Digital Material Aerospace Structures
ARCHNES
by
MASSACHUSETTS INSTITUTE
OF TECHNOLOGY
Benjamin Jenett
DEC 0 9 2015
B. Arch, U.C. Berkeley, 2008
LIBRARIES
Submitted to the Department of Civil and Environmental Engineering
in partial fulfillment of the requirements for the degree of
MASTER OF SCIENCE IN CIVIL AND ENVIRONMENTAL ENGINEERING
AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
SEPTEMBER 2015
2015 Massachusetts Institute of Technology. All rights reserved.
Author:
Signature redacted
Departn
Certified by:
of CivK anInvironmental Engineering
August 7, 2015
Signature redacted
Caitlin T. Mueller
Assistant Professor of Architecture
Thesis Supervisor
Signature redacted
Accepted by:
I 1
7
eidiNepf
Donald and Martha Harleman Professor of Civil and Environmental E gineering
Chair, Graduate Program committee
Digital Material Aerospace Structures
by
Benjamin Jenett
Submitted to the Department of Civil and Environmental Engineering on August 7, 2015 in partial
fulfillment of the requirements for the degree of Master of Science in Civil and Environmental
Engineering at the Massachusetts institute of Technology
Abstract
This thesis explores the design, fabrication, and performance of digital materials in aerospace structures in
three areas: (1) a morphing wing design that adjusts its form to respond to different behavioral
requirements; (2) an automated assembly method for truss column structures; and (3) an analysis of the
payload and structural performance requirements of space structure elements made from digital materials.
Aerospace structures are among the most difficult to design, engineer, and manufacture. Digital materials
are discrete building block parts, reversibly joined, with a discrete set of positions and orientations.
Aerospace structures built from digital materials have high performance characteristics that can surpass
current technology, while also offering potential for analysis simplification and assembly automation.
First, this thesis presents a novel approach for the design, analysis, and manufacturing of composite
aerostructures through the use of digital materials. This approach can be used to create morphing wing
structures with customizable structural properties, and the simplified composite fabrication strategy
results in rapid manufacturing time with future potential for automation. The presented approach
combines aircraft structure with morphing technology to accomplish tuned global deformation with a
single degree of freedom actuator. Guidelines are proposed to design a digital material morphing wing, a
prototype is manufactured and assembled, and preliminary experimental wind tunnel testing is conducted.
Seconds, automatic deployment of structures has been a focus of much academic and industrial work on
infrastructure applications and robotics in general. This thesis presents a robotic truss assembler designed
for space applications - the Space Robot Universal Truss System (SpRoUTS) - that reversibly assembles a
truss column from a feedstock of flat-packed components, by folding the sides of each component up and
locking onto the assembled structure. The thesis describes the design and implementation of the robot and
shows that an assembled truss compares favorably with prior truss deployment systems.
Thirds, space structures are limited by launch shroud mass and volume constraints. Digital material space
structures can be reversibly assembled on orbit by autonomous relative robots using discrete, incremental
parts. This will enable the on-orbit assembly of larger space structures than currently possible. The
engineering of these structures, from macro scale to discrete part scale, is presented. Comparison with
traditional structural elements is shown and favorable mechanical performance as well as the ability to
efficiently transport the material in a medium to heavy launch vehicle.
In summary, this thesis contributes the methodology and evaluation of novel applications of digital
materials in aerospace structures.
Thesis Supervisor: Caitlin T. Mueller
Title: Assistant Professor of Architecture
3
4
Acknowledgements
This thesis and my next steps at MIT would not be possible without a lot of people.
First, I would like to thank Neil for giving me the opportunity to be a part of the Center for Bits and
Atoms. There is no other place like it in the world. It is a secret ninja club and I am fortunate to be there.
To Kenny, thank you for helping me accomplish my goals, and for leading the way. I should also thank
Congressional Republicans for shutting the government down back in 2013; otherwise we would have
never met. Thanks to you, I have fallen in love with NASA.
To Caitlin, thank you for believing in me, and for guiding me through the rocky terrain of MIT.
To Matt, Will, Sam, Nadya, and Amanda, thank you for being inspiring lab mates, for putting up with my
disco, and for constantly teaching me new things.
To Jaime, Ryan, Joe, John, and Tom, thank you for making CBA such a pleasure to work in.
To Leon, D-Bone, and Marwan, thanks for helping me get through that first year of grad school.
To the two Johns, thank you for helping me get on my feet at MIT.
To Daniel, thank you for teaching me electronics and for making me feel older and wiser.
To Matt, thank you for taking a chance on me, for covering for me while I learned engineering (still
learning), and most importantly, for the Miata.
To Gaston, thank you for inspiring me to build, and for converting me to IPA.
To my Family, thank you for the constant support, for google chats, for fume bro cookouts, and for
(arguably) good genes.
To Angelica, thank you for being my co-pilot through all of this. Till death do we part! (kidding)
And to Lola, the best dog in the world, thank you for the puppy kisses. I dedicate this thesis to your
memory.
Work in thesis was supported by the NASA Space Technology Research Fellowship (NSTRF) and by the
NASA Aeronautics Research Institute (NARI).
5
6
Table of Contents
Table of Contents .......................................................................................................................................... 7
1
Introduction ............................................................................................................................................ 9
1. 1.
Digital M aterials ......................................................................................................................... 10
Lattice Geom etry ............................................................................................................................ I I
M aterial ........................................................................................................................................... I I
M anufacturing ................................................................................................................................. 12
2. Digital M aterial Aero Structures ............................................................................................................. 15
2.1 Background ....................................................................................................................................... 15
M orphing Wing Structures .............................................................................................................. 15
Twisting Wing Structures ............................................................................................................... 16
Lattice Structures ............................................................................................................................ 17
M orphing Lattice Structures ........................................................................................................... 18
Aerostructure M anufacturing .......................................................................................................... 18
2.2 Digital M aterial M orphing W ing ...................................................................................................... 19
2.2.1 M ethod ....................................................................................................................................... 20
D e sig n ............................................................................................................................................. 2 1
M anufacturing ................................................................................................................................. 21
2.2.2 Results ........................................................................................................................................ 22
Platform Design .............................................................................................................................. 22
Platform Components ..................................................................................................................... 23
M anufacturing ................................................................................................................................. 25
Assembly ......................................................................................................................................... 27
Actuation ......................................................................................................................................... 28
Flight Perform ance .......................................................................................................................... 29
2.2.3 Sum m ary and Further Research ................................................................................................. 31
3. Digital M aterial Space Structures ........................................................................................................... 33
3.1 Background ....................................................................................................................................... 33
Space applications ........................................................................................................................... 33
Transportation Considerations ........................................................................................................ 34
Construction approaches ................................................................................................................. 35
3.2 Space Robot Universal Truss System (SpRoUTS) ........................................................................... 40
3.2.1 M ethod ....................................................................................................................................... 41
Packing Effi ciency .......................................................................................................................... 41
Assem bly Strategy .......................................................................................................................... 41
7
3 .2 .2 Resu lts ........................................................................................................................................42
Un it D esign ..................................................................................................................................... 42
Platform Design .............................................................................................................................. 43
Platform Components ..................................................................................................................... 44
M anufacturing ................................................................................................................................. 47
Structural Performance ................................................................................................................... 48
Robotic Performance ...................................................................................................................... 51
3.2.3 Further Research ........................................................................................................................ 52
3.3 Kilometer Space Array (KSA) .......................................................................................................... 54
3 .3 .1 M eth od ....................................................................................................................................... 5 5
D esign ............................................................................................................................................. 5 5
Constraints ...................................................................................................................................... 55
Objective Functions ........................................................................................................................ 55
Design Variables .............................................................................................................................. 55
3 .3 .2 R esults ........................................................................................................................................ 5 6
Nylon Prototype Column Design .................................................................................................... 56
Km Structure Column Design ......................................................................................................... 59
Transportation ................................................................................................................................. 62
2.2.3Summ ary and Further Research .................................................................................................. 64
4. Conclusions ............................................................................................................................................. 69
R eferen ces ................................................................................................................................................... 7 1
8
1. Introduction
The work presented here has emerged from a growing body of research based around the concept of
digital materials-modular parts, with embedded function, which are reversibly assembled through a
discrete set of positions and orientations into larger functional structures (Figure1). These structures have
been shown to have a number of benefits. When built from high modulus, or stiff, material (ie: fiber
composites), in a specific configuration, they result in what is known as a cellularsolid, or in this case, a
digital cellular solid (1). This structure behaves as an isotropic material, with a relative modulus that
scales with the relative density, at varying constants (1, 1.5, 2...) based on the geometric configuration.
They also have unique properties based on their discrete nature. One of these is they behave in a
predictable way that allows the analysis of their assembled structures to be simplified. Rather than using
computationally intensive methods such as fully meshed Finite Element Analysis (FEA), the structure can
be simplified, even abstracted hierarchically, to nafve beam-bending models. This shortens simulation
time and complexity, which has significant impact for large structures (2). The parts themselves can be
functional; resulting in multi-functional assemblies, such as conducting and insulating electronic parts to
build discretely assembled electrical networks (3). Lastly, their discrete, periodic assembly lends itself to
automation, enabling large structures to be built with relative robotic assemblers (4). This is critical to
compete with state of the art manufacturing, and to advance past the lab and into industry.
Due to these benefits, and many others which will be presented here, digital materials are appealing for
many aerospace applications. The aerospace industry- here combining both air and space- has some of the
strictest requirements of materials, structures, and manufacturing processes. Here digital materials can
9
demonstrate not only an ability to compete with state of the art, but also to achieve performance that is not
possible with legacy technologies- for numerous reasons, which will be explicated throughout this thesis.
The applications are divided into air and space. Air applications include morphing wing structures. Space
applications include reconfigurable truss structures and kilometer-scale arrays. In the following chapters,
each of these three applications will be presented and evaluated with respect to numerous aspects of the
practical realization of these structures: numerical analysis and simulation, manufacturing and
prototyping, and full scale implementation and automation, among others.
These applications will be presented in the context of the lineage of similar structures before it, as well as
the state of the art of competing approaches. The arguments in favor of digital materials will be presented
quantitatively and qualitatively, with large and small scale considerations as a realistic technology for
future infusion into the aerospace industry. Challenges in doing so will also be presented. Long-term
goals and immediate next steps will be presented.
Figure 1: Digital Material Structures (L to R): Extra Small, Small, Medium. Large, Extra Large
1.1.
Digital Materials
Digital Materials are a discrete set of parts, reversibly joined, with a discrete set of relative positions and
orientations. This results in novel properties: 1) High performance material parts, linked into specific
geometry, can attain mechanical properties that were previously unreachable. 2) Precision comes from the
structure itself. Elastic averaging makes these structures more precise than the assembly machines. 3)
Functionality is assembled at a constant cost of complexity. Within this framework, one can optimize
designs for goals such as strength, weight, or cost. 4) Discrete properties lead to hierarchical
decomposition in modeling and analysis. Important considerations for Digital Material lattice structures
are lattice geometry, material, and manufacturing process.
10
Lattice Geometry
The global behavior of the periodic lattice is influenced by the lattice geometry, which is governed by
stability and connectivity. Stability can most easily be understood in 2D, as shown below (Figure2). One
configuration is a mechanism under loading, and the other is a stable structure. In order for the
mechanism to withstand load, the joints must transfer moment, and the struts bend. This results in
bending-dominatedbehavior. The other transfers forces axially, and thus has stretch-dominatedbehavior.
This can be expressed via Maxwell's stability criterion, which for a frame with b struts andj joints, is in
2D and 3D, respectively: M = b -2j +3; and M = b - 3j + 6. If M<O, the frame is a mechanism. If M>O, it
is over-constrained. If M=O, the frame is statically and kinematically determinate. Stretch dominated
structures are exceptionally stiff and strong for a given mass, bending dominated structures are compliant,
and although not strong, can absorb large amounts of energy (5).
(a)
(c)
(b)
(d)
Figure 2: (L) a) Unstable 2D
Mechanism, b)
(e)
Stable 2D Structure, c-d) Stretch Dominated 3D Structures, e) Bending Dominated
3D Structuire (R) Coloredpairs of co-axial elements result in 4 DOF constrainedfor
8 struts.
With 3D periodic lattices, another critical property is connectivity (Z) - understood roughly as the number
of struts at a node. As explained in (6), the necessary and sufficient condition for full rigidity of 3D
frameworks is that the connectivity Z = 12. If a 3D framework has Z = c<12, then the framework has (6c/2) independent mechanisms, and can be partially or fully bending dominated. This can also be
understood by attempting to constrain the 6 degrees of freedom (DOF) at each node with a strut. Two coaxial struts can only constrain 1 DOF, and thus are counted as 1 Z (Figure 2).
Material
The constituent material from which the lattice is made is used as the "starting point" for determining
various mechanical properties of the lattice (ie: stiffness). Then, based on the lattice configuration, a
linear relationship can be determined between E and p, such that the final stiffness can be determined.
