1. Nanotechnology: Overview of Aerosol Manufacture of Nanoparticles
advertisement

1. Nanotechnology: Overview of
Aerosol Manufacture of Nanoparticles
Prof. Sotiris E. Pratsinis
Particle Technology Laboratory
Department of Mechanical and Process Engineering,
ETH Zürich, Switzerland
www.ptl.ethz.ch
Sponsored by
Swiss National Science Foundation and
Swiss Commission for Technology and Innovation
1
Nanoparticles
1 - 100 nm (at least into two dimensions)
Remember, the thickness (diameter) of a
human hair is 50,000 - 100,000 nm!
2
3
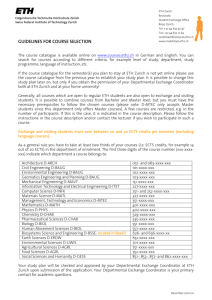
The Melting Point Decreases
with Decreasing Nanoparticle Size
Au
Melting Point, K
Melting Point, K
Particle diameter, nm
Bi
Peppiatt,
Proc. Roy. Soc. A
345, 1642 (1975)
Particle diameter, Å
Buffat and Borel,
Phys. Rev. A 13, 2287 (1976)
4
Applications of Nanoparticles
•
Large area per gram (adsorbents, membranes)
•
Stepped surface at the atomic level (catalysts)
•
Easily mix in gases and liquids (reinforcers)
•
Superfine particle chains (recording media)
•
Easily carried in an organism (new medicine)
•
Superplasticity
•
Cosmetics that last way into the night ...
Some people believe that nanoparticles are
a new state of matter!
5
Comparison of wet- & dry-technology
Dry-technology (aerosol):
Wet-technology:
•Mix precursor
•Dry flame conversion
•Filtration
•Milling
•Dissolve
•Add precipitation agent
•Temperature/Pressure treatment
•Filtration
•Washing
•Drying
•Calcination
•Milling
Short process chains, very short process time:
Reduced costs, green processes
http://www.stanfordmaterials.com/zr.html#info
6
7
AEROSOL MANUFACTURING OF NANOPARTICLES
Wegner, Pratsinis Chem. Eng. Sci. 58, 4581-9 (2003).
Product
Particles
Process
Coagulation Surface
Coalescence Growth
Volume
t/y
Value
$/y
Carbon black
8M
8B
Flame, CxHy
X
X
Titania
2M
4B
Flame, TiCl4
X
?
Fumed Silica
0.2 M
2B
Flame, SiCl4
X
-
Zinc Oxide
0.6 M
0.7B
Hot –Wall, Zn
X
X
Filamentary Ni
0.04M
~0.1B
Hot-Wall, Ni(CO)4
X
X
~0.3B
Hot-Wall, Spray…
X
X
Fe, Pt, Zn2SiO4/Mn ~0.02M
8
A rough analogy to flame aerosol reactors
… just well attached to the ground !
9
10
Attic red-figure hydria, 430-420 BC,
Abdera Archeological Museum,
Greece
Attic black-figure amphora, 540-530 BC,
Museum of Cycladic Art, Athens, Greece
11
12
13
14
15
16
Prof. Gael W. Ulrich
Dept. of Chemical Engineering
University of New Hampshire
17
Prof. Ulrich's insightful proposals
1. New particle formation (nucleation) cannot
be distinguished from chemical reaction.
2. No surface growth.
3. Turbulence does not affect particle growth.
4. Aggregates or agglomerates form when coagulation
is faster than coalescence.
5. The particle size distribution is self-preserving
18
19
20
Applications
Paints
Niche Fields:
Catalysts, Sensors,
Photocatalysts,
Cosmetics etc.
Plastics coatings
TiO2 (titania)
Paper coatings
21
22
23
24
25
Limitations of science in the ‘70s
Understanding of particle formation has little impact
on industrial aerosol reactor design.
Providing a plausible particle synthesis scenario
alone was not enough:
1. Probably industrial reactor data could not be
duplicated in the laboratory reactors
2. Traditional aerosol instruments were too slow
3. No scale-up relationships
4. Too complex fluid mechanics (reactive systems).
Industrial reactors were still treated as "black boxes"
Design and operation were dominated by empiricism.
26
27
28
29
30
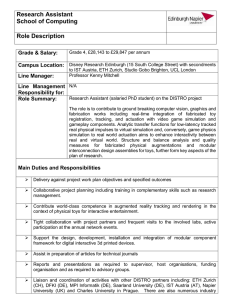
Thermophoretic Sampling (Dobbins and Megaridis
Megaridis,, 1987))
TEM
Image Analysis
Average primary particle diameter, nm .
