Signature redacted IAY 19, 12
advertisement

IAY 12 19,
R A -MFASUREMENT OF PREDICTABILITY OF
THERMOELECTRIC COOLING
By
IDEAL THOMAS SALDI
S.B. PENNSYLVANIA STATE UNIVERSITY
(1955)
SUBMITTED IN PARTIAL FULFILLMEN'
OF THE REQUIREENTS FOR THE
DEGREE OF MASTER OF
SCIENCE
at
the
MASSACHUSETTS INSTITUTE OF
TECHNOLOGY
January, 1959
Signature redacted
Certified by . .
.-6*----
Accepted by.
.
- -
*
Department of Mechanical Engineering,
January 21, 1959
Signature redacted
*
-0
*
0
0 *
0
-
Signature of Author. - . . - . -*.
-
----------- --
. .
Thesis Supervisor
.
redacted
/Signature
. .
.
*
Chairman, Departmental Committee
on Graduate Students
3S
ii
MASSACHUSETTS INSTIT UTE OF TECHNOLOGY
77 Massachusetts Avenue
Cambridge 39, Massachusetts
January 21, 1959
Professor Alvin Sloane, Chairman
Departmental Committee on Graduate Students
Department of Mechanical Engneering
Massachusetts Institute of Technology
Cambridge 39, Massachusetts
Dear Professor Sloane:
In partial fulfillment of the requirements for the Degree
of Master of Science in Mechanical Engineering, I hereby submit this
thesis titled, "Measurement of Predictability of Thermoelectric
Cooling".
Respectfully submitted,
Signature redacted
Ideal T. Saldi
-
---~~1I
U
iii
ABSTRACT
At the suggestion of Professor Joseph Kaye, the author proceeded
to design, build, and test a thermoelectric device that would produce a
temperature difference of 20 0 C. The ultimate object being to compare the
experimental results with the theoretical studies put forth in various
forms in the literature.
It should be noted that a minimum amount of experimental data
has been published in this area due to the difficulties encountered in
constructing these devices.
It is hoped that the procedures outlined in this text along
with the methods used in overcoming the major difficulties, which eventually led to achieving the desired objective, will be used as a basis for
further investigations in this area.
An experiment similar to this was carried out by J.R. Freeman, Jr.
and E.S. Purcell, Jr. (1956)(1)* under the direction of the General Science
Department.
A cooling effect of 40C was reported.
This thesis is also intended to provide readers, who are unfamiliar
with this subject, a fundamental knowledge of the nature of thermoelectric
cooling.
-%Refers to the Bibliography at the end of this thesis.
I
iv
ACKNOWLEDGMEN'S
The author wishes to thank Professor Kaye for his encouragement
and advice and to acknowledge the valuable assistance of the Staff of the
Energy Conversion Group of the Electrical Engineering Department, particularly Mr. John Blair.
The author also wishes to thank the Energy Conversion Group and
the General Engineering Laboratories of the General Electric Company in
Schenectady, New York for their gifts of materials which were used in
this experiment.
-
U
V
TABLE OF CONTENTS
PAGE
Letter of Transmittal.
. .
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
iii
Abstract*...............,
.
.
.
.
.
.
.
.
.
.
- - -
Table of Contents. . .
. .
.
.
.
.
.
. .
.
.
.
. .
List of Figures. . . .
.
. .
.
.
.
. .
.
.
.
.
Acknowledgments. .
.
. .
2
ii
.
. .
.
.
.
.
.
.
- -
iv
-
.
-
.
.
-
v
. .
.
.
.
.
.
vii
- - -
. .
- - .
0 vi'i
. .
Nomenclature . . . .
. . .
Introduction . . . .
. . . .
1
.#
Physics of Thermoelectric Cooling.
.
.......
.-
5
1.1
Importance of Semiconductors in Thermoelectric Cooling
5
1.2
Formation of Bismuth Telluride . . . . . . . . . . . .
8
PART I - THERMOEL&EN'
MATERIALS
.......
.
......
PART II - HEAT TRANSFERS IN A CURRENT CARRYING THEOELEMENT
2.1
.
.
.
.
.
.*..
*.....
. .**
The Thompson Effect. . . . . . . . . . . . . . . .
The Peltier Effect.
12
12
* *
2.2
* .
* *
2.3 Joule Effect . . . . . . . . . * * . .
2.4 Heat Conduction Through the Thermoelement. . . . . . .
13
16
17
.
17
THERMOELECTRIC CIRCUIT . . . . . . . . . . . . . . . . .
19
.
23
2.5
Miscellaneous Heat Transfer.
.
.
.
.
.
.
.
.
.
.
.
.
PART III - DERIVATION OF EQUATIONS FOR USE IN THE DESIGN OF THE
PART IV -IESIGN OF THERMOELECTRIC CIRCUIT..
4.1
4.2
.
.
.
.
.
.
Assumptions. . . . . . . . . . . .
Design.Parameters. . . . ..
.
.
.
. .
. .
.
.
.
.
23
23
-.-...-.. .
. .-*
4.3 Properties of the Bismuth Telluride Used in the Design
4.h
4.5
h.6
4.7
4.8
PART V
-
Geometry of Elements. . . .. . . .
Design Calculations.
Power Requirements . . . .
Sink Design. . . . . . . . .
.....
5.2
5.3
23
25
.......
29
. ..
. ...
.
30
.
Configuration of Thermoelectric Cooler . . . . . . . .
35
.
37
.... . . . . *.
. . . .. .
.
. . .
.
.
.
.
.
.
.
.
Sink.
of
Fabrication
. .
.
.
.
.
.
.
.
.
Cooler.
Thermoelectric
of
Assembly
37
CONSTRUCTION OF THERMOELECTRIC COOLER .
5.1
23
. .
..
. .
Machining of Thermoelements.
. . .
.
. . . * .
38
39
-U
vi
TABLE OF CONTENTS (conttd)
PAGE
PART VI - EXPERIMENTAL RESULTS . . . . . .
...
.
.
. .
.
. 49
.
6.1
6.2
Optimum Current. . . . . . . . . . . . . . . . . . . . 49
Resistivity of Elements. . . . . . . . . . . . . . . .50
6.3
Maximum Temperature Drop at Optimum Current. . . . . .51
6.4 Thermoelectric Power of the Device . . . . . .
6.5 Affect of Sink Design on Junction Temperatures
6.6
6.7
.
. .
Measurement of Peltier Coefficient . . . . . . .
.
.52
. .5
. .
.
55
Calculations Based on Experimental Results . . . . . .56
PART VII - CONCLUSIONS AND RECOENDATIONS
7.1
7.2
.
.
.
66
. .
.
.
.
66
67
.
.
Comparison of Results. . . . . . . . . . . . . .
Conclusions and Recommendations. . . . . . . . .
.
.
BIBLIOGRAPHY . . . . . . . . . . . . . . . .
APPENDIX . . . . . . . . . . *
.
* .
.
.
&
. . . . .
.
.
.
.
.
.
69
70
70
U
vii
LIST OF PIATES AND FIGURES
Plates
PAGE
1
Thermoelectric cooler
47
2
Thermoelectric circuit apparatus
48
Figures
1
Model of thermoelectric junction
3
2
Plot of material properties vs. electron concentration
7
4
Thermoelement illustrating Thompson effect
14
5
Theoretical plot of thermoelectric power vs
temperature in bismuth telluride
15
6
Thermoelectric circuit
31
8
Sink
34
9
10
Thermoelectric cooler
36
Inert soldering gun
41
11
Graph showing current vs. temperature difference
58
across junction
12
Graph showing current vs. temperature drop of
59
cold junction
13
Graph showing temperature of hot junction vs. time
for two sink arrangements
60
14
Graph showing temperature difference across element
vs. time at optimum current
61
15
Graph showing thermoelectric power vs. time
62
16
Graph showing temperature of cold junction vs. time
63
time for two sink arrangements
17
Graph showing thermoelectric power vs. temperature
64
difference across junction
18
Graph showing Peltier coefficient vs. temperature
of cold junction
65
-U
viii
NOMENCLATURE
z
Figure of merit
0C -1
Thermoelectric power
volts/ 0 C
Thermal conductivity
watts/cm 0C
Electrical conductivity
1/ohm-cm
Electrical resistivity
ohm-cm
Q.
Peltier heat
watts
Qt
Thompson heat
watts
Qi
Joule heat
watts
Qc
Heat of conduction
watts
Qnet
Refrigerating effect
watts
QS
Q,
Heat dissipated by sink
watts
Q2
Heat required for conservation of energy
Tr
Peltier coefficient
volts
Thompson coefficient
volts/0 C
T
Temperature of cold junction
0C
Th
T ch
Tc
Temperature of hot junction
OC
Temperature drop of cold junction
0C
I
Current
amps
R
Resistance of thermoelements
ohms
R
Total junction resistance
ohms
Rcj
Rhj
A
L
W
Cold junction resistance
ohms
Hot junction resistance
ohms
Area of thermoelement
cm2
Length of thermoelement
cm
Power input
watts
V
Voltage across elements
volts
Va
Vt
Iot
Ohmic drop
volts
Thermocouple back emf
volts
k
Tc
Heat required for conservation of particles
Temperature difference of hot and cold junction
Optimum current for maximum temperature
difference
amps
0C
ix
NOMENCIATURE (cont)
C.0.P
Optimum current for maximum coefficient
of performance
Coefficient of performance
V
e
Vh
Free electron concentration
Velocity of electrons
Velocity of holes
Io
amps
cm-3
t'0
INTRODUCT ION
In 1834 a French watchmaker, Jean Charles Athanase Peltier,
discovered that when a current flows through a junction of two different
conductors a heating or cooling of the junction will result depending on
the direction of the current.
results correctly.
However, Peltier did not interpret the
His conclusion was that this phenomenon was a violation
The true value of Peltier's discovery was
of Ohms Law at low currents.
demonstrated in 1838 by Emil Lenz when he froze a drop of water which was
placed on the junction.
For the next 110 years little or no work was done to develop
these thermoelectric effects.
However, during the late 1940's, the
improvement of existing and the development of new semiconducting materials
have revived and accelerated research in this area.
In the past five years numerous articles have appeared in the
literature dealing with various phases of this phenomenon.
Presently the major areas of investigation are centered around
improving and measuring the thermoelectric properties of semiconducting
materials and in methods of manufacturing devices utilizing this principle.
In the very near future appliances will be appearing on the market
embodying this principle.
In the not too distant future this phenomenon
will form the basis of a refrigerator with no moving parts.
In essence
this will be a noiseless device with essentially infinite life.
The number of potential applications of this phenomenon, in a
variety of ares, is very large.
In this thesis the area of refrigeration will be investigated.
/J
PHYSICS OF THERllllOELEGrRIC COOLING
The Peltier effect is due to the presence of a potential difference at the junction of two dissimilar materials. When a current is made
to flow in the direction of this potential difference a cooling effect is
present. The reason for this cooling is that heat is absorbed when a
current flows down an electrical hill.
This absorbed heat is due to:
1.
Conservation of Particles
2.
Conservation of Energy at a Boundary.
In order to further explain this· ·phenomenon a simple electron
model will be used.
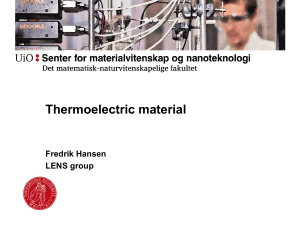
Figure 1 shows a thermojunction, for cooling, consisting of two
different materials.
In the N-type material there is a flow of
ne~tively
charged electrons (Ve) from the cold to the hot junction, while in the
P-type material there is a flow of positively charged "holes" (Vh)'
vacated by electrons, also from the cold to the hot junction.
The shaded area at the cold junction (Fig. 1) consists of both
holes and electrons, however, only holes or electrons flow in the res.pective
legs of the junction.
In order to satisfy the
!!,! of Conservation of
Particles, electron-hole pairs must be continuously generated at the cold
junction. This so-called generator is the atomic lattice of the material.
However, the lattice must receive energy in order to generate these electronhole pairs.
This energy (Q1 ) comes from the region near the cold junction,
thus creating a cooling effect at this junction.
