EFFECT OF MICROSTRUCTURAL INHOMOGENEITIES
advertisement

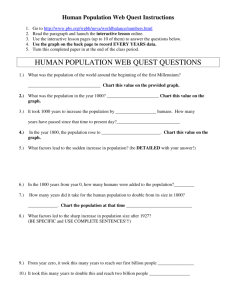
EFFECT OF MICROSTRUCTURAL INHOMOGENEITIES ON THE MECHANICAL PROPERTIES OF HYBRID P/M STEELS Suleyman Saritas*, Robert Causton**, W. Brian James**, and Alan Lawley*** *Gazi University, Department of Mechanical Engineering, Maltepe/Ankara, 06570, TURKEY (Currently, Visiting Department of Materials Engineering, Drexel University, Philadelphia, PA 19104) **Hoeganaes Corporation, Cinnaminson, NJ 08077 ****Department of Materials Engineering, Drexel University, Philadelphia, PA 19104 ABSTRACT The effect of microstructural inhomogeneities on the tensile and impact response of a prealloyed (FL-4405) and two hybrid (FLC2-4405 and FLN2-4405) P/M steels was investigated. Tensile and impact response, microstructures, pore characteristics and fracture modes were determined in the sintered, quenched + tempered and sinterhardened conditions. Sintering temperatures of 1120°C (2050°F) and at 1260°C (2300°F) were utilized and densities in the range 7.0 - 7.4 g/cm3 were achieved by single and double pressing and sintering. Over this sintered density range, tensile strength increases by >30%. In the quenched + tempered condition tensile strength exceeds 1000 MPa. Tensile properties are rationalized in terms of the attendant microstructures and modes of fracture. INRODUCTION Over the last two decades there has been an increasing demand for high performance powder metallurgy (P/M) steels, prompted primarily by the automotive industry. This has resulted in the development of several commercially viable alloy compositions [1-24]. The mechanical properties of P/M steels are related directly to their microstructure and the level of porosity [25-35]. In addition, the alloying mode has a significant effect on the microstructure and pore morphology in sintered steels. There are four major and distinct alloying methods used for formulating P/M steels and these establish a classification for the steels: admixed, partially alloyed, prealloyed and hybrid [1, 9, 14, 16, 20]. Admixed - Alloying additions are made to the base iron powder in the form of elemental or ferroalloy powders. This is the least expensive and most commonly used alloying method. Partially Alloyed (Diffusion Alloyed) - Alloying additions are diffusion alloyed to the base iron particles in order to retain most of the compressibility of the base iron. Prealloyed - Alloying elements (except carbon) are added to the melt before atomization. This results in a homogeneous microstructure. Prealloyed powders, with molybdenum as the principal alloy addition, have been developed with a comp- 1 ressibility approaching that of iron powder. Hybrid Alloys – They are based on a highly compressible prealloyed powder which includes alloying additions to improve strength and hardenability. P/M steels with high hardenability develop microstructures containing a significant fraction of martensite in the as-sintered condition [6, 20, 36-39]. Accelerated cooling rates can be achieved in the sintering furnace (> 5 ºC/s), which permits larger parts to be sinter-hardened. In this way problems related to the oil quenching of porous P/M steels, primarily oil penetration, are eliminated and there is less distortion in the parts due to the lower cooling rate. The sinter-hardening response of commercial ferrous powder alloys may be estimated from Jominy hardenability data. Recent work by Skena et al [40], carried out in support of the MPIF P/M materials standards development program, provides a basis for comparing the relative hardenabilities of different steels. In order to make a direct comparison between various P/M steels, the comparison must be made at the same sintered density - because the hardness values obtained in the Jominy end-quench test are a function of sintered density. Although prealloyed steels exhibit homogeneous microstructures, they do not possess particularly high hardenabilities. The addition of copper and/or nickel to prealloyed steels enhances hardenability significantly, as observed in FLC-4608 [20]. In fact, for many years sinterhardened parts have been made by sintering FLC-4608 in conventional sintering furnaces. There is, however, a need for commercial P/M steel with a higher hardenability than those that are currently available so that larger P/M parts may be sinter-hardened. In the present study, the mechanical properties of one prealloyed and two hybrid P/M steels based on Ancorsteel 