60
16 ± 4 nm
50
40
30
20
TiO2 data by thermophoretic
sampling
10
0
0
1
2
3
Distance from the burner, cm
4
31
Sintering rate of particle area a
da
1
= − (a − a s )
dt
τ
Koch, Friedlander, J. Colloid Interface Sci. 140, 419 (1990)
32
Number Concentration
dN
1 2
= − βN
dt
2
Agglomerate area
da
1 dN
1
=−
−
a
(a − a s )
τ
dt
N dt
Collision diameter
dc = dp (v / v p )1/Df
33
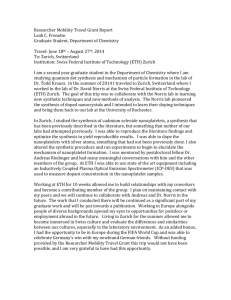
Kruis, Kusters, Pratsinis, Scarlett, Aerosol Sci. Technol. 19, 514 (1993)
Concentration, f(c)
Design of
Equipment
a = 1.0
c = 0.01
c = 0.1
Ra
te
,
b = 0.3
Predictions within 3%
of product SSA
(Gutsch, 1997)
Co
f(b olin
)
g
b = 3.0
Temperature, f(a)
a = 1.4
H. Mühlenweg, A. Gutsch, A. Schild, C. Becker “Simulation for process and product optimization”,
Silica 2001, 2nd International Conference on Silica, Mulhouse, France (2001) and
G. Vargas Commercializing Chemical Technology: Realization of Complete Solutions using
Chemical Nanotechnology, Lecture at Nanofair, St. Gallen, Switzerland, Sept. 11, 2003.
34
N 234
nano-structure black
Niedermeier, Messer, Fröhlich (TR814.1E)
35
TODAY
Aerosol Scientists and Engineers lead R & D for aerosol
manufacture at Degussa, DuPont, Millennium, Cabot etc.
Basic and exploratory research is needed for:
On-line control of existing reactors for flexible
manufacture of various particles
High value functional nanoparticles with
sophisticated composition and structure.
Manufacture these nanoparticles without going
through the Edisonian cycle of the past.
Health effects of nanoparticles.
36
Novel Processes and Uses of
Flame-made Nanoparticles
Prof. Sotiris E. Pratsinis
Particle Technology Laboratory
Department of Mechanical and Process Engineering,
ETH Zürich, Switzerland
www.ptl.ethz.ch
Sponsored by the
Swiss National Science Foundation and Swiss
Commission for Technology and Innovation
1
Flame-made particles
Pros
Challenges
High purity
Easy collection
No liquid waste
Proven scale-up
No moving parts
Agglomerates
Size control
Multicomponent
ceramic/ceramic
metal/ceramic
2
Experimental set-up for TiO2 production
Hood
Pump
Filter
Assembly
NaOH Solution
Flame Reactor
FIC
Methane
Air
Argon / TiCl 4
FIC
Methane
Air
FIC
Argon
TiCl 4
Pratsinis, Zhu, Vemury, Powder
3
Technol. 86, 87-93 (1996)
Mixing of reactant gases ==> product size-shape
Pratsinis, Zhu, Vemury, Powder Technol. 86, 87-93 (1996); Johannessen, Pratsinis, Livberg, ibid., 118, 242-250 (2001).
CH4
CH4
Air
Air
Air
CH4
Air
TiCl4
TiCl4
TiCl4
TiCl4
CH
4 4
S. Vemury, S.E. Pratsinis, L. Kibbey, J. Mater. Res. 12, 1031-1042 (1997).
Electrically Assisted Synthesis
of Nanoparticles
U.S. Patent
5,861,132
(1999)
Precision
Size Control
by Charging
Kammler, PhD thesis, ETH #14622 (2002)
5
w/o electric field
HAB
HAB
Evolution of TiO2 particle
growth with and w/o
external electric fields
Filter
20 cm
Filter
20 cm
10 cm
200 nm
2 cm
HAB
10 cm
with electric field
200 nm
5 cm
0 kV/cm
5 cm
2 kV/cm
0.5 cm
0.5 cm
6
Kammler, Pratsinis, Morrison, Jr., Hemmerling, Combust. Flame 124, 369 (2002)
Dental n-Composites: flame-made silicas in a
dimethylacrylate matrix (50:50)
with ETH non-aggl. SiO2
SSA = 35 m2/g
with OX50 (Degussa)
SSA = 50 m2/g
Müller, Vital, Kammler, Pratsinis, Beaucage, Burtscher,
7
Powder Technol. 140, 40-48 (2004).