In manipulating these parameters, and thus global behavior, one can essentially design new metamaterials. This is an approach described as a way to occupy previously unattainable areas in material
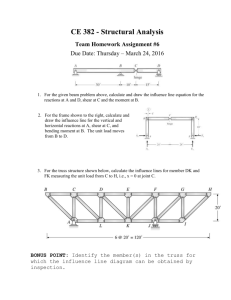
science- such as ultralight regimes space (7). Figure 3 is a chart showing this new area. If a stretch
S1I
dominated lattice configuration is employed, from the constituent material, one can follow a line with
slope E/p, as the lattice connectivity and thus mechanical behavior ensures a proportional law E/E, oc
p/p,, where the s denotes the respective bulk value of the solid constituent material property. If the
1
lattice is bending dominated, it follows a line with slope E /2/p. This is less favorable, and is governed
2
by a proportional law EIE, OC ( p/Ps) as connectivity is moved away from stretch-dominated and
towards bending-dominated, it may follow a line with a slope between these two values (Figure 3).
1000
Technical Ceramics
CFRP epoxy matrix (isotropic)
0
--
-
-
100
0
c>
/
10
composites
E/E
77
a
(p/p,)Ceramics
E/E
Mtl
WNMetals
E/Es C (-/-,-
0.1
i
E/E,
Natural Materials
(p/p2
0.01
astomers
1000
100
Density
10000
(Kg/M 3
)
-----Foams
Figure3: MaterialPropertyScaling based of Lattice Geometry
Manufacturing
The proliferation of additive manufacturing (AM) has enabled the production of complex geometries,
such as lattice structures. Challenges remain with the anisotropic behavior of some AM methods, such as
the popular Fused Deposition Modeling (FDM), whose layer by layer method does not result in isotropic
material properties (8). Other methods, such as stereolithography, have more isotropic results, and can
lend themselves to the manufacturing of lattice structures. Zheng et al. (9) used projection microstereolithography (additive manufacturing) to create bending and stretch dominated lattice structures with
polymers, metals, and ceramics. The largest scale of these specimens was millimeter, and scaled down
12
three orders of magnitude, while achieving desired linear relationship of EIE,
dominated and E/E,
C ( p/Ps)
2
cC p/Ps for stretch
for bending dominated structures.
Others have made larger scale assemblies of lattice-core sandwich panels using a variety of methods: strip
slotting, corrugation, investment casting, sheet perforation and folding, sheet slitting and expanding,
winding tubes around a patterned jig, and inserting hollow tubes into laser drilled holes in face sheets (10)
(11). These result in favorable properties, and the applications are focused on primarily sandwich panels.
Another way is discrete lattice assembly (12). In this method, planar elements are linked by shear clips in
3D to form reversibly assembled composite lattices. This assembly is done by hand, but it can scale
infinitely, and can be disassembled and reconfigured into other geometries. This is a distinct advantage,
but ultimately will require automation to overcome the throughput limitations of manual assembly. This is
the approach taken for Digital Materials.
13
14
2. Digital Material Aero Structures
The work presented in this chapter was completed in collaborationwith the following people: Kenneth
Cheung, Sean Swei, Nhan Nguyen, Daniel Celluci, Nick Cramer, Robert Nakamura (NASA Ames
Research Center); Mike Fremaux, Mark Croom, Mia Siochi, Wes Oneal, Clinton Duncan, Lee Pollard,
Earl Harris, Sue Grafton, Gary Wainwright (NASA Langley Research Center). Neil Gershenfeld, Sam
Calisch, Dick Perdichizzi (MIT/CBA); and was sponsoredby the NASA Aeronautics Research Institute.
2.1 Background
Due to the varying objectives of flight regimes and aerodynamic maneuvering and control, discretely
controlled flaps are utilized to mitigate sub-optimal wing geometry. This results in additional mass due to
actuation, increased cost and complexity due to manufacturing of high performance joints and interfaces,
and lower aerodynamic efficiency (lift-to-drag ratio - L/D) due to sharp corners and gaps created by these
discrete control surfaces. Ideally, the wing would be able to adapt its geometry, continuously, to achieve
the desired performance- such as reducing drag and increasing stall angle, as well as reducing vibration
and controlling flutter- and to enable new mission objectives. This is the concept behind morphing.
Morphing Wing Structures
Some of the earliest aircrafts morphed: the Wright Flyer I used wing warping to maintain balance while
in flight (13). Twenty years later, the Parker Variable Camber wing was designed to change shape (14).
However, goals of higher airspeed and increased performance led designers away from flexible structures
with undesirable aeroelastic instabilities and load requirements shortfall. With the advent of composite
15
materials, lightweight and stiff yet flexible designs are now possible with the structural performance to
meet flight performance criteria, and focus returned to using aerostructure flexibility for control and
performance (Figure4). Notable projects include the Mission Adaptive Wing (15), the Smart Wing (16),
the Mission Adaptive Compliant Wing (17), the Variable Camber Compliant Wing (VCCW), and Active
Compliant Trailing Edge ACTE (18). Other approaches look to nature, where birds, insects, and other
flying creatures provide design inspiration for projects such as the Nano Hummingbird (19), the Flytech
Dragonfly (20), and the Festo Smartbird (21).
Figure 4: Morphing Wings (L to R)-
Mission Adaptive
Wing (15). Smart fing (16), ACTE (18).
Twisting Wing Structures
Wings have 3 main morphing modes: Out-of-plane transformation, Airfoil profile adjustment, and
planform alternation. Within out-of-plane transformation, there can be chord-side bending, span-wise
bending, and wing twist. Twist morphing has several benefits over other forms of morphing. It can
significantly impact the geometry and behavior of a lifting surface without needing large platform
modifications, which differs from variable span or sweep designs requiring complex and heavy
mechanisms. Twisting can provide multiple benefits to aircraft, including stabilization against gust and
maneuvering loads, potentially replacing conventional control surfaces, and increasing the lift coefficient.
Wing twisting specifically to improve flight performance and control authority of the aircraft is one of the
first forms of morphing (Figure5). The Wright Brothers used wing twist of a flexible wing for roll
control (13). Modern twisting wing structures include the Active Flexible Wing (AFW) concept (22).
Following this was the Active Aeroelastic Wing (AAW) research program (13), and the Variable
Stiffness Spar (VSS) Concept (23). Within the domain of twist-based morphing wings, several methods
have been developed for desired twisting behavior, through actuation of the internal structure, external
structure, or wing tip. Several examples include: external morphing via piezoelectric torque plates (24) or
introducing warping deformation of the wing skin (25), internal structure actuation with adaptive shear
16
beams (26) warp controlled twist using variable torsion and twisting wing section achieved by
antagonistic SMA actuation (27). A recurring challenge faced by these morphing aerostructures is the
competing objectives of lightness, stiffness, and shape authority.
_
_W6DO9fww
An
Figure 5: Twisting Wings
(L to R) Wright Flyer 1 (13). AFW (22) AA W (13). VSS (23)
Lattice Structures
Lattice structures have historically been used in aerospace structures to achieve combined stiffness and
lightness, and come in many forms, such as space frames (28), truss cores (11), and structural frame (29)
(Figure 6); and are appealing for use in aerostructures for several reasons- they are lightweight, space
filling, modular, and tunable, making them candidates for morphing. Geodectic Frames use a continuous
diagonal grid of aluminum struts as a 3D truss system- resolving aerodynamic and internal pressure from
the external skin into tension and compression (30) . However, due to manufacturing constraints at the
time, modifications to aircraft- and therefore geodetic frame
-
design were problematic (31). Anisogrid
structures incorporate composites into lattice form for shells, and demonstrate reliability through
structural load path redundancy and anisotropic self-stabilization. Their manufacturing is complicatedrequiring custom tooling, semi-automated tow winding, pressurized curing, and destructive experimental
testing - due to errors at rib intersections (29). Lattice truss core sandwich structures utilize the weight
savings and mechanical properties of a lattice between thin stiff inner and outer skin panels. Metallic
lattices are made by investment casting or deformation forming following by bonding/joining).
Composite versions are made by machining/cutting, followed by assembly and bonding (10).
IFF
Figure 6: Lattice Structures (L to R) Geodetic Frame ('30, Aniso grid Cylinder on Mandrel ('29, Lattice core sandwvich (10).
17
Morphing Lattice Structures
Several projects have investigated morphing lattices (Figure 7), such as a series of honeycomb cells
containing inflatable airtight pouches, which modulate the effective stiffness of the honeycomb to allow
the trailing edge of the wing to morph (32), a chiral lattice structure, which partially fills an airfoil and
uses its auxetic chirality to convert small local actuation into large overall shape morphing and wing tip
twisting (33), and an array of compliant cellular trusses with tendons used as active elements to enable
continuous stable deformations over large areas of wing shape (34). Other examples of morphing lattices
exist with applications to aerospace, such as a periodic octahedral truss column modules with either lead
screws or piezo actuators actuated members (35), a tetrahedral truss plate is backed with an active backplane, truss elements are replaced with linear actuators, which cause a shape change of the solid yet
flexible front face (36), and tetrahedral trusses linked by a specialized rotational node which ensures
rotational freedom while linear actuators within the truss affect morphing (37).
(a)
Figure 7:
Morphing Lattice Structures (L
to R)- Chiral Wing Tip (33), Tendon Active Cells (34), Linear Actuator Truss (37).
Aerostructure Manufacturing
Although many of these approaches demonstrate wing morphing, none address larger issues such as how
can next generation aerostructures can satisfy the seemingly orthogonal objectives of flexibility and
stiffness, strength and lightness, and achieve these mechanical properties with manufacturing speed while
still being a) buildable b) affordable, and c) scalable. The fault may not lie with the design, but with the
means to realize the design- the materials and manufacturing processes.
This is indicative of a larger challenge faced in the development of high performance aerostructures:
while composites offer desirable properties and can enable new designs, their cost and manufacturing
complexity often impede successful prototyping and application. As a whole, the commercial aerospace
industry has been moving towards aircraft designs that have fewer but larger monolithic fiber composite
parts. This reduces the amount of composite joinery involved, which is both expensive and difficult.
However, the logistics for manufacturing these large components (for example, the Boeing 787
Dreamliner is 50% composite by weight, including an all composite fuselage, wings and tail) results in
18
huge and complex systems tooling and equipment, such as mandrels, gantry systems, tape laying robotic
arms, autoclave ovens, and part transportation. This cost delta has been a major hurdle in the widespread
use of composite in aerostructures, in spite of their superior performance qualities. (38) (39) (40)
An alternative method to the design, analysis, and manufacturing of aerostructures will now be described,
based on the use of digital materials.
2.2 Digital Material Morphing Wing
Figure 8: Early prototype of Digital MaterialMorphing wing per/briningwing
twist
In previous work, by assembling sparse, periodic lattice structures with composite digital materials, high
performance digital cellular solids were designed with multiple objectives, including high stiffness, low
with
mass, and energy absorption (12). Recent efforts have focused on assembly automation to compete
the time-critical manufacturing chain of aerospace structures, resulting in a relative robotic assembler- a
small robot that autonomously builds digital material structures and locomotes relative to and within the
confines of the digital material structures it builds. It is reasonable to expand digital materials to large,
complex aerostructures, which will be realizable via automated assembly.
It is clear that traditional materials, manufacturing processes, and therefore designs and analyses for
aerostructures present significant challenges for morphing wing technology development. These
shortcomings- long production time and high cost and complexity for materials and processes- impact the
scalability and feasibility of other morphing wing strategies, presenting challenges when technologies are
attempting to move beyond the lab prototype stage. Digital materials have the ability to rapidly develop
customizable morphing wing structures (Figure8) with a scalable technology that can address numerous
shortcomings of the aerospace composite industry. This thesis will show that digital materials provide an
efficient and robust methodology for designing, analyzing, and manufacturing morphing aerostructures.
19
2.2.1 Method
The approach developed here is based on the formation of three dimensional periodic lattice structures.
When designed properly, hybrid structures can be created with combinatorial properties derived from the
constituent parts, which are in this case, the periodic geometry and the base material. Previous work has
shown that vertex connected octahedra made with oriented carbon fiber loops result in a cellular lattice
structure with the highest reported modulus (12). Joints are usually avoided in composite structures
because they introduce points of failure, but here they serve as links to transfer forces between the loops.
The assembled structure behaves as an elastic solid, and because of the massive internal redundancy it
fails incrementally, not catastrophically. For aerospace, these digital composite structures allow the
benefits of composite construction to be pushed into a previously inaccessible regime of ultralight spacefilling structural volumes. And the expensive supply chains to produce and handle parts the size of an
airframe can be replaced with automated final assembly of the fiber loops. Following this method, digital
material aerostructures can be designed.
3
Front View
3
1290mm / 50.83in
3
3
Top View
Figure 9: Digital material morphing wing with dimensions
20
Design
The overall design for the morphing wing structure is based on the NACA 12 profile. This profile is
extruded to form an airfoil volume, which is then filled with lattice elements (Figure 9). Distinct regions
are selectively filled with different lattice geometries based on the desired global behavior- stretchdominated in the spar/torque tube area, and bending-dominated in the trailing edge area (Figure10).
Global behavior can be scaled to local behavior through manipulating parameters such as node
connectivity, cell size, and strut thickness.