85HP are reported. Ancorsteel 85HP was developed in the early 1990s as a water-atomized prealloyed powder for high performance applications. The prealloyed 0.85w/o molybdenum addition provides high compressibility coupled with acceptable response to heat treatment. In previous studies, some mechanical properties of medium to high density P/M steels based on this powder have been reported [4, 5, 8, 21]. The results presented here establish a base for static and impact properties as a precursor to ongoing research on cyclic tensile testing, rotating bending fatigue and fatigue crack propagation. Three compositions, four densities, two sintering temperatures and three heat treatment conditions are under investigation. Here results on tensile and impact response at two density levels, are reported with attendant microstructures, pore characteristics and fracture morphologies. EXPERIMENTAL PROCEDURE Materials and Processing Three P/M steels based on Hoeganaes Ancorsteel 85HP were examined. The compositions and properties of the premixes (FL-4405, FLC2-4405 and FLN2-4405) are given in Table I. The source and mean size of each constituent powder are summarized in Table II. After sintering, the carbon level was 0.57w/o in each steel; oxygen levels were in the range 0.009 – 0.055w/o. Table I. Compositions and Properties of Premixes Premix* Apparent Density (g/cm3) FL-4405 3.11 FLC-4405 3.11 FLN2-4405 3.13 * MPIF Standard 35 Flow (s/50g) 29.5 29.9 29.1 Composition (w/o) Ancorsteel 85HP Copper Nickel Graphite Lubricant 98.65 96.65 96.65 0 2 0 0 0 2 0.6 0.6 0.6 0.75 0.75 0.75 2 Table II. Powder Source and Characteristics Powder Ancorsteel 85HP Nickel (123) Copper (8081) Graphite (3203HS) Lubricant (Acrawax C) Source Hoeganaes Inco Acupowder Asbury Lonza Type Water atomized Carbonyl Water atomized Milled Atomized Mean size, d50, (m) 100 5 60 10 - A batch size of 227 kg (500 lb) was mixed for each of the three alloys in the Hoeganaes pilot plant using the ANCORBOND process. To achieve a green density of 7.0 g/cm3 the powder was pressed uniaxially at 550 MPa (80 ksi) pressure. A higher green density of 7.4 g/cm3 was obtained by double pressing at 550/550 MPa pressure and double sintering (DPDS). The dimensions of the tensile and Charpy test pieces were 12.7x12.7x100 mm and 10x10x55 mm, respectively. Sintering was carried out in an Abbott ceramic belt high temperature furnace in an atmosphere of 75v/o hydrogen - 25v/o nitrogen for 30min. For DPDS, the compacts were sintered first at 790 °C (1450 °F). The furnace was equipped with a Varicool cooling zone to provide accelerated cooling from the sintering temperature. The sintering and heat treating conditions employed in the present study are summarized in Table III. For heat treatment, test pieces were austenitized in a Lindberg sealed quench furnace at 900 ºC (1650 ºF) in an atmosphere of 75v/o hydrogen - 25v/o nitrogen for 30 min. The blanks were quenched into oil preheated to 70 ºC (160 ºF). Excess oil was wiped from the quenched blanks before tempering in a Blue M oven in air. Tempering was carried out at a temperature of 190 ºC (375 ºF) for 60 min. The sinter-hardened test pieces were tempered under the same conditions as the heat-treated test pieces. Table III. Sintering and Heat Treating Conditions Process Condition Sintered Sinter-Hardened Quenched + Tempered Sintered Sintering Temperature ºC (ºF) 1120 (2050) 1120 (2050) 1120 (2050) 1260 (2300) Standard 100% Varicool Standard Austenitization Temperature ºC (ºF) 900 (1650) Tempering Temperature ºC (ºF) 190 (375) 190 (375) Standard - - Cooling After Sintering Round threaded tensile test pieces were prepared according to MPIF Standard 10 [41]. The test pieces were machined from the sintered blanks, except for the heat-treated test pieces; the latter were machined oversize prior to heat treatment. The machined, sinter-hardened and heat treated test pieces were stress relieved at 190 ºC (375 ºF) to remove any residual stresses from the machining and grinding operations. No machining was applied to the Charpy test pieces [42]. Densities of the green and sintered steels were determined by the gravimetric immersion method outlined in MPIF Standard 42 [43]. Mechanical Testing Tensile tests were performed using a Tinius Olsen machine at a crosshead speed of 0.635 mm (0.025”)/min. Elongation was measured with a 25.4 mm (1”) Epsilon extensometer. The load applied and the strain were recorded continuously throughout the test. The resulting stress-strain curves were analyzed to identify the 0.2% offset yield strength, tensile strength and elongation at fracture. The Charpy impact test pieces were broken using a Baldwin impact tester. The hardness (HRA) of the test pieces was determined by means of a Mitutoyo ARK hardness tester. For each type of test, the mean of five measurements was reported for each processing condition. 