Robert J. Causton and Bruce A. Lindsley Hoeganaes Corporation, Buzau, Romania
advertisement

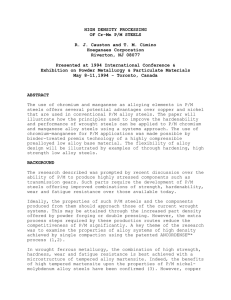
Challenges in Processing of P/M Chromium Manganese Low-Alloy Steels Robert J. Causton1 and Bruce A. Lindsley2 1 2 Hoeganaes Corporation, Buzau, Romania Hoeganaes Corporation, Cinnaminson, NJ 08077, USA ABSTRACT Extending the application of P/M steels into larger or more highly stressed components requires the development of steel compositions of higher hardenability. Ideally, new lowalloy steels should offer the same or higher compressibility than existing P/M steels and possess compositions that can be surface hardened to produce the higher wear and contact fatigue resistance necessary in many highly stressed components. This paper illustrates how Ancorsteel 41AB, a chromium-manganese P/M alloy steel, meets some of these requirements. INTRODUCTION Many components suitable for conversion to P/M processing require a combination of high density and high strength plus resistance to wear and fatigue. Chromium and manganese offer the designers of P/M steels and sintered parts significant theoretical advantages over copper, molybdenum and nickel in developing P/M steels to meet these requirements. Despite these advantages, it has proven difficult for powder and parts producers to attain the use of chromium and manganese P/M low-alloy steels in high volume applications. This paper discusses the properties of Ancorsteel 41AB, a P/M low-alloy steel that employs chromium and manganese as alloying elements in addition to molybdenum and nickel. OXIDE STABILITY The primary reason stated for the difficulties in producing and processing chromium and manganese P/M steels is the stability of their oxides as shown in the Ellingham and Richardson diagrams (Ref.1). The problems of the oxidation of chromium and manganese affect both powder production and sintering of P/M parts (Ref. 2). Table I: Qualitative Ranking of Alloying Elements in Pre-Alloy Additions Ranking Hardenability Affitinity for Compressibility Oxygen High Manganese Manganese Molybdenum Chromium Chromium Manganese Molybdenum Nickel Chromium Copper Molybdenum Nickel Low Nickel Copper Copper Ancorsteel is a registered trademark of Hoeganaes Corporation To meet the needs for improved performance, powder and parts producers try to develop alloy systems that offer the greatest benefit and can be processed easily (Table I). Pre-alloyed molybdenum is employed in high performance alloy systems and copper is used as a premix or diffusion bonded ingredient to gain the benefits of partial liquid phase sintering and ferrite strengthening without adverse effects on compressibility. Nickel is used in limited amounts in pre-alloyed powders but larger amounts are added as premix additives or diffusion bonded. However, the slower diffusion in the solid state leads to inhomogeneous nickel distribution, which may not be acceptable in quenched and tempered parts. Pre-alloying is the simplest method to introduce chromium and manganese as alloy additions. However, they act as solid solution hardeners to reduce compressibility. They also tend to increase the oxygen content of atomized and annealed powders (Ref.3), further reducing compressibility, Figure 1. Green Density (g/cm 3) 6.94 0.75% lubricant, 550 MPa 6.92 6.90 6.88 6.86 6.84 6.82 6.80 6.78 0.00 0.10 0.20 0.30 0.40 Oxygen Content (%) 0.50 0.60 Figure 1. Effect of oxygen content on compressibility of experimental pre-alloyed powders The majority of published P/M literature concludes that high temperatures and low dew points are required to reduce chromium and manganese oxides and produce P/M low-alloy steels that possess the anticipated mechanical properties and hardenability (Table II). Table II: Dew-Point Required for Sintering P/M steels in Hydrogen Atmosphere T (ºC) 1120 1300 CuO NiO ≅100 ≅100 FeO 90 90 MoO2 70 90 Cr2O3 -30 -20 MnO -50 -40 SiO2 -70 -60 Al2O3 -130 -110 The combination of temperature and dew-point indicated are close to or beyond the limits of sintering for P/M steels even in high temperature sintering furnaces. More recent research work has indicated that the “classical approach” is incomplete. It fails to examine the potential benefits of reduction of metal oxides by carbon (Ref. 4) or the lower activity of chromium and manganese when in solution compared to their standard state (Ref. 5). Both of these changes offer the possibility that chromium and manganese low-alloy steels may be sintered at lower dew-point and somewhat lower temperature than indicated in Table II, and possess properties superior to more conventional P/M steels. This will be illustrated by the properties of Ancorsteel 41AB. ANCORSTEEL 41AB Ancorsteel 41AB is the first of a series of alloy steels developed to possess a superior combination of compressibility, hardenability and fatigue performance to conventional P/M steels. The composition of this nickel, chromium, manganese and molybdenum containing low-alloy steel is given in Table III (Ref. 5). The combination of alloying elements possesses good compressibility, sintered properties and better hardenability than developed by higher contents of the individual alloying elements alone. Table III: Composition of Ancorsteel 41AB Mo (%) Ni (%) 0.85 1.0 Cr (%) 0.75 Mn (%) 0.85 7.3 Green Density (g/cm 3) 7.2 7.1 7.0 6.9 41AB FL-4605 6.8 6.7 6.6 6.5 300 400 500 600 700 Compaction Pressure (MPa) 800 Figure 2. Compressibility of Ancorsteel 41AB compared to FL-4605 (0.5% Zinc stearate) The high compressibility shown in Figure 2 is achieved by introducing molybdenum as a prealloy where it has small effects on compressibility and offers greatest benefit on hardenability. Nickel is added as a fine powder, so as not to reduce compressibility. As it enters solution in the iron it has beneficial effects on growth during sintering and appears to provide synergistic effects upon the hardenability of molybdenum. Chromium and manganese are introduced as ground high carbon ferro-alloys. By add-mixing the Ni, Cr and Mn in this way, the compressability of 41AB is much higher than the lower alloyed FL-4605. The combination of chromium and manganese at relatively low levels should provide greater benefits on hardenability, while avoiding the problems encountered if they were introduced as pre-alloys. TENSILE PROPERTIES The combination of alloy design and good compressibility leads to good sintered tensile properties without heat treatment. Naturally, high temperature sintering increases tensile strength, although acceptable static properties and hardness may be obtained at lower sintering temperatures. In tests conducted with a sintering atmosphere of 90% nitrogen / 10% hydrogen at dew-points of –40°C utilizing convection cooling for sinter hardening, increasing density from 6.7 to 7.25 g/cm3 increased yield strength from about 500 to about 700 MPa (Figure 3). Increasing sintering temperature to 1260°C increased yield strength significantly, to a maximum of roughly 1000 MPa. At a sintering temperature of 1120°C, increasing density increased ultimate tensile strength (UTS) from about 700 to 10000 MPa, while high temperature sintering increased UTS about 150 MPa at all densities. The increases in static strength at higher sintering temperatures are likely due to increased alloy diffusion during sintering. Sintered carbon and oxygen contents were 0.55 wt% and 250 ppm, respectively. 1300 Strength (MPa) 1150 1000 YS 1120C UTS 1120C YS 1260C UTS 1260C 850 700 550 400 6.6 6.8 7.0 7.2 3 Sintered Density (g/cm ) 7.4 Figure 3. Strength of Ancorsteel 41AB sintered at 1120 °C and 2300 °C in the sinter hardened condition The alloy chemistry is relatively resistant to tempering (Ref. 2). There is little change in hardness or tensile strength for tempering temperature in the range 150 to 550°C. This feature can be useful as the increased “power density”, greater torque transmission and loadings in smaller components of modern systems leads to higher operating and coolant temperatures. HARDENABILITY Adding chromium and manganese together produce excellent hardenability, and benefit heat treatment of larger sections and parts production by sinter-hardening. The improved hardenability with the addition of Cr and Mn to the 1%Ni, 0.85%Mo alloy in powder forged Jominy bars can be seen in Figure 4. In addition, the chromium in the alloy enables components to be hardened by techniques such as plasma nitriding or carbo-nitriding that form a hard wear resistant surface. Jominy Hardenability of CrMnNiMo P/F