Application Note Contaminant Removal by Anion Exchange on Salt Tolerant HyperCel
advertisement

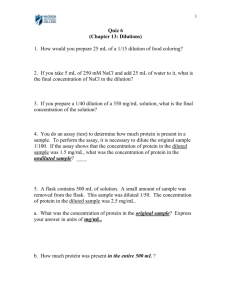
Application Note USD 2870 Contaminant Removal by Anion Exchange on Salt Tolerant HyperCel™ STAR AX Sorbent Prior to Downstream Purification of Recombinant Interleukin 7 1. 2. Summary u This study describes the use of HyperCel STAR AX “salt tolerant” anion exchange sorbent to remove protein contaminants prior to other chromatography steps in the purification process of recombinant human interleukin 7 (rhIL-7) in Chinese Hamster Ovary (CHO) cell culture supernatant (CCS). u The performance of HyperCel STAR AX sorbent was compared with another commercial anion exchanger. u The ability to capture proteins at different sample conductivities using different feedstock dilutions was measured for both sorbents. u A process economics analysis was performed to evaluate the benefit of the elimination of feedstock dilution at process scale. Introduction “Negative mode” or “Flowthrough (FT) Mode” chromatography is commonly used to remove contaminant proteins from high expression cell culture supernatants. In this approach, contaminants are retained while the target protein is unbound. Conventional anion exchangers can be used to selectively separate contaminants from the target protein but they require CCS dilution to lower ionic strength or diafiltration to achieve sufficient capacity. These units of operation, however, negatively impact process economics by increasing buffer consumption and processing time and by limiting throughput. HyperCel STAR AX “salt tolerant” anion exchange sorbent was used to allow the direct removal of contaminant proteins from undiluted feed while rhIL-7 was not captured. Data shown in this study evaluates the process economics impact of using “salt tolerant” ion exchange instead of conventional anion exchange. Table 1 Properties of HyperCel STAR AX Sorbent Average particle size Ion exchange ligand Dynamic binding capacity1 at conductivity 15 mS/cm Recommended operating range of feedstock conductivity Recommended cleaning conditions2 1 2 3. 80 μm Primary amine >100 mg BSA/mL within pH range 7.5 – 8.0 2 – 15 mS/cm 1 M NaOH Determined using 5 mg/mL BSA in 25 mM Tris-HCl , 0.14 M NaCl at 2 minute residence time. Injection of 5 column volumes (CV) of 0.5 – 1 M NaOH, 1 hour contact time. Materials and Methods 3.1. CHO Feedstock and Analytical Methods (CHO CCS kindly provided by Cytheris SA, France) The rhIL-7 concentration in the feedstock was estimated at 0.1 mg/mL using hIL-7 ELISA assay (Cell Sciences). The total protein concentration was 0.39 mg/mL using a Bradford protein assay (Pierce Thermo Scientific). The CHO supernatant was used undiluted as well as 2- and 4-times diluted by double distilled water. The feedstock was filtered through a Pall 0.2 μm Supor® 200 sterilizing filter prior to application on chromatography sorbent. 2 3.2. Chromatography Runs All the chromatography runs were performed using ÄKTAexploreru 100 system (GE Healthcare). HyperCel STAR AX and rigid Q agarose sorbents used in the study were packed in 1 mL columns (0.5 x 250 mm, YMC Europe GmbH). The chromatography protocol used is summarized in Table 2. Prior to use, each sorbent was washed with 20 column volumes (CV) of buffer B. A total protein load of 40 mg per mL of sorbent was applied on each sorbent. This corresponded to: – 100 mL of undiluted filtered CHO CCS – 200 mL of 2-fold diluted (1 volume of CCS + 1 volume of water for injection) filtered CHO CCS – 400 mL of 4-fold diluted (1 volume of CCS + 3 volumes of water for injection) filtered CHO CCS. Flowthrough fractions were collected and analyzed for total protein and rhIL-7 content to determine the dynamic binding capacity (DBC) for contaminant proteins and the yield of recovery of rhIL-7. Table 2 Chromatography Run Sequence (1 minute Residence Time) Step Equilibration Load Wash Elution Strip CIP 1 3.3. CV 20 (Not applicable) 10 20 20 20 Solution Used Buffer A1 Equivalent to 40 mg of protein per mL of sorbent Buffer A1 Step elution Buffer B1 0.1 M HCl 1 M NaOH Buffer A: 25 mM Tris-HCl, pH 8; Buffer B: 25 mM Tris-HCl, 1 M NaCl, pH 8. Process Economics Analysis The process economics analysis was conducted using the BioSolve Cost of Goods (CoG) analysis software from Biopharm Services Ltd. Three different dilutions of the CCS were considered for the process economics analysis (see Figure 1): – Scenario 1: No feedstock dilution - Conductivity 