Precision Synthesis by Nozzle Quenching
Wegner, Stark, Pratsinis, Mater. Lett. 55, 318 (2002)
8
Reduction of Agglomeration
6 L/min O2 flow rate
TS in front of nozzle
(BND = 1.5 cm)
No nozzle
Product powder
Nozzle
BND = 1.5 cm
9
BET-equivalent Particle Diameter, nm
Control of TiO2
size, color &
crystallinity
30
O2 / Ti decreases
50
40
30
2 L/min O2
3
4
5
6
25
20
20
15
10
10
5
0
0
1
2
3
4
Burner - Nozzle Distance, cm
5
0
Filter
10
No Nozzle
V2O5/TiO2: Catalytic Removal of NOx
In Exhaust Gases by SCR with NH3
NOx removed / %
100
flamemade
50
0
100
150
wet-phasemade
200
250
Process temperature / °C
Stark, Wegner, Pratsinis, Baiker,
J. Catal. 197, 182 (2001)
11
Pilot unit for flame
synthesis of C/SiO2 ,
0.5 m
and now catalysts:
Baghouse filter
(2.5 m tall)
V2O5 /TiO2 and TiO2 /SiO2
Kammler, Mueller, Senn, Pratsinis,
AIChE J. 47, 1533 (2001)
12
Comparison to conventional DeNOx
catalyst @ U. Essen (Prof. Cramer)
NO removed / %
100
Fixed bed pilot-scale test
reactor, 2.4 cm/sec
80
60
18 wt% VOx/TiO2,
flame-made, 100 g/h
40
20
20 wt% VOx/TiO2, impregnated
0
160
200
240
Reactor Temperature / °C
280
Gas composition:
-400 ppm NO
-400 ppm NH3
-10 vol% oxygen in nitrogen
Reference:
-impregnated Degussa P 25
-same V content in both catalysts
-specific surface area: 50-55 m2/g
•W. J. Stark, A. Baiker, S. E. Pratsinis, Part. Part. Sys. Charact. 19, 306-311 (2002)
13
225
150 g/h
2
Specific surface area / m g
-1
Epoxidation Catalysts: TiO2 /SiO2
200
175
150
125
100
0
2
4
Titania content / wt%
Hydrogen/air flame, burner diameter 19 mm, 0.73 m3 H2/h; 5.2 m3 air/h
•W. J. Stark, S. E. Pratsinis, A. Baiker, J. Catal., 203, 516 (2001) and Ind. Eng. Chem. Res., 41, 4921 (2002) 14
TiO2/SiO2 epoxidation catalysts
Industrially (Shell, Enichem, Arco), several Mt/y :
C3 ⇒ propene ⇒ propene oxide ⇒ polymers, surfactants
Selectivity / %
100
peroxide usage
olefin usage
90
OH
OH
TBHP (5)
O
Ti/silica
80
1
2
70
60
50
Shell
Aerogel Enichem 6 g/h 150 g/h
•W. J. Stark, H. K. Kammler, R. Strobel, D.
Günther, A. Baiker, S. E. Pratsinis,
500 g/h
Ind. Eng. Chem. Res., 41, 4921 (2002)
Flame-made
15
X-ray Absorption Near Edge Spectroscopy
In-situ XANES:
-Geometry of the active site
-Water content
-Degree of hydration
H
4, 5, 6 - coordinated Ti
1 % Ti, wet-phase
Si
Si
Si
tetrahedral Ti
1.3 % Ti, flame
Si
OH
Si
Si
O
O Ti
O
O
Si
Si
H
H
HO
O
O Ti O Si
O
O
Si
Si
Si
O Ti O Si
O
O
Si
Si
Si
O
H
O Ti O Si
O
O
Si
Si
O
O Ti
O
O
Si
•J. D. Grunwaldt, C. Beck, W. J. Stark,
A. Hagen, A. Baiker, Phys. Chem.
Chem. Phys., 4, 3514 (2002).
16
Selectivity
100
Olefin selectivity / %
Peroxide selectivity / %
100
80
60
40
Co
Cr
Mn
Fe
20
80
60
40
Co
Cr
Mn
Fe
20
10
100
1000
Content / ppm
10
100
1000
Content / ppm
Even 40 ppm of transition metal strongly reduce selectivity
Good selectivity requires very pure catalysts.