3 Metallography Metallographic specimens of all test materials were analyzed by optical microscopy in the polished and etched conditions. Polished metallographic samples were also utilized to evaluate the stereological parameters of the pores (shape, size and distribution). This was accomplished with a Clemex 1024 automated image analysis system. Analysis of the pore shape was conducted to determine the average degree of circularity, where circularity is determined from the equation [44]: Circularity = 4A/(P )2 (1) where A = pore area and P = pore circumference. A form factor of unity represents a circular pore in the plane of analysis; as the number decreases from unity, the degree of irregularity increases. The aspect ratio, which is the ratio of maximum chord length to minimum chord length of pores, was also measured for comparison purposes. Fracture surfaces of the tensile specimens were examined by scanning electron microscopy (SEM). Fracture morphologies were identified and quantified for each processing condition. EXPERIMENTAL RESULTS Mechanical Properties The mechanical properties of the P/M steels are summarized in Table IV and Table V as a function of processing history. In the as-sintered condition, the tensile strengths of the alloys at a sintered density of 7.0 g/cm3 are 408 MPa, 580 MPa and 495 MPa for FL-4405, FLC2-4405 and FLN2-4405 respectively. The tensile strength increases to 647 MPa, 788 MPa and 826 MPa, respectively with an increase in sintered density to 7.4 g/cm3. In the quenched + tempered condition the tensile strengths at a sintered density of 7.0 g/cm3 are 944 MPa, 1010 MPa and 1020 MPa for FL-4405, FLC2-4405 and FLN2-4405, respectively. The strength levels increase to 1486 MPa, 1432 MPa and 1644 MPa, respectively by increasing the sintered density to 7.4 g/cm3. High temperature sintering reduces the tensile strength of FLC2-4405 and FLN2-4405. Sinter-hardening results in strength values between those of the as-sintered, and quenched + tempered conditions. Elongation to fracture is in the range of 0.9% to 4.6%. Impact energy values are in the range of 18 J to 39 J. Microstructures and Fracture Morphologies Figures 1 to 6 show representative microstructures of the three alloys for each of the processing conditions. As-sintered microstructures consist primarily of unresolved pearlite in the three steels. FLC24405 and FLN2-4405 exhibit some martensitic areas. In addition, some nickel-rich areas are seen in FLN2-4405. Quenching produced a structure of more than 90% martensite in the steels. Sinterhardening produced about 50% martensite in FLC2-4405 and FLN2-4405. Figures 7 to 10 show the pore size distribution and shape analysis results. The numbers in the legend in each figure refer to sintered density and sintering temperature (ºF). Pore size distributions are given in terms of pore area rather than pore size. The definition and measurement of pore size is generally misleading but the definition and measurement of pore area is simple and accurate. Pores < 6 m are removed from the distribution in order to improve the measurements; these data are given separately in Figure 8. For assessment of pore shape, the circularity (Figure 9) and aspect ratio (Figure 10), are plotted on a frequency basis. Representative fractographs of the tensile test pieces at the same processing conditions are shown in Figures 11 to 13. The quenched + tempered fracture surfaces showed more than 50% dimpled rupture. 