despite all the benefits shown by the use of boron in P/M 316L there has been little commercial acceptance of the grade. As shown by previous researchers, the processing of alloys using liquid phase sintering requires an understanding of the alloy system and processing parameters such as compaction characteristics, heating rate, sintering temperature and atmosphere.6-12 Powder characteristics such as particle size and shape can also play an important role in the final density of the P/M part. EXPERIMENTAL PROCEDURES Most of the previous work using boron has focused on the use of elemental boron or boron-containing compounds (i.e. ferro-boron or nickel boron) admixed to water atomized stainless steel powders. Most of the studies have focused on using 316L stainless steel as the base powder. While these methods have proven effective, the advantages to pre-alloying the boron in the melt prior to atomization include cost savings and a more uniform distribution of boron in the powder. In order to understand the manufacturing of stainless steel powders with pre-alloyed boron, four grades of stainless steel were produced. To determine the amount of boron to put in the pre-alloys a series of 316L powders with various boron levels were sintered at various temperatures in a hydrogen atmosphere. 316L was chosen because of the successful history of liquid phase sintering with the alloy. The results of these tests are shown in Table II. The sintering temperatures were chosen because they represent a realistic target for production furnaces. From this work it was determined that the optimum boron content for the prealloys was between 0.15 and 0.25%. Table II. Optimization of sintered density for 316L pre-alloyed with boron. Temperature Sintered Density (g/cm3) (oC) 1232 1246 1260 1274 (oF) 2250 2275 2300 2325 0% Boron 0.05% Boron 0.15% Boron 0.25% Boron 7.00 6.99 7.26 7.60 7.02 7.00 7.36 7.69 7.04 7.02 7.50 7.72 7.06 7.09 7.77 7.74 0.75% Acrawax C used as lubricant and Compacted at 690 Mpa (50 tsi). Much of the current knowledge on boron containing stainless steel has been developed using 316L. In order to determine if boron can be used as a general additive several grades of stainless steel were produced. These include 409CB, 410L, 316L and a highly alloyed 316L (Table III). The highly alloyed 316L is a composition studied in an early patent by Reen.3 The author has suggested that the eutectic that forms the liquid phase may be influenced by the base chemistry of the powder. The significant levels of molybdenum and nickel in this alloy may lead to a different composition of eutectic than the other alloys; therefore it was included in this study. 409Cb and 410L are commonly used in P/M and should form a simple iron-chromium eutectic. Table III. Chemical Composition of pre-alloyed boron powders. Type 409Cb 410L 316L 316L PLUS C (%) 0.013 0.021 0.014 0.016 S O (%) (%) 0.007 0.25 0.008 0.14 0.008 0.150 0.006 0.46 N (%) 0.013 0.003 0.019 0.022 P (%) 0.013 0.008 0.015 0.015 Si (%) 0.80 0.80 0.83 0.80 Cr (%) 12.00 11.91 17.30 18.60 Ni (%) 0.04 0.06 13.10 18.40 Cu (%) 0.03 0.03 0.03 0.03 Mn (%) 0.11 0.20 0.12 0.14 Mo (%) 0.07 0.02 2.31 3.70 Cb (%) 0.40 ------- B (%) 0.15 0.17 0.24 0.17 All powders were water atomized and screened to a nominal –100 mesh. The powders had a minus 325-mesh content of 20 to 35% with apparent densities between 2.85 and 3.0 g/cc. In future discussion the boron containing grades shown in Table III will be designated as 316LB, 410LB, 409LB and 316LB Plus. RESULTS AND DISCUSSION The pre-alloyed boron powders processed very similarly to normal water atomized stainless steel powders. The only major differences were in the materials green density and green strength. Figure 2 shows the green density of 409LB and 316LB over a range of compaction pressures. The 409LB is compared to the conventional 409Cb and it can be seen that the green density decreases significantly (0.15 g/cm3) when boron is added. The 316LB was compared to a conventional 316L with 0.20 weight percent Ferro-boron admixed. The addition of Ferro-boron to conventional 316L has little or no effect on compressibility, but the addition of boron as a pre-alloy drops the green density by approximately .30 g/cm3 at a given compaction pressure. It is evident that the boron in the pre-alloys actually acts as a solid solution strengthener and the powder is not as compressible as when the boron is added as a pre-mixed additive. The lower green strength of the pre-alloyed boron materials appears to be related to the lower green density since the powder shape and apparent density were very similar to the same grades without the pre-alloyed boron. Compaction Pressure (MPa) 345 395 445 495 545 595 645 695 745 7 Green Density (g/cm3) 6.8 6.6 6.4 6.2 6 5.8 5.6 25 30 35 40 45 50 55 