•W. J. Stark, R. Strobel. D. Günther, S. E. Pratsinis, A. Baiker, J. Mater. Chem. 12, 3620-25 (2002)
17
Flame Spray Pyrolysis
0.1 µm
Al2O3, ZnO, CeO2, ZrO2
ZnO/SiO2 , BaTiO3
Au, Pt on TiO2, SiO2, Al2O3
2 cm
Bi2O3
Solid
Hollow
Mädler, Pratsinis, J.Am.Ceram.Soc. 85, 1713 (2002)
Varistors
Sensors
Catalysts
18
Flame spray pyrolysis
Strobel, Stark, Mädler, Pratsinis, Baiker, J. Catal. 213, 296-304 (2003)
Spray flame producing Pt/Al2O3
19
Enantioselective hydrogenation of
ethyl pyruvate by FSP-made Pt/Al2O3
Conversion / %
100
FSP-made
Synthesis of chiral
pharmaceuticals.
75
50
Engelhard (E4759)
25
0
0
50
100
150
200
Time / min
Enantiomeric excess (ee) / %
100
75
50
E4759
FSP-made
25
0
0
50
100
Time / min
150
200
20
Strobel, Stark, Mädler, Pratsinis, Baiker, J. Catal. 213, 296-304 (2003)
Open structure enhances activity
0.8
3
Pore volume / cm g
-1
Nonporous, dense particles
ÎBetter accessibility
ÎHigh surface without trapped
Pt in micropores.
E4759
0.6
flame made
0.4
0.2
0
ÎMaximum use of expensive
platinum reduces costs
1
10
100
Pore diameter / nm
Strobel, Stark, Mädler, Pratsinis, Baiker, J. Catal. 213, 296-304 (2003)
21
Rapid Synthesis of Stable ZnO Quantum Dots
(1 - 5 nm)
Absorbance (scaled), a.u.
Blue Shift of
Absorption Spectra
Mädler, Stark, Pratsinis, J.
Appl. Phys. 92, 6537-40 (2002)
dXRD= 3 nm
300
350
4
12 nm
400
5 nm
380
450
λl Bulk
l 1/2 , nm
Wavelength, λ
Wavelength , nm
Tani, Mädler,
Pratsinis,
J. Mater. Sci. 37,
4627-4632 (2002)
50 nm
370
Quantum Size
Effect
360
350
Flame made (FSP) this work
FSP powder thermally treated
(2h @ 600°C)
Wet-made, Meulenkamp (1998)
340
0
5
10
ZnO diameter (dXRD), nm
15 22
Average particle size, nm
Angular, rough, edgy-like n-CeO2
16
as-prepared
14
20 nm
12
Catalysts
Fuel Cells
Polishing
10
8
6
4
dXRD
2
0
dBET
100 nm
0
2
4
6
8
Oxygen flow rate, l/min
Mädler, Stark, Pratsinis,
J. Mater Res. 17, 1356 (2002).
annealed for
2h @ 900°C
23
Hollow particles by
emulsion-fed FSP
Al2O3-N
Tani, Watanabe, Takatori and Pratsinis, J. Am. Ceram. Soc., 86, 898 (2003).
pump
Al2O3-Cl
FIC
Dispersing
Air or O2
FIC
Emulsion
Air
FIC
Al2O3-H-N
H2
FIC
Air
Main
Flame
Al2O3-N-O
Filter
Supporting
Flame
Hood
Vacuum Pump
1 µm
400 nm
24
TiO2
ZnO
ZrO2
Fe2O3
Y2O3
CeO2
1 µm
400 nm
Emulsion-fed FSP.Tani, Watanabe, Takatori and Pratsinis, J. Am. Ceram. Soc., 86, 898 (2003).
25
Conclusions
• V2O5 / TiO2: SCR of NOx with NH3
– Purity improves conversion over wet-made ones
• TiO2 / SiO2 : Olefin epoxidation:
– improved selectivity
– role of transition metal dopants
– structure of the active site
– pilot-scale production (500 g/h)
• Pt / Al2O3: enantioselective hydrogenation
– Open structure improves efficiency
26
Conclusions
• Nanoparticle Technology is a frontier for scientific advances and
even, for business opportunities (millionaires are made today!).
• Flame Processing is advantageous for particle manufacture:
Unique Structure, Crystallinity and Purity
Close control of Particle Size and Morphology
• Functional nanoparticles with tailor-made characteristics
are made for catalyst, dental, battery and other materials.