The heat required to satisfy conservation of particles is only part
of the Peltier effect; the other part comes from the fact that electrons
3
FIGURE
1
COLD JUNCTION
HEAT FLOW
HEAT FLOW
COD
HCT
HOT
V.
y
W.-TYPE
P-TYPE7
00
-Q
HO1 T JUNCTION
Q&
SCHEMATIC OFTHERMOJUNCTION
ILLUSTEATING
THE PELTI EV. EFFECT
FOR COOUN&
ME DEPT MIT
.T SALDI
SCALE:
-
HOT JUNC rION
I
THERMOJUNCTION
I
|DATE- 1-21-SlIF~GURE
- 1
14
and holes are carriers of heat.
Since electrons and holes flow from the
shaded area in Fig. 1 to the hot junction, heat is removed from this area
and deposited at the hot junctio4.
In order to satisfy conservation of
energy in this shaded area, heat (Q 2 ) must be supplied.
This heat also
comes from the region near the cold junction, thus creating an additional
cooling effect in this region.
Therefore, the heat required to satisfy conservation of particles
plus the heat required to satisfy conservation of energy constitute the
Peltier effect at the cold junction, or thermoelectric cooling.
PART I
THERMOELEMENT MATERTALS
1.1
Importance of Semiconductors in Thermoelectric Cooling
The most important properties to consider in selecting a material
for use in a thermoelectric cooling device are:
thermoelectric power,
electrical conductivity, and thermal conductivity.
Numerous equations
,
relating these properties have appeared in the literature during the past
(2)
five years. Two of the most widely used are those developed by Ioffe
and Goldsmid(3).
It should be noted that the only difference in these two
equations is that the Goldsmid equation is the square root of Ioffe's
equation.
Ioffe's equation will be used inthis thesis.
This relation,
which will be derived in a later section by a method different from Ioffe's,
follows:
*
2
Z
(1
=
ka +
kb
,a
TZ
"Z" is called the figure of merit of a material.
The higher the
value of "Zt the better the material for thermoelectric cooling.
The
subscripts a and b refer to two materials which have thermoelectric powers
of opposite sign, or in semiconductor terminology, P-type and N-type material.
In metals the ratio of electrical to thermal conductivity has its
highest possible value - the value given by the Wiedemann-Franz relation.
*See
nomenclature on page viii for definitions and units of symbols used.
C
6
(This law states that the electrons in a metal are responsible for the
conduction of heat as well as of electric current).
However, the figure
of merit of metals is restricted by the low thermoelectric power.
Semi-
conductors can have much larger thermoelectric powers, and in most cases
this is more than sufficient to compensate for the low ratio of
conductivities.
In order to further explain why semiconductors make the building
of thermoelectric devices practicable, a simple form of electron theory
will be used.
In a metal each atom contributes at least one electron which is
able to move freely within the metal.
In a semiconductor only a very few
In an insulator there are essentially
atoms release such free electrons.
no electrons which are free to move within the material.
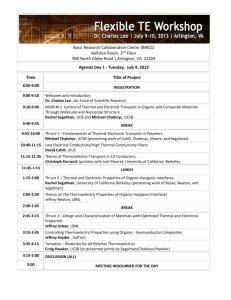
The three properties entering into the expression for Z are not
independent of each other, since they are all functions of free electron
concentrations.
The electrical conductivity (6) is roughly proportional to the
On the other hand, the thermoelectric
number of free electrons (?7)
power (o() tends to zero when the number of free electrons tend to
infinity.
electrons.
The thermal conductivity is proportional to the number of free
These results are plotted in Fig. 2.
Before proceeding with a conclusion to this discussion it should
be noted that if P-type and N-type materials have the same properties
(i.e., o(a= (by
6
az
6
b,
ka
k) the expression for Z reduces to:
2
(2)
Z
Lk
k
-4
7
FIGUI'E
z
Ir
S
De
Co(
u.
u
I
u
Fg
X&
0
Ek ECTXON
I
if Cc
CONCENTZAi ON
x
k
,q1
I
-T
INSULATORSi
SEMI-COWDUCTOR5
MATERIAL
METALS
PROPERTIES
ELECTRON CONCENTRATION
ME. DEPT.
MIT
I. T. SALDI
I
Qr
i
.-
l A-r
-
1r
I-i r-irm-,rimc-
->
8
Now as can be seen from Fig. 2, the optimum value of the
numerator in eq. (2) falls into the semiconductor concentration range.
This optimum value of concentration has been calculated(2),(h) to be 10 9
free electrons per cubic centimeter.
It can be seen from Fig. 2 that semiconductors have the most
favorable combination of properties.
The semiconductor most widely used
at present for thermoelectric cooling is bismuth telluride.
This is the
material that will be used in this experiment.
In the discussion that follows it should be borne in mind that
a material to be used for thermoelectric cooling should have a high thermoelectric power, high electrical conductivity (low electrical resistivity),
and low thermal conductivity.
These properties will be discussed in detail
in Part II - Heat Transfers in a Current-Carrying Thermoelement.
1.2
Formation of Bismuth Telluride
There are several methods presently employed for producing bismuth
telluride.
These include the Bridgeman technique and the pulling method.
The most widely used method at present is the Bridgeman technique
because it requires a minimum of monitoring, and the temperature at which
solidification occurs can be accurately controlled.
It is possible to "dope" a semiconductor to give either N- or
P-type conductivity.
In the case of bismuth telluride stoichiometric
proportions gives P-type conductivity.
To obtain N-type bismuth telluride
an excess of tellurium is introduced into the melt.
process it
By this "doping"
is possible to tailor a material to the users requirements.
The process for making P-type bismuth telluride via the Bridgeman
technique follows:
9
1.
Pour stoichiometric proportions of bismuth and tellurium into
This tube should be about 3/4" in diameter
a pointed quartz tube.
and 8" long for the size batch that will be discussed here.
is used since the tendency for it
Quartz
to crack at extreme temperature
The reason for the point will be
gradients is at a minimum.
discussed later.
The stoichiometric proportions are 32.75 grams of bismuth and
These materials come in stick or
30.00 grams of tellurium.
granular form and should be of 99.999% purity for best results.
Since tellurium is toxic extreme care should be exercised in
removing the fumes.
Pour the tellurium into the tube first then the bismuth.
The
reason for this procedure is that bismuth melts at a lower temperature than tellurium; as the constituents are brought up to
temperature the bismuth will flow down into the tellurium and
produce a more homogeneous mixture.
2.
Place the quartz tube into a horizontal electric oven which is
at a temperature of 100 0 C.
-5
it until a vacuum of 10
While the tube is in the oven evacuate
ma of mercury is obtained.
can be obtained with nitrogen trap apparatus.
This vacuum
The reason for
placing the tube in the oven is to remove any moisture present in
its interior.
When this is completed, seal the end of the tube
by welding the quartz stem.
(Since the interior of the stem is
under high vacuum it will collapse once a flame is applied to the
exterior thereby sealing the tube).
3.
Suspend the sealed tube vertically (point down) from a small
motor and gear reduction unit and through an electric oven.
10
4.
Gradually bring the contents of the tube up to 7000C
(Bi 2 Te 3 melts at 573C).
During this melting process it
very important to oscillate the mix vertically.
is
These oscillations
need not be rapid -- about four per minute at a 3/4" amplitude.
This oscillation is necessary since gases are released from the
constituents during the melting process.
It is important to
remove these gases from the molten mix, for if they are allowed
to remain in solution, voids will result in the solid state.
These voids will decrease the electrical conductivity and thereby
reduce the figure of merit.
5.
After the constituents are melted, lower the quartz tube (point
first) at a rate of about 1/2" per hour.
since nucleation starts at a point.
The point is necessary
The mix will comnence solidi-
fying from this point and gradually work back as the tube is lowered.
The slow rate of removal from the oven is important since grain
growth and overall nucleation is a function of the rate of solidification.
This slow speed also prevents the formation of internal
stresses in the casting.
It is important that large grains be obtained since grain
boundaries are points of higher resistance to electron flow.
Hence the larger the grain size, the higher the electrical conductivity and consequently the higher the figure of merit for the
sample.
6.
Once the contents of the tube has solidified, a higher degree
of purity can be obtained by zone-refining the contents.
The
zone refiner consists of a horizontal "boat" which is slowly
passed through an induction coil.
In this process only the section
11
of the Bi 2 Te 3 which is in the vicinity of the heating coil
is in the molten state.
This molten "puddle" is slowly moved
from one end of the casting to the other.
Since the impurities
in this material have an affinity for the molten state, they are
carried by the
t puddle"
from one end of the casting to the other
and allowed to solidify at one end.
acid or mechanical cutting.
L
This end is then removed by
PART
II
HEAT TRANSFERS IN A CURRENT CARRYING THERMOELEMENT
A thermoelectric effect is any phenomenon involving an exchange
of heat and electrical potential energy.
When this exchange can occur from
heat to electrical energy or vice-versa, the effect is called reversible.
Two of these reversible exchanges are the Peltier and Thompson effects.
However, when the exchange can occur only from electrical energy
to heat, the thermoelectric effect is termed irreversible.
The most notable
irreversible effect is the Joule effect.
2.1 The Peltier Effect
This effect is described as the absorption or rejection of heat
per unit area at the junction of two dissimilar metals.
Qp
This is given by:
(3)
TT I
TT is the Peltier coefficient and depends on the materials and
the temperature of the junction in question.
This is given by:
TT = (a(a - c$b( T
Therefore, the Peltier heat at the cold junction, combining
eqs. (3) and (),
is given by:
9,(ea
o*bb
c
1
(5)
As can be seen from this expression, the higher the thermoelectric
power, for a given current, the larger the amount of heat absorbed.
This
is one reason why the thermoelectric power is used in determining the merit
of a material for thermoelectric applications.
13
__
2.2
The Thompson Effect
This effect is described as the absorption or rejection of heat
per unit volume of a homogeneous material in the presence of an electric
current and a temperature gradient.
For the absorption of heat this is
defined by:
'(T-T)
h c
t
(6)
I
is the Thompson coefficient which is defined by:
Tz
(7)
T d
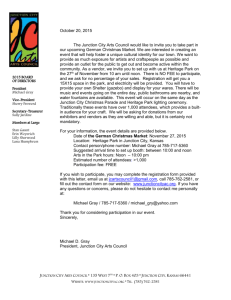
The Thompson coefficient can be either positive or negative
depending on the relative flow of current and holes (or electrons),
(see Fig. 4).
Remembering that in a junction for cooling the holes and
electrons flow from the cold to the hot junction in both the P- and Ntype legs, and in this same circuit, the current flows from the hot to the
cold junction in the N-type leg and from the cold to the hot junction in the
P-type leg.
In this case the Thompson coefficient is negative for the
N-type leg, since the current flows in the opposite direction of the electrons, and positive for the P-type leg since the holes and current flow in
the same direction.
Hence, same direction Thompson coefficient positive;
opposite directions Thompson coefficient negative (refer to Fig.
).
To determine the direction of Thompson heat flow for bismuth
telluride, refer to Fig. 5 and the analysis below.
Refering to Fig. 5, it can be seen that the slope (4) for P-type
bismuth telluride is negative while the slope for N-type is positive.
Also
from the analysis above, the Thompson coefficient is positive for P-type
and negative for N-type bismuth telluride.
into Eq. 7 ('
T
) it
Substituting this information
can be seen that the resulting equation for both
14
FiGURE
4-
ELEMENT COLD JUNcTION
HOLE FLOW
ELECTZON FLOW
II
Ir-------- w
P
il
Li
." I
ELEMENT HOT JUNCTION
Bix.
3
JUNCTIONS
SCHEMATIC OF
BISMUTH TELLURIDE' JUNcONS
ILLUsTrATINC&
THE- THOMPSON EFFEC.T
ME DEPT
MIT
THOMPSON
I T SALDI
E FFECT
|TrE I-21-59[FIGVRE
|SCALE: -
4-
15
FIGURE 5
P-TYPE
0
T
N-TYPE
o.<
THERMOELECTRIC POER ,(()
vs.
TEMPERATURE
FOR
BISMUTH TELLURIDE
ME DEPT
MIT
T
vs
.T SALII
SCALE'. -
lArE %-2I-59 FIGVlE
5
16
the N-type and P-type legs is positive.