4 The as-sintered and sinter-hardened fracture surfaces contained more than 50% cleavage facets in the steels. Table IV. Mechanical Properties as a Function of Composition and Processing History Material FL-4405 FLC2-4405 FLN2-4405 Sintering Temp. °F (°C) 2050 (1120) 2300 (1260) 2050 (1120) 2300 (1260) 2050 (1120) Density (g/cm3) Heat Treatment Hardness (HRA) 7.0 AS* QT** AS QT AS 7.39 7.35 7.35 7.0 7.28 7.33 7.33 7.25 7.0 7.44 7.39 7.39 7.39 2300 (1260) *AS: As sintered, **QT: Quenched + tempered, ***SH: Sinter-hardened Tensile Strength (MPa) 408 944 647 1486 659 Elongation (%) 43 65 52 53 53 Yield Strength (MPa) 344 943 465 1410 458 AS QT AS QT SH*** AS 48 66 55 61 61 56 460 1004 603 1425 662 584 580 1010 788 1432 822 745 2.0 1.0 3.6 1.0 1.7 2.5 AS QT AS QT SH AS 52 68 58 59 60 58 390 967 526 1316 643 535 495 1020 826 1644 982 535 1.4 1.0 3.5 1.7 4.6 3.3 1.3 0.9 4.3 1.1 4.2 Table V. Impact Energy as a Function of Composition and Processing History Material FL-4405 Sintering Temp. °F (°C) 2050 (1120) FLC2-4405 2300 (1260) 2050 (1120) FLN2-4405 2300 (1260) 2050 (1120) 2300 (1260) Density (g/cm3) 7.34 7.34 7.36 7.32 7.33 7.32 7.35 7.43 7.42 7.42 7.46 Heat Treatment AS* QT** AS AS QT SH*** AS AS QT SH AS *AS: As sintered, **QT: Quenched + tempered, ***SH: Sinter-hardened 5 Hardness (HRA) 51 51 52 55 55 56 55 58 58 59 58 Impact Energy Ft-lb (J) 19 (26) 13 (18) 29 (39) 23 (31) 14 (19) 24 (33) 27 (37) 27 (37) 15 (20) 24 (33) 28 (38) (a) (b) Figure 1. Microstructures of FL-4405 at 7.0 g/cm3 sintered density: (a) as sintered at 2050 ºF, (b) sintered at 2050 ºF and quenched + tempered. (a) (b) (c) Figure 2. Microstructures of FL-4405 after DPDS: (a) as sintered at 2050 ºF, (b) sintered at 2050 ºF and quenched + tempered, (c) as sintered at 2300 ºF 6 (a) (b) Figure 3. Microstructures of FLC2-4405 at 7.0 g/cm3 sintered density: (a) as sintered at 2050 ºF, (b) sintered at 2050 ºF and quenched + tempered. (a) (b) (c) (d) Figure 4. Microstructures of FLC2-4405 after DPDS: (a) as sintered at 2050 ºF, (b) sintered at 2050 ºF and quenched + tempered, (c) as sintered at 2300 ºF, (d) sinter-hardened from 2050 ºF 7 (a) (b) Figure 5. Microstructures of FLN2-4405 at 7.0 g/cm3 sintered density: (a) as sintered at 2050 ºF, (b) Sintered at 2050 ºF and quenched + tempered. (a) (b) (c) (d) Figure 6. Microstructures of FLN2-4405 after DPDS: (a) as sintered at 2050 ºF, (b) sintered at 2050 ºF and quenched + tempered, (c) as sintered at 2300 ºF, (d) sinter-hardened from 2050 ºF 8 Frequency (%) 100 90 80 70 60 50 40 30 20 10 0 7.0 (2050) (a) DPDS (2050) DPDS (2300) 100 200 300 400 500 600 700 800 900 >1000 Pore Area (µm²) 80 Frequency (%) 7.0 (2050) (b) 70 DPDS (2050) 60 DPDS (2300) 50 40 30 20 10 0 100 200 300 400 500 600 700 800 900 >1000 Frequency (%) Pore Area (µm²) 100 90 80 70 60 50 40 30 (c) 7.0 (2050) DPDS (2050) DPDS (2300) 20 10 0 100 200 300 400 500 600 700 800 Pore Area (µm²) Figure 7. Pore distribution by area (pores > 6 m): (a) FL-4405, (b) FLC2-4405, (c) FLN2-4405 9 900 >1000 30 Frequency (%) 7.0 (2050) (a) 25 DPDS (2050) DPDS (2300) 20 15 10 5 0 2.5 5 7.5 30 10 12.5 Pore Area 15 (b) >20 7.0 (2050) 25 Frequency (%) 17.5 DPDS (2050) 20 DPDS (2300) 15 10 5 0 2.5 5 7.5 10 12.5 15 17.5 >20 Pore Area 30 7.0 (2050) (c) Frequency (%) 25 DPDS (2050) 20 DPDS (2300) 15 10 5 0 2.5 5 7.5 10 12.5 15 Pore Area Figure 8. Pore distribution by area (pores < 6 m): (a) FL-4405, (b) FLC2-4405, (c) FLN2-4405 10 17.5 >20 30 7.0 (2050) Frequency (%) 25 (a) DPDS (2050) DPDS (2300) 20 15 10 5 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 Circularity 30 7.0 (2050) DPDS (2050) DPDS (2300) Frequency (%) 25 20 (b) 15 10 5 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 0.7 0.8 0.9 1 Circularity 30 frequency (%) 25 20 7.0 (2050) (c) DPDS (2050) DPDS (2300) 15 10 5 0 0.1 0.2 0.3 0.4 0.5 0.6 Circularity Figure 9. Circularity of pores: (a) FL-4405, (b) FLC2-4405, (c) FLN2-4405 11 30 7.0 (2050) (a) Frequency (%) 25 DPDS (2050) DPDS (2300) 20 15 10 5 0 1 1.25 1.5 1.75 2 2.25 2.5 2.75 3 3.5 4 4.5 >5 Aspect Ratio 30 7.0 (2050) (b) Frequency (%) 25 DPDS (2050) DPDS (2300) 20 15 10 5 0 1 1.25 1.5 1.75 2 2.25 2.5 2.75 3 3.5 4 4.5 >5 Aspect Ratio 30 7.0 (2050) DPDS (2050) DPDS (2300) (c) Frequency (%) 25 20 15 10 5 0 1 1.25 1.5 1.75 2 2.25 2.5 2.75 3 3.5 4 4.5 >5 Aspect Ratio Figure 10. Aspect ratio of pores: (a) FL-4405, (b) FLC2-4405, (c) FLN2-4405 12 (a) (b) (c) (d) (e) Figure 11. Tensile fractographs of FL-4405: (a) sintered density 7.0 g/cm3; as sintered at 2050 ºF, (b) sintered density 7.0 g/cm3; sintered at 2050 ºF and quenched + tempered, (c) DPDS, as sintered at 2050 ºF, (d) DPDS, sintered at 2050 ºF and quenched + tempered, (e) DPDS, as sintered at 2300 ºF 13 (a) (b) (c) (d) (e) (f) Figure 12. Tensile fractographs of FLC2-4405: (a) sintered density 7.0 g/cm3; as sintered at 2050 ºF, (b) sintered density 7.0 g/cm3; sintered at 2050 ºF and quenched + tempered, (c) DPDS, as sintered at 2050 ºF, (d) DPDS, sintered at 2050 ºF and quenched + tempered, (e) DPDS, as sintered at 2300 ºF, (f) DPDS, sinter-hardened from 2050 ºF 14 (a) (b) (c) (d) (e) (f) Figure 13. Tensile fractographs of