27
ETHZ, Particle Technology Laboratory
R. Müller
O. Wilhelm
S. Tsantilis
R. Jossen
W.J. Stark
J. Kim L. Mädler K. Wegner
S.E. Pratsinis
28
H.K. Kammler
T. Tani
S. Veith
2. Selected Fundamentals
of Aerosol Formation
Prof. Sotiris E. Pratsinis
Particle Technology Laboratory
Department of Mechanical and Process Engineering,
ETH Zürich, Switzerland
www.ptl.ethz.ch
Sponsored by
Swiss National Science Foundation and
Swiss Commission for Technology and Innovation
ETH Zurich Pratsinis 2004
1
Particle Dynamics
Coagulation
Fragmentation
Convection
in
Shrinking
by evaporation
or dissolution
Growth
by condensation
or chemical reaction
Convection
out
Diffusion
ETH Zurich Pratsinis 2004
Settling
2
Theory: Population Balance Equation
∂n
∂t
+ ∇ ⋅n u
= ∇ ⋅ D∇n
convection diffusion
+
∂ dv
n
∂v dt
growth
− ∇ ⋅cn
external force
∞
1v ~
~
~
~
~
v )n(v )n(~
v )d~
v
+ ∫ β(v, v − v )n(v )n(v − v )dv − ∫ β(v, ~
20
0
coagulation
∞
− S(v )n(v ) + ∫ γ (v, ~
v )Sn(~
v )d~
v
v
fragmentation
u
= gas velocity vector
D
c
β
= particle diffusivity
S
= fragmentation rate
γ
u x , u y , uz
∇ ⋅ n u = u ∇n + n ⋅ ∇
u
{
= velocity of particles of size v (e.g. settling)
0
continuity
= coagulation rate
= fragment size distribution
ETH Zurich Pratsinis 2004
3
2. Fundamentals of Particle Formation
2.0 Books
Smoke, Dust and Haze, S.K. Friedlander, Oxford, 2nd edition, 2000
Aerosol Processing of Materials, T.Kodas M. Hampden-Smith, Wiley, 1999
Aerosol Technology, W. Hinds, Wiley, 2nd Edition, 2000.
2.1 Coagulation
Atmospheric processes (air pollution, smog), Plumes, Tailpipe
exhaust, Optical fibers for telecommunications, Carbon blacks
for tires, Pigments, Enlargement by granulation or flocculation
The theory of coagulation is based on:
a) collision theory
b) field forces
ETH Zurich Pratsinis 2004
4
2.1.1 Collision frequency function
Assume that collisions occur between two clouds of partices of
volume vi and vj:
vj
vi
vk
The number of collisions per unit time and unit volume is:
(
)
Pij = β vi , v j ni n j
Where the collision frequency is the rate of collisions per
particle per unit volume. This function depends on temperature,
5
ETH
Zurich
Pratsinis
2004
pressure and particle size.
The birth of particles of size k=(i+j) is given by:
1
Pij
∑
2 i+ j= k
The factor ½ is included to correct for double counting.
The loss of particles of size k by collision with all other
particles is:
∞
∑ Pik
i=1
ETH Zurich Pratsinis 2004
6
Then the net rate of change in particle concentration is:
dnk 1
= ∑ Pij − ∑ Pik
dt
2
∞
1
= ∑ β(v i , v j )ni n j − nk ∑ β(v i , v k )ni
2 i + j =k
i=1
This is the basic equation for coagulation that is encountered
in many physical phenomena:
Granulation, Flocculation etc.
It used to be very intimidating 10 years ago, but not anymore.
It can be easily solved.
GOAL: To determine collision frequency function
ETH Zurich Pratsinis 2004
7
2.1.2 CASE 1: Brownian Coagulation
In a stagnant gas coagulation takes place by diffusion of
particles to the surface of each other.
Consider a sphere of radius ai at a fixed point.
Particles of radius aj are in Brownian motion and diffuse to the
surface of ai:
We would like to calculate
the concentration profile nj
away from the surface of
particle i so we can calculate
the flux of particles j to the
surface of particle i. This will
give the rate of collisions of
particles i and j per unit area
ETH Zurich i.
Pratsinis 2004
of particle
aj
ai+aj
ai
8
Let us drop the subscript j for convenience and write a balance
for particles of size aj.