By further substitution into
eq. (6), it can been seen that Thompson heat is absorbed by both legs.
Some P-type materials have a positive slope on these coordinates.
In this case, Thompson heat will be rejected.
It can be seen from this analysis that the direction of flow of
Thompson heat depends on how the thermoelectric power varies with the
temperature of the material.
As compared to the other heat transfers in a thermoelectric circuit, the Thompson heat transferred is negligibly small.
Therefore, in the
remainder of this thesis the Thompson heat will be neglected.
However, for
the sake of completeness, it will be included in a solution of the differential equation for the temperature distribution in a thermoelement.
This
equation and its solution will appear in the Appendix.
2.3
Joule Effect
The Joule heating is given by:
Q
(8)
= 12 R
Here R is the electrical resistance of the thermoelement in ohms.
This type of heating always works against us.
It will be shown in the Appendix that one-half the Joule heat goes
to the hot junction and the other half goes to the cold junction.
This heat
is always present irrespective of the temperature gradient in the element.
Since the resistance is inversely proportional to the electrical
conductivity, materials possessing a high electrical conductivity should be
used in order to minimize this detrimental heat transfer.
This is the
reason why electrical conductivity is chosen as one of the properties which
determine the merit of a material for thermoelectric applications.
17
A Joule effect also appears at the junctions of the materials
due to soldering.
This adverse affect will be discussed in Parts IV and V.
2.h Heat Conduction Throu h the Thermoelement
This heat is given by:
I.
QC=
k
(Th ~ TC)
Here k is the thermal conductivity.
9
This is also a detrimental
heat transfer since heat is conducted through the thermoelement, from the
hot to the cold junction thereby reducing the refrigerating effect.
the thermal conductivity should be as small as possible.
Hence,
This is the third
property discussed in this section which contributes to determining the
merit of a material for use in thermoelectric applications.
It can be seen from the above that -the net heat absorbed at the
cold junction is given by:
Qnet
-p - 1/2 Q
=
- QC(10)
~b)
o~ I Tc - 1/2 I 2 R - K (Th- Tc
In order to improve Qnet the following must be done:
1.
2.
Increase the thermoelectric power thereby increasing QP.
Increase the electrical conductivity thereby decreasing Q..
3.
Decrease the thermal conductivity thereby decreasing Qc
Thus, the reasons for selecting these particular properties and
the form of equation for determining the figure of merit of a material can
now be seen.
2.5
Miscellaneous Heat Transfer
Radiation and convective heat transfers will also occur at the
thermoelement.
18
In this experiment the convective transfers are minimized by
insulating the elements.
The radiation transfers are negligible in this
temperature range (25 - 75* F).
However, if radiation transfers were
appreciable they could be reduced by a reflective shield.
Both these transfers will be considered negligible in this
experiment.
PART III
DERIVATION OF EQUAT IONS FOR USE IN THE DESIGN OF THE
THERMOELECTRIC CIRCUIT
The coefficient of performance is defined by:
C.O.P. =
(11)
w
where Q is given by equation (10) and W (work) is defined by:
W = V Iot
Here V (voltage) is the sum of two voltages
V=Va
t
'Where Va is the voltage drop across the element when the temperature
difference is zero (ohmic drop)
Va
-
that is
Iot R
and V is the back emf induced in the element due to the temperature
difference.
This is defined by
V
((<a
-~*b
)(Th - T)d
Therefore the total voltage is given by
V = IotR4- ( <a
(12)
o<b)(Th -T)
.0.P.
_
a
b Tc I I
I R +(
12 R(Th T c)(kaa
bb(- Th - T)]
+
b
(
Substituting this information into eq. (11) it becomes
(13)
20
In order to derive the figure of merit from this expression the
heat conduction term will be expressed in another form.
Remembering that
a
Ab
+ kb
a
Lb
MultipLying both sides of this equation by R, it becomes
C
TC)
QcR = (Th
Q (T-T(k
h - TC) (ka
(ka
+
(14)
R
kbA)
But since
R=Ra R
b
/oa
(15)
+/ObLb
Equation (14) becomes
Ab
Aa
SR=(Th - T ) (kaa +
La
/
4Lb
(16)
Assuming both legs have identical lengths, identical resistance and equal
conductive heat flow the following is obtained:
Aa ka = Ab kb
a
I~
b
Solving these for Aa/Ab and combining, results in the following expression:
/ka(2),(5)
(7
k a =
-b
kb /b
Substituting (17) into (16) it becomes:
QcR
(Th
TC) (
ka
+
b 2
Replacing Q c in eq. (13) by its expression given in eq. (18), results in the
following expression for the coefficient of performance:
21
(
2
R
I
c
)
(oa
C.O.P.
I ) IR
kA
b2
a+
Th -TC)
(o<a
o<b) (Th - Tc
In order to find the current (Ioc) that will give the maximum
coefficient of performance, eq. (19) is maximized and the following result
is obtained:
Ob ) Th -TC)
O~a
=
oc
T))
be
(20)
--
~
(1
2
Substituting Ioc for I in eq. (19) an equation for the maximum
coefficient of performance is obtained
Th -
1
-(21)
(oa -
T
T
T
2+
Tc
V
1b)2
kb
the term in the square bracket is identical to Z
Since
-
ma
Jka+b2
1 + -h+ c
(COP)Tc
Th
(o~a - cdb) 2
TT
the figure of merit of the material.
Substituting
Z for the square bracket the equation for the maximum
coefficient of performance becomes:
T h *Tc
T
max =
(C.o'.)
EThh
c
/
Th
1+ Z (4
1+
z
(
Z
h 4-1
-
(22)
It can be seen from this equation that the coefficient of performance
does not depend on the geometrical dimensions of the thermoelement.
It
depends only on the figure of merit and the temperature of the junctions.
22
As the figure of merit (Z) increases and approaches infinity the coefficient
TC
of performance approaches the Carnot efficiency T - T
h
c
With the cold junction perfectly insulated, the refrigerating
) will be zero and therefore the C.O.P. would also be zero.
effect (
Under these conditions the temperature difference will be a maximum since
the cold junction will be cooling itself.
From eq. (22) with the C.O.P. equal to zero
Th
T-h=
TC
J T 2
or (Th -Tc) max
or (Tc
(23)
Z
142 Z T-
.*-Zh
min
Th -Tc
TC
1 + Z (T2
-
l(2)
Z24
In order to find the current (I ) that will give the maximum
temperature difference, eq. (10) is maximized and the following expression
it obtained:
ItIt
(< a R- <b) T
(25)
R
Since the object of this thesis is to obtain a temperature difference of 200 C and to compare experimental results with the analytical
study, the current given by eq. (25) will be used in the analytical study.
*
It should be noted that I ot is always greater than Ioc
PART
IV
IESIGN OF THERMOELECTRIC CIRCUIT
4.1 Assumptions
1. Thermal conductivity and electrical conductivity do not vary
with temperature
2.
Thompson heat transfers are negligible
3. There are linear temperature gradients in the thermoelements
4.
4.2
4.3
Radiation and convective transfers are negligible
Design Parameters
1.
Maximum temperature difference
2.
Temperature of cold junction
3.
Temperature of hot junction
4.
One stage element
200 C
-
20 C (271 Ok)
180 C (291 Ok)
Properties of the Bismuth Telluride Used in the Design(6)
P-type Element
a)
Thermoelectric power ( K<a)
b)
Electrical conductivity ( 6-a)
c)
Thermal conductivity
(ka)
200 microvolts/oC
500/ohm-cm
0.0157 watts/cm
0C
(Parallel to cleavage planes)
2.
4.4
N-type Element
a)
Thermoelectric power ( 0<b)
b)
Electrical conductivity ( 6b)
c)
Thermal conductivity (kb)
-215 microvolts/ C
1500/ohm-cm
0.0157 watts/cm
0C
Geometry of Elements
It is interesting to note from eqs. (22) and (23) that the
geometry of the elements has
no bearing on the coefficient of performance
24
and on the maximum temperature difference.
What this implies is that
with any combination of length and cross section, the same C.O.P. and
temperature difference is obtained.
This is true, however, the refrigerating
capacity is generally the important item in the design of a cooling device,
and it is in this item that the geometry becomes important.
The refrigerating effect is a direction function of the ratio of
length to cross-sectional area.
refrigerating effect.
The smaller this ratio the higher the
However, the smaller this ratio the more current
required and therefore the power input is proportionately higher.
Conse-
quently the coefficient of performance remains unchanged.
To help clarify this fact, the first two terms in eq. (10) are
repeated here
Qnet
-
T
2
(10a)
}IV
For illustration sake it is assumed that L/A is decreased. By virtue of
L
, and the current
this change the resistance is decreased, since R=f
for the same load is increased,
since I =
.
The first term in (10a)
will increase while the second also increases but not as rapidly. The
overall change will be an increase in Qnet (refrigerating capacity).
Values of L/A from twoto five are recommended.
However it is
important to keep the following in mind:
Semiconducting materials are expensive and heavy
2.
In a majority of designs, space requirements are vital (examples
-
1.
small appliances, missiles, etc.)
Therefore in deciding on the geometry of the elements, consideration
should be given to the above in conjunction with the desired refrigerating
capacity and the power available for operating the device.
25
This latter consideration coupled with the limited supply of
Bi 2Te 3 available to the author were the determining factors in selecting
the following geometry for this design:
1.
La = L=
2.
Aa
2 .345
cm
b =0.595 cm2
The lengths were made the same in order to facilitate assembly.
According to eq. (17) the areas should not have been made the same since
the electrical conductivity of both legs are different.
However, the areas
were made the same in order to facilitate machining.
4.5
Design Calculations
1.
Figure of Merit
From eq. (1)
(c<a
-<b)
Z
2
Vka
kb
(210 x 10 -6volts/oC
0.0157 watts/cm
0
500 1/ohm
cm
0.0157 watts/cm 0 c
1500/ohm cm
+
C
12
oC
2.33 x 10-3
2.
-
215 x 10 - volts/ c) 2
+
Resistance of Elements
Using eq. (15)
7 La
R = Ra + Rb
A a
2.345 cm
0.595
cm2
10.5 x 10-3
1
500 1/ohm-cm
ohm
4L
+
1
1500 1/ohm-cm
26
3.
Optimum Current
Using eq. (25)
O~a
I ot
p<b) Tc
-
R
25 x 10-6 votso k)(271 ok)
10.5 x 10-3 ohm
11.0 amp
h. Voltage Drop Across Device
Using eq. (12)
Va =1I ot R = (11.0 amp)(10.5 x 10-3 ohm)
Vt(
V
o
b)(Th - Tc) =(425 x 10
a
(20 Ok)
8.5 volts
Va +Vt
124.0 x10-3 volts
=115.5
x 10-3 volts
-6 volts/o k)
It should be noted that this voltage drop does not include the
drops due to junction resistances.
5.
Coefficient of Performance
a) Using eq. (22)
Th 4Tc
T
c
(C.0.P.L! T h-
/+
Tc
271 0k
2
1 + Z+ (T h+ T C
h 2 Tc)
0I
291 0 k - 271 0 k
1.21
Z (-
Th
~5C
41
o
'291
'k
1 + (2.33 x10~ 3 / k)(281 k) - 271 2k
(2.33 x io-3/
ol
ok)(2810k)' +1
PF--
27
b) Theoretical C.O.P. for 200 C Temperature Difference
Using eq. (13)
.Qp
=
aa
(c)It
~ cb)
(h25 x 10
volt/
0 k)(271
'k)(ll.0 amp)
1.270 watts
2.
Q.
} 12
R
(11.0 amp)2 (l0.5 x
0-3 ohm)
0.635 watts
Q,
2 (T
-T)
kk
wtts
Z(2)(20 0 k) (0.0157 wa
0.9
( '
cm22
cm
)
3.
0.160 watts
h.
-1.270 - 0.635 - 0.160
Q
0.h75 watts
5.
Power Input
W
Iot [ot R +
( '<a
-
4,b)(Th - Tc
11.0 amp [(11.0 amp)(l0.5 x l0-3 ohm)-(I25 x 10-6 volt/ 0C) (20C0
1.355 watts
C.O.P.
Qnt
0351
.75
28
6.