Figure 10: Wing lattice geometry comparison (Blue= Bending Dominated, Red= Siretch Dominated)
Manufacturing
Subtractive manufacturing from sheets of CFRP laminate composite is a well-documented methodology,
including, but not limited to, the following: Milling, Electronic Discharge Machining, Abrasive Waterjet,
and Laser. An overview of strengths and weaknesses of each process is shown here, adapted from (41):
Process
Strength
Weakness
Milling
Good surface finish
Short tool life, sheet delamination
Electric Discharge Machining
Complex geometry
High Tooling cost, low throughput
Laser cutting
Narrow kerf, high throughput
Thermal Damage (Heat Affected Zone)
Waterjet cutting
No thermal damage, no
delamination with drill press
Rounded cut edge, equipment size/noise
_
Table 1: Manufacturingprocesses for producing fiber composite digital material parts
Due to high throughput requirements, lasercutting was investigated (Figure 11). Several laser cutting
technologies were used, including C02, dopedfiber laser, MOPA (Master OscillatorPower Amplifier),
pulsed YA G and q-switched YA G lasers. All three produced parts with severe Heat Affected Zones.
21
Figure
11: CFRPLaser Cutting (L to R): C02. dopedfiber laser, MOPA. pulsed YAG and q-switched YAG lasers
This is an area where heat from the laser has melted the matrix around the fiber, thus compromising the
composite in this area. Due to the tight dimensional requirements (features on the order of .005", see
below), laser cutting could not accurately produce the needed parts. Abrasive waterjet cutting is known to
cause delamination in composite sheets (42), specifically, crack tips are formed by the impact shock wave
of the waterjet at "piercing" or initial penetration, and delamination results from water being forced into
the crack tips. As noted, one way to avoid this is by "pre-drilling", but this is seen as time-consuming. It
was found that the throughput was sufficient to proceed with abrasive waterjet cutting of parts, with predrilled holes made by a CNC pneumatic drill head attachment (Figure12). Below is a single wing
cutsheet layout, which was able to be cut in approximately 2 hours.
Figure 12: (L) One Wing Waterjet cutting pattern (24 x 12) (R) Sample cut with pre-drilledstartinghole and end tab
2.2.2 Results
Platform Design
The wing platform (Figure 13) consists of two half wing spans (a), each attached to a central housing
fuselage (b), which contains instrumentation mounting (c) and the actuation system. Beginning at the rear,
a servo motor (d) is mounted to the bottom of the fuselage. A flexural delrin arm (e) is attached to the
servo, which in turn is bolted to a shaft collar (f) which grips a carbon fiber tube (g). This tube exits the
fuselage and passes through the wing's spar area. It terminates into a carbon fiber cap plate (h), which is
bolted to another shaft collar gripping the tube. This allows rotation from the servo to twist the wing tip.
The fuselage is capped with a 3D printed nosecone (i), and the lattice wings are skinned with panelized
Kapton strips (j), attached to the structure via steel retaining pins (k). A central carbon rod minimizes
cantilever deflection of the wing spans (1).
22
Panelized .005" Thk. Kapton Skin ()
Steel Retaining Pins attach to Ribs (k)
.125'Thk. Alum. Fuselage (b)
-7
3/r Dia. Carbon Fiber Rod (1)
-
-
1/2'Thk Alumr. Load Cell Mount (c)
ABS Nosecone (i)
1/2'Dia. Shaft Collar (f)
Dynamixel AX-12A Servo Actuator (d)
1/4'Thk. HDPE Flexure Arm (e)
1/1 6"Thk. Waterjet Cut Carbon Fiber Lattice (a)
Carbon Fiber Cap Plate (h)
1/2'Dia. Carbon Fiber Tube (g)
Figure 13: Digital MAiterial Anorphing Wing P/atfbrn and Components
Platform Components
The final platform consists of the following (Figure14):
Ribs: two rib types follow the NACA profile, but vary internally in the bending-dominated areas.
Spars: uniformly spaced and split across the horizontal plane for assembly from top and bottom.
Stringer: the stringer consists of two types- cells and diaphragms, which correspond to bending
dominated areas and stretch dominated areas, respectively. Stringer cells have uniform width and varying
height, based on their location in the profile.
23
k
A
-
3
12,Wzzzzzzz
~fl
-
I,-'
Figure 14: (L) Part type dimens ions, (R) Partgroups. clockwise froin top L: all parts, ribs, stingers. spar cells spar diaphragm
Skin: The skin is made from 0.005" thick Kapton (Polyimide Film), which is cut into strips with
hole patterns on a C02 laser cutter. The skin's main purpose is to transfer the aero loads to the frame.
This requires continuity and resistance to deformation. However, due to the morphing strategy, the skin
must also change shape along with the wing, while avoiding wrinkling, separation from the frame, or
other changes that may negatively affect the wing performance. The solution is to discretize the surface
into strips, parallel with the ribs, set halfway out of phase, so that the center of each strip lands on a rib
(Figure15). In order to maintain a continuous surface height, the strips follow an alternating up/down
pattern, with one set of strips below the other. The strips are attached to the ribs with 1/8" dia. Steel
retaining pins. These pins have two legs which pass through hole patterns in the strips to grip around
specific locations on the rib below. Additionally, because the tail of the rib converges into a point, a
retaining feature was designed into the rib. This has a detent which mates to holes in the strip, and the
small free end of the strip is then caught under a hook feature.
Figure 15: (L to R) Rib tailfeature it ith hook and detent: Single strip of skin on a rib: Skin with reflective steel pins visible.
Fuselage: The fuselage anchors the wings with internal mounting structure and houses hardware
and instrumentation interfaces. The external housing is 0.125" thk. 6061 Aluminum plate, lasercut with
C02. laser and assembled via mechanical fasteners. The internal structure and instrumentation interface
are 0.25" thk. 6061 Aluminum, 3-axis milled and assembled via mechanical fasteners (Figure 16).
24
Nosecone: The nosecone was 3D printed on a Stratasys Dimension 1200es FDM (Fused
Deposition Modeling) Printer. It has a uniform thickness of 3mm, an internal rib structure, and integrated
mechanical attachment points to fuselage (Figure 16).
Figure 16: (L to R) Fuselage internal structure: Fuselage external structure: 3D Printed ABS Nose Cone
Boundary Conditions: the two boundary conditions are at the base and the tip of the wing (Figure
17). At the base, the wing has to rigidly attach to the fuselage to transfer forces for sensing by the
instrumentation. This is accomplished by mating features on the fuselage, into which the ribs terminate.
This, in addition to a zip tie at every interface, provides sufficient connection to transfer all 6 degrees of
freedom. The second boundary condition at the wing tip is similar but also requires rigid connection
between the torque tube and the lattice structure. This is accomplished through a series of rigidly
connected parts. The torque tube is connected to the end plate by two bolts which pass through the end
plate into two tapped holes in a shaft collar that is attached to the tube. The end plate is then connected to
the lattice structure by a similar condition to the base- mating holes and zip ties. This allows direct
transfer of torque from the tube to the lattice, resulting in the tip twisting and wing morphing.
Figure 17: (L) Fuselage-lattice mating holes with zip tie holes,- (R) end cap, shaft collar, torque tube, and zip ties at wing tip.
Manufacturing
Parts were cut on the OMAX 55100 Precision Jet Machining Center equipped with Z-Axis Pneumatic
Drill Head, using OMAX Layout and OMAX Make software for CAD/CAM preparation.
25
The machine has the following capabilities: 60 in/min [4,572 mm/min]; 0.03" Kerf, +0.003" tolerance
with
0.002"repeatability; 5,000 RPM air motor, 1/16" drill bit.
In order to ensure proper fit of the integral snap design, numerous tests were performed to determine the
variation of the kerf. Significant variation arose between the cutting of several sheets (several hours of
cutting), and that in order to assure kerf variation was within the tolerance of the snap fit connection, new
waterjet nozzles would be used for every cut. They are considered consumables (cost-wise) in the
process, and the quality assurance validated any increase in manufacturing time. As shown below, some
of the smallest features (0.003 5") are just within the tolerance of the machine (Figure18).
US oUIO
0.
AWJ Kerf
D= OjD3 +/ O05'
0.95'
AWM cut Path
.
.0035
Figure 18: (L) Waterjet cut geometrv parameters: (R) Actual cut part withi waterjet kerf
The material used was a custom-made quasi isotropic layup with the following properties:
Parameter
Value
0, 45, 90, 135, 180, 225, 270,
Layup Orientation
Sheet thickness
315, 3600
0.600" +/- 0.005"
Density (p)
1500 kg/m3
Young's Modulus (E)
114 Gpa
Table 2: Mechanicalpropertiesof qiasi isotropic carbon f/her composite material: Source: www. acpsales.com
Post-processing of the parts consisted of removal from the sheet (minor tabs were left to prevent part
loss). This was done with a steel chisel and hammer, and required minor filing to be ready to assembly.
26
Assembly
The primary assembly mechanism is an integral snap fit connection. The secondary assembly mechanism
is tensioned plastic cable tie (Figure 19). The assembly sequence was: 1) Place Rib on stringer diaphragm
(snap fit and zip tie), 2) Fill in rib with appropriate stringer cells (snap fit and zip tie), 3)Repeat until all
ribs in place, 4) Place top and bottom spar (zip tie), 5) Attach to fuselage (zip tie), 6) Skin
Figure 19:
(L to R,)
Pliers engage snapfit connections: Detail view o/Snapfit: Connection types (Blue= snap. Red
The following summarized the total build time for the wing prototype:
Time
Process
Lattice Assembly
2hrs/side
Skin
1 hr/side
Fuselage Assembly + Wing Mounting
1 hr
Actuator Mounting + Tunnel Prep
1 hr
Total
8 man hours
Table 3: Time requirementsfbr wing assembly
27
zip-tie)
Actuation
Actuation is achieved via a flexural arm, driven by a servo motor (Figure21). A favorable torque ratio is
achieved through the geometry of the arm in relation to the actuation source and the end effector (torque
tube), as shown in the diagram below (Figure 20).
= L 1 * F;
T2
2 *
F;
F=
T2
T1*
L1
L2 = 2.50 in; L 1 = 0.50 in
F
-
T-
IT2 = 5 * T1
F
-+
Figure20: Alechanical advantage of wing twist arm geomeryl
Figure21: MinAMax wing tivist (-
100)
With a max torque of 29 kg/cm @ 6.OV, this would result in around 150 kg/cm possible torque applied to
the wing tip. Comparatively, driving the wing twist directly with zero mechanical advantage would
require a servo that weighs 8 times as much and is 3 times as large. Controls were achieved through a
Mini Maestro 12, a small yet efficient microcontroller with a native USB interface and internal scripting
control. Due to its small size, it is mounted to the underside of the fuselage, in between the flexural arms.
28
FlightPerformance
The digital material morphing wing has successfully undergone wind tunnel testing in the Langley
Research Center 12-foot low speed wind tunnel (Figure22). The ground-based aerodynamic testing was
aimed at assessing the benefits of the aeroelastic morphing concept in an experimental approach. Goals
included demonstrating operational feasibility, exploring structural stability while delivering aero
performance, and augmenting computational predictions. Further goals included assessing basic airframe
open-loop stability, controllability of shape under loads, control power (aerodynamic), database
generation for simulation and analytical studies, and demonstration of drag reduction potential. These
tests would allow study of the fluid-structure interaction of the morphing wing to explore the concept and
mature the feasibility, define how the shape changes affect the aerodynamics, and determine the control
authority requirements to counter structural compliance.
Figure22: Overviewi ofvariablesfor norphing wing
wind tunnel testing
A solid wing version was created with the same geometry and discrete control flaps typical of commercial
airplane wings to produce baseline data for comparison to morphing performance (Figure23).
Figure23: (L) Morphing Wing (R) Rigid Wing
29
The testing setup fixed the wing and instrumentation fuselage to an armature with an internal 614component strain gage balance (Figure24). The parameters were dynamic pressure qbar (wind speed;
52 mph), angle of attack a (-8 to 90'), sideslip angle , (+/- 90'), and wing twist angle 0 (+/- 100).
Figure 24: (L) 6-component strain gage mounting touselage: (R) Wing setup in wind tunnel
The morphing wing easily withstood aero loading across a typical UAV flight envelope, including:
dynamic pressures up to 7 psf (10 Pa), speeds up to 77 fps (23 m/s), through post-stall angles of attack
(>16*), and moderate sideslip angles (generally only +/- 4
,
limited to 16').
The morphing wing at neutral twist showed similar aero properties as the rigid variant in performance and
static stability and roll-damping. It allows for improved control options to enhance efficiency as
compared to conventional design. Controls-active tests demonstrated viability of morphing structure
active twist response dynamics against realistic loads and states. The morphing wing has the ability to
modulate forces while maintaining trim more so than the rigid wing. The morphing wing provides
increased lift with reduced drag compared to the conventional flap in the pre-stall regime.
Two unexpected phenomena discovered through testing were flutter suppression and high frequency
morphing (Figure25). At a high AoA and qbar, there was significant flutter on both wing tip trailing
edges. In an attempt to suppress this, the wing tip was twisted gradually, until the airfoil shape became
twist can be
optimal for the conditions and was able to reattach the viscous flow. This indicates that wing
used to dynamically attached flow in sub-optimal conditions, which translates to optimization of flight
roll", and at a
performance in varying conditions. In the next experiment, the sting mount was set to "free
The
constant AoA and qbar, a high frequency closed-loop cycle of +/- max wing twist was performed.
result was a high frequency morph that caused a controlled roll about the roll axis. This indicates that
wing twist will be able to affect aerodynamic maneuvers.