For spherical symmetry:
∂ n D ∂ 2 ∂ n
= 2 r
∂t r ∂r ∂r
With boundary conditions:
r = ai + aj :
r→∞ :
t=0
:
ETH Zurich Pratsinis 2004
n=0
n = n0
n = n0
∀r
9
The solution of this equation is:
(
ai + a j
2
n( r, t) = n0 1 −
1−
r
π
r − ai + a j
2 Dt
∫
0
[
ai + a j
r − ai + a j
= n 0 1 −
erfc
r
2 Dt
ETH Zurich Pratsinis 2004
)
− z2
e dz
]
10
Now calculate the rate at which particles arrive at the surface
(
)
2
(
F = 4 π ai + a j J a + a = 4 π ai + a j
i
j
)
2
∂ n
D
∂ r r =a +a
i
j
ai + aj
= 4 π ai + aj )Dn0 1 +
πD t
(
For t >> 0 (dP=1µm t>10s or dp=0.1µm t>0.01s):
F
By definition β =
, so: F = 4 π ai + aj Dn0
n0
(
ETH Zurich Pratsinis 2004
)
(1)
11
Now consider that the sphere ai is in Brownian motion. Then
we introduce the diffusion coefficient describing the relative
motion of the two particles:
D = Dij
xi − x j )
(
=
2
Einstein equation
2t
0
Dij =
ETH Zurich Pratsinis 2004
xi2
2t
−
2xixj
2t
+
xj2
2t
= Di + D j
(2)
12
Then the collision frequency function becomes
from (1) & (2):
(
(
(
β vi , v j ) = 4 π Di + D j ) ai + aj )
where
k BT
D=
f
k B T 1
1 d P,i d P, j
+
β = 4π
+
3πµ d P,i d P, j 2
2
2k B T 1
1 13 13
=
+ 1 3 vi + v j
1
3
3µ v
vj
i
(
)
This is the collision frequency function in the
continuum limit ( dP >> λ ).
ETH Zurich Pratsinis 2004
13
2.1.3 Coagulation of Monodisperse Particles
Assume that all particles have the same size during
coagulation. This is a bold assumption but amazingly good and
useful. Then, we can describe the rate of change of particle
concentration as:
1
dN
= − β( v1, v1)N2
2
dt
where the collision frequency function is:
(
)
2k B T 1
1 1 3 1 3 8k B T
β(v1 , v1 ) =
+
v1 + v1 =
1
3
1
3
3µ v
3µ
v
1
1
Then
dN
β 2
= − N and integration gives: N =
dt
2
ETH Zurich Pratsinis 2004
N0
βN0
1+
t
2
14
This simple expression can be used to estimate the half-life of
an aerosol, or the time needed for particles to grow to a certain
size by coagulation, or even the significance of coagulation
with respect to other processes.
For example, estimate the time needed to reduce the
concentration of a monodisperse aerosol to 90%, 50% or 10%
of its initial concentration 108 particles/cm3, and initial diameter
100nm, cm3/s.
N
= 0.9 :
For
N0
N
= 0.5 :
For
N0
N
= 0.1 :
For
N0
ETH Zurich Pratsinis 2004
N0
− 1
2
N
t=
. s
≈ 15
βN0
t ≈ 14 s
t ≈ 125 s
15
2.1.4 CASE 2: Coagulation in the free molecule regime
In this case the concept of continuum does not exist anymore
so we cannot write the Navier-Stokes equations as we did for
case 1.
Instead we rely on the kinetic theory of gases (e.g. N. Davidson,
Statistical Mechanics, Ch. 10, McGraw, New York, 1962).
The mean scalar velocity of N gas molecules of mass m1 per
cm3 having a Maxwellian distribution is:
c=
8 kB T
π m1
The total rate at which molecules strike a surface dS is
ETH Zurich Pratsinis 2004
1
e( s) = Nc dS
4
16
For a sphere of radius a2 colliding with particles (molecules)
of equivalent spherical radius a1
F = e( s) =
1
1
8k T
Nc S = N
4 π a2 = π Nc a2
π m1
4
4
where a=a1+a2 is the collision radius. Now if the sphere also
moves then the number of collisions increases as:
F = π Nc12 a2 = π N c12 + c22 a2
8 kB T 1
1
F = β fm N = π N
+
π ρP v1 v 2
β fm
3
=
4π
16
12
3
4π
6 kB T 1
1
+
ρP v1 v 2
12
(
23
(
v11 3
v11 3
+
+
)
13 2
v2
)
13 2
v2
This is the collision frequency function for dP << λ .