Maximum Temperature Difference (cold junction perfectly
insulated)
a) Using eq. (23)
- i 2T c 2
(Th - T) max
Z
=} (271 'k)
=85.5
2
(2.33 x 10- 3 /Ok)
Ok
b) Minimum Temperature of Cold Junction (with perfect insulation)
Using eq. (24)
(T
Th -l
1 +-2 Z
i
z
/1+2 (2.33 x 10~,/ Ok)(291 Ok)
2.33 x 10 /
-1
0k
228 Ok
Heat to be Dissipated by Sink
Applying the first law of thermodynamics for a cyclic heat engine:
Qs
Oet
+
W
0.475 watts -- 1.355 watts
1.830 watts
This can also be arrived at by considering the heat transfers
at the hot junction:
Qs
p
+
7.
( ~c"<a
j
- Qc
) I Th+I2
(b)Ih
122 R -Qc
(425 x 10-6 volt/0 C)(ll.0 ampX2910 k) +2
1 (11.0 amp)
1.835 watts
(10.5 x 10-3 ohm)
-
0.160 watts
rI
29
4.6
Power Requirements
In many cases this becomes a serious problem due to the high
currents required to compensate for the rather low thermoelectric power
of materials presently used for thermoelectric cooling.
However, in this
experiment the current (I ) is rather low so the power requirements can
be easily satisfied. Two methods of satisfying these requirements will be
described.
For optimum operation the current must be ripple free direct
current. The presence of ripple will tend to nullify some of the thermoelectric effect.
For low currents, such as in this experiment, a DC "wet" cell
is ideal since this delivers essentially pure DC current, and eliminates the
need for transformers, rectifiers, and filters.
The following apparatus was used to satisfy the power require-
ments anc to obtain the required data:
Quantity
1.
1
Description
4 volt
exide wet cell type 2 - nlx
-
13
Cat #410--
3.
1
1
6 volt 50 amp rheostat
6 volt 8 amp rheostat
4.
1
5.
6.
1
2
7.
8.
1
1
1
1
1
0-50 amp DC ammeter (panel mounted) General
Electric Cat. #3383268
45 amp SPST circuit breaker switch
Rubicon potentiometers Cat. #'s. 71800 and
96220 Model No. 2732
leeds and Northrop potentiometer Ser. No. D1331658
0-200 MV DC voltmeter Ser. No. D186414
2.
9.
10.
11.
0-25 amp DC ammeter Ser. No. Dh36
0-15 amp AC ammeter Ser. No. D24962
Hewlett-Packard vacuum tube voltmeter
Ser. No. D18317 Model #4000
30
The electrical circuit used to deliver this power to the thermoelements is shown in Fig. 6.
The output of the battery in this circuit could
be reduced in steps of 8 amps from 48 to 0 by the first rheostat, R1 . Rheostat R 2 ' which was connected in parallel to Ri, could carry from
}
to 8 amps.
With this arrange ment the output of the battery could be varied from 0 to
48 amps in steps of 1 amps.
The current from the rheostats was passed through an ammeter and
then through a h5-amp circuit-breaker switch.
The current then passed through
the load (thermoelements) entering the N-type leg and leaving the P-type leg
and then back to the battery.
This is a relatively simple circuit, as can be seen from Fig. 6.
The major drawback of this circuit is that the battery must be recharged
after every 10-15 hours of use.
In order to alleviate this drawback it may be desirable to rectify
AC line current.
However, this introduces the problem of removing the rip-
ple from the rectified current.
It is possible to filter a major portion of
this ripple but some will always remain.
A description of this type circuit follows:
The 110 volt AC line
current is passed through a variac and transformed down to two volts.
two volt AC current is then passed through a rectifier.
This
The rectified DC
current is then filtered to remove as much of the ripple as is possible.
This filter can be three two-volt wet cells connected in parallel.
The fil-
tered current is then passed through the same circuitry described above.
4.7
Sink Design
Since any thermoelectric device gives a specific temperature dif-
ference, depending on the materials used, it
is important in a cooling device
to keep the hot junction temperature as low as is practicable.
This lower
I
SPST SWITCH
V
A
+
uI
Re
FlGURE 6
ME DEPT MIT
I. T SALDI
ScCA
I
I
-i
~
E
--
THERMOELECTRIC
CIEculr
ITE.
I
~'-~''
d-7.-.Cat
* I
%J5~%.
II'c' 6
P
32
hot junction temperature insures a lower temperature at the cold junction
since the temperature difference occurs over a lower range.
The hot junction temperature is kept at a minimum by the proper
design of a sink.
The function of this sink is to remove, as rapidly as
possible, the heat pumped from the cold junction plus the energy supplied
to the element. The heat to be dissipated consists of the following:
Qs = Qnet
V-
It will be assumed in the remainder of this thesis that all the
heat generated at the junctions due to junction resistances will be absorbed
by the respective junctions.
It is very difficult to estimate these junc-
tion resistances since they vary considerably depending on the solder used and
the care exercised in preparing the junction.
For this reason these heat
transfers have not been included in the previous calculations, however, the
sink will be overdesigned so as to compensate for any of these transfers.
The sink for use in this experiment was designed to utilize free
convection heat transfer.
The common practice in sink design is to obtain a "ball park"
figure and then to add a factor of safety.
In order to obtain a "ball park"
figure for this design, Chapter 7 of Brown and Marco's Introduction to Heat
Transfer was used.
Following are the sink design parameters:
1.
5 Btu/hr (based on calculations in Section h45) must be removed by the
sink.
60% of this heat will be removed by free convection, the remainder
by conduction through the sink.
2.
The sink temperature must not rise more than 70F above room temperature.
3.
Fins will be used so as to give a large convective surface area.
fins will be made from 1/16" brass plateo
These
33
Based on these parameters and using eqs. 7-8 for air in Brown
and Marco, the film conductance was calculated to be 0.595 Btu/hr ft2 o F.
.
Using this and eq. 6-1, the surface area required to satisfy the design
2
parameters was calculated to be 55.5 in
To allow for junction resistances the convective surface area was
made 80.0 in2 by arranging ten 2 5/8" x 1 1/2" plates as shown in Fig. 8.
The purpose of the copper bar connecting the fins is to conduct heat from
the hot junction to the fins from which convection takes place.
Initial experiments on this sink showed that the method of heat
transfer (free convection) chosen was not a wise choice since the efficiency
of the sink was affected by continually changing room temperature and air
circulation.
Also the heat from the lower plates would be convected to the
higher rLates since the hotter air having a lower density tends to rise.
This factor alone considerably reduced the effective convective area.
One
way to minimize convection from the lower to the higher plates is to turn
the sink on its side so that the plates are vertical.
This could not be
done in this experiment without rebuilding the sink.
Based on these findings, the author recommends using free convection only as a last resort.
Data taken from this sink showed that the hot junction temperature increased from 10-15 0 F, depending on room temperature fluctuations,
while the cold junction temperature dropped to only 35 0 F.
This same sink was then placed in a water bath which was continuously stirred.
The results of this test showed that the hot junction
temperature increased by only 2 0 F while the cold junction dropped to 26 0 F.
Thus, this 90 F colder "cold" junction is strong evidence in favor of proper
sink design.
m
F
34
I
0
@\
/
F-IGURE
@
@'
I
PPER BAR.
J
8
ELECTRICAL CONNECTOR\
COPPER
PLATES
n~1
r-f
r~nrf~n
-- --
-n
T
I
ilil
I
11111
:11111ILI~ ~i~J~j~[j
~I!)mhIEq KLE[IIU
L~K[IIE~
!VTTKI
I
I
g
A.
1.
I
INSULATING BASE
II
11111
STEEL.
SPACERS
I
I
H'
ME
EPT MIT
V
NV
SALDI
1SCALE - FULL JbATE 1-71-5)I FIGURE
I.T
L
8
4.8
Configuration of Thermoelectric Cooler
Figure 9 shows the configuration used in this experiment.
In
this configuration the current flows parallel to the direction of grain
growth in both the P- and N-type legs.
These legs are soldered to the
sink at one end and are bridged by and soldered to an intermediate copper
element at the cold junction.
Copper is used as a bridge in order to keep
the Joule heating to a minimum.
This configuration will be discussed more fully in Part V which
deals with the construction of the thermoelectric cooler.
36
FIGURE 9
COP PER BeIDGE
JOI
Jol
NT
:rco 4M
JOINT 'Z
COLD
IT 4
Nj
pJ
I
JOINT
I.
1f HE'
SINK
I
I
I
I
I
I
I
'F
t4I
SCABLE
DETAILS OF THERMOELECTRIC COOLER.
ME DEPT
MIT
I.T SALIA
THERMOELECTEIC
COOLER.
ISCALE-FULLIDNATE: 1--2-59|I~~IGUE
I.
PART V
CONSTRUTION OF THERMOELECTRIC COOLER
5.1
Machining of Thermoelements
The machining of bismuth telluride is very difficult since
there is ready cleavage in the samples perpendicular to the direction of
crystal growth.
brittle.
This poor bonding between crystals makes the material very
Its brittleness is similar to that of plaster.
This property of bismuth telluride limits the number of ways it
may be cut or formed.
The following methods have proven successful:
1.
Acid cutting
-
For the most brittle materials
2.
Turning
-
This process can be used only when cutting perpendicular to the direction of crystal growth.
It is
virtually useless for cutting parallel to the
direction of growth since the cutting tool will
tend to separate the material along the crystal
boundaries instead of cutting it.
3.
Hand sawing
4.
Hand sanding
-
The safest method, but very tedious.
Methods 3 and 4 were employed in this experiment.
The thermoelements used in this experiment were made from a
3/4" diameter casting (Bridgeman technique) about 6" long with the direction
of crystal growth parallel to the length.
Since the desired dimensions of
the elements were approximately 1" long and 3/8" square, the author had no
choice but to cut the samples such that the 1"1 dimension was parallel to
the direction of crystal growth.
If the other choice were available, that
is the length perpendicular to crystal growth, the thermal conductivity
38
could have been reduced by a factor of three (7 thereby increasing the
The electrical conductivity and thermoelectric power
are independent of crystal orientation
.
figure of merit.
In sawing the casting to obtain the desired length a "through"
cut was avoided since there existed the possibility of separating some of
the crystals just prior to completing the cut.
The method employed was to
cut half way through the casting with a hacksaw from one side and then to
complete the cut from the other side.
During the sawing operation the
casting was held by hand, since the application of moderate pressures by
mechanical clamps, such as a vise, would shatter the casting.
Once the desired length was obtained from the casting the cross
section was then formed by a combination of hand sawing and sanding.
fine grade
(3M-1A31)
emery
A
cloth was used in the sanding operation. The
following precautions were required in this rather tedious operation:
1.
Avoid excessive pressures on the element during sanding.
2.
To carefully wash from the body any Bi 2Te 3 that accumulated
during the machining process since accidental swallowing of
minute amounts of this material will result in "garlic breath".
The final step in the machining process was to sand the ends of
the elements until they were flat and at right angles to the length.
This
It
was done by using the same grade emery cloth as above and a 6" square.
is important that this be done since it facilitates assembly to the sink
and bridge and also aids in minimizing junction resistances.
5.2
Fabrication of Sink (see Fig. 8)
Eight 2 5/8" x 1 1/2" x 1/16" brass plates and two 2 5/8" x 1 1/2" x
1/8" copper plates were cut from sheet stock and simultaneously drilled.
Two
pieces of copper bar 5/8" diameter and 1 1/2" long were cut from bar stock,
39
ends square, and tinned with solder (50% tin and 50% lead).
The drilled
plates were then placed over these copper bars and spaced 1/4" apart by
steel washers.
The plates were then soldered to the copper bar by con-
ducting the heat supplied by a soldering iron through the bar and melting
the tinned solder.
This sub-assembly was then assembled to an insulating base
(textolite) with 8 bolts.
Provisions for electrical connections were made
on the copper plates.
5.3 Assembly of Thermoelectric Cooler
The four major components of the cooler (sink, bridge, P and N-type
elements) were assembled by soldering.
This was by far the most difficult operation in the whole process.
It was also the most important since the junction resistance must be kept
to an absolute minimum or the resulting Joule heat may be large enough to
overshadow the Peltier effect, thereby making the device useless as a
cooler.