Compaction Pressure (tsi) 409LB 409CB 316L 316L with FB Figure 2. Green density of powders with and without boron additions. The role of boron in the densification of the four alloys is evident by their high sintered density as shown in Table IV. For grades without boron, under normal processing conditions, ferritic grades achieve around 94% of theoretical density while the austenitic 316L achieve around 90% of theoretical density. It appears from this work that a wide range of stainless PM alloys can take advantage of liquid phase sintering with prealloyed boron. Table IV. Sintered density of boron prealloys. Pressure Material 409LB 410LB 316LB 316LB Plus (MPa) (tsi) 690 690 690 690 50 50 50 50 Sintered Density Theoretical Density (g/cm3) 7.55 7.66 7.68 7.73 (g/cm3) 7.7 7.7 8.0 8.0 Percent of Theoretical % 98 99 96 97 0.75% Acrawax C used as lubricant and sintered at 1260 oC (2300 oF) in 100% Hydrogen. Sintering Temperature It is well known in the P/M industry, that as the density of the part increases so do all of its mechanical and corrosion properties. In general, higher sintering temperature leads to higher sintered densities and therefore better mechanical properties. In order to form the liquid phase the temperature of the part must exceed the solidus temperature. However, above the solidus temperature there is a temperature at which the optimum amount of liquid is present. Below this temperature there is not enough liquid to aid in densification and above this temperature the excess liquid swells or distorts the part (commonly called slumping). Higher temperatures also lead to grain growth and micro-structural changes that can lead to poor mechanical properties. Unlike conventional sintering, with the use of boron there is an optimum sintering window that must be targeted. Figure 3 shows the sintered density of the various pre-alloyed boron grades versus sintering temperature. Above 1274 oC (2325 oF) the hardness of the materials started to decline indicating grain coarsening. Also, as will be discussed later, the dimensional stability of the alloys started to degrade as measured by rectangularity of the TRS specimens. Above a sintering temperature of 1232 oC (2250 oF) the transverse rupture bars were too dense and ductile to break and simply bent. Therefore, final density was used as the measurement for degree of sinter. Temperature (C) 1225 1230 1235 1240 1245 1250 1255 1260 1265 1270 1275 1280 7.85 Sintered Density (g/cc) 7.8 7.75 7.7 7.65 7.6 7.55 7.5 7.45 7.4 2240 2250 2260 2270 2280 2290 2300 2310 2320 2330 Temperature (F) 409LB 316LB 316LB Plus 410LB Figure 3. Sintered density of boron containing grades versus sintering temperature. Particle Size Distribution Table II shows the temperature window to achieve high densities can be lowered and widened with increasing boron levels. Several investigators have suggested that finer particle sizes would lower the temperature window for densification.6, 13 In fact, most tool steels that are liquid phase sintered use powder which is finer then the normal –100 mesh powder used in stainless steels. Technology is being developed that allows for the agglomeration of fine powders that then can be used for press and sinter applications. In order to determine the effects of particle size on the sintering window, a batch of powder with the same chemistry as the 316L with boron shown in Table III but with a finer particle size was produced. This material was then mixed with the coarser –100 mesh powder to form the particle size distributions shown in Table V. In addition, the fine 316L with boron was agglomerated with polyvinyl-alcohol at a concentration of 0.15%. This agglomerated powder was then mixed with 0.75% Acrawax C and pressed and sintered in the same fashion as normal molding grade powders. Figure 4 shows the sintering response for these materials as a function of sintering temperature. Table V. Particle size distributions of 316L with boron (in micrometers). Material Fines PSD1 PSD2 -100 Agglomerated Particle Size Distibution of 316LB D50 D90 D10 14.60 34.40 68.60 21.60 50.60 118.10 23.10 52.20 120.50 29.00 60.90 119.10 16.20 37.60 78.80 Temperature (C) 1140 1160 1180 1200 1220 1240 1260 1280 8 Sintered Density (g/cm3) 7.8 7.6 7.4 7.2 7 6.8 6.6 2050 2100 2150 2200 2250 2300 2350 Temperature (F) 316L 25/75 316L 50/50 Agg. 316L 316L Figure 4. Effect of particle size on sintered density of boron containing 316L. From the results in Figure 4 it can be seen that the particle size distribution can lower the sintering temperature by 25 to 50 degrees. However consideration should be given to the potential complications of compacting finer powders, such as tool wear and ejection forces. Compaction and Distortion In order to achieve high sintered densities the green density of the