ETH Zurich Pratsinis 2004
17
2.1.7 Self-Preserving Theory
Observation of natural particle suspensions in gases
(atmospheric aerosols) undergoing coagulation indicated that
after a long time the particle size distribution attains a shape
that is invariant with time.
More specifically, when the size distribution is scaled by some
factor (e.g. average particle size) then the distributions fall on
top of each other and are called self-preserving. This was
observed first experimentally
(e.g. Husar & Whitby, Environ. Sci. Technol. 7:241, 1973):
ETH Zurich Pratsinis 2004
18
Size distribution of an aging free
molecule aerosol generated by exposing
filtered laboratory air in 90 m3
polyethylene bag to solar radiation.
ETH Zurich Pratsinis 2004
Size distribution as on left side,
plotted in the self-preserving form.
The curve is based on the data.
19
According to this, the particle volume v becomes nondimensional by dividing by the average volume concentration
where V is the aerosol volumetric concentration [mp3/mG3]=[-]
and N the number concentration respectively:
v N⋅v
η= =
v
V
And the particle size distribution is defined in a nondimensional form as:
V
ψ(η) = n (v )
N2
ETH Zurich Pratsinis 2004
20
2.2 Particle Formation by Nucleation-Condensation
A phase transition is encountered in many industrial
(e.g. crystallization, carbon black production) and
environmental (e.g. smog formation) processes
The fundamental equation that describes these processes is:
∂n
+ ∇ ⋅ vi n = 0
∂t
With boundary conditions:
at
dP = dP∗
t=0
ETH Zurich Pratsinis 2004
ni vi∗ = I∗
n = n0 ( dP )
nucleation
initial distribution
21
The goal is to determine:
1. the critical diameter for particle formation which is
dictated by thermodynamics
2. the growth rate that is determined by thermodynamics and
transport
3. the nucleation rate which is determined by thermodynamics
and kinetic theory by physical (e.g.cooling) or chemical (e.g.
reactions) driving forces
ETH Zurich Pratsinis 2004
22
2.2.1 Critical Particle Size
Key feature: The curved interface
The goal is to derive an expression relating the concentration
(vapor pressure) of species A with a particle (droplet) of radius
dP at equilibrium (Seinfeld, 1986)
If the interface was flat which is, for example, the tabulated
equilibrium concentration or vapor pressure at a given
temperature and pressure.
Consider the change in Gibbs free energy accompanying the
formation of a single drop (embryo) of pure material A of
diameter dP containing g molecules of A:
∆G = Gembryo system − Gpure vapor (1)
ETH Zurich Pratsinis 2004
23
Now let’s say that the number of molecules in the starting
condition of pure vapor is nT. After the embryo forms, the
number of vapor molecules remaining is n = nT − g . Then the
above equation is written as:
∆G = nG v + gGl + πdP2 σ − n T G v
(2)
where GV and Gl are the free energies of a molecule in a liquid
and vapor phases and σ is the surface energy
∆G = g(Gl − Gv ) +
π dP2 σ
π dP3
2
=
G
−
G
+
π
d
(
l
v)
P σ (3)
6 vl
π dP3
Noting that g vl =
6
Where vl is the volume occupied by a molecule in the liquid
phase (equivalent sphere in liquid phase).
24
ETH Zurich Pratsinis 2004
Before we go further let’s evaluate the difference in Gibbs free
energy:
dG = VdP
then
dG = (vl - vv) dP
But vl << vv
then
dG = - vv dP
According to ideal gas law vv = kBT/P
Then Gv − Gl = −k B T
PA
∫
PA 0
dP
PA
= −k B T ln
= −k B T ln S
P
PA 0
Where S is the saturation ratio.
ETH Zurich Pratsinis 2004
25
Now equation 3 becomes:
∆G = −
π dP3
k B T ln S
6vl
14
4244
3
+
volume free energy of an embryo
Now plot ∆G as a
function of dP
π dP2 σ
123
surface free energy
∆G
droplet at equilibrium
with surrounding vapor
S <1
S>1
dP
S <1 monotonic increase in ∆G
S > 1 positive and negative contributions at small dP the surface
tension dominates and the behavior of ∆G as a function of dP is
close to that for S <1. For larger dP the first term becomes 26
ETH Zurich Pratsinis 2004
important.
dP∗
At
∂ ∆G
=0
∂ dP
⇒
∗
dP
4 σ vl
=
k B T ln S
This is the minimum possible particle size.