In the assembly of a junction, a solder must be used that has high
electrical conductivity, good wetting properties, a low melting point, and
must not soften at any temperature in the working range.
It has been reported( 8 ) that with a solder consisting of
and
50%
50%
indium
tin the theoretical cooling effect can practically be realized.
This indium tin solder melts at 1380C and satisfies the above conditions.
It
is important that a low temperature solder be used since the
soldering of copper (sink or bridge) to the elements at an elevated temperature may change the P-type material to N-type at the junction.
The reason
for this change is that copper is a doner impurity with a very high rate of
diffusion into P-type bismuth telluride.
It is believed that nickel-plating
40
the ends of the elements tends to eliminate this diffusion, however, it
was recently reported(9) that copper dissolved in the molten solder will
diffuse through the nickel-plating into the P-type bismuth telluride.
Shilliday(10) reports that good results have been obtained using
junctions plated with rhodium and ordinary soft-solder.
Aside from the aforementioned, there has been no other successful
methods reported, to the author's knowledge, for obtaining consistently good
soldered junctions.
In this experiment, the author has tried four different methods
of soldering junctions.
In these four methods, each of which will be
described below, both ends of the thermoelements, the face of the bridge,
and the area of the sink that was to be assembled to the element were tinned
with solder prior to final assembly.
1.
Inert Gun Method
It was observed by the author that indium tin solder loses
its wetting properties when heated to an elevated temperature (usually greater
than 1500C).
controlled.
Therefore, the heat applied to the surface must be carefully
Also, the Bi 2 7e 3 seems to oxidize readily at room temperature;
therefore, an inert atmosphere is desirable.
In order to satisfy these two requirements a special inert soldering gun was built.
This is shown in Fig. 10.
The construction and principle
of operation follow:
41 ohm of nichrome wire was wrapped around a grooved
insulating cylinder.
This cylinder was then placed into a 120 cc distilling
tube.
An electrical wire and plug was then soldered to the nichrome wire.
The top of the tube as then sealed with an insulating fiber,
leakage, and argon was then forced into the stem
to prevent any
of the distilling tube.
The thermoelement ready for tinning was then placed into a bowl.
I
HANDLE
INSULATIM& ROD
HEATED ARGON
FIBER SEAL
L-4ffir
I
////
I
H
OWER
NICHROME WIRE
I
ARGC
DISTILLING TUBE
FIGURE 10
DETAILS OF INERF
SOLDERING GUN
ME DEPT MIT
1. T SALDI
SCALE
INERT SOLDERIN
I
GUN
- /4IDATE I-ZI-S7|FIGURE 10
42
The nichrome wire heater was plugged into a 20 amp variac fed by a 110 volt
AC line, and the argon was turned on.
The plan was to pass the argon over
the heated nichrome wire thereby heating the argon.
the tube through a small opening at one end.
then directed onto the thermoelement.
This heated argon left
The hot stream of argon was
Argon being heavier than air would
stay in the bowl.
This arrangement satisfied both conditions since the temperature
of the emerging jet could be accurately controlled by controlling the flow
of argon and/or the current supplied, and the argon captured by the bowl
would provide the inert atmosphere.
Several days of testing showed that the temperature of the jet
could be accurately controlled ( 't5%).
However, it was very difficult to
obtain uniform temperature over the surface of the thermoelement thereby
resulting inrn-uniform tinning of the surface.
Some areas of the surface,
although bridged with solder, were not wetted.
The outward appearance of the
solder gave the impression that it was a good tinned surface; however, upon
filing through this solder it was observed that adhesion took place only in
isolated areas.
Since it took a relatively long time to heat the surface it was
thought that the heating capacity was insufficient so an additional length
of nichrome wire was added to the heater.
This did not result in any
noticeable improvement.
In lieu of spending additional time with this idea it was decided
to investigate other methods of tinning the surfaces.
2.
Crucible Method
In this method, a stainless steel crucible was placed on an
electrical heater and a small quantity of solder was melted in this crucible.
This solder was kept in the molten state until ready for use.
The method of preparing the surfaces for tinning in this process
This method is outlined below:
differed from that used previously.
The surface to be tinned was sand-blasted with a sanding unit
a)
manufactured by the S. S. White Dental Manufacturing Company using
The surface was sand-blasted so
S. S. White #1 abrasive powder.
as to remove any oxidation that may have formed on the surface and
also to increase the surface area of the thermoelement face thereby
providing a more desirable surface for nickel-plating.
In this sanding operation it is important to keep the flow of
abrasive powder to a minimwm since excessive flow will tend to
fracture the thermoelement along the crystal boundary.
The sand-blasted surface was then nickel-plated in the following
b)
nickel-plating solution for 1 minute at O.5 amp:
sulfate, 6 oz/gal NiCl 2 , h
O oz/gal nickel
z/gal boric acid, the remainder being
distilled boiling water.
This process gave a plate approximately 0.001" thick.
This nickel
will not oxidize as readily as the Bi 2 Te 3 thereby eliminating the
need for an inert atmosphere.
It
also provides a more wettable
surface for soldering.
The prepared thermoelement surface was then dipped into the
crucible of molten solder (temp 460 0F) for five seconds, removed, and the
accumulated solder spread with a clean cloth.
good tinned surfaces.
This process provided fairly
The copper bridge and the sink were then tinned with
this same solder using a soldering iron.
The method of assembly follows:
a)
Holes were drilled in both the sink and bridge and copper-
P.
4
constantan thermocouples were soldered in these holes, using the
same solder that was used for the junctions.
b)
The copper bridge was then soldered to the elements by placing
the elements on a flat surface and the bridge over the elements.
No clamping devices were used.
in contact with the bridge.
A soldering iron was then placed
The heat from the soldering iron was
conducted through the copper bridge to the junctions thereby melting the tinned solder at these junctions.
c)
This sub-assembly was then placed on the sink and the same process
of conduction as above was used here.
However, this proved much more
difficult since the sink absorbed a large portion of the heat supplied.
When the assembly was completed, various current were passed
through the device, none of which resulted in a cooling effect.
It
was first thought that the junction resistances were too high, but
upon further investigation it was found that the end of the P-type
element changed to N-type.
This was due to the elevated temperature
(solder melted at 460 0 F) at which the copper was assembled to the
elements.
This high temperature increased the rate of diffusion
of the copper through the nickel-plating thereby creating the change.
As a result of this experiment, the P-type element was ruined
and a different one had to be fabricated.
3.
Ultrasonic Soldering
A sonobond ultrasonic soldering iron was used in this method.
The surface to be tinned was prepared in the same manner as
described under the Crucible method.
The prepared element was then placed
vertically on a hot plate which was set at 1750C.
The heat was conducted
through the element to the surface that was to be tinned.
Indium-tin solder
was then melted on this surface and spread with the hot tip of the ultrasonic iron.
This method proved unsuccessful, partly due to lack of familiarity
with the equipment.
4.
Flux Method
This method proved to be the most successful and was the one
adopted for use in this thesis.
The surfaces were sand blasted and nickel-plated as described in
the Crucible method.
nickel-plated surface.
Then a non-acid flux (nokorode) was placed on the
Heat was applied to this surface with a Weller
soldering gun.
hen the flux started to boil, indium-tin solder was applied
to the surface.
The molten solder was then spread with the soldering gun.
This method gave consistently good results.
The elements were assembled to the sink and bridge in the same
manner as described in the Crucible method.
After passing various currents through the device it was found
that 14.5 amps gave the largest temperature difference (A T ch).
was higher than the calculated optimum current (I ).
This
It also took a
relatively long time for the cold junction to form ice.
the malfunction, the junction resistances were measured.
In order to locate
These measure-
ments, which are listed on the next page, showed that the junction
resistances were quite low but could be improved.
As a result of these measurements the device was disassembled and
the junctions were prepared and soldered more careful3ly.
Measurements
of these junction resistances showed a marked improvement over the first
soldering. This data follows:
-I
46
Junction Resistances
(Refer to Fig. 9)
First Soldering
Second Soldering
Joint #1
0.570 x 10-3
ohms
0.108 x 10-3 ohms
Joint #2
1.140 x 10-3
ohms
0.216 x 10-3 ohms
Joint #3
0.850 x 10-3
ohms
0.072 x JC3 ohms
Joint #4
1.300 x 10-3
dhms
0.216 x 10-3 ohms
3.860 x 10-3
ohms
0.612 x 10-3 ohms
This data shows that by repreparation of the same junctions the
resistance was decreased 84.4%. These resistances were measured using AC
current.
5.
An alternate method of tinning the
elements, if there exists any
objections to using flux, is to use a reducing flame (hydrogen) to heat
the element surfaces.
This reducing flame will tend to retard any caidation
of surface, thereby essentially serving the same purpose as the flux.
PLATE I - THRMOELEC'RIC COOLER
i~I
PLATE II - THERMOELEMOTIC CIRCUIT
,tf
PART VI
EXPERIMENWAL RESULTS
The data was obtained in these experiments from the device
assembled by the Flux method using copper-constantan thermocouples.
The
measuring instruments used are those described in Part h.6.
6.1
Optimum Current
The optimum current was obtained using the following procedure:
With the cold and hot junctions at or near room temperature, various D.C.
currents were passed through the device - each for five minutes.
At the end
of this period the temperatures of the cold and hot junctions were recorded
using two Rubicon Poteniometers, the object being to find the current that
would give the maximum temperature difference in this time interval.
Prior
to each test the temperature of the respective junctions were recorded.
This data follows:
Current
(amps)
t I 0
(00)
t -5
(0C)
t -0
(00)
Tt
=
(oC)
ch
(0C)
A
(0C)
5.00
23.h
23.54
25.00
15.95
9.05
9.05
7.50
9.25
19.20
19.27
20-32
20.70
20.32
19.27
8.62
7.h8
12.82
13.22
11.70
11.79
10.10
11.00
19.67
19.85
21.07
21.70
19.67
19.85
7.07
7.22
14.00
12.60
12.63
12.00
20.08
22.05
20.08
7.23
14.82
12.85
13.00
14.30
20.17
18.82
21.70
22.05
20.17
19.02
6.92
6.59
14.78
15.66
13.25
12.h3
15.00
19.20
22.17
19.20
7.18
14.99
12.02
16.00
17.00
19.28
22.55
22.67
26.37
19.28
22.55
7.60
11.92
15.07
14.95
11.68
10.63
20.00
2h.15
28.12
2h.51
20.72
7.76
3.79
30.00
26.00
33.52
25.50
37.36
-h.30
-11.82
144.8
Plotting current vs AT ch (Fig. 11) and current vs AT c (drop in
cold junction temperature) (Fig. 12), it can be seen that the optimum current
differs on both curves.
The reason for this is that the method of removing
heat from the sink was poorly chosen.
Heat is received by the sink faster
than the free convection can remove it.
This energy storage in the sink
raises its temperature (see Fig. 13) thereby giving a misleading thermoelectric temperature difference.
For this reason the optimum current
(12.8 amps) shown on Rig. 12 (Current vs. Temperature Drop of Cold Junction)
will be used in this experiment since this temperature difference is due wholly
to the thermoelectric action.
This current is higher than the theoretical optimum current
(11.0 amps), but it must be remembered that junction resistances were not
included in the theoretical calculations.
It is important to notice that at 30 amps the temperature of the
cold junction increased 11.82 0 C.
This is a point where the Joule heating
completely overshadows the Peltier effect.
It can also be seen from Figs. 11 and 12 that the curves are relatively flat near the optimum point thereby indicating that a slight deviation
from the optimum current will not adversely affect the maximum temperature drop.
6.2
Resistivity of Elements
In this experiment at 13.9 amps A.C. current was passed through the
device and the voltage drops across the elements were measured with a vacuum
tube voltmeter.
A. C. current is used since it automatically eliminates the effect
of thermal emf's which are D.C. potential differences.
Element
Voltage
Drop
(volts)
Resistance
R
(ohms)
Resistivity
P-type
93.0 x 10-3
2.620 x 10-3
0.670 x 10-3
1490
N-type
36.5 x 10-3
6.690 x 10-3
1.698 x 10-3
588
9.310 x 10-3
Conductivity
/0
(ohm-cm)
1/ohm-cm
As can be seen from this data, the resistance of the P-type element
is nearly three times that of the N-type.