FLN2-4405: (a) sintered density 7.0 g/cm3; as sintered at 2050 ºF, (b) sintered density 7.0 g/cm3; sintered at 2050 ºF and quenched + tempered, (c) DPDS, as sintered at 2050 ºF, (d) DPDS, sintered at 2050 ºF and quenched + tempered, (e) DPDS, as sintered at 2300 ºF, (f) DPDS, sinter-hardened from 2050 ºF. 15 DISCUSSION The mechanical properties summarized in Tables IV and V show clearly that the P/M steels investigated demonstrate strength levels suitable for high performance applications (tensile strength > 1000 MPa). Tensile strength is improved dramatically by increasing the nominal sintered density from 7.0 g/cm3 to 7.4 g/cm3. In the as-sintered condition the increases in tensile strength are 58%, 36% and 67% for the FL4405, FLC2-4405 and FLN2-4405 steels, respectively. In the quenched + tempered condition the corresponding increases are 57%, 30% and 61%, respectively. At a nominal sintered density of 7.4 g/cm3 high temperature sintering did not produce any change in tensile strength for FL-4405 but it did reduce tensile strength in the FLC2-4405 and FLN2-4405 steels. Sinter-hardening of the FLC2-4405 and FLN24405 steels from 1120 ºC (2050 ºF) resulted in tensile strength levels which are higher than the as-sintered values, but much lower than the quenched + tempered values. These strength levels, coupled with the microstructures, confirm that the cooling rate of the furnace in 100% Varicool is not sufficient for the complete transformation of austenite to martensite. Elongation to fracture values are relatively low for the steels, even at a sintered density of 7.4 g/cm3. The metallographic samples were cut from the shoulders of the broken tensile test pieces. Since the shoulder area was more than twice the area in the gauge length, it is believed that no deformation had taken place in the shoulders during tensile testing. Thus the samples should reflect the true pore morphology and microstructure present in the P/M steels. Microstructures of the FL-4405 steel in the as-sintered conditions (Figures 1(a), 2(a) and 2(c)) are similar, except for the pore size and pore distribution. The microstructure consists primarily of unresolved pearlite and some ferrite. The quenched + tempered microstructure consists of almost 100% decomposed martensite (Figures 5(b) and 6(b)). The Jominy distance for 50% martensite was 8 mm, based on concurrent work by the authors [45]. The heat treated section is about 12x12 mm; thus with this geometry, the P/M steel should through-harden. Microstructures of the FLC2-4405 steel in the as-sintered condition (Figures 3(a), 4(a) and 4(c)) are comparable. The brownish etching areas are more pronounced in the DPDS microstructures than in the single press and sinter conditions. The authors believe that these areas consist of fine martensite. The presence of more than 50% cleavage facets on the tensile fracture surfaces confirms this observation. The microstructure consists primarily of unresolved pearlite. The quenched + tempered microstructure is almost 100% decomposed martensite (Figures 3(b) and 4(b)). In the paper cited [45], the Jominy distance for 50% martensite was 12 mm. The sinter-hardened microstructure is about 50% martensite, bainite (or unresolved pearlite) and some retained austenite. Microstructures of the FLN2-4405 steel in the as-sintered condition (Figures 5(a), 6(a) and 6(c)) are comparable. The brownish etching areas are more pronounced in the DPDS microstructures, for example FLC2-4405. These areas consist of fine martensite. The fracture surfaces again exhibit more than 50% cleavage facets. The microstructure is composed primarily of unresolved pearlite with white etching nickel-rich areas. The quenched + tempered microstructure is composed of 90% decomposed martensite (Figures 5(b) and 6(b)). The remaining 10% is composed of nickel-rich areas and retained-austenite. The sinter-hardened microstructure consists of about 50% martensite, 40% unresolved pearlite (or bainite) with the balance comprising nickel-rich areas and retained-austenite. Figure 7 shows that most of the pores (>60%) in the P/M steels investigated are in the size range (by area) <100 m 2 which corresponds to pores < 11 m dia. The pore distribution shown in Figure 2 for pores < 6 m was not included in these values. Thus, it can be concluded that a majority of the pores are <11 m. The number of small pores increases as the sintered density increases from 7.0 g/cm 3 to 7.4 g/cm3. An increase in the sintering temperature