This equation relates the equilibrium radius of a droplet of a
pure substance to the physical properties of the substance and
the saturation ratio of its environment. It is called also the
Kelvin equation and the critical diameter is called the Kelvin
diameter.
ETH Zurich Pratsinis 2004
27
This equation relates the equilibrium radius of a droplet of a
pure substance to the physical properties of the substance and
the saturation ratio of its environment. It is called also the
Kelvin equation and the critical diameter is called the Kelvin
diameter.
The Kelvin equation states that the vapor pressure over a
curved interface always exceeds that of the same substance
over a flat surface:
See the anchoring of the surface molecules on a flat and a
curved surface. Surface molecules are anchored on two
molecules on the layer below flat surfaces while on curved
interfaces some are anchored on just one!
These can easily escape (evaporate) from the condensed
28
ETH or
Zurich
Pratsinis phase.
2004
(liquid
solid)
2.3 Particle Growth
The mechanism for particle growth refers to droplet or particle
growth from gas (condensation), to crystal growth from
solution etc..
In all cases mass should be transported to the particle
surface.
In principle, two steps are required, a diffusional step followed
by a surface reaction or rearrangement step.
In condensation the former is dominant while in crystallization
is the latter. In many processes both can be dominant.
ETH Zurich Pratsinis 2004
29
2.3.1 Mass transfer to a particle surface (continuum)
Consider a single droplet growing by condensation without
convection at rather dilute conditions. The goal is to
determine the flux of mass to its surface. For this the vapor
concentration profile around the droplet is needed at steady
state:
droplet
∂C D ∂ 2 ∂C
= 2 r
= 0
∂ t r ∂r ∂r
dP
ETH Zurich Pratsinis 2004
vapor
(1)
D = vapor diffusivity
C = vapor concentration
(moles/cm3)
molecules
30
With boundary conditions:
at r = dP/2 C = Cd the equilibrium concentration at the droplet surface
at r = ∞
C = C∞ bulk vapor concentration
Solving the above equation for C as a function of r gives:
d
C−C
= 1−
2r
C −C
d
∞
P
(2)
d
Then the rate of condensation F is:
∂C
dP 2
= D(C∞ − Cd )0 +
F = D
πd P
2
2(d P 2 )
∂r r = d P
2
ETH Zurich Pratsinis 2004
= 2D(C∞ − Cd )πd P
(3)
31
And the rate of particle volume growth is:
3
(
dv d π d P 6 ) FMW 2D(C ∞ − C d )MWπd P
=
=
=
dt
ρP
dt
ρP
where MW and ρP are the molecular weight and density of the condensing
material
So the diameter growth rate is (molecules/cm2):
dd P 4D(C ∞ − C d )MW
=
dt
ρP d P
ETH Zurich Pratsinis 2004
(4)
32
2.3.2 Mass transfer to a particle surface (free molecule)
The collision rate per unit area is:
N AV Cc
z=
4
(5)
where c and m1 are the molecular velocity and mass and NAV the
Avogadro number
12
so z becomes
ETH Zurich Pratsinis 2004
N AV (C∞ − Cd ) 8k B T
z=
4
πm1
(6)
33
Then the rate of condensation F to particle surface is:
12
F = z ⋅ area / N AV
k BT
=
2πm1
πd 2P (C∞ − Cd ) (7)
And the rate of particle volume growth is:
12
dv FMW k B T
=
=
dt
ρP
2πm1
πd 2P
MW (8)
(C ∞ − C d )
ρP
So the diameter growth rate is:
12
dd P 2MW k BT
=
ρP 2πm1
dt
ETH Zurich Pratsinis 2004
(C∞ − Cd )
(9)
34
2.3.3 Mass transfer to a particle surface (entire spectrum)
For particle growth from the free molecule to continuum
regime, the expression for the continuum regime is extended
by an interpolation factor:
dd P 4D(C ∞ − C d )MW
1 + Kn
(10)
=
1 + 1.71Kn + 1.33Kn 2
dt
ρP d P
where the Knudsen number is Kn= 2λ/dP
This is called the Fuchs effect.
ETH Zurich Pratsinis 2004
35
The effect of of temperature
depression is to reduce the
partial pressure of vapor at the
droplet surface and slow the
rate of evaporation. Similarly a
temperature enhancement
slows the rate of condensation.
(adapted from Hinds (1982))
ETH Zurich Pratsinis 2004
36
(adapted from Hinds (1982))
ETH Zurich Pratsinis 2004
37
ETH Zurich Pratsinis 2004
(adapted from Hinds (1982))
38