This is normally the case with
bismuth telluride
It can also be seen that the experimental values of the conductivity
and resistance are , very near the thermoretical values given in Part 4.3.
6.3
Maximum Temperature Drop at Optimum Current
The data for this experiment was obtained by passing the optimum
current through the thermoelectric device and recording the hot and cold
junction temperatures, with the aid of two Rubicon Potentiometers, at one
minute intervals.
In order not to introduce any misleading temperature differences
the sink was placed in a tap water bath which was continuously stirred.
This data follows:
Time
Tc
Th
(00)
(00)
(OC)
AT c
ATh
(oC)
----
ATch
(00)
-4-00
11:25
21.07
17-07
11:26
16.82
17.07
4.25
0.00
11:27
13.69
17.07
7.38
0.00
3.38
11:28
11.26
17.07
10.81
0.00
5.81
11:29
11:30
11:31
11:32
11:33
9.13
7.35
17.20
17.07
11.94
13.72
8.07
9.72
5.69
17.07
15.38
4.27
3.10
17.20
17.33
16.80
17-97
0.13
0.00
0.00
0.13
0.26
12.93
14.23
11:34
2.08
17.20
18.99
0.13
15.12
11:35
11:36
11:37
11:38
1.31
0.63
0.00
-0.66
17-33
17-33
17.33
17.33
19.76
20.44
21.07
21.73
0.26
0.26
0.26
0.26
16.02
16.70
17.33
17.99
11:39
11:40
11.41
11:42
-1.05
-1.51
-1.69
-1.51
17.33
17.57
17.57
17.70
22.12
22.58
22.76
22-58
0.26
0.50
0.50
0.63
18.38
19.08
19.26
19.21
11:43
11:44
11:45
11:46
11:47
11:48
11:)49
-1.82
-2.08
-2.20
-2.46
-2.59
-2.61
-2.74
17.83
17.83
17.83
17.95
17.95
17.95
18.07
22.89
23.15
23.27
23.53
23.66
23.68
23.81
0.76
0.76
0.76
0.88
0.88
0.88
1.00
19.65
19.91
20.03
20.41
20.54
20.56
20.81
11:50
-2.85
18.07
23.92
1.00
20.92
11:51
-3.00
18.07
24.07
1.00
21-07
24.05
24.05
23.92
24.02
24.02
1.15
1.15
1.15
1.25
1.25
21.20
21.20
21.07
21.27
21.27
11:52
11:53
11:54
11:55
11:56
-2.98
-2.98
-2.85
-2.95
-2.95
18.22
18.22
18.22
18.32
18.32
This data is plotted in Fig. 14.
0.25
11.38
As can be seen from the graph
and the data above the maximum temperature difference is 21.27 0C with the
minimum cold junction temperature being -2.95 0C and the maximum hot
junction temperature 18.32 0C.
These values are very near the desired
values in the desigi parameters (see Part 4.2).
6.4
Thermoelectric Power of the Device
The thermoelectric power was obtained by passing 13.9 D.C. amps
through the device and simultaneously measuring the hot junction temperature,
cold junction temperature, and the voltage drop across the element, with
the aid of three potentiometers, at one minute invertals.
The voltage (Va) across the device at zero temperature difference
was first measured by passing 13.9 A.C. amps through the device.
This voltage
drop, which is due to the resistance of the elements and the junction resistances, was 0.137 volts.
This value was subtracted from the values obtained when D.C. current
was passed through the device.
The difference of these two values was that
due to the thermoelectric effect (V.,).
Time
Tc
(o
C)
2:20
2:21
2:22
2:23
2:24
22.80
18.82
17.07
13.82
12.56
2:25
11.02
10.02
2:26
2:27
2:28
2:29
2:30
2:31
2:32
9.00
8.10
7.47
6.72
6.23
5.82
Th
(o)
25.33
26.49
27.22
27.66
28.08
28.44
28.93
29.17
29.66
29.90
30.29
30.76
V x 10-
30.88
149.50
31.21.
149.90
149.90
149-93
150.00
150.11
(volts )
V
x 10 3
Ivolts)
137.00
144.70
147.10
6.70
147.55
9.55
148.00
148.20
148.50
148.70
148.85
148.94
149.10
149.30
9.10
10.00
10.20
10.50
10.70
10.85
(oC
Oa - V) x 106
volts/ 0 C
2.53
7.67
10.15
13.84
15.52
17.142
1002
896
690
645
586
18.91
555
20.11
532
21.56
504
10.94
22.3
11.10
11.30
11.60
23.57
24.53
25.06
486
472
461
462
11.90
11.90
11.93
12.00
26.06
456
26.42
26.72
12.10
27. 40
451
447
142
441
2:33
2:34
2:35
2:36
2:37
2:38
Note:
5.18
5.05
4.92
31.147
4.74
31.64
31.83
32.07
4.67
27.09
This data taken with free convection heat transfer at the sink.
This data is plotted in Figs. 15 and 17.
electric power transient.
Fig. 15 shows the thermo-
It can be seen from this figure that the transient
levels off into steady state at about a value of 438 x 10-6 volts/0 C.
This
is higher than the theoretical value given in Part 4.3.
Figure 17 shows the thermoelectric power as a function of temperature
difference.
It can be seen that during the transient the thermoelectric
power increases with decreasing temperature difference.
However, when the
device reaches the maximum temperature difference it
the thermoelectric power levels off at 438 x l0
6.5
is capable of producing,
volts/ 0 C.
Affect of Sink Design on Junction Temperatures
The data for this experiment was obtained in the same manner as
outlined in Part 6.3.
The data which follows was obtained using free
convection heat transfer at the sink.
T ime
T
(08)
9:4
21.07
9:45
18.95
16.07
13.83
11.79
9:46
9:47
9:48
9:49
9:50
9:51
9:52
9:53
9:5 4
9:55
9:56
9:57
9:58
9:59
10:00
10:01
10:02
10:03
10:04
10:05
10:06
10.07
10:08
10:09
10:10
10:11
10:12
10:13
10:l14
10:15
10.27
8.74
7.60
6.59
5.69
5.02
4.41
3.79
3.29
2.98
2.69
2.33
2.28
2.07
1.98
1.77
1.72
1.64
1.66
1.56
1.56
1.56
1.56
1.54
1.54
1.47
1.54
Th
ATc
(oC)
(0C)
23.17
24.51
25.33
1.34
2.12
2.16
25.45
2.28
5.00
26.12
26.41
26.98
27.22
27.46
27.61
27.75
28.02
28.32
28.44
28.56
28.68
28.80
28.98
29.12
29.2h
29.32
29.4
29.51
29.66
29.66
29.71
30.07
29.90
29.98
30.05
2.95
3.24
3.81
,..--
7.24
4T ch
(0C)
2.10
5.56
9.26
11.62
9.28
30.05
10.80
h.58
12.33
13.47
1 4 .-48
15.38
16.05
16.66
4.85
17.28
5.15
5.27
5.39
5.51
17.78
18.09
18.38
18.74
18.69
18.48
18.39
18.18
4.05
h.29
4. 4
5.63
5.81
5.95
6.07
6.15
6.27
6.34
6.49
6.h9
6.54
6.90
6.73
6.81
6.88
6.88
18.13
18.05
18.07
18.17
18.17
18.17
18.17
18.19
18.19
18.26
18.19
15.85
17.67
19.38
20.63
21.77
22.59
23.34
24.43
25.03
25.h6
25.87
26.35
26.52
26.91
27.14
27.47
27.60
27.80
27.85
28.10
28.10
28.15
28.51
28.36
28.h
28,58
25.58
This data along with the data obtained in Part 6.3 is plotted in
Fig. 13 (Th vs. Time), and Fig. 16 (Tc vs. T.ime).
Figure 13 shows that with free convection heat transfer at the
sink, the temperature of the hot junction gets progressively hotter while
with the sink immersed in tap water Th stays relatively constant.
Figure 16 shows that with free convection the cold junction never
reaches freezing while with the sink inmersed in tap water Tc drops at a
greater rate to -2.950 c.
From this experiment it can be seen that the sink should be kept
at a relatively constant low temperature in order to decrease the cold junction temperature.
This is very important in the design of a thermoelectric
cooler.
6.6
Measurement of Peltier Coefficient
The data obtained in Part 6.4 was used for this experiment.
This data follows:
Tc
a -
(OC)
volts/OC
22.80
--1002
896
690
645
586
555
532
504
486
472
461
462
456
451
447
442
441
18.82
17.07
13.82
12.56
11.02
10.02
9.00
8.10
7.47
6.72
6.23
5.82
5.18
5.05
h.92
4.7h
4.67
Trx 103
) x 106
These results are plotted in Fig. 18.
volts
--
292
261
198
184
167
157
150
142
136
132
129
128
126
125
12h
123
123
It can be seen from this
figure that after steady state is reached the Peltiar coefficient for this
device levels off at approximately 120 x 10-3 volts.
theoretical value calculated in Part 4-5.
This is higher than the
6.7
Calculations Based on Experimental Results
1.
Actual Coefficient of Performance
a)
Q = TT I
(120 x 10-3 volts)(12.8 amps)
=1.535 watts
b)
I
Q. (elements)
2
R
amps) 2 (9.31 x 10-3o ohm)
" (12.8 16
0.764 watts
Q
(joints 2 and 3)
12 R
(12.8 amps) 2(0.288 x 10-3 ohm)
0.047 watts
c)
Since measurements of thermal c onductivity require more
elaborate equipment than used in this experiment, data on
this property could not be obtained.
Therefore the theoreti-
cal value will be used.
From Part 4.5
Qc
d)
Qnet
= 1.535
=
e)
=
0.160 watts
- 0.76h - 0.047 - 0.160
0.564 watts
Power input
W
I
Io
Lo
12.8 amp
R + (o' -o{)(Th
ah
L12.8
-c
4- I 2 R. (total)
amp)(9.31 x 10-3 ohm)
+(438 x l0-6 volt/C)(200Cj
+(12.8 amp) 2 (0.612 x 10-3 ohm)
1.750 watts
57
C.O.P. : Qnet
2.
0.322
0.56h watts
1.750 watts
W
Heat Dissipated by Sink
Q =
net + W +12 Rhj
0.56h watts + 1.750 watts + (12.8 amp)2 (0.32h x 10-3 ohm)
2.367 watts
3.
Figure of Merit
<a
Z -
0(b)2
438 x 10-
volt/0 C
0.0157 wat
188
ohm-cm
0.0157 cm 0C
1490
o -c
2.72 x 10-3 /oC
h.
Voltage Drop Across Device
V
Va
t
138.0 x 10-3 volts + 12.1 x 10-3 volts
150.1 x 10-3 volts
S8
Tm
IN
.1
X
.
1HI
X
..
.
14 1
]t I
IT:
1 .11:111f.
Of.,
PIE
I t
I&
"AtIll A
_t
,
ME
m'-
.
MM-
MIM
7
--------
.......................
T
4P
it-
-----
.....
I
t
.............
11111111,111
-1111 1 -1
....
....
1.1- .........
...
In
.
v
I-W
t44
ETWITO I 11THIJIFFIEU
..........
X E
71
..
. . .... .....
:XXXTIT
ME-.:
.........
M
X L X'. 1 X
diI
Im
r
*1~* I
m
ARM MW MAPS$ -M-MM14gm
X., ......
......
.. 7'T _rr T T :1 .7
I W41114 49 lit 1HT Xt I I I_T"i,X7
--Itiv,
.
IM
11. 1
. :Vt
O
IRV
-111,
___
INI 1 1110 fi.
f"
-01 t
.1 TT
_111M.
11
X
_311 -
11111-1-M-51114 _tM
E
RA I R
A-24-11MUM-M
t -1: 1 IMM
Itilt III:-till. U41- _411111-104 1i i I fi FM Bf fl,i,1j,
J-ji
W .411T
X
.144=.frrrrrTr-r_+ H1
IM
HIM
It
To.T
W-1- H: -
-
W111111
_M ..
-M
X 12
M
_JIM
X
_f. .
7ffl-_
it
.....
...... ..
T : TT:,.:: T:
...
....... ...