Steels o 0.4% graphite, 1290 C 700 1%Ni, 0.85%Mo, 0.75%Cr, 0.85%Mn Hardness (Hv) 600 500 1%Ni, 0.85%Mo, 0.85%Mn 400 300 1%Ni, 0.85%Mo, 0.75%Cr 200 1%Ni, 0.85%Mo 100 0 0 20 40 60 80 100 Distance from Quenched End (mm) 120 Figure 4. Effect of Cr and Mn on Jominy Hardenability of P/F Steels. Median Fatigue Strength (MPa) 600 500 Sinter Sinter-Harden HT Sinter Q&T Carbonitride CN 41AB 400 300 200 MPIF Standard 35 Fatigue = 0.38*UTS 100 300 500 700 900 1100 UTS (MPa) 1300 1500 Figure 5. Fatigue strength of P/M steels, including carbo-nitrided 41AB (CN 41AB) The median fatigue strength of the carbo-nitrided Ancorsteel 41AB, with a core carbon of 0.2 to 0.25% is significantly higher than that of conventional P/M steels of similar strength. The high hardenability of the P/M Cr-Mn steel enables the core carbon content to be adjusted during premixing and sintering to provide a tempered martensite microstructure with the combination of strength and toughness required to support the wear resistant surface during service. DISCUSSION In this work, test pieces were sintered in both research and production sintering furnaces. Under research conditions, it was possible to obtain low sintered oxygen contents at somewhat lower temperature and higher dew-points than anticipated from the P/M literature. Research test pieces frequently have smaller cross sections than commercial parts and sintering cycles enable parts to be held at temperature for periods of 30 min in furnaces that employ relatively higher gas flows. These combine to provide somewhat “ideal” sintering conditions in which: all parts of a test piece reach equilibrium with the sintering temperature and atmosphere; there is time for diffusion on a micro scale within the particles and macroscale within the pores and parts; and reaction by-products are purged from the furnace atmosphere and pores within the part. It is more difficult to attain these “ideal” conditions in the production of commercial parts. Commercial sintering cycles frequently provide shorter time and temperature and relatively lower gas flows of lower hydrogen content gas. It is more difficult for reactions and diffusion to reach equilibrium conditions, leading to less reduction of oxides and greater segregation of alloying elements within a part. These problems are encountered during sintering of conventional P/M steels. They are more severe when sintering chromium and manganese alloys particularly as equilibrium between alloying elements and oxide can move from oxidizing, to reducing and back to oxidizing as the part is heated to and cooled from sintering temperature. Control of the sintering cycle is vital to production of P/M parts for high performance applications and may account for the difficulties in converting parts to Cr-Mn P/M steels. CONCLUSIONS Chromium and manganese low-alloy steels such as Ancorsteel 41AB possess a superior combination of properties to conventional P/M steels that employ copper and nickel as alloying additions. In this work, reduction of chromium and manganese oxide and attractive sintered properties were developed at dew points of -10/-15°C. The combination of chromium and manganese provides a more efficient alloy design in terms of compressibility, hardenability and processing than larger amounts of the individual elements. Chromium-manganese alloy steels are very suitable for applications requiring surface modification by carbo-nitriding or plasma nitriding. REFERENCES 1. Thermodynamics of Substances of Interest In Iron and Steelmaking, F. Richardson and I. Jeffes, JISI, Nov. 1948, p.261. 2. Surface Hardenable P/M Steels, W.B. James and R.J. Causton, Advances in Powder Metallurgy and Particulate Materials, Vol. 5, 1992, p.65. 3. Application of High Performance and Systems-Alloy Systems, A.B. Davala, et al, Advances in Powder Metallurgy and Particulate Materials, Vol. 13, 1998, p.181. 4. A Superior Sinter Hardenable Material, M.C. Baran et al, Advances in Powder Metallurgy and Particulate Materials, Vol. 7, 1999, p.185. 5. Fundamentals of High Temperature Sintering: C. Lall, IJPM, Vol. 27, No. 4, p.315. 6. Degassing and Deoxidation Processes During Sintering of Unalloyed and Alloyed PM Steels, H. Danninger et al, Powder Metallurgy Progress, Vol 2, no. 3, 2002, p.125.