30
Figure 23: (L) Flutter suppression testing: (R) High r-equency roll testing
For more extensive numerical and experimental results, please refer to (43).
2.2.3 Summary and Further Research
In summary, this chapter has introduced a novel approach for the design, analysis, and manufacturing of
composite aerostructures through the use of digital materials. This has been shown to reduce time and
complexity compared to traditional composite structures. A digital material morphing wing was
presented, and it was shown to perform as well as a rigid wing, with additional performance capabilities
that can improve flight efficiency and control. The main contribution of the chapter is the description of
digital materials and discrete lattice structures, the manufacturing methods to produce these parts, and the
performance capabilities of structures built with digital materials.
The work presented here will proceed for several years at NASA in the form of entire digital material
aircraft that can morph in flight. Additionally, pressure sensing skin is currently being designed to give
continuous feedback and allow for dynamic responsive morphing based on external conditions and
desired flight applications.
31
32
3. Digital Material Space Structures
3.1 Background
Space structures- such as large surfaces to provide power, large antennas and mirrors for astrophysics
missions, and space platforms to provide area for general utilization- have three main concerns for use on
orbit: application-based structural performance, launch vehicle packaging, and on-orbit deployment. This
chapter addresses these concerns in the application of digital materials to space structures.
Space applications
Aside from specialized mission specific components, generally space structures can be divided based on
their mass-normalized structural requirements (44). For example, a precision reflector strut needs high
accuracy, a space station strut needs high stiffness, and an aerobrake strut needs high strength.
Figure 24: (L to R,' Platform. Beam, Aperture Space Structure
Trusses can be used to build a wide variety of structural shapes as shown below. Platforms and beams can
be used as a skeletal framework to which other components or modules can be attached, forming a large
33
integrated spacecraft. Trusses can be built very accurately and covered with mirrored panels to form large
very precise antennas or reflective surfaces (Figure26).
There are many examples of these structures, either proposed, or currently in space:
Plaforms: habitats, pressure vessels, enclosures, hangars, and keels (45) (46) (47)
Beams: masts, booms, and baselines (48) (49) (50).
Apertures: precision segmented reflectors (51) (52) , star shades (53), solar power generation (54)
(55), and antennas (50) all fall within this category.
Transportation Considerations
The space shuttle program was originally designed to bring 24,000 kg of cargo to Lower Earth Orbit per
week. This (partially) re-usable spacecraft encouraged NASA researchers to propose large space
structures, which would be enabled by this ability to cheaply transport large payloads into space.
Numerous proposals involved sending large amounts of raw materials into space for in-space fabrication
and in-space assembly (explained below). The space shuttle's operational costs were much greater than
expected. In 1972, then-NASA administrator James Fletcher told Congress that the shuttle would operate
at a cost of $10.5 million per flight, but it ended up costing 20 times this (56). Due to these high costs,
NASA could not develop other systems, and was forced to use it to complete the International Space
Station (ISS). Since 1981 there have only been 135 shuttle launches.
The default solution, then, was to fabricate on earth, launch into space, and assemble large pre-built
structures on orbit. This is how the ISS was built. There are two main consequences to this strategy:
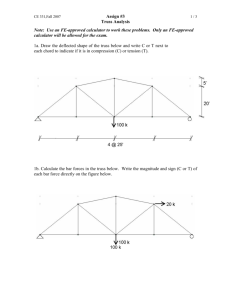
1. Structures are mass and/or volume limited by current launch shroud capabilities. For example,
current largest launch shroud is Ariane 5, with payload to LEO of 35,000lb and to GTO of 15,0001b and
volume of 7.7m x 4.5m x 4.5m) (57). The average payload density delivered to low Earth orbit (LEO) by
most medium to heavy launch vehicles is about 65kg/m3. Hypothetical structures should maintain this
launch density; otherwise they will either be sub-optimal due to volume or mass (Figure27).
2. Structures undergo massive vibration and shock loads while launching into orbit, with
acceleration upwards of 9 g's. This means structures must be designed to withstand these loads, which are
much larger than the loads structures experience in the microgravity of space (58).
34
Due to these challenges, it is valuable to reconsider alternate methods for assembly space structures.
These are presented in the following section.
1000
Launch
Density
20
7
7
3
65 (Kg/rn
)
'
7
,7
.. ~.
100
7
7
7
\,.
7,200
0I
2I
77
10
7
777~77
7
7
7
7
7
7
7
7
7
7
0.1
7
7
/
7
/
7.
7
/
7
7
0.1
100
10
2
Deployed Areal Density, Kg/n
1
Figure 25: Comparisonoftmass andpackagedvolunes
1000
ofdeployables with respect to optimal launch shrouddensity
Constructionapproaches
There are three main approaches to the implementation of space structures: deployables, in-space
assembly, and in-space fabrication.
Deployables
Typical deployable structures are solar panels, antennas, radars and masts of satellites (objects much
larger than the launch shroud), but most other structures sent into space deploy in some way, including
thermal radiators, satellite hardware (supports, joints, mounts), crew quarters, and transportation tunnels,
due to the need to be volumetrically efficient. This work will address the first category of deployables.
Deployable space structures operate by tightly packing into a launch shroud, launching, and then
expanding or unfurling into its final, larger configuration once in orbit. This is an approach that has been
used since the advent of space technology. The unfurling mechanisms include articulating booms,
umbrella-like antennas, unfolding star shades, and coilable masts (Figure28). Scale is limited by launch
shroud capacity, but scale also corresponds to performance. To achieve higher packing efficiency,
complex deployment schemes arise, which add more mass and volume for unfurling actuation, and lead to
35
increased risk of error and mechanism failure (59). Space systems experience their highest failure rate
during deployment, but typically behave properly once deployed (60).
Deploying
45Sm
Figure 26: DeploVahles (L
~
62M
to
R): Un/urlng Membrane (53), Coilable Solar Sail Mast (61). and FoldingSegmented Mirrors (62)
Deployable truss structures have often been used to address the unique structural requirements of the
space environment (63) (64). The combination of severe launch loading, volume and total mass
constraints, and low (as-deployed in-service) loading requirements necessitates the use of structural
systems that display packing efficiencies on the order of 100:1, (65) (66) . Proposed solutions to this set
of constraints focus on the design of a monolithic device that can be packed in a pre-assembled
configuration and, either by the controlled release of internally stored energy or via external mechanisms
expands into the operational configuration. Mikulas (67) characterized the theoretical performance of
three types of deployable trusses: tubular, longeron-based trusses, and isogrid walls. Experimentally,
many have explored these different truss types with a diverse array of deployment mechanisms, including
coilables (61), inflatable rigidizables (both longeron (68) and isogrid (64)), extremely high expansion
foldables (65), and skewed-compression systems (49) (48) (69). For historical overviews of deployable
space structures, refer to (70) (71) (72).
Deployables are almost always volume-limited. To illustrate this, the Hubble Space Telescope (HST)
occupied 4% of the launch mass and 2% of the volume capacity of its launch vehicle. The JWST will
occupy 15% of the launch mass and 50% of the volume capacity of its launch vehicle. Being (more) mass
limited is a desirable property that is difficult to attain with traditional deployable structures (73)
Decades of refinement have reduced error rates, but anomalies are not uncommon, and are just as costly.
High profile instances include the Galileo High-Gain Antenna, whose umbrella-like antenna failed to
unfurl (74); the Mars Express Spacecraft, whose partially unfurled jointed boom required corrective
spacecraft maneuvers (75), and the Inflatable Antenna Experiment, whose unfurling caused unexpected
2
dynamics, overwhelming the attitude control systems (76). The planned JSWT must deploy a 25 m
aperture and a tennis court-sized sunshield, and must fit within a 4.5m diameter launch shroud (62).
36
The JWST has a 6.5m diameter reflecting dish. The challenge of deploying a 25m diameter dish is nearly
insurmountable due to deployable mechanism packing inefficiency. It simply could not fit within a launch
shroud (73). A strategy for building structures bigger than the largest deployable that can fit within a
launch shroud is to launch parts or material into space and build the structure on orbit.
In space assembly
In Space Assembly (ISA) proposes the construction of space structures by sending a kit of parts into orbit,
and then assembling these parts with either Extra Vehicular Activity (EVA) - human based assembly,
Extra Vehicular Robotics (EVR) - robotic based assembly, or a combination of both (Figure29).
Figure 27: In Space Assenbly (L to R): ACCESS (77), Tele-Robotic Trius Assembly (78). Autonomous Robot Inspection (79)
Since the advent of the space shuttle program, NASA engineers have been speculating on the in-space
assembly of large space structures. They sought to build space stations (47) and space construction
facilities (44) from modular construction kits. However, the realities of both EVA and EVR, combined
with the inefficiency of the space shuttle, forced them to scale back their designs. Regardless, testing
continued in the form of Experimental Assembly of Structures in EVA (EASE) and Assembly Concept
for Construction of Erectable Space Structures (ACCESS). EASE relied EVA to guide semi-automated
assembly of struts into large truss booms. ACCESS required robotic armatures to move and locate
"human end effectors" to assemble smaller truss structures (77). Mobile versions would allow a platform
to move along the completed structure, with robotic arms and astronauts, to assemble new structure (80).
EVA-only assembly has been quantified (81), and for small scale applications can be faster than EVR
(82). EVA has to avoid fatigue and danger to astronauts. EVR has to carefully path plan motions, to avoid
collisions. Assembly rates for both processes are limited by ease of operation of hardware. (73)
EVR has been explored extensively due to the promise of significant improvements in automation,
throughput, and parallelization. The construction techniques, and complexities involved, become crucial.
Significant work has been done on struts and nodes with locking joint hardware, which allow robotic
37
assembly of large truss structures (78). Other approaches replace locking joints with jigging and welding
(28). Telerobotic (human controlled) robotic arms are used on the ISS (83). More autonomous robotic
assembly systems propose robots that build, inspect, and repair large truss structures remotely (79).
In space fabrication
In Space Fabrication (ISF) differs from In Space Assembly in the following way: rather than a kit of parts
being sent into space, comparatively more "raw" materials are sent up. The material form can vary, from
rolls of thermoplastic tape to pellets of fiber reinforced plastic- but the main argument is that the packing
efficiency of these materials is better than more finished products and that the in-situ fabrication process
allows for greater control and flexibility than assembly of predetermined parts (Figure30). The aim is to
overcome volume limitations of launch, and be able to optimize payload for launch shroud density.
Figure 28: In Space Fabrication (L to R): SCA FEDS [55]. Geodetic Beam Builder [56j. Spidertab [57]
Several "Beam builder" machines were designed to extrude composite longerons and assemble them with
cross members by ultrasonic welding to form large truss structures (84), and others would extrude
geodetic beams (85). These machines weighed thousands of kilograms, consumed large amounts of
energy, and nearly filled the space shuttle launch shroud.
Current approaches propose beam extrusion combined with additive manufacturing end-effectors
mounted on globally positioned robots with multi DOF arms (86) (87). Thermally intensive processes
(e.g., pultrusion, thermoplastic melting), require significant shielding from temperature differentials
between cosmic background temperatures (~-455 F). Due to the continuous nature of robotic
construction, metrology and error correction require additional sensing and tracking systems.
In space fabrication approaches are likely to be more mass limited than volume limited.
Incremental Robotic Assembly
An important body of work this research draws from is that of incremental robotic assembly of structures.
The goal of robotic assembly of large structures from modular components has seen a variety of proposed
solutions (Figure31). These include robots arms with many degrees of freedom relative to the built
38
structure (79) (88), assembly with UAVs (89), robots which crawl along the built structure to place
elements (90), (91), and construction platforms (92).
LaYing (93)
Figure 29: Incremental Robot Assemhly (L to R): Base Plane (92), Traversing (91) Brick
place
The use of unattached robot arms involves multiple degree-of-freedom (DOF) manipulators to
robots are
elements in their correct positions. When this method is applied to in-space assembly, these
the structure
usually called "satellite arms" (94). With this method, the separation of the assembler from
complexity and
requires a global external positioning system in order to align the elements, adding to the
limiting the scale of the final design to that of the positioning system (86).
robots that
Prior work that uses the built structure as a reference to place the next set of elements include
that
traverse bi-directionally geared truss members connected at nodes (91) and bricklaying robots
Galloway
manipulate and place volumetric elements with integral latching interfaces (93). The work of
elevator mechanism
(92) uses an established base plane to assemble each layer of the system, with a final
that clears the building area and enables another layer to be constructed below the previous. By
connecting these floors in a two-dimensional array, large volumes can be constructed layer by layer.
node parts.
Most of the strategies proposed focus on designs that employ mechanical struts locking into
These studies have made good progress, especially given the apparently intrinsic need for complex
, and
interlocking structures and robots that can manipulate these elements. Galloway (92), Staritz (79)
the range and
Senda (88), show multiple-DOF arms integrated into a moving super structure to enable
precision required to place all of the elements.
to the
The systems proposed by Galloway (92) and Nigl (91) include procedures to perform modifications
in the latter
final structure. In the former case, a flexure-based clamp attaches struts to nodes, and
bidirectional gear teeth completely cover the strut members in order to enable robot locomotion.
39
3.2 Space Robot Universal Truss System (SpRoUTS)
The work presentedin this section was completed in collaborationwith Kenneth Cheung and Daniel
Celluci (NASA Ames Research Center); and sponsored by NASA Space Technology Research Fellowship.