compact must be high enough to prevent excessive shrinkage. The green density must also be uniform so that part distortion is kept to a minimum. Table VI shows the green density, sintered density, shrinkage and distortion measured as a function of compaction pressure. The distortion was measured as the difference in length of the opposing sides of a 3.18 cm (1.25-inch) long transverse rupture specimen. In all cases a high compaction pressure was necessary to achieve close to full density. The boron containing grades are lower in compressibility than the standard grades due to the solid solution strengthening of the boron. However, despite this fact, high sintered densities and reasonable dimensional change can be achieved at a reasonable compaction tonnage (690 MPa or 50 tsi). Even at the lower compaction tonnages the sintered density of the boron containing grades is significantly higher than the same grades without boron. However, the large shrinkages may be difficult to deal with in a production setting. The distortion of the transverse rupture specimens seemed to be insensitive to compaction tonnage. The austenitic grade of 316LB had the least distortion while the ferritic grades had the most distortion. Previous authors have noted that carbon levels in boron containing stainless are generally higher due to the reduced level of oxygen (which reacts with the boron). 4 In austenitic stainless steels, this level of carbon will not impact the microstructure. However, there may be enough carbon in the ferritic grades to form martensite. This could possibly explain the higher distortion values for the ferritic grades. This could be further supported by the fact that the distortion does not change with compaction pressure. Table VI. Sintered density and distortion versus compaction tonnage. Pressure Distortion (HRB) (mm) (in) 30 -6.79 52 0.1270 0.005 550 40 7.39 -6.24 79 0.1016 0.004 690 50 7.55 -5.66 80 0.1270 0.005 415 30 7.17 -7.42 78 0.3048 0.012 550 40 7.40 -6.42 92 0.3556 0.014 690 50 7.66 -6.19 98 0.3556 0.014 415 30 7.26 -6.27 54 0.0254 0.001 550 40 7.51 -5.55 64 0.0254 0.001 50 7.68 -4.99 67 0.0508 0.002 (tsi) 409LB 415 690 o Hardness (%) (MPa) 316LB D.C. (g/cm3) 7.09 Material 410LB Sintered Density o Sintered at 1260 C ( 2300 F), in 100% hydrogen. Furnace Atmosphere and Heating Rate It has already been shown that boron containing stainless steels must be sintered in pure hydrogen in order to achieve high densities.12 Even atmospheres containing as little as 25% nitrogen leads to the formation of boron nitride precipitates which impede sintering. As has been previously noted, boron grades of stainless steel generally have higher carbon levels and therefore the carbon potential of the furnace should also be kept low. Three types of furnaces were used in this study, mainly to determine the effect of heating rate (discussed below). The first furnace was a continuous belt furnace, which had a dew point of –40 oC and was run with a pure hydrogen atmosphere. The only nitrogen in the system was a nitrogen curtain at the end of the furnace used to prevent air ingress. The nitrogen flow rate was such that this accounted for only 2% of the furnace atmosphere (the balance being hydrogen). Despite this low flow rate, the test specimens finished with nitrogen contents above 0.1%. This led to poor sintered density and poor mechanical properties. The second furnace was a pusher-type furnace with a 100% hydrogen atmosphere, but a slightly higher carbon potential. No nitrogen was required to purge the furnace exit due to mechanical seals. The nitrogen contents of the parts sintered in this furnace were around 0.04%. Due to the higher carbon potential in this furnace the ferritic grades had a final sintered carbon of around 0.05%. Finally, the parts were sintered in continuous furnace that had a low dew point, low carbon potential and 100% hydrogen atmosphere. These parts exhibited low carbon and low nitrogen contents, however the final density of the parts was effected by the heating-rate (discussed below). Table VII summarizes the results of the furnace atmosphere on the carbon, oxygen and nitrogen of the parts. Table VII. Typical carbon, nitrogen and oxygen levels for various test furnaces. Type Carbon (%) Nitrogen Oxygen (%) (%) Furnace 1 0.020 0.100 0.25 Furnace 2 0.060 0.050 0.30 Furnace 3 0.014 0.008 0.33 Description Continuous, Nitrogen Safety Curtain, Low Dew-Point-Low Carbon Potential Pusher, 100% Hydrogen, High Carbon Potential Continuous, No Nitrogen, Low Dew-Point Low Carbon Potential It has been suggested that the heating rate can impact the liquid phase sintering response of a material.6 In the case of boron, which tends to be a surface-active element, slower heating rates allow for homogenization of the alloy. This leads to fewer