from 1120 ºC (2050 ºF) to 1260 ºC (2300 ºF) resulted in a similar effect, except for the steel alloyed with copper where the number of smaller pores decreases as the sintering temperature increases. The frequency of pores in the 100 to 200 m 2 range (corresponding to 11 16 to 16 m dia) is about 10% and is much less for larger pores. In contrast, there are few pores > 1000 m 2 corresponding to a pore dia > 35 m dia in the steels, which is true primarily for the copper steel. Pores < 6 m dia show almost a normal distribution and the mean value is about 10 m 2 in area, corresponding to 3.5 m dia (Figure 8). Increasing the density by compacting at a higher pressure, or by sintering at a higher temperature, decreases the number of pores < 3.5 m dia and increases the number of pores >3.5 m dia. As seen from Figure 3, high temperature sintering is effective in increasing the circularity of the pores. The effect of this is more dominant for pores which are near spherical initially with a circularity or shape factor of 0.8 to 0.9. For pores with a shape factor < 0.6, high temperature sintering is not as effective as it is for pores with a shape factor of 0.9. The distribution of the aspect ratio is close to a normal distribution compared to circularity. The mean aspect ratio of the pores for the P/M steels is about 1.5, corresponding to an ellipsoidal shape of major diameter to minor diameter ratio of 1.5. The effects of increasing density by double pressing and/or sintering at high temperature on pore shape and number are seen clearly in micrographs in Figures 1 to 6. The fractographs (Figures 11 to 13) are helpful in understanding the deformation behavior of the steels during tensile testing. Low ductility in pressed and sintered P/M steels is well known [25-35]. This low ductility is due mainly to poor bonding between powder particles. In the steels examined, the Charpy impact energy values are relatively low. Areas of transgranular cleavage covering more than one powder particle are evident on the tensile fracture surfaces. Some of the fracture surfaces of FLC2-4405 and FLN2-4405 steels exhibit more than 80% cleavage (Figures 12(c), 12(e), 12(f), 13(c), 13 (e) and 13 (f)). Clearly this is evidences of a higher hardenability and hence suitability in sinter-hardening. The cleavagetype fracture should be eliminated or reduced by a suitable tempering treatment. CONCLUSIONS 1. FL-4405, FLC2-4405 and FLN2-4405 P/M steels are suitable for high performance applications with a tensile strength > 1000 MPa in the qunched + tempered condition at a sintered density of 7.4 g/cm3. FLC2-4405 and FLN2-4405 exceed this value at a sintered density of 7.0 g/cm3. 2. Increase in nominal sintered density from 7.0 g/cm3 to 7.4 g/cm3 results in tensile strength increases of more than 50% in the FL-4405 and FLN2-4405 steels, and about 30% in FLC2-4405. 3. FLC2-4405 and FLN2-4405 can be sinter-hardened but the cooling rate of the furnace was not sufficient for complete transformation of austenite to martensite. 4. High temperature sintering reduces the tensile strengths of FLC2-4405 and FLN2-4405 but does not produce any major change in the tensile strength of FLC2-4405. AKNOWLEDGEMENTS Professor Saritas is indebted to the Hoeganaes Corporation for financial support during a sabbatical leave (2000/2001) at Drexel University. The authors express their gratitude to Tom Murphy for assistance with the pore and microstructure analysis. 17 REFERENCES 1. W.B. James and R.C. O'Brien, “High Performance Ferrous P/M Materials: The Effect of Alloying Method on Dynamic Properties”, Progress in P/M, Compiled by E.A. Carlson and G. Gaines, Metal Powder Industries Federation, Princeton, NJ, vol.42, 1986, pp.353-372. 2. U. Engstrom, “A Newly Developed Sintered High Strength Material”, Horizons of P/M, Edited by W.A. Kaysser and W.J. Huppmann, Proc. 1986 World P/M Con., EPMA, Dusseldorf, 1986, part II, pp.1039-1048. 3. B. Lindqvist, “Influence of Microstructure and Porosity on Fatigue Properties of Sintered Steels”, Modern Developments in P/M, Compiled by P.U. Gummeson and D.A. Gustafson, Metal Powder Industries Federation, Princeton, NJ, vol. 21, 1988, pp.67-82. 4. B. Lindqvist, “A Molybdenum-Alloyed P/M Steel For Surface Hardening”, PM Into The 1990’s, Proc. World Con. on P/M, London, 1990, vol.2, pp.170-177. 5. J.J. Fulmer and R.J. Causton, “Tensile, Impact and Fatigue Performance of a New Water Atomized Low-Alloy Powder-Ancorsteel 85HP”, Advances in P/M & Particulate Materials, Compiled by E.R. Andreotti and P.J. McGeehan, Metal Powder Industries Federation, Princeton, NJ, vol.2, 1990, pp 459-486. 