In response to the challenges presented by the realization of space structures, the application of digital
materials to in-space assembly was investigated. The objectives were the following:
-reversibly assembled structure
-flat pack parts for transportation efficiency
-minimum degree of freedom (DOF) relative robotic assembler
In order to satisfy these constraints, a part was designed with integral snap fits that can be stored flat and
then folded into a larger, stable volume by a simple folding robot. Initial results are shown (Figure32).
01: Flat Pack Geometry and Morphology
n
number of sides
'wt -Jn6
4L
LI
n= 4
-osr Fotrn
(Conservative) Ftatpack Aspect Aatto
4L
FlatPack Panea
-
64L
I'N\,
4L
Fold
into Bottom of Previousiy Aswmbed Panel
AsseedeetctunputI
Snap FitAssemsblya
r
Figure30: (L) Overview of folding part geometries and integralsnapfit connections: (R) Comparisonofpart size to assembler
size, andpart storage size to assembled truss size.
40
3.2.1 Method
Packing Efficiency
Prior to customization for enabling automated assembly, the truss units were envisioned as simply bays of
longeron truss. The cross sectional shape can vary, and initially a triangular cross section was
investigated. The main argument was that by flat packing thin sheet elements, the ratio
#i of deployed
size
to packed size could be maximized. As shown above, the preliminary design used a part with side length
L, and material thickness t = L/16 (in this case, L = 4" and t =
/4"), resulting
in an assembler with a height
and width of 4L. Within 4L, 64 parts can be stored (assuming ideal packing efficiency), which will of
course result in a column of height H = 64L. This results in / of 64:4, or 16:1.
Assembly Strategy
Once a part design had been developed, the assembler was designed around the part. This resulted in the
platform as shown below. While the folding arm mechanism is a relatively straightforward task of reverse
engineering, the part translation became the crux of a series of deep investigations. The initial results are
shown (Figure33), and final results are presented later.
interior View
Exterior View
Componiat View
CaltutarComposit
Lead
-
I
aposdtion)
Cenirat
Servo Motor
-
Folding Trajeclory
Unkage Mechanism
Budd Platform
Lightweight Composite Housng
Gripper
(shown in dosed
Lower
Interal Storapg of Fat Park Cartridge
Figure 31: Overview of assembler components; 50 unit cohlnn
Each gripping mechanism is a modified Sarrus linkage (95), which converts limited rotational motion to
linear motion. Ideally, a parallel top and bottom plate, connected by two hinged arm plates, move normal
to each other, causing rotation at the hinges and creating a translation in the central hinge. In this case,
each top and bottom plate is mounted to a non-captive stepper motor. These types of motors can translate
along a lead screw (as opposed to the typical configuration, where the motor is captive, and its actuation
41
causes the lead screw to rotate). The central lead screw provides a linear constraint for each motor,
ensuring that top and bottom plates are always parallel. Rotational constraint about the central axis is
provided by the arm plates, which in this case, are the end effectors. By moving away from and towards
each other, the stepper motors can "open" and "close" the gripping mechanism, which fits inside the
center of the part. By closing, the end effectors are pushed outwards, capturing the part. The gripper unit
can then translate (both top and bottom motors in unison) with the captured part. Once it arrives at a predetermined level, it can release the part by opening, and translate back down to the base level (Figure 34).
Translation
Mechanism
Open
Closed
0 Lood Sc"
8
SNOWp. M"~
Figure 32: Detail view of gripper mechanisM
3.2.2 Results
The SpRoUTS system consists of the custom flat-pack truss units and the assembler platform.
Unit Design
The units that comprise the truss beam are designed with simplicity in mind. The reasons for this are twofold. The first is to ensure compatibility with existing systems of mass production such as stamping or
injection molding, where many thousands of parts can be made, but where highly complex geometries
such as those capable of being prototyped through 3d printing will be difficult to reproduce. The second is
to ensure that the motions and effectors required to configure the structure can also be made as simply as
possible. As a result, the beam units were composed of HDPE, and were produced on a 3-axis mill.
There are two important features of the truss beam that enable the deployable and erectable behaviors.
Figure35 shows a diagram illustrating these two behaviors. The first feature is a set of living hinges,
which allows the sides of the flat element to fold upward. This allows a large number of constituent
elements to be stored in a configuration that conserves as much volume as possible. The second is a
42
locking mechanism that allows the sides of the unit to attach to the base of the unit above it. This allows
the structure to be connected together, enabling the desired erectable behavior.
The goal of these locks is to connect one element to another, and enable the load bearing behavior of the
structure to be performed by the struts of the truss rather than the hinges that enable the folding.
As a result of this design, the essential motions for the construction of one bay of the truss beam are:
1) Z top: the top unit (or starting piece) moves to a z position such that the locking mechanisms on the
base of this unit are located at the proper elevation.
2) Fold up: the sides of the bottom unit fold upward toward the center of the structure, such that the
attachment points of the bottom unit are aligned with the locking mechanisms on the base of the top unit.
3) Snap: the sides of the bottom unit overcome the internal energy of the locking mechanism, forming a
mechanical connection between the sides of the bottom unit and the base of the top unit.
The bottom unit then moves in the z-direction to the vertical location of the top unit, and the whole
process is repeated. The overall set of motions performed by the robot is shown in.
3.83'
Figure 33: (L) A single unit 0/i/ie truss, showing the deployable functionality; ('R, Locking mechanism that allows for a unit to
attach to the unit above
it
Platform Design
The SpRoUTS platform is a self-contained assembly station, with storage capacity for up to 15 flatpacked truss parts (Figure36). The storage area is open, which enables reloading of the part cassette at
any time. As a result of this physical design, the robot that constructs a truss beam from this folding and
locking procedure is designed to perform two decoupled sets of motions to perform these actions. The
43
first is the folding action, whereby a set of arms lift the sides upward and lock them into the base of the
previous unit. The second is an elevator mechanism, where the robot moves the base of the finished unit
to the correct vertical position to receive the arms from the next unit's folding action. The mechanisms
that enable this motion are described in detail below.
Figure 34: (L to R) Emptv Assembler; Assembler with cartridge of flat pack parts: Built structure rising out of assembler.
Platform Components
The platform components are: Folding Arms, Base Plane Elevator, and Material Feed (Figure 37).
Folding Arms
Each arm consists of a servo connected to a linkage that translates the motor torque into the necessary
force to mate the sides of the truss with the base plate of the previous element. The mechanism that
enables the folding is a modified Watt's linkage (95), with a ground link separation that is reduced to
allow a 0-rocker motion for the input link and a 7-rocker motion for the output. The floating link has a
roller attachment to provide the optimal surface on which the force from the motors can be applied. The
rest position for the mechanism is such that the floating link lies under the flattened truss unit. When the
servo rotates the input link, it raises the floating link and causes the output link to rotate along with the
truss side. As the truss side approaches the locked position with its predecessor, the floating link and input
link approach a singularity, maximizing the mechanical advantage imparted by the linkage.
44
Current end effector design consists of 4 neoprene rollers (3/8" dia,
" length) set apart such that each
one touches on a corner of the area surrounding the snap connection. This ensures a) that the snap can
successfully push through (is not impeded by the rollers) and b) even pressure is applied. The arms which
fold the structure are actuated by four Dynamixel MX-28 servos, which communicate using a TTL
interface with a separate microcontroller (Figure38).
Leel
-
2
Translating Platform +Gripping End Effectors
Structure
____
___Support
Level 0
Support Structure
Folding Arm Mechanism
L0
0
Neoprene wheel end effectors
Base Gripping Slider-Crank
Rack and Pinion Magazine Carousel
6i]L~
-Guide Shaft for 12 Platform
Stepper motors for 12 Plattorm
Housing
side ie
Figure 35: (L) Schematic view showing the various elements ofthe robotic assembler: (R) Overall dimensions
In addition to the folding motion, four base-gripper mechanisms ensure that the base of the bottom unit is
mechanically constrained during folding. This ensures reliable mating between the sides of the bottom
unit the base of the top during folding. The base grippers are slider-crank mechanisms, with a forked end
effector which locks into a detent feature on the truss panel. The crank is a mini-size servo, which is
mounted to one corner of the bottom base plate. A servo horn rotates an aluminum link, which then
applies a force to the end-effector shuttle. Two parallel rails guide the shuttle with PTFE sleeve bearings.
The pronged end effector also serves the purpose of disengaging an integrated tab on the panel which
joins it to the unit below it in the cartridge (described in more detail in MaterialFeed).
45
Base Plane Elevator
The elevator mechanisms are responsible for both stabilizing the top unit as the bottom snaps into its
base, and for moving the structure so that the next layer can be placed. They must therefore be able to
both grip and release a unit, and also translate the structure so the next unit can mate with the locking
mechanisms of the previous. Two threaded stepper motors enable the z-axis translation of the structure.
These motors are located across from one another, at 0' and 180', with two guide shafts located at 90' and
270'. The shafts reduce the amount of power supply required while maintaining balanced movement of
the platform. The motors used are NEMA 17 hybrid bipolar stepping motors, each of which comes with
an integrated 28 cm threaded rod as its output shaft, turning it into a linear actuator capable of precision
open-loop positioning. Each phase draws 1.7 A at 2.8 V, allowing for a holding torque of 3.7 kg-cm (51
oz-in). Total power and current draw is 3.4 A at 2.8 V for holding torque of 7.4 kg-cm (102 oz-in).
The end effectors for the platform are responsible for gripping the structure to translate and stabilize it.
They consist of a pairs of clips with an internal torque spring (spring constant 0.25 in-lb). This combined
with a hard stop at the clip's base, results in a one-directional gripper: when translating upward, the hard
stop is engaged, forcing the truss unit to move along with the elevator. Additionally, when the next unit
snaps into the base of the held unit, these grippers provide a vertical constraint that prevents the unit from
moving. When the platform translates downward, the grippers are pushed out of the way by the unit,
snapping back into position at the next gripping level, when the spring returns the gripper to its locked
position. This is, in effect, a passive degree of freedom, which avoids additional mass, electrical supply,
and programming requirements of a separate set of actuated end-effectors (Figure38).
Material Feed
In addition to the manufacturing motions, an additional functionality performed by the assembler was the
automated feed of additional truss units from a large magazine located below the structure. The magazine
carousel is a rack-and pinion mechanism, where the stacked part magazine is the rack, and a custom gear
driven by a stepper motor is the pinion. Turning the gear of the rack lifts the entire cartridge of parts,
moving the next bottom unit into position to be grabbed the base-gripper.
In order to enable this feed functionality, two major modifications were implemented, one to the folding
arms, and one to the material itself. The rest location for the folder arms is such that it interferes with the
vertical motion of the next part moving through the feed. As a result, a latching mechanism was added,
46
allowing the folding arm servo to move the end-effector out of the way during the feeding process. Once
the next unit is in position, the servo moves the end-effector back into position and the structure can fold.
In addition, the size of the end-effector rollers means that there must be a minimum clearance between the
bottom unit and the next unit in the cartridge. For the prototype, this functionality is accomplished by
adding a small tab to each of the units so that inside the cartridge there is a minimum separation vertical
between them. The base-gripper is also responsible for disengaging this tab so that the elevator can
translate the bottom unit without also bringing the rest of the units in the cartridge with it. Future
iterations can minimize the size of this separation by instead using base-grippers that have limited vertical
motion in addition to horizontal, lifting the bottom unit up from the cartridge
Figure 36: (L to R) Servo-driven./blding arm: Base plane elevator stepper motor: Passive elevator gripper with torsion spring
Manufacturing
The SpRoUTS platform consists primarily of 1/8" thick aluminum plate waterjet-cut parts (Figure39).
This has several advantages and disadvantages. As mentioned previously, waterjet cutting has high
throughput (60 in/min) and relatively tight tolerances (-0.03" Kerf,
0.003" tolerance with
0.002"repeatability). However, the kerf has a taper. Measurement determined that the taper was up to
0.05". This can be reduced by reducing cut speed or replacing the orifice which degrades gradually
throughout cutting. Regardless, this results in parts whose edges are not completely flush. This is not
overly problematic for parts which are bolted to each other. This is mainly problematic for circular holes
whose purpose is to house bearings. Because the diameters of the hole are different on the entrance and
47
exit across the thickness of the material, the fit of the bearing is less than optimal. This was dealt with in
two ways- drilling out of holes to create flush openings, or use of epoxy for fixturing of hardware.
Figure 37: (L) Waterjel a/unniinn plate, circular cuts lbr bearings and sleeves: (R) Partsstacking with integral standoftf
Parts were originally manufactured out of HDPE. This allows flexural hinges to be milled to enable
folding without hardware. However, HDPE is less stiff than other similar plastics, and currently Delrin is
being used. Delrin can be more brittle, but has an advantage in that it can be laser cut. This enables more
rapid iteration and throughput than milling, but does require an alternative to a flexural hinge. This comes
in the form of a living hinge. Examples of this process can be seen in FurtherResearch.