compositional gradients and can lead to slower diffusion rates. This results in less densification. The furnaces previously described were used to determine the effects of heating rate on final density. Furnace 2 was used to create two different heating rates as shown in Table VIII. Both materials were heated to 1260 oC (2300 oF) and held at temperature for 45 minutes. It can be seen that the slower heating rate led to a lower final sintered density, presumably from the homogenization of the boron. This was also supported by a sintering trial performed in the production furnace (Furnace 3). The material was heated to a temperature of 1288 oC (2350 oF) and held for 45 minutes. According to Figure 4, this should have led to a higher sintered density for all the various grades, but Table VIII shows that the densities of the materials in the production furnace are far less then expected despite low levels of carbon and nitrogen. Therefore it appears that heating rate plays an important role in the final densification of the materials. Table VIII. The effect of heating rate on sintered density. Heating Rate Sintered Density (oC/sec) 1.4 (oF/sec) 2.5 (g/cm3) 7.68 0.28 0.5 7.43 PROD. PROD. 7.38 410LB PROD. PROD. 7.32 409LB PROD. PROD. 7.24 316LB Plus PROD. PROD. 7.63 Material 316LB CONCLUSIONS • Both austenitic and ferritic stainless steels can be pre-alloyed with boron to achieve high sintered densities (typically 98% of theoretical). • In order to maximize green density, sintered density and green strength the boron level should be kept between 0.15 and 0.25% percent. • High sintered densities of boron containing stainless steels can be achieved at temperatures typically used to process conventional stainless steels. • A finer particle size distribution can lower the sintering temperature necessary for densification. • A finer particle size distribution can also increase the sintered density at a given sintering temperature. • Compaction tonnages of 50 tsi are required to maximize density of boron containing stainless steels. • Distortion of test specimens was dependent on the grade of stainless steel. • To maximize sintered density a furnace atmosphere that is free of nitrogen, has a low carbon potential and a low dew point is needed. • Heating rate of the sintering furnace impacts the final sintered density in boron containing alloys. Faster heating rates are necessary to achieve high sintered densities. REFERENCES 1. Rajiv Tandon, Yixiong Liu and Randall German, High Density of Ferrous Alloys via Supersolidus Liquid Phase Sintering, Advances in Powder Metallurgy and Particulate Materials, Vol. 2, pp.5-27 to 5-36, 1995, MPIF- Princeton, NJ. 2. Reen, O.R., “Sintered Liquid Phase Stainless Steel,” U.S. Patent No. 3,980,444. 3. Reen, O.R., “Sintered Liquid Phase Stainless Steel,” U.S. Patent No. 4,032,336. 4. Prasan K. Samal and Joesph B. Terrell, “Corrosion Resistance of Boron Containing P/M 316L, Advances in Powder Metallurgy and Particulate Materials, Part 7, pp. 7-17 to 7-30, 2000 MPIF- Princeton, NJ. 5. C.T. Schade and John Schaberl, “Development of Stainless Steel and High Alloyed Powders ”, International Conference on Powder Metallurgy and Particulate Materials, June 2004, MPIF- Princeton, N.J. 6. Randall M. German, “Supersolidus Liquid Phase Sintering Part I: Process Review,” International Journal of Powder Metallurgy, January 1990, Vol. 26, No. 1, pp. 23-34. 7. Randall M. German, “Supersolidus Liquid Phase Sintering Part II: Process Review,” International Journal of Powder Metallurgy, January 1990, Vol. 26, No. 1, pp. 35-43. 8. L. Cambal and J.A. Lund, “Supersolidus Sintering of Loose Steel Powders,” International Journal of Powder Metallurgy, July 1972, Vol. 8, No. 3, pp. 131140. 9. G.S. Upadhyaya and A. Bhattacharjee, “Liquid Phase Sintering of Binary Copper Alloys,” International Journal of Powder Metallurgy, January 1991, Vol. 27, No. 1, pp. 23-27. 10. R.Tandon and R.M. Geraman, “Sintering and Mechanical Properties of A BoronDoped Austenitic Stainless Steel,” International Journal of Powder Metallurgy, 1998, Vol. 34, No. 1, pp. 40-49. 11. C. Toennes, P. Ernst, G. Meyer and R.M. German, “Full Density Sintering By Boron Addition in a Martensitic Stainless Steel,” Advances in Powder Metallurgy and Particulate Materials, Volume 3, pp. 371 to 381, 1992, MPIF- Princeton, NJ. 12. A. Molinari, J. Kazior, F. Marchetti, R. Canteri, I. Cristofolini and A. Tiziani, “ Sintering Mechanisms of Boron Alloyed AISI 316L Stainless Steel,” Powder Metallurgy, 1994 Vol. 37, No. 2, pp. 115-122. 13. A.F. Sanin, D.M. Karpinos, V.I. Kalinichenko and V.A. Dororatskii, “Special Features of The Structure of Powdered High-Speed Steel After Sintering in the Presence of Liquid Phase,” Soviet Powder Metallurgy and Metal Ceramics, Vol. 25, No. 3, pp.202-206.