16 mS/cm. – Scenario 2: 2-fold dilution - Conductivity 8 mS/cm. – Scenario 3: 4-fold dilution - Conductivity 4 mS/cm. Each sorbent was tested using the above conditions. Process economics analysis was conducted using scenario 1 (no dilution) only for HyperCel STAR AX sorbent. The evaluation was performed using data obtained at the laboratory scale and transferred to process scale, taking into account that 500 L batches and 10 batches are produced per year. An ultrafiltration/diafiltration (UF/DF) step was added in the analysis, after the first chromatography step, to mimic a process where the second chromatography step would require a low conductivity. The analysis showed that UF/DF was not significantly impacting the whole process cost and is not discussed further here (data not shown). www.pall.com/biopharm 3 Figure 1 Process Scenarios for Process Economics Analysis AEX Chromatography Scenario 1: No Dilution Initial Feedstock Volume (L) 500 Total protein content in feedstock (g/L) 0.4 rhIL-7 (g/L) 0.2 Conductivity (mS/cm) 16 Scenario 2: Dilution X2 VCF Conductivity (mS/cm) 16 DV 2 Average flux (LMH) 75 500 Volume (L) 1000 Total protein content in feedstock (g/L) 0.4 Total protein content in feedstock (g/L) 0.20 rhIL-7 (g/L) 0.2 rhIL-7 (g/L) 0.1 Conductivity (mS/cm) 16 Conductivity (mS/cm) 8 8.5 Process time (H) 4 Rigid Q agarose 3 Initial volume (L) 500 Final volume (L) 500 Conductivity (mS/cm) 4 Ultrafiltration Volume (L) 1000 VCF Conductivity (mS/cm) 8 DV 1 Average flux (LMH) 85 DBC for contaminant proteins(1): Rigid Q agarose 6 AEX Chromatography Dilution 4x in DI Water 1 HyperCel STAR AX AEX Chromatography Dilution 2x in DI Water Volume (L) Initial Feedstock Scenario 3: Dilution X4 500 DBC for contaminant proteins(1): Initial Feedstock 2 Process time (H) 4 Initial volume (L) 1000 Final volume (L) 500 Conductivity (mS/cm) 4 Ultrafiltration Volume (L) 500 Volume (L) 2000 Volume (L) 2000 VCF Total protein content in feedstock (g/L) 0.4 Total protein content in feedstock (g/L) 0.10 Conductivity (mS/cm) 4 DV 0 Average flux (LMH) 100 rhIL-7 (g/L) 0.2 rhIL-7 (g/L) 0.05 Conductivity (mS/cm) 16 Conductivity (mS/cm) 4 DBC for contaminant proteins(1): VCF: Volumetric Concentration Factor; DV: Diafiltration Volume 4. Ultrafiltration Volume (L) Rigid Q agarose (1) 11 4 Process time (H) 4 Initial volume (L) 2000 Final volume (L) 500 Conductivity (mS/cm) 4 DBC in mg/mL Results and Discussion 4.1. Impact of Feedstock Dilution on Dynamic Binding Capacity for Contaminant Proteins and Yield of Recovery for rhIL-7 A breakthrough (BT) curve, using HyperCel STAR AX or rigid Q agarose sorbents, was determined for the different feedstock dilutions using the Bradford protein assay. After the first BT (unbound proteins flowing through the column), a second BT showed the sorbent saturation and this point was used to determine the DBC for contaminant proteins. The DBC was determined for the three samples used (no dilution, conductivity 15.8 mS/cm; 2-fold dilution, 8.4 mS/cm and 4-fold dilution, 4.2 mS/cm). The results are presented in Figure 2. The DBC for contaminant proteins when using the crude feedstock was 8.5 mg/mL on HyperCel STAR AX sorbent, while it was below 3 mg/mL on rigid Q agarose sorbent. At the lower conductivity, the DBC of HyperCel STAR AX sorbent was decreased, this behavior being specific to this sorbent. In contrast, the DBC of rigid Q agarose was increased to 6 and 10 mg/mL respectively when conductivity was decreased to 8.4 (2-fold dilution) and 4.2 mS/cm (4-fold dilution). Therefore, a 4-fold dilution is required on the standard ion exchange sorbent to achieve a DBC similar to that of HyperCel STAR AX sorbent without dilution. No significant difference in the yield of recovery for rhIL-7 (>90%) was observed depending on sorbent or dilution. 4 Figure 2 DBC for Contaminant Proteins vs. CCS Dilution on HyperCel STAR AX and Rigid Q Agarose Sorbents. 