StructuralPerformance
Experimental Testing: In order to derive the normalized bending stiffness of the SpRoUTS truss,
a specimen compatible with robotic assembly was produced and performed load tests on it. This specimen
2
was composed of Delrin Acetal FG150, which has a material modulus of 3.1 x 106 kN/m . The beam
length was 993 mm, the truss diameter was 65.66 mm, and loads of 0.5, 1.0, 2.0, and 5.0 N were applied,
resulting in tip deflections of 0.87, 1.66, 3.10, and 8.24 mm, respectively. The second moment of area,
calculated from the CAD model, is 130815 mm 4. Averaging the loads and deflections the bending
stiffness is shown to be 194 N/M 2 with a standard deviation of 5.26. Figure 40 shows the experimental
apparatus used to test tip deflection, and Figure 42 shows the performance of this robot-compatible beam,
showing that this beam meets and even exceeds the performance of existing structural solutions.
-~
9
*
U
2000 mm
3750mm
1500 mm
1.250 mm
0 7500 mm
* *
*05000mm
Figure 38: Linear-elasticdeflection and measurement under tip loading in experimental testing (L) and simulation (R)
48
Load (kg, applied at tip),
Tip Deflection-
Tip Deflection-
Including self-weight
Experimental (mm)
Simulation (mm)
Deviation
0.050
0.87
1.88
53%
0.10
1.66
2.85
41%
0.20
3.11
4.82
35%
0.50
8.24
10.69
23%
Table 4: ExperimentalResults of Load-Deflection Tests
The deviation between experimental and simulation results is decreasing as load increases. This is
indicative of the resolution of both processes- as the deflections are greater, both appear to converge. This
is operating within the linear-elastic regime. As seen in Figure 41, a load of 1.0 kg results in noticeable
strut buckling, which would require more detailed non-linear analysis of the structure for accurate
simulation.
I
000
5Mm
0005mm
0.5000 Nm
000Nmm
-0.5000 Nmn
-1.000
Nm
1.500
-2000
m
Nmm
-2.500 Nm
-3.000 NM
Figure 39: Von-linear bckling under tip loading in experimental testing (L) and sinldation (R)
ComparativeAnalysis (prepared by D. Celluci (96)): A unique difficulty of comparing
performance between the various proposed solutions for space structures is finding a common set of
metrics that can compare the efficacy of two approaches regardless of material selection. Mikulas et al.
(66) addresses this problem with a set of performance and packaging metrics, the most critical of which is
assigned the label 1. This parameter is proposed as a measure for what is described as a "parasitic mass",
which includes ancillary mass not fully contributing to the stiffness of the overall structure but instead
devoted to the logistics of deployment.
However, the metrics proposed by Mikulas do not provide a truly material-independent method for
assessing the performance of multiple different truss beams. For instance, in setting the reference curves
for bending-stiffness-metric, a specific material modulus of E = 137 GPa had to be selected in order to
compare the various structures, which was subsequently exceeded by the Solar Sail work of Murphy (61),
which used higher-modulus material E = 188 GPa and took extensive pains to maximally remove mass.
This produced an inaccurate comparison between the experimental designs, since a there is an open
49
question if whether the other works, if they were composed of such higher-modulus material, would
produce something equivalently high-performing.
This research sought to develop a material-independent metric for assessing performance that was able to
clearly show how well a strategy accomplished maximum stiffness for a given mass and deployed
volume. This metric instead calculates the stiffness of an ideal beam given the characteristics of an
experimental article, and then compares the measured performance relative to that beam. In this way, the
substantive quality that the metric allows comparison of is the ability of a particular deployment
mechanism to capture the stiffness of the constituent material while still retaining the ability to deploy.
For the initial test, a baseline was used: a cylindrical beam with a diameter D equal to the outer diameter
of the experimental article, and a thickness and length L such that the mass of this ideal beam equaled that
of the experimental article. These two beams can be thought of as equivalent uses of mass and volume in
their final configuration, with the experimental article having the necessary modifications required to
make it a deployable solution.
The second moment of area of this ideal beam is therefore:
m
22m
I, =1i2 -P (DD 2 -7P
Where m is the linear mass of the test specimen and p is the density of the constituent material. The
stiffness of this ideal beam is therefore S, = Eli, where E is the material modulus.
Then the performance S* / , is recalculated, where S* is the experimentally measured stiffness, for the
structures described in Mikulas' paper, as well as an additional structure constructed using an in-space
fabrication prototype in [22]. Figure 42 shows these results, with beam density plotted along the
horizontal axis. This beam density is calculated as the total mass over the volume of the bounding
cylinder that encompasses the beam (diameter D, length L).
First, its structural performance is well within other deployable solutions, although it is comparatively
denser. In addition, the material which composes the beam is a mass-manufactured polymer produced
using a scalable industrial process. Finally, the use of a four longeron model and flat plane pieces means
that the structure can be easily assembled by a robot. In addition, the connections in the structure are
50
entirely reversible, with no glue or permanent bonding attaching the elements. This simplifies robotic
assembly since mistakes can be repaired, and broken elements can be replaced in the event of a failure.
Structural Performance Compared to Ideal Analogue
----------
100
Ideal Performance
-
- - - - - - - - - - -
A A erectables
ISF
* * Isogrid
* U Rigidizables
V V Coilables
100 SpRoUTS
Improved
Performance
10-1
V
V
i)
*
10-2
10'
101
100
Beam Density
p* =
102
4M
7rLD2
Structures are plotted
Figure 40: Structuralpertornancerelative to equivalent mass. diameter and length tubular beani.
D. length L).
according to beam density p * (total mnass volume of the bounding cylinder that encompasses them (diameter
(credit: Celluci (96))
Robotic Performance
While the tasks performed by the SpRoUTS assembler are not extremely difficult, some performance data
can be extracted. The first is throughput. As shown in (Figure43), a typical assembly cycle (folding and
translating the folded part) takes -20 seconds per part giving it an assembly frequencyf= 0.05 Hz. While
this is not as fast as other assembly processes, the assembly processes can be parallelized with numerous
assemblers. Assuming SpRoUTS is operating in space, its construction throughput will compare
favorably to current approaches (EVA, EVR) which are slow, dangerous, and inefficient.
51
ONE
THREE
FOUR
FIVE
Figure41: Assemblv sequence With time indicated for 5 unit column
3.2.3 Further Research
Due to the financial constraints faced by space structures, the Cubesat has emerged as a way to cheaply
deploy small payloads. Measuring 10cm xl 0cm x 10cm, Cubesats can either be launched from the ISS or
by fitting into other missions' launch shrouds, due to their size. While their volume is limited, their
modularity lends themselves to incremental construction systems. SpRoUTS has been prototyped at
Cubesat scale (Figure44), and the results indicate that the folding assembly method is feasible.
Figure 42: Cubesut scale SpRo UTS
52
truss
As mentioned previously, Delrin has been investigated as an alternative to HDPE. This has required new
techniques for folding, resulting in a living hinge. This successfully folds -90/+90 degrees. Additionally,
scaled approximately 1/3 of the size, to 3/32" thick material, the snap fit feature is still fully functional
(Figure45), which suggests that the entire SpRoUTS system can scale.
Figure 43: (L) Comparison of/idi scale and
13
scale parts: (R) Living Hinge and Snapfit
Cubesats typically launch in 3U (unit) clusters, and this configuration was investigated as a Mobile
SpRoUTS System (Figure46). This would incorporate the following functions into the 3U satellite:
material storage, SpRoUTS assembly platform, multi-DOF manipulators. The objective is to combine
SpRoUTS with a secondary system of simple robotic arms that will allow the handling and manipulation
of the extruded truss. This way, turns, inspection, and repair can be accomplished within a single system.
V7
/ga
K>
i'~X~M~/X.>.~.
"
Figure 44: (L) 3 U Cubesat truss extrusion and manipulation; (1R) Cubesat "re-loading
53
3.3 Kilometer Space Array (KSA)
The work presented in this section was completed in collaborationwith Caitlin Mueller (MIT) and Matt
Carney (MIT/CBA); and sponsored by NASA Space Technology Research Fellowship.
For a notional application of digital material space structures, something completely infeasible with
current technology was investigated: a kilometer space array (Figure47).
Figure 45: Notional Kilometer Array Digital Material Space Structure
As mentioned previously, current launch shroud limitations and deployment strategies work for structures
up to around 20m in diameter. But for future NASA mission, including human travel to mars, interstellar
travel, and space colonization, very large space structures will be needed that are orders of magnitude
bigger than current capabilities (97). It will not be possible to build these large space structures using the
approach taken for the ISS. In addition, by building in space, structures can be highly mass-efficient in
that they can be engineered only for the microgravity and application loading they will encounter on orbit.
The discrete assembly methods described in the previous section are a way to incrementally build large
structures. The engineering of these large digital material structures, and their transportation into space,
will be covered in the following section.
54
3.3.1 Method
Design
1 Km x 1Km x I Om tetrahedral truss built from digital material octahedral trusses (Figure48).
Figure 46:
(L to
R) Octahedral truss column:
truss oftrusses octahedral cell; I Km
x
1 Km x lOin space
truss
Constraints
The standard for high strength slender structures is to equate global and local buckling loads. (98).
Structural requirements of such a large space structure will be derived from (45), and will include:
-Gravity Gradient Control
-Orbital Transfer
-Bending of a Tetrahedral Truss
-Transportation, Cost Considerations
Objective Functions
-Minimize mass
-Minimize packing volume
Design Variables
-Truss Diameter
-Strut Diameter
55
3.3.2 Results
Nylon Prototype Column Design
Given an initial prototype, the global/local buckling design method is tested to determine potential for
mass efficiency compared to other typical cross sections. The steps followed were:
1. Determine
local
2. Determine P0 .. i
3. Based on (2), determine L,,1 and corresponding m
1. Determine Iloca/
Iloca, was taken from specific measurements of the specimen as shown in (Figure49)
b =0.15"/ 4mm
h = 0.075'/ 2mm
I= 0.000005 inA4/
2.667 mmA4
,=00/
2
Figure 47: Injection molded part. cross section of strut
2. Determine Poca
0
P 0 .. / was found using the geometric and material properties of the specimen as shown. The Euler
buckling equation was used, and is repeated here:
r 2 EI
Pcrit = (KL) 2
Where:
Pc,.i, = buckling load
E = Young's Modulus
I = Area moment of Inertia
L = Column Length
K = Column Effective Length Factor
56
(1)
Here, E for glass filled Nylon = 9.3 GPa (1.35e6 psi), and K = 1. So, P,,.i, is found to be
K2
(9.3Gpa)(2.667mm 4
= 75 N (16.65 bf)
(MM) 2
)
rr2 EI
Pcritjoca= (KL) 2
can be determined geometrically.
3. From the octahedra column, Pwobti, oC P0 L
0
There is a 5:1 relationship between Palohcal and ptcal
(Figure 50). Given the results of Pocal, next is found:
n two to
06V00
4
%
C-. LI
Alt
CI
..
C
Plobu/=
Next,
'global
10
375 N or 83.25 lbf.
can be found using the ParallelAxis
theorem, which states:
Iz = Ix+ Ar 2
poq4
Where:
Figure 48: Column
io
strul loading proportions
I.= area moment of inertia of body around axis z
Figure 49: Colunn
I,=area moment of inertia around own axis parallel to z
geo)netry and cross section
A =area of body
r= distance between axes
For the column, a cross section is taken to give the areas A and distances r (Figure 51). 1 is found to be:
IY = 38,300 mm 4
From this, L,01 is found by first rearranging (1) to get:
L =
2 EI
(2)
Pcrit
When using the solution from Pe,.,, this gives:
)
rr 2 (9.3GPa)(38,OOOmm4
375 N
4
57
= 3.073 m (10.11 ft)
To summarize, P,c, has been found based on the part geometry. Based on the geometry of the column,
Pgo,,te, was derived. This is then used to determine L,,,, the length of column at which both global and local
buckling will occur for Pi,
Next, the potential weight savings of this column compared to other column geometry is investigated.
In order to compare mass criteria, Igobal is equated for each column type: rod, tube, and octahedra
Irod = Itube =
For each
'global,
38,300 mm 4
at length L,,,, m is determined for each cross section, and compared in (Figure 52):
2.78OD, 0.022'Thk Tube
Octahedral Truss
solid rod
m: 6.5 lb
hollow tube
m: 1.15 lb
octa truss
m: 1.00 lb
I.17'Dia Rod
Figure 50: Comparison of cross sLections ivilh equivalent MoMent areas of inertia:colwnn nass comparison
For P,.j, and L, 01, the octahedral column has the smallest mass, by a factor of 13%. This is a strong
argument for using the octahedral truss geometry. In addition to mass considerations, it is established that
packing efficiency (a volumetric consideration) is important for launch shrouds (66). Because the
octahedral column can be broken down into individual parts, which can then be flat-packed, they can be
much more volume efficient than the solid rod or tube columns.
58
Km Structure Column Design
Based on the results shown in 3.1, this section looks specifically at the design objective of this research: a
which
hypothetical 1Km x 1Km space truss structure. The loading scenarios are borrowed from (45),
consist of the following:
-Gravity Gradient Control
-Orbital Transfer
-Truss Bending
From these loading criteria, and for a 1Km x 1Km structure of comparable geometry (Figure 53), they
were able to determine a design load for their columns, which will be used here:
Pcrit = 4448 N (1000 Ibf)
0A33D
Strut Dia = d
Truss Dia=
0.217D
x- -
- --
---
--
D
x
L IlOM
0-
y
strut length = L
L=43/2D =0.866D
Figure51: (L) Truss geolnetry parameters:(R) Vieu of 1Km
x / Km truss with
individual column isolaed
Next, in order to begin understanding the relationship between the two main parameters, a study was
with a
performed in which the following was performed: calculate local and global buckling loads,
54)
parameter sweep of Truss Diameter (D) and Strut Diameter (d) with a fixed column length (Figure
59
Figure 52: Local v global buckling, unilorm length. varying load Dl d:
local +global marked with black curve
The more vertical surface is "local bucking".