"T" T TT
R.
MM
.. ...
M T:
X
S;9
I
dTf~~III1Tt41{ITI114iT't1I
......
.....
......
------
HIT'H+I+H4U H IH
IIIHI:H4+HIH-14 HIll IH
f4iH4fI I-H-I-fIll
FftlHI MT
-ff11-I f'H-HI 114+1 H114+4+44
H
m
m m
HH
T-
IU
Hm
:T
S.
i+-i
fl
Hw
MI
H
a
IA
_I
WEM
Im
I
a
i
EIpi
H1
I I
111111 Ml
.
up
IIN.
H-fH
..........
..
......
..
Hi
.
... .
I
....
...
...........
..
........
.......
..
.........
..
.....
...
...........
.......
. ..
.....
ttitttj
ff,
f
xf
T
_2
VIM ' 4..
.
T:T
111111'.
V:
.
T 4
it
d 11M t fl. 1111111
1. -1
fil' I I H. t
4: Ittfilf
W-
I I-1
'19
I. H
4 1i
114t, i1fl
II, J jj
41-1
11
, 4 ji
4-i.ij i
i
I
T1 c
i
, I
I
J.
f
.............
1.17,1- J*
1+ 4.4
F-1tiIf
iNd
Afi-I GURE
(00
IJ
r
7
=XT-7
7JU
Xx
.
.
Z:
Z..i
M,
.
.
M
t
ft
....
.......
J
X
.
.
7
.
.
XXX
. .
.
.
: :
M
M
fihi
14.-
q
r:
ml
2:
1
...
. .
.
. .. .. .......
.
TIM
..
....
w
++
+4+
.
MI
...
.
M .X
.
X
X
M
X
M
M
-mt-
p
XXT I
.
........... ..........
.
M U:::::::
MM
a
4
X 7
hx: x
. .
.
.
..
....
..
..
.
...
..
........ ..........
.....
T.
To:
f.
...... ... .......
1; X. ;..:;: I Z -:
I TX: 7, 1.:
-Hi
-
#
lit
U=
X.-
T
L
AT I
-
X=
..
....
44
.
-
.
4-
.
MI
.
. ..
T.TZ
.. .
.
.
L
ffl Hi
71C-rURE
44"
fL-1. f
..
.
.
T
J.
TIT.1T: T
T"
F
Fl Fr-
T
:::T
I-"
f-H
H-- -HH4
I- --",", H4+
: I -H
L4.
t-H
M
W-4
I
I f j
I
H w~
I
m
HIH
a
Hm
I
I
Hli
H
w-
m
lffffWf4t=14
.
a.I
.......
..........
T
NO
.
....
'T
;
.
T
---
----
-
T
TT
7-7,7771
r
M
4
......
-1
NMI 0
T-
P41'
------
4
A.
Tt
1&
-f
If
I c-:Aj V E
-1
\GURE
jppiih!HHIH||dHH
I itl
Hil~dlillHMI~
!85:91% % 21|9:293diTId~ i
411'1
hnuddiiali!i||lkl!H!dl!nidi
IT: hikIi
...........
............
u -4.
ME 1 -003 4
..
..
_114li
Mil|i-9~n i~!:. "li!
mm
.m . . . . . . . ...
m
h h
.-
':
....
- :-l ha Ij'.T14 . Te. = ::.
i:
i7
:i---
i- i '4!p
i -:i:--
- pH H9 h -. :::ir-:
.. ....
T
..
p
:.:-:-=g :. .. :.r~j .!H :
"T-
X L.M
-44!"r"T
r
-- -
l:
. --
-i:.-
--
.e"
-:
.i-
:-
..
..
X iiimi-- "q
:
-
-
1
r
"T
-
4
-T
-
!
-4 is!' ItH~ ilH~ lli;iiskiil4!zl!H-|Ir:!! X
T.
W.!:~ldsiil~!hhNnsdi!lii!piiasi|'j~
dia X.X -1 -.,
k ~
~
~ .. ---- iil|H!dhdasl!:'la -:hihi .=3 l:!:A
7!
..
.2
i
......
ulklll:Hhi9Hl
XT T iil!!
-.......X:
X X T...
'.M
XT:
--
T
-
7
-
diRiii!bn'l.Hii~d|:!
WVdi l .4lH|1- !clHl28i~i! WRdiiimmi ft
7lH'';~
:d:!T..
li~"iSIu ilii!ill'i!|!Fid alil!-''l:7
:X
- ut 7
IrMMM-M
i!0
7il!!l91i1HHIlIIii!lH!!i!H:I.!Hlilli
Wl9|H9~l: I TiHMIH Hil- inl!'R''i~.HliHli9
M]
i!j~dul
i~HM-1
...........
IN
!
:iii
I.!!!!!!!!
MH
lii !||||M.!!!! !inn!!in!!n i !!!!!n n!s i!!!!!!n!!!
n .n
.....
..!:H!i
rs=..:.===:.:.==.===.::::..e
pm=::==
m=:=g
H=:r
m-p~impn
= = :p== =hq4=
=:p=
TH~ X:T-m~= =:n:i:===
.- TT.9; -XHi"M =.H~=!"= r=
=
q ....
,==
=..:=
imi==
==
m~~apmsh~~ms.,r------H=-=s~~~~miX...
X: ....
===.; == =: ====
== ====
== =.:=
====
=!:=!|=
==rmr
m= ==
= = ==
===
X5Hgi== =i=p
.. .= .r.:.p
qT =
r~~~~~~~~~~~s
T ....
.n
n. .
~~~' :.. ....:...::.. .... :..= .== = = == m= =.= = = == = = = = = !.=!= : =
~~~~....
~ ~ ~~ :...
.. ==::M .===:=
T
Hil ~ ~ ~
H~~~~~~~~
....... :== :=
== . ....::.....= r-:-..=
.:.. "..ia:;= = =. . .. :.
-X=::=. =:; = = =::= =-==:! -=- =
= = - ..... :..p:.:....
M| = X:.. - ii, :. ... : : .= ; :: .. = .:= . =p .=.=
.=
=.
./
:=
....:
=.
= = . =
==
=.:.===
==
.=.!.==
. : .... rs.-qp~~~~~qamp~
..... . .... . .=
:m . HHip=
r-:
:.=
: .= .. :m :
=e == =
= == = = ===
= ! ::
71=.==:rom
= ===-:=
=ir-r=:m=
;-7;:|rtw
I~m.=,=H~k:=..
g ;p:.r~m~::=:pmh~:=====:=
::=||=:5.==.;M i~j~i!jjijj~ijgi
gjg~ggigjjjgd~igjsg~gjg~g~g~jjjjpjjpjjgjjgggggj~jTg
X.s ...
...
T:
.:::...~
=.= = =
:. .. = = .b. . = = ... := . =..= =..: = = ==.=
..
. .. .. -- .i; g .- = .:; ;;.: :. ;- = .. r = -- = = = - = = = - = = -= = -n =
~ :.Z"-i
irge~
.qm :.i.:.,pm= rL.-j:.,e=m.=~ah=h:n===== m :m:r
.... :XX
==ryin==qiimp
HiinHin riiji :-:ggg~pmigi~gp
:. :!:=XXX
imT -1=,T
:
--
M.== .72
-rr==m=== =.=
ms.:=
I-ih=li~.~gp.i..:.s
=
: = = .= :- . m m i . = . e = =
=:=====pa-=:r=7
ngg=:=
:::
:.=h
TT"5= -[=--=---- ==:i" =-i :5:- ==--5-:== : :=is=
!:Hu:Id m~li!! ils!!=!l~iig:=:l!!!|JiiM~dll!~n!!!Ik!Hijil!!!!!!ail!!ine~i;H!!"!"ininlsinissinsi!iinsiii71:s
m=:ymuglg~i-an==g: :
T~pgp :Mlg =:~ ==:mi-=g=gppm~i===
== ~:
r
li!i~lSi!l~ ~i~l=.ilnilm ikik!!hliii.!!!!ii~hi~s...
MtMMiI!hlliiiing!!!i!hinlniil
T:. : :71:1p -17
------ ---- ----!Hil!!!!~
.- --------- ----i
lll!!!!ih iHii!lll!! iljln !HliH!!!iin n!!!!!!!!!!!!!!!!!!!!!
n!!a2~
1Hlisn
in
aHnlnnu llilii!iuiIisnli!i!!!!!iiiiisl!
iETTdd!E
21
:
oil
Hin!H~~UAi
l!!!H!Iit
lHtn !i
HHi I
!IH~liinld!I~sn!H
niiili~lHH!~ihM!HHR
-ME
Mill~
ljm
i ll!iliH!iiilliHli
I~iHIMHEIHHI~lliiliiSHHM
hI
XiXs1
HIHMH!HRIMHHMiliiilnlnilHH
EMI g
ipH!M l!!!!!!B!!!!i!!!!H~gH!
.......
iiIN1i: 14!!!!!iillii
iiHlilsS
!ai
i .3
!!!HI~dH!!!!H~i41 SO- .34,lii~i!!~nnHHi!
liii~MHI~llHIH~iHHHiH
-T,:H!fa9H:liHl!0H
l!~ !i|HlilHll!!
211iaiilH!HH!"!illi
!HMllW'NII-'i
IiillnmHHUR !!!i!Hl!i
SEWN "MMS
plulmn
1111! 11 g......
I..iiu
.........
a Fj lip:! j-111!I 1F.... IT,!
11
i
:9 Mijlu H M :111M
:i1imignum:
fil
:. R.
I.N
.i;,:i ang
w:
........
Mstliununn 3: ...... ...
M He 131 1. ..........
1 1: 1 is i:
I :soI iii
HH.M.MCH
1
:i:
M.: uatzp;gnig
.....UHMNI.-HUHM.
1M ."Hil H H:
IHe
::c::c Me :i Mum:
gis MMUCH
H H. WUM
MH
15.1 Ins
............
....................
minual:iinca
.... . ..... .........
1:
Ei
. ................ ..
R
...... M..,-fl: HIJ.2igSHHHHHHHEMi:
I I.MHimm
..........
..........
........
........ ..................
......
HiffiHifl"'flM.:
M.M:
M1 " H
r
.............
...........
....... H.-UHME:ME
W: .
MM N HH. . I NIN INIt ..... I: M: i . .
..........
.....
MIM: NUM
............
...... ..............................................
:MUNNIO"Nun
.
.
.
Mic
.
....
:
...
.
EH.
HIHM
Ic
.....
.
1
1::3
gifin
2.
1
H
M
MMH.,
..............................
N
M.M.H.H.M.-HEMH ........ . . .... ... ....... ......... :...... .................
HHH-HHum, HHHHHH.H.M ...
.............
.............
i N, quH,
.
:EMM.-SM.-Minn
. ....... ..... . ............................ .........................................................
...
...... . ...
Mi,RMEHICH:
..... . ....
.....
immianamin:
I H.
see M R.Munimium ii: ....... ..
MUM
me.....
I. ..............................................................................
M
...................
HMmusunium nme,:-----......................
.............. MUNIMMUM:
4 ......
...
M11:1C.-un so.
N
.......
.... ....... MunM.-MUNM ..... ... ................................................
HIM I.... .
"I
N ::: W
...................
.................
u1nimunium ............ I........ MoRMNNUMn ...................
: MHUNNNUNN:
............
..... mom, ..... I U.Minjunnu:
UNHIMMinum:
HIMM:
:mmunium.
....
mmmicumn: I
.....
.....
I
..
..
M:
M
...................
: H
111,
NM U,
......... M.
.......................
M::
...........
H.
M....
...... Mmuninum.: .............
.. . .......... ........... ......
M... Room. me
Him.Miminumin
..................
....
...........
..............
.............
I...................
I.InUMM: ..
:I -:11 ii.-Ri3g-I:i-: ...
........ ............
H1,
IC.-Millin...
MM
:::::.
1 qp-H
..
MUR...
.
N
..
...
.......
i .....
.....................................
............................
....................
............................................
...........
.................
H ........... ...... h ....... ... ...........
11HHHH.
milm..
HH11-HIMfl.. :
41
MM:...
I
.
H.HIMMM11w:
a
.....
........................ .....
.. N
Co.-: "niij!"Hjun
...............