10 10 8 6 8 6 4 4 2 2 0 0 15.8 8.4 4.2 Conductivity (mS/cm) 15.8 8.4 4.2 Conductivity (mS/cm) Process Economics Analysis The annual CoG was first used to obtain an overview of the whole process cost (Figure 3). Then, other detailed information such as capital, labor and consumable cost was considered. Finally, the usage of water was estimated to evaluate the impact of dilutions at process scale. When compared to the rigid Q agarose sorbent, HyperCel STAR AX sorbent constantly provided significant cost reduction and water saving, whatever the chosen scenario. The largest savings on CoG (23%) was obtained when comparing the use of rigid Q agarose sorbent in Scenario 1 (no dilution) to the use of HyperCel STAR AX sorbent. Figure 3 Cost of Goods (CoG) Scenarios on Conventional vs. Salt Tolerant Anion Exchange Annual CoG (US$) Capital Labor Consumables Water Usage (m3 per batch) 0 Savings with HyperCel STAR AX Sorbent (%) 4.2. Rigid Q Agarose 12 DBC (mg/mL) DBC (mg/mL) HyperCel STAR AX 12 -10 -20 -30 -40 -50 Scenario 1 (no dilution - 16 mS/cm) Scenario 2 (2-fold dilution - 8 mS/cm) Scenario 3 (4-fold dilution - 4 mS/cm) -60 The resulting savings obtained when using HyperCel STAR AX sorbent were still significant even for Scenarios 2 (2-fold dilution) and 3 (4-fold dilution). u Labor: The labor cost difference between scenarios using rigid Q agarose and HyperCel STAR AX sorbents was not significant. u Capital Cost: The savings on CoG using HyperCel STAR AX sorbent came mostly from savings on capital equipment (25% savings with HyperCel STAR AX sorbent in Scenario 1). In Scenario 1, the lower capacity for contaminant proteins on rigid Q agarose sorbent led to the use of a larger column diameter (120 cm vs. 44 cm for HyperCel STAR AX sorbent) and a subsequently larger www.pall.com/biopharm 5 pumping system needed for the chromatography skid (28 L/min vs. 4 L/min for HyperCel STAR AX sorbent). Larger size vessels were also required for buffer preparation. In Scenarios 2 and 3, the difference in capital cost was reduced to 11 and 7% respectively, as the capacity for contaminant proteins was increased. The column diameter, still slightly higher (63 cm vs. 44 cm for HyperCel STAR AX sorbent), required for Scenario 2 and the cost of the mixing equipment required for the dilution step in Scenario 3 mainly made the difference in capital cost. u 5. Consumable Costs: They were also significantly reduced when using HyperCel STAR AX sorbent and the difference remained stable through the various scenarios (around 25%). The consumable cost was higher for Scenario 1 using rigid Q agarose (more resin required due to lower capacity). As the capacity increased in Scenarios 2 and 3, there was no difference any more in resin cost compared to the process using HyperCel STAR AX sorbent, but the consumables required for the dilution step made the difference in total consumable cost. Conclusion u HyperCel STAR AX “salt-tolerant” anion exchange sorbent can capture contaminant proteins from crude CHO feedstock early in the downstream process and contributes to improve the efficiency of the further purification of rhIL-7. u A conventional rigid Q agarose sorbent used as a comparison required at least a 4-fold dilution of the feedstock to obtain similar performance. u The process economics analysis showed that the elimination of the dilution with the use of HyperCel STAR AX sorbent provided strong economical benefits (reduced capital and consumable cost, reduced water usage) compared to a standard ion exchange sorbent. Visit us on the Web at www.pall.com/biopharm E-mail us at biopharm@pall.com Corporate Headquarters Port Washington, NY, USA +1 800 717 7255 toll free (USA) +1 516 484 5400 phone biopharm@pall.com e-mail European Headquarters Fribourg, Switzerland +41 (0)26 350 53 00 phone LifeSciences.EU@pall.com e-mail Asia-Pacific Headquarters Singapore +65 6389 6500 phone sgcustomerservice@pall.com e-mail International Offices Pall Corporation has offices and plants throughout the world in locations such as: Argentina, Australia, Austria, Belgium, Brazil, Canada, China, France, Germany, India, Indonesia, Ireland, Italy, Japan, Korea, Malaysia, Mexico, the Netherlands, New Zealand, Norway, Poland, Puerto Rico, Russia, Singapore, South Africa, Spain, Sweden, Switzerland, Taiwan, Thailand, the United Kingdom, the United States, and Venezuela. Distributors in all major industrial areas of the world. To locate the Pall office or distributor nearest you, visit www.pall.com/contact. The information provided in this literature was reviewed for accuracy at the time of publication. Product data may be subject to change without notice. For current information consult your local Pall distributor or contact Pall directly. © 2012, Pall Corporation. Pall, , HyperCel and Supor are trademarks of Pall Corporation. ÄKTAexplorer is a trademark of GE Healthcare. Filtration.Separation.Solution is a service mark of Pall Corporation. ® indicates a trademark registered in the USA and TM indicates a common law trademark. 1/13, PDF, GN12.8112 USD 2870