There is a number of revealing trends, as well as observations that help inform the next steps. There is an
intersection between the Global and Local surfaces. This curve represents where global and local
buckling occur simultaneously. For the next steps, this will be enforced as a constraint, and which will
help arrive at a potential solution for the current design.
There is a solution for any given load P, which is made up by a truss diameter D and strut diameter d.
This is now enforced as a design constraint.
If =
19
= 4('
+
-G)
2
(0.217D)
(0.433D)
+ 7T
-
P = 5 x Pe
r2EI9
L2
7r2 Elf
f2
R 2E 19-R2
L2
-e
Ig = e;I
E Ip
60
f D d
= 5L2 le
9 =
2
2
;
(,)=ax(D)
d
axf
fL
Now there is a relationship for P,j in terms of two variables.
Graphing this relationship gives the following, where d/D is used as a term to display both terms as a
proportion:
5000
,
350000
4500
300000
4000
-
---
3500
-
-_-_--
-
250000
3000
200000
E
2500
CL
2000
---
W
1500
100000
1000
________
5S0OM
1_____
____
I
I
4
Z
I
I
0.05
0.06
"" '"' "I ' "" "" " 7"
0
0
0.01
0.02
0.04
0.03
d/D
-
pglobal(local)
-
500
0
0
0.02
0.01
0.03
d/D
-
design load
Figure 53: Identification of Design Load wilh corresponding d Dfor Mn column
It can be seen that for a large range of Pet, the critical design load is reached quickly, so a more zoomed
in view can be helpful (Figure 55).
3
It can be seen that there is a solution (for E =1. 14e8 kN/m ):
Solution:
-D =.15 m
-d = .004mm
-d/D = .0267
61
Transportation
Based on the results of 3.3, the focus will now shift to the cost of transporting the 1 Km x 1 Km truss
structure to Lower Earth Orbit (LEO). The results are shown in (Figure56).
1.E+11
1.E+10
1.E+09
U 1.E+08
1E407
C-
+-
1.E+06
volume
1E+05
NMMN
ass
+--
1E+04
4.-
0
--- I
f-
2t11+03
1.E402
4-
1.E+00
1E-03
1E-02
1E-01
1E+00
1E+01
1E+02
1E+03
1E+04
1E+05
1E+06
P critical
Figure 54: Aloss v Volune constraint of transportationto LEOi using Ariane 5
Based on Pr,,it as a design parameter, using this and the previous graphs, the tradeoff between buckling
load, part size, and number of parts per launch can be understood. For P = 4448 N, the part design for a
sample launch shroud (in this case, the Ariane 5) is mass limited. This has significant cost considerations
at large scale. Rather than being able to fit thousands of parts into a launch shroud, the weight of the parts
drives the quantity per launch. In this case, due to this limit, upwards of 10 launch shrouds are required.
With a single launch costing between $100-200 million, that puts the total cost for transportation alone at
$1-2 billion. To put that in context, NASA's annual budget is $18 billion. This is clearly a huge cost
hurdle, so if the number of launches required can be lowered, the cost can be more amenable. There are a
number of ways to lower the launches required. One way is to use a larger launch shroud. The following
graph shows how the size of the launch shroud can reduce the transportation cost.
62
1E+12
1~~
1E+11
JN~Z~
1E+10
'S
1E+09
1E+08
1E+07
-
-- ------
-
-
atlas-volume
atlas - mass
-
-
falcon heavy
volume
falcon heavy
m ass
falcon 9 -volume
-
1E+05
-
1E+06
-
*8
1E+04
--
-
- -- -0
-
falcon 9 - mass
--
-
1E+ 0
LE-05
-
-
'
-
1E+02
1E+01
-
-
1E+03
E2
11-02
LE
-01
1E+00
LE +01
1.E+03
1.E+02
1.E+04
11E+05
11E*06
P Crit
Figure 55: Comparison of A L, AL. aufnch shrouds
Using larger launch shroud, the number of launches required drops to two. Each launch is more
expensive, resulting in a total cost of $600 million. Launch shroud comparison is shown in Figure57.
What this shows is that with a larger launch shroud, the number of launches required reduces. This
reduces transportation cost, as can be seen in Figure 58.
Size
Example
Payload to LEO (kg)
Fairing size (m3)
Launch Cost
$/kg
XS
Cubesat
10
0.00006
S
Taurus
1,000
20
$240,000 $19m
$24,000 $12,000
XL
L
M
Falcon 9 AtlasV Falcon XX Heavy
100,000
10,000 20,000
225
175
100
$50m
$100m
$300m
$5,000
$4,000
$2,500
Figure 56: Cost v payload coiparisonof launch shrouds
At large scales, the cost of a single launch shroud is offset by the gain in payload mass.
63
2.2.3Summary and Further Research
Scale Variation: Figure59 shows digital material space structures across four orders of
magnitude. In order to assess the real cost-competitiveness of an approach based on digital materials, the
scale of a structure, and therefore the payload, must go down several orders of magnitude.
104
9
x3
K3
K3
x3
x3
-----
103
,
x3
1km
1
x
OW- 0C
;0 om
10,
10LO
1m
3m
100
XS
S
L
M
XL
Launch Shroud Size
Figure 57: Future r-esYer-ch steps aor scale variation
This is logical due to the number of projects- apertures, instrumentation, etc.- that are of interest to NASA
at these smaller scales (Figure60). This opens up a much larger design space. Not only geometrically, but
structurally the requirements of small precision instruments such as telescopes are much more
challenging. Arguably, these tolerances would be able to be incorporated into the initial design criteria.
Multi-Scale Design Space: Given the sensitivity of structural performance, mass efficiency, and
transportation, there are many local optima depending on the design variable combination. Preliminary
results for the pareto-frontier solutions across a much large range are shown in Figure 61+62.
Figure 58: (L
to R)
Imim, cm. m scale digital materialstructures
64
20
to
810
3
20
C uma Mvg
0
0
(m)
truss dia (M)
Figure 59: Initial mu/ti-scale design space: malti-scale prolttlpes
I
I
Figure 60: Multi-scale design space colwmn length, truss dia, buickling load): iso-per/uornance lines
65
Digital materialspace structures is an active research topic with great potential for a large number of
applications but several significant questions to be answered.
(7)
-7
2
V
3
Figure 6 1: Digital material space structure: 1) Assembled Structure, 2) Relative Robotic Assembler, 3) Building Block
In collaboration with NASA, the main efforts will be focused on developing the Test Readiness Level
(TRL) of Digital Material Space Structures. TRL is a scale for measuring the maturity of a technology,
ranging from I to 9. 1 means the concept has been developed based on basic principles being observed
and reported; 9 means the actual system is "flight proven" through successful mission operations. The
criteria for advancing to the next stage revolve around prototyping, testing, and validation.
The current TRL of Digital Material Space Structures is between 1 and 2. The objective is to advance the
TRL by one level per year, minimum. Here is what is required for the next several TRL stages:
TRL
Definition
Description
Exit Criteria
I
Basic principles
observed and reported.
Scientific knowledge generated underpinning
hardware technology concepts/applications.
2
Technology concept
and/or application
formulated
3
Analytical and
experimental critical
function and/or
characteristic proof of
concept.
Component and/or
breadboard validation
in laboratory
environment.
Invention begins, practical application is
identified but is speculative, no experimental
proof or detailed analysis is available to
support the conjecture.
Analytical studies place the technology in an
appropriate context and laboratory
demonstrations, modeling and simulation
validate analytical prediction.
Peer reviewed publication of
research underlying the
proposed concept/application
Documented description of
the application/concept that
addresses feasibility and
benefit.
Documented analytical/
experimental results
validating predictions of key
parameters
Component and/or
A low fidelity system/component breadboard is
built and operated to demonstrate basic
functionality and critical test environments, and
associated performance predictions are defined
relative to the final operating environment.
A medium fidelity system/component
Documented test performance
demonstrating agreement
with analytical predictions.
Documented definition of
relevant environment.
Documented test performance
breadboard
brassboard is built and operated to demonstrate
demonstrating agreement
4
5
66
validation in
relevant environment.
overall performance in a simulated operational
environment with realistic support elements
that demonstrates overall performance in
critical areas. Performance predictions are
made for subsequent development phases
with analytical predictions.
Documented definition of
scaling requirements.
Table 5: Test Readiness Levels (TIL): source: www.N ASA. gov
The objective would be to develop the material, structure, and robotic assembly system (Figure63) to be
tested in a relative environment- in this case, a sub-orbital flight. This system would be able to assembly
high performance structures in different configurations from the same modular building blocks, with each
configuration having different mechanical properties and topological applications, such as an isotropic
cube, a thick reflector dish plate, a deep space station strut, a thin solar array mast, and a sparse enclosure
space for pressurized habitats (Figure64).
Thick Plate
Demonstration Setup
Assembler
Nodes
N
-
N
*k
I
-
Struts
-
Thic k Beam
-
I
N
I
-N
N
N
102 block
isotropic cube
NN
'-K
N
-
NI
N
-
N
-
N
NL-
Thin Beam
Enclosure Space
Figure 62: (L) Applieations of Digital 4laterial Space Structures: (R) Struetural eleient variation
In summary, this chapter has introduced a method for discrete truss assembly and the design of large scale
space structures using digital materials. This approach has been shown to have a number of benefits,
especially in terms of the launch shroud limitations for large space structures. By discretely assembling
structures, it is possible to efficiently pack material into the launch shroud, and move closer to optimal
payload density. The main contribution of the chapter is the demonstration of robotic truss assembly, and
the analysis of discretely assembled space structures in comparison to traditional structural elements.
67
68
4. Conclusions
This thesis investigated the application of digital materials to aerospace structures in the forms of
morphing wings and discretely assembled space structures.
The properties of cellular solids can be used to tune the design and mechanical behavior of an airfoil, and
that global shape morphing can be attained with a single actuation. This wing can be built through a
combination of high throughput manufacturing (waterjet cutting) and discrete assembly, which
circumvents the more labor and time intensive aspects of composite manufacturing processes for aircraft
structures. Wind tunnel testing showed the morphing wing compares favorably with the rigid model. The
morphing wing has the ability to modulate forces while maintaining trim more so than the rigid wing, and
morphing can improve L/D compared to the rigid wing in the pre-stall regime. Oscillation around certain
twist quantities can improve performance. The wing can dynamically attached flow around the foil, which
offers potential for mission-specific performance improvement.
A platform for the automated assembly of discrete modular truss structures was presented. By designing
integral hinges and snap fits, flat pack parts can be folded with simple motions and incrementally
assembled into booms, masts, columns, or beams. The baseline throughput of this robotic assembly is
0.05 hz. The resulting truss was tested experimentally with loading and deflection measurement in order
to determine experimental bending stiffness. This value, normalized for beam density, compared
favorably with state of the art and legacy deployable boom mechanisms. This shows that a discretely
assembled truss can compete with high performance space structure technology
69
Discrete space structures were explored further, looking at the comparison of digital materials and
standard structural elements in the engineering of a kilometer space array. Global and local buckling were
optimized for minimal mass, and the discretely assembled octahedral truss proved to be lighter than a tube
or rod with similar bending stiffness. The minimum mass solution was derived, and used for calculating
mass and volume requirements for the Km structure and its transportation to LEO. At large scales, the
cost of a single launch shroud is offset by the gain in payload mass.
The challenges of digital material aerospace structures, such as fully automated manufacturing, will be
solved in the coming years. This thesis has shown that their use as aircraft and space structures is not only
possible, but can improve considerations of mass, stiffness, shape authority, and transportation efficiency.
As aircraft become lighter and adaptive, and space exploration and habitation expands, Digital Material
Aerospace structures will emerge as a novel technology with previously unattainable propertiesproperties which will propel humans into the unknown and beyond.
70
References
1. Digital Cellular Solids: Reconfigurable Composite Materials. Cheung, K. Doctoral Thesis: MIT,
2012.
2. PhysicalFinite Elements. Calisch, S. Master's Thesis : MIT , 2014.
3. ElectronicDigitalMaterials. Langford, W. Master's Thesis MIT, 2014.
4. Discrete Cellular Lattice Assembly. Carney, M. Master's Thesis : MIT, 2015.
5. The Propertiesoffoams and lattices. Ashby, M. 2006, Phil. Trans. R. Soc. A, Vol. 364.
6. Foam Topology Bending Versus Stretching DominatedArchitectures. Deshpande, V.,et al. 2001, Acta
Materialia, Vol. 49, pp. 1035-1040.
7. Hybrids tofill hoes in materialproperty space. Ashby, M. Philosophical Magazine: Vol. 85, no. 26,
2007, pp. 3235-3257.
8. Additive Manufacturingof StructralPrototypesfor Conceptual Design. Mueller, C., et al. IASS:
STLE, 2014.