6. R.J. Causton and W.B. James, “Performance Characteristics of a New Sinter-Hardening Low Alloy Steel”, Compiled by L.F. Pease III and R.J. Sansoucy, Advances in P/M, Metal Powder Industries Federation, Princeton, NJ, vol.5, 1991, pp 91-104. 7. W.B. James, “Effect of Alloying Methods on Thermal Processing and Properties of Ferrous Materials”, Industrial Heating, vol.59, no.6, 1992, pp. 34-39. 8. W.B. James and R.J. Causton, “Surface-Hardenable Heat Treated P/M Steels”, Advances in P/M & Particulate Materials, Compiled by J.M. Capus and R.M. German, Metal Powder Industries Federation, Princeton, NJ, vol.5, 1992, pp 65-91. 9. U. Engstrom, C. Lindberg and J. Tengzelius, “Powders and Processes for High Performance PM Steels”, Powder Metallurgy, vol.35, No.1, 1992, pp.67-72. 10. C. Lindberg, “Sintered High Strength Materials”, Advances in P/M & Particulate Materials, Compiled by J.M. Capus and R.M. German, Metal Powder Industries Federation, Princeton, NJ vol.5, 1992, pp 107-114. 11. R.J. Causton, J.A. Hamil and S.O. Shah, “Properties of Heat Treated P/M Alloy Steels”, Advances in P/M & Particulate Materials, Compiled by A. Lawley and A. Swanson, Metal Powder Industries Federation, Princeton, NJ, vol.4, 1993, pp 61-96. 12. W.B. James and M.J. Koczak, “New Ferrous Powder Metallurgy Alloys: An Overview”, Proc. 1993 P/M World Congress, Edited by Y. Bando and K. Kosuge, JPMA, Kyoto, 1993, part 1, pp.483-488. 13. Y. Trudel and F. Chagnon, “Effects of Steel Powder Composition and Alloying Technique on Properties of PM Materials”, PM’94, Proc. World Con. on PM, Paris, 1994, vol.2, pp.815-818. 14. W.B. James, “Recent Developments in Ferrous Powder Metallurgy Alloys”, Int. J. Powder Metallurgy, vol.30, no.2, 1994, pp 157-162. 15. R.J. Causton, “Development of High Performance PM Steels”, Advances in P/M & Particulate Materials, Compiled by T.M. Cadle and K.S. Narasimhan, Metal Powder Industries Federation, Princeton, NJ, vol.4,1996, pp.13-391/13-411. 16. F. Chagnon and Y. Trudel, “Designing Low Alloy Steel Powders for Sinter Hardening Applications”, Advances in P/M & Particulate Materials, Compiled by T.M. Cadle and K.S. Narasimhan, Metal Powder Industries Federation, Princeton, NJ, vol.4, 1996, pp.13-211/13-220. 17. F. Chagnon and Y. Trudel, “Effect of Sintering Parameters on Mechanical Properties of Sinter Hardened Materials”, Advances in P/M & Particulate Materials, Compiled by R.A. McKotch and R. Webb, Metal Powder Industries Federation, Princeton, NJ, vol.2, 1997, pp 14-97/14-106. 18. T.M. Cimino, H.G. Rutz, A.H. Graham and T.M. Murphy, “The Effect of Microstructure on Fatigue Properties of Ferrous P/M Materials”, Advances in P/M & Particulate Materials, Compiled by R.A. McKotch and R. Webb, Metal Powder Industries Federation, Princeton, NJ, vol.2, 1997, pp 13137/13-149. 18 19. T.M. Cimino, A.H. Graham and T.F. Murphy, “The Effect of Microstructure and Pore Morphology on Mechanical and Dynamic Properties of Ferrous P/M Materials”, Advances in P/M & Particulate Materials, Compiled by J.H. Reinshagen and J.J. Oakes, Metal Powder Industries Federation, Princeton, NJ, vol.3, 1998, pp 13-33/13-43. 20. W.B. James, “What is Sinter-Hardening?”, PM2TEC’98 International Conference on Powder Metallurgy and Particulate Materials, May 31- June 4, 1998, Las Vegas, Nevada, Presented at Special Interest Session but not published. 21. T.M. Cimino, A.H. Graham, T.F. Murphy and A. Lawley, “The Effect of Microstructure and Pore Morphology on Mechanical and Dynamic Properties of Ferrous P/M Materials”, Advances in P/M & Particulate Materials, Compiled by C.L. Rose and M.H. Thibodeau, Metal Powder Industries Federation, Princeton, NJ, vol.2, 1999, pp.7-65/7-84. 22. C. Lindberg, “Mechanical Properties of Water Atomized Fe-Cr-Mo Powder and How to Sinter It”, Advances in P/M & Particulate Materials, Compiled by C.L. Rose and M.H. Thibodeau, Metal Powder Industries Federation, Princeton, NJ, vol.2, 1999, pp.7-229/7-243. 23. C. Lindberg, “Mechanical Properties of Warm Compacted Astaloy CrM”, Advances in P/M & Particulate Materials, Compiled by H. Ferguson and D. Wychell, Metal Powder Industries Federation, Princeton, NJ, 2000, part 6, pp.6-81/6-88. 24. W.B. James, R.C. Causton, M.C. Baran, T.F. Murphy and K.S. Narasimhan, “New High Performance P/M Alloys to Replace Malleable Cast Irons”, Advances in P/M & Particulate Materials, Compiled by H. Ferguson and D. Wychell, Metal Powder Industries Federation, Princeton, NJ, 2000, part 13, pp. 13-123/13-132. 