HIMM
.. a..
:Is! I H.
II
mom ... a.
. ............ N
...........
.. :
H
a
m
M.:
MIM1
U.M
........... .
.......
.......
.M.
N
.
o $- Z. : IN
.
Is..
................... ........
................
H ....................... ................. .......................
I
...
........................ .................................
I
.
me
I ...Is:....
...
.
.
.... Us
::::1!fi:-P
.............................................
...... .....
ums:
.....
...................
MUM-MM.
.MM
..............
...............
a ..............
.................................. N ........
....................
............
d..... ....... ..............
.............
:::: :::::::
..............
... ............ ....... .... ........... ...................
.......
wis:
MuK................ ............................ ................................. ..............................
..HHHHHH! M""Ohniumnun:
H
M t.-HIH.HH.H.1 . ................ ..
Is.............................
......................................
I...... I.......
.... ........... unnuumunn.
...................
.... ::: ....... I.......Mwmi
M .9
M"HiE.,
...................
...............
NNUMMUNURMI: ....... ........... ::
........
nmail-munum
::::: :,:,
................ nummanimi.
.............
Comes"
..............
. ......... HHHH.H.-H.: .....HM"munnunun:
..................
................... MMUNNUMINIR, ...............
1JUNUMMIOM-3... ........
... ....... ................... :::::s ................. MM.-MUMM, .................................
...................
.......
................... ..................
.......
...................
........
........... I...................
. ...... .NN ......... * "I"M .............. ........
....
Mmunnulo
..................M.
HIM
......
..........
.......... .... ..
NWA ................ iime: ........ .......................
.......
.....
...................
INFrAg!"UHUMM:
................
...................
Migninum:i:
:....................
WHIN .......................................
:..... .............
. .......... ... ..... 4...
........
.................. nnw inninun: ............
...................
:::
................
....................
........ ...... .................
................... ..........
MMI
................... M.
.........
...................
mo
.......... ......
i.
...............
..................ii I
.. .. ................... I...MMUMs.
...... o. .... ...... 11 ...................... .................. ................... ................
a":.:,
.............
.. ....
................... nummunnnn"Hum
................ ::: ........... ... .......
.......
-::ii
iiiii:41IN ............................
................
:::
........
.
...........
........
WIN IMMM ..M ano ..... ...... :::::::, I
.......... ::::::::: ..........
...............
............ :::: ...............
nummunnun: .... N, ...... .." ..........
..............
..
....
....
.....
.......
..............
...........
.........
N.
...................
I............
..........................
.........
UNHHI.M.M
. .......... . ...... M umn
...................
fl
..................... ......... ........................
CUMMMR.-Hunnin
........ .... ......................
................
...........
M... mom .... .... .............. . ..... N ......... .............................
.............................
I.................
......................................
........ ......
....
'I'MiI
I:
Mi.
.............
....
HE
UHMMIM.M.
.....
.............
Him Is ..:::is un. HHHHHUN, No
M.
...................
......
.................................................
. ....
............. HMMM-1-111,
....................................................
MMEHHHHHHHH"
oH., ninumunnim
......... ...
..................
......................
........................
............ t........
Ms ..... Is
-.
1M
..... ..........................................
.................... ...... ..........
MH MINIMUM: 1.1 U.: M.N.
:...................
:::I ..............
..
......
WHNNNIUMN
..........
1: RRM:
Ii ...
unnumunimmmm.
..........
us MI IIfells 1: 111 M11
............. ...... .......
:::::::
NUMMUMMU: .............
..............
ININ .... .. ...
Is. M.MUNINHUHUHH11
............................
.............
......... .
miumnunnu
Mifliffinimunii:i;
I
.... ... .......
RIM-.
M HHHURIMI,
....................
me...........................
HiMM: ::: "
u ......... .... NoN"
.H .......... .... .. .. .... is............
.4 RUM I pli
:::::ii!i
H, 3ij
N
MUNNUMMIN:
.1
.... cm.
................
......... ..... .
mom
......................
... NUIRSUISHNNUM ..... ...... m ...................
.
.....
.....
..
MR
..... ..............
........................Re .... .....
sees
I, .... It
P.M all :1 ul.11.
*me
.1
Re
IH:-. I I ;!.see
Rise
MH
......... ........
.1
..........................
RE
P10
1i
-111fiiii111,1
IM
HIM
ill!iulig 4H M-11111119M,
ii1flOn
so
....... .. ----- -------------------M
1
I IN 1 ,11,11 1,211 . ....
1110H.11 HIM!"
I.......
I
..
...........
.......
..
..
....
M ...
Min
.....
t
...
.
H,
G4-
11 H-f J
l
its
St -V
NOR
-1#4 4 ff
6
wi.
i11-i
IGUZE
'IR
HifftfliftHi i i
I
i H*H M ftf
X
I
X
X
wo
I 144444141 1t1444 ~ 141114411414144
20
m 144 I~
M
144
L
0
H
Mfiffiflilfl
....
..
.
.....
..
....
.
..
.b.
.....I
44-4 -"14i
MH
444 4 11
.
444--
--
~ ~~~~~~
I
4l~t~J'4
I.tn
4.4
PART VII
CONCLUSIONS AND RECO1IENDAT IONS
7.1
Comparison of Results
Theoretical Experimental
0C
1.
Temperature difference (,aTch)
2.
Temperature of cold junction (T) -
3.
Temperature of hot junction (Th)
4.
Thermoelectric power (o<) - volts/ 0 C
5.
Electrical conductivity (6) - 1/ohm-cm
-
-
C
0C
20.00
21.27
-2.00
-2.95
18.00
18.32
b25 x 10-6
438 x 10-6
N-type leg
1500
1490
P-type leg
500
588
0.0157
Thermal conductivity (k)
7.
Figure of merit (Z) - 1/C
2.33 x 10-3
2.72 x 10-3
8.
Resistance of elements (R) - ohms
10.5 x 10-3
9.31 x 10-3
9.
Junction resistance (R ) - ohms
0
0.612 x 10-3
cold junction (R cjC) - ohms
0
0.288 x 10-3
hot junction (Rhj) - ohms
0
0.324 x 10-3
11.0
12.8
-
6.
)
amps
10.
Optimum current (I
11.
Voltage drop across device (V) - volts
-
ohmic drop (Va) - volts
thermoelectric (Vt) - volts
12.
Peltier heat (Q )
13.
Joule heat (Q. )Q - watts
0.124
0.150
0.115
0.138
8.5 x 10-3
12.1 x 10-3
1.270
1.535
0.635
0.764
cold junction
0
0.047
hot junction
0
0.053
elements
.
- watts
-
-
67
Theoretical Experimental
14.
Conduction transfer (Qc) - watts
0.160
15.
Refrigerating capacity (Qnet) - watts
0.475
0.564
16.
Power input (W) - watts
1.355
1.750
17.
Coefficient of performance (C.O.P.)
0.351
0.322
18.
Heat dissipated by sink (Q5 )
1.830
2.367
7.2
Conclusions and Recommendations
watts
-
Based on this experiment the author feels that a desired performance can be designed into a thermoelectric device with confidence, using
the limited amount of data presently available in this area.
The conclusion is supported by the close correlation of theoretical
and experimental results shown in the chart in Part 7.1.
This chart shows
that predictability of results using theoretical values is very good.
The accuracy of predictability is mainly affected by junction
resistances, calculation of optimum current, and measurement of material
properties.
These three items are not independent of each other since
calculation of optimum current depends on material properties and the junction
transfers depend on current.
The measure of predictability can be improved by developing new
and more refined methods of measuring material properties.
This alone pre-
sents an area in which a considerable amount of research is required.
In this experiment the thermoelectric power and consequently the
figure of merit were rather high.
In fact, the figure of merit was higher
than that normally reported for bismuth telluride.
This difference between
theoretical and experimental results is in part due to the poor method
employed in measuring the thermoelectric power; yet, this method is the most
commonly used for measuring this property.
-
68
With more accurate and reliable data on material properties the
predictability of optimum current can be improved, which in turn will also
improve the predictability of heat transfers.
The prediction of junction resistance is rather difficult.
The
best way to improve the predictability of this item is to find methods that
would minimize or eliminate it.
This is another area in which a considerable
amount of research is required.
Other areas in which research should be started or continued are:
1.
Sink design
2.
Thompson effect
3.
Methods of minimizing conduction and Joule heat transfers
h.
Development of new and improved materials for use in
thermoelectric devices.
We presently stand on the threshold of a new era of refrigeration,
and only through continuing research in these areas can this threshold be
traversed.
It is hoped that this thesis will be used as a basis for further
research in thermoelectric effects at M.I.T.
BIBLIOGRAPHY
1.
Freeman, J. R. and Purcell, E. S.
"An Investigation of Thermoelectric Refrigeration"
B.S. Thesis, M.I.T. General Science Department, 1956
2.
Ioffe, A. F.
"Semiconductor Thermoelements and Thermoelectric Cooling"
INFOSEARCH, 1957
3.
Goldsmid, H. J. and Douglas, R. W.
ttThe Use of Semiconductors in Thermoelectric Refrigeration"
Brith Journal of Applied Physics, Vol. 5, p. 386, 1954
h.
Jarmot, F. E.
"Thermoelectric Effects"
Proceedings of the IRE, March 1958, p. 538.
5.
Eichhorn, R. L.
"Thermoelectric Refrigeration"
Refrigerating Engineering, June 1958, p. 31.
6.
Wright, D. A.
"Bismuth Telluride and its Thermoelectric Applications"
Communication #797 from the Staff of the Research Laboratories
of the General Electric Company Limited, Wembly, England
7.
Goldsmid, H. J.
"The Thermal Conductivity of Bismuth Telluride"
Proc. Phys. Soc. B, Vol. 69, p. 203, 1956
8.
Justi, E.
"Thermoelectric Cooling"
Kaeltetechnik, Vol. 5, #6, June 1953, p. 156.
9.
Goldsmid, H. J.
"The Electrical Conductivity and Thermoelectric Power of Bismuth
Telluride"
Proc. Phys. Soc., Vol. LXXI, p. 633, 1958
10.
Shilliday, T. S.
"Performance of Composite Peltier Junctions of Bi Te
3
Journal of Applied Physics, Vol. 28, p. 1035, 1957
11.
General Engineering Laboratories of General Electric Company
Telephone conversation with H. Kasch
APPENDIX
Distribution of Joule Heat in Thermoelement
A solution of the Domenicali equation will be used to show that
one-half the Joule heat generated by the thermoelement goes to the cold junction.
Writing the heat transfers for a unit volume of current carrying
thermoelement results in the following differential equation.
4
( kA
k2
)h-
IAT
+
-=o
2
(a)
With the following boundary conditions:
T = T
at x = 0
T = Th at x = L
Assuming that the thermal conductivity, electrical conductivity and
Thompson coefficient do not depend on temperature, the differential equation
becomes one of constant coefficients since T= f(x) only.
and 'T are
For a solution of this equation in which k, /,
functions of temperature, refer to page 63 of WADC Technical Note 58-200,
Project No. 6058, DSR 7672.
This article is titled, "The Efficiency of
Thermoelectric Generators" and was prepared by the Energy Conversion Group
at M.I.T.
The solution of the Domenicali equation with constant coefficients,
substituting boundary conditions, follows:
T =Tc +
B
B
TTh -TTc -C
C
CU
(1-
CB
Ik
X
+
X
(b)
mmi
71
where
I-
1
A
C a I T,
The heat flux towards the cold junction in the thermoelement is
given by
=But since T
(c)
k A V T
= f(x) only
A (
Qk
))
Differentiating eq. (b) with respect to x and substituting in
eq. (d) results in the following:
Tc -h
Q
+
L
X
kA
()
G
Expauding the expotential into a series, keeping only the first two terms and
substituting the values for the constants, results in the following relation
2
T
T
(f)
I (T - c)
12
+
- Tc)"
QX = kA T--h7L&h L
To the first approximation it can be seen from this expression that
one-half the Joule heat proceeds towards the cold junction.
The refrigerating effect, using eq. f, then becomes:
Qnet = Qp
Q
Qj
+ Q(g)
This shows that the Thompson heat contributes to Ancreasing
effect as was outlined in Part 2.2.
the refrigerating