9. Ultralight, UltrastiffMechanical Metamaterials. Zheng, X., et al. 6190, 2014, Science, Vol. 344.
10. Fabricationand structuralperformance ofperiodic cellular metal sandwich structures. Wadley, H.,
et al. 2003, Composites Science and Technology, Vol. 63.
11. Multifunctionalperiodic cellular metals. Wadley, H. 2006, Phil. Trans. R. Soc., Vol. 364, pp. 31-68.
12. Reversibly assembled cellular composite materials. Cheung, K and Gershenfeld, N. 1219, 2013,
Science, Vol. 341.
13. A New Twist in Flight Research: The F-18 Actibve Aeroelastic Wing Project. Merlin, P. 2013,
NASA.
14. The ParkerVariable Camber Wing. Parker, H. NACA : Report No. 77, 1920.
15. Flight Test Results from a SupecriticalMission Adaptive Wing with Smooth Variable Camber.
Powers, S. et al. NASA : Technical Memorandum 4415, 1992.
16. Overview of the DARPA Smart Wing Project. Kudva, J. 4, 2004, Journal of Intelligent Material
Systems and Structures, Vol. 15, pp. 261-267.
17. An Overview ofiNASA's SubsoniC Research Aircraft Testbed (SCRA T). Baumann, E., et al. Boston,
MA : AIAA , 2013. Atmospheric Flight Mechanics (AFM) Conference.
18. Variable Camber Compliant Wing - Design. Joo, J., et al. Kissimmee, FL : AIAA/AHS, 2015.
Adaptive Structures Conference.
71
19. Development of the Nano Hummingbird: A Tailless Flapping Wing Micro Air Vehicle. Keennon, M.,
et al. 2012. 50th AIAA Aerospace Sciences Meeting including the New Horizons Forum and Aerospace
Exposition.
20. A review of bird-inspiredflapping wing miniature air vehicle designs. Gupta, S., et al. 2, 2012,
Journal of Mechanism and Robotics, Vol. 4.
21. Festo. [Online] [Cited: May 1, 2015.] www.festo.com.
22. Active Flexible Wing (AFW) Technology. Miller, G. Rockwell International : Los Angeles, CA, 1988.
23. Variable Stiffness Spar Approach for Aircraft Maneuver Enhancement Using ASTROS. Chen, P., et
al. 5, 2000, Journal of Aircraft, Vol. 37.
24. Design, fabrication and testing of a new twist-active wing design. Barrett, R., et al. 1998. SPIE
Conference on Smart Structures and Integrated Systems.
25. Mechanism for Warp-Controlled Twist of a Morphing Wing. Vos, R., et al. 2, 2010, Journal of
Aircraft, Vol. 47, pp. 45-457.
26. Morphing wing structure with controllable twist based on adaptive bending-twist coupling. Raither,
W., et al. 6, 2013, Smart Materials and Structures, Vol. 22.
27. A bio-inspired, high-authorityactuatorfor shape morphing structures. Elzey, D., et al. 2003. Smart
Structures and Materials 2003: Active Materials: Behavior and Mechanics.
28. An Efficient and Versatile Meansfor Assembling and ManufacturingSystems in Space. Dorsey, J., et
al. 2012. AIAA Space Conference.
29. Anisogridcomposite lattice structuresfor spacecraft and aircraft applications. Vasiliev, V., et al.
2006, Composite Structures, Vol. 76, pp. 182-189.
30. Anisogridlattice structures- survey of development and applciation. Vasiliev, V., et al. 2001,
Composite Structures, Vol. 54.
31. Evolution of U.S. Military Aircraft Structures Technology. Paul, D., et al. 18-29, 2002, JOURNAL
OF AIRCRAFT, Vol. 39.
32. Mechanics of Pressure-AdaptiveHoneycomb and its applicationto wing morphing. Barrett, R. and
Vos, R. 9, 2011, Smart Materials and Structures, Vol. 20.
33. Chiral Morphing Wing Tip Design and Test. Wales, C. 2015. AIAA/AHS Adaptive Structures
Conference. Vol. 41, pp. 133-147.
34. Aircraft Structural Morphing Using Tendon-Actuated CompliantCellular Trusses. Ramrakhyani, D.,
et al. 6, 2005, Journal of Aircraft, Vol. 42, pp. 1615-1621.
3 5. Variable Geometry Truss and its Application to Deployable Truss and Space CraneArm. Miura, K.
and Furaya, H. 7, 1985, Acta Astronautica, Vol. 12.
72
36. The Load Capacity of a Kagome Based High Authority Shape MorphingStructure. dos Santos e
Lucato, S., et al. 1, 2006, Journal of Applied Mechanics, Vol. 73, pp. 128-133.
37. Shape morphing hinged truss structures. Sofia, A., et al. 6, 2009, Smart Materials and Structures,
Vol. 18.
38. Composite Materialsfor Aircraft Structures. Barker, A. AIAA : Reston, VA, 2004.
39. Essentials ofAdvanced Composite Fabricationand Repair. Dorworth, L. ASA: Newcastle, WA,
2009.
40. Composites Manufacturing:Materials, Product, and Process Engineering. Mazumdar, S. CRC
Press : Boca Raton, FL, 2002.
41. Laser Cutting of Carbon Fibre-ReinforcedPolymer Composite Materials. Negarestani, R. 2010, PhD
Thesis, University of Manchester.
42. A study of delaminationon graphite/epoxy composites in abrasive waterjet machining. Shanmugam,
D., et al. 2008, Composites: Part A, Vol. 39.
43. Digital MaterialMorphing Wing: Active Wing Shaping Control Concept Using Composite Latticebased Cellular Materials. Cheung, K, et al. Soft Robotics : forthcoming, 2015.
44. An IntegratedIn-Space Construction Facilityfor the 21st Century. Mikulas, M., and Dorsey J.
NASA : Technical Memorandum 101515, 1988.
45. Some Design Considerationsfor Large Space Structures. Bush, H., Mikulas, M., Heard, W. 1977.
AIAA/ASME 18th Structures, Structural Dynamics, and Materials Conference.
46. CriticalRequirementsfor the Design ofLarge Space Stuctures. Hedgepeth, J. NASA : Contractor
Report 3484, 1981.
47. Design, Construction, and Utilization of a Space Station Assembled from 5-Meter Erectable Struts.
Mikulas, M., and Bush, H. NASA : Technical Memorandum 89043, 1986.
48. A deployable truss beam for long or lightly loaded space applications. Brown, et al. 2009. 10th
Gossamer Forum.
49. A deployable mastjbr solar sails in the range of 100-1 000m. Brown, M. 11, 2011, Advances in
Space Research, Vol. 48, pp. 1747-1753.
50. A Review on large deployable structuresJbr astrophysics missions. Puig, L., et al. 2010, Acta
Astronautica, Vol. 67.
51. Design and Fabricationof an Erectable Trussfor PrecisionSegmented Reflector Application. Bush,
H., et al. Journal of Spacecraft : Vol. 28, no. 2, 1991.
52. Preliminarydesign approachforlarge high precision segmented reflectors. Mikulas, M., et al.
NASA : Technical Memorandum 102605, 1990.
73
53. The New Worlds Observer: The Astrophysics Strategic Mission Concept Study. Cash, W. and al, et.
2009. SPIE 7436.
54. Feasibilityof Large-Scale Oribital Solar/ThermalPower Generation. Patha, J., and Woodcock, G.
6, 1974, Journal of Spacecraft, Vol. 11, pp. 409-417.
55. Solar Array Structuresfor300 kW-Class Spacecraft. Pappa, R. et al. NASA LaRC : Space Power
Workshop, 2013.
56. MIT Technology Review- Was the Space Shuttle A Mistake? Logsdon, J.
http://www.technologyreview.com/article/424586/was-the-space-shuttle-a-mistake/
: (Accessed May 1,
2015), July 6, 2011.
57. Ariane 5 User's Manual. Ariane Space. www.arianespace.com : Issue 5 Revision 1, 2011.
58. LoadAnalyses of Spacecraftand Payloads. NASA. NASA: STD-5002, 1996.
59. A History of Astronaut Construction of Large Space Structures at NASA Langley Research Center.
Watson, J., et al. IEEE : Aerospace Conference Proceedings, 2002.
60. Deployment of Inflatable Space Sturcutres: A Review of Recent Developments. Salama, M., et al.
2000, AIAA Structures, Structural Dynamics & Materials Conference.
61. Demonstrationof a 20-m solarsail system. Murphy, D. et al. 2005, AIAA, Vol. 2126.
62. James Webb Space Telescope (JWST) ObservatoryArchitecture and Performance. Nella, J. AIAA:
Space Conference, 2004.
63. Srtm On-Orbit StructuralDynamics. Umland, J. and Eisen, H. 2001, AIAA, Vol. 1588, pp. 18-21.
64. Ultra lightweight isogridboom space experiment (ultraboom) systems design. Lin, J., et al. 2005.
AIAA Structures, Structural Dynamics, and Materials Conference,.
65. Experimental characterizationof an extremely high expansion deployable gossamer structure.
Warren, D., et al. 2007. AIAA Structures, Structural Dynamics, and Materials Conference.
66. Truss Performance and PackagingMetrics. Mikulas, M, et al. 2006. AIP Conference.
67. StructuralEfficiency of Long Lightly Loaded Truss and IsogridColumns for Space Applications.
Mikulas, M. NASA : TM-78687, 1978.
68. An inflatable rigidizabletruss structure basedon new sub-tg polyurethane composites. Guidanean,
K. and Lichodziejewski, D. 2002. AIAA SDM Conference.
69. Deployable trusses based on large rotationflexure hinges. Mejia-Ariza, J., et al. 6, 2010, Journal of
Spacecraft and Rockets, Vol. 47, pp. 1053-1062.
70. Deployable Space Structures. Kiper, G. 2009. Recent Advances in Space Technologies 2009 IEEE.
7 1. Historicalperspectives on the development of deployable reflectors. Murphy, T. 2009. AIAA
Structures, Structural Dynamics, and Materials Conference.
74
72. Precision deployable structurestechnologyfor NASA large aperture missions. Agnes, G. and
Dooley, J. 2004. Space Conference.
73. Launching a 25-meter space telescope. Are astronautsa key to the next technically logical step after
NGST? Lake, M. 2001. IEEE Aerospace Conference.
74. Galileo High-GainAntenna Deployment Anomaly Thermal Analysis Support. Tsuyuki, G., and
Reeve, R. 1995, Journal of Thermophysics and Heat Transfer, Vol. 9.
75. LenticularJointedAntenna Deployment Anomaly and Resolution Onboardthe Mars Express
Spacecraft. Adams, D., Mobrem, M. Journal of Spacecraft and Rockets: Vol. 46, no. 2, 2009.
76. Spartan 207/InflatableAntenna Experiment - PreliminaryMission Report. Steiner, M. NASA
Goddard Space Flight Center, 1997.
77. Space Construction Results. The EASE/ACCESS Flight Experiment. Bekey, 1. Acta Astronautica:
Vol. 17, no. 9, 1988.
78. Robotic Assembly of Truss Structuresfor Space Systems and FutureResearch Plans. Doggett, W.
IEEE : Aerospace Conference Proceedings, 2002.
79. Skyworker: A Robotfor Assembly, Inspection and Maintenance of Large Scale OrbitalFacilities.
Staritz, P., et al. Seoul, Korea: IEEE- ICRA, 2001.
80. The Versatility of a Truss Mounted Mobile Transporterfor In-Space Construction. Bush, H., et al.
NASA : Technical Memorandum 101514, 1988.
81. Baseline Tests of an Autonomous Telerobotic S'wtem for Assembly of Space Truss Structures.
Rhodes, M., et al. NASA : TP-3448, 1994.
82. Evaluation of Hardwareand Proceduresfor Astronaut Assembly and Repair of Large Precision
Reflectors. Lake, M., et al. NASA : TP-2000-210317, 2000.
83. Robotic Systems for the InternationalSpace Station. Stieber, M., et al. 1997, IEEE- ICRA.
84. Space Construction Automated FabricationExperiment Definition Study (SCAFEDs). General
Dynamics/ Convair Division. NASA: Contract No. NAS9-15310, 1979.
85. On orbitfabricationand assembly of large space structual subsystems. Garibotti, J, et al. 1980, Acta
Astronautica, Vol. 7, pp. 847-865.
86. SpiderFab:An Architecturefor Self-FabricatingSpace Systems. Hoyt, R., et al. 2013, AIAA Space
Conference.
87. Trusselator: On-Orbit FabricationofHigh-PerformanceComposite Truss Structures. Hoyt, R.
AIAA : Space Conference, 2014.
88. Hardwareexperiments of a truss assembly by an autonomous space learning robot. Senda, K., et al.
2, 2002, Journal of Spacecraft and Rockets, Vol. 39, pp. 267-273.
75
89. Constructionwith quadrotor teams. Lindsey,
Q. et al. 3,
2012, Autonomous Robots, Vol. 33, pp.
323-336.
90. A roboticallyreconfigurabletruss. Hjelle, D. and Lipson, H. 2009. ASME/IFToMM International
Conference on Reconfigurable Mechanisms and Robots.
91. Autonomous Truss Reconfigurationand Manipulation. Nigl, F., et al. 3, 2013, IEEE Robotics and
Automation, Vol. 20, pp. 60-71.
92. Factoryfloor:A robotically reconfigurableconstructionplatform. Galloway