25. R. Haynes, “A Study of The Effect of Porosity Content on The Ductility of Sintered Metals”, Powder Metallurgy, vol.20, No.1, 1977, pp 17-20. 26. R. Haynes, The Mechanical Behavior of Sintered Metals, Freund Publishing, House, London, 1981. 27. F.J. Esper, C.M. Sonsino and G. Leuze, “Influence of Homogeneity on the Fatigue Properties of Sintered Steels”, Proc. Int. Con., Florence, 1982, pp.117-125. 28. C.M. Sonsino, G. Schlieper and W.J. Huppmann, “Influence of Homogeneity on The Fatigue Properties of Sintered Steels”, Int. J. Powder Metallurgy, vol.20, no.1, 1984, pp 45-50. 29. K.D. Christian, R.M. German and A.S. Paulson, “Statistical Analysis of Density and Particle Size Influences on Micro-structural and Fatigue Properties of a Ferrous Alloy”, Modern Developments in P/M, Proc. Int. Con, MPIF, Orlando, 1988, vol. 21, pp.23-39. 30. B. Lindqvist, “Influence of Microstructure and Porosity on Fatigue Properties of Sintered Steels”, Metal Powder Report, 1989, vol.44, pp.443-448. 31. F. Chagnon, C. Gelinas and Y. Trudel, “Development of High Density Materials for P/M Applications”, Advances in P/M & Particulate Materials, Compiled by C. Lall and A.J. Neupaver, Metal Powder Industries Federation, Princeton, NJ, vol.3, 1994, pp.199-206. 32. K.D. Christian and R.M. German, “Relation Between Pore Structure and Fatigue Behavior in Sintered Iron-Copper-Carbon”, Int. J. Powder Metallurgy, vol.31, No.1, 1995, pp 51-61. 33. H.G. Rutz and F.G. Hanejko, “High Density Processing of High Performance Ferrous Materials”, Int. J. Powder Metallurgy, vol.31, no.1, 1995, pp.9-17. 34. F. Chagnon and Y. Trudel, “Effect of Density on Mechanical Properties of Sinter-Hardened Materials”, Advances in P/M & Particulate Materials, Compiled by J.H. Reinshagen and J.J. Oakes, Metal Powder Industries Federation, Princeton, NJ, vol.3, 1998, pp 12-119/12-125 35. A. Piotrowski and G. Biallas, “Influence of Sintering Temperature on Pore Morphology, Microstructure and Fatigue Behavior of Mo-Ni-Cu Alloyed Sintered Steel”, Powder Metallurgy, vol.41, no.2, 1998, pp.109-114. 36. H.G. Rutz, A.H. Graham and A.B. Davala, “Sinter-Hardening P/M Steels”, Advances in P/M & Particulate Materials, Compiled by R.A. McKotch and R. Webb, Metal Powder Industries Federation, Princeton, NJ, vol.1, 1997, pp 8-3/8-20. 37. G. L’Esperance, S. Harton, A. de Rege and S. Nigarura, “Evaluation of the Hardenability, Microstructure and Properties of Various Sinter Hardening Alloys”. Advances in Powder Metallurgy and Particulate Materials, Compiled by M. Philips and J. Porter, Metal Powder Industries Federation, Princeton, NJ, 1995, part 8, pp.8-3/8-18 19 38. G. L’Esperance, E. Dushesne and A. de Rege, “Effect of Materials and Process Parameters on the Microstructure and Properties of Sinter Hardening Alloys”. Advances in Powder Metallurgy and Particulate Materials, Compiled by T.M. Cadle and K.S. Narasimhan, Metal Powder Industries Federation, Princeton, NJ, 1996, part 11, pp.11-397/11-413 39. E. Dushesne, G. L’Esperance and A. de Rege, “Sinter-Hardening and Hardenability”, Int. J. Powder Metallurgy, vol.36, no.1, 2000, pp.49-60. 40. C. Skena, T. Prucher and j.M. Jo, “Hardenability Characteristics of P/M Alloy Steels”, Int. J. Powder Metallurgy, vol.33, no. 7, 1997, pp.25-35. 41. MPIF Standard 10, “Preparing and Evaluating Tensile Specimens of Powder Metallurgy Materials”, Standard Test Methods for Metal Powders and Powder Metallurgy Products, Metal Powder Industries Federation, Princeton, NJ, 2000. 42. MPIF Standard 40, “Determination of Impact Energy of Unnotched Powder Metallurgy Test Specimens”, Standard Test Methods for Metal Powders and Powder Metallurgy Products, Metal Powder Industries Federation, Princeton, NJ, 2000. 43. MPIF Standard 42, “Determination of Density of Compacted or Sintered Metal Powder Products”, Standard Test Methods for Metal Powders and Powder Metallurgy Products, Metal Powder Industries Federation, Princeton, NJ, 2000. 44. R.T. DeHoff and E.H. Aigeltinger, “Experimental Quantitative Microscopy with Special Application to Sintering”, Perspectives in Powder Metallurgy, vol.5, Advanced Experimental Techniques in Powder Metallurgy, Plenum Press, New York, 1970, pp. 81-137. 45. S. Saritas, R.D. Doherty and A. Lawley, “Effect of Porosity on the Hardenability of P/M Steels”, PM2TEC 2001, MPIF, New Orleans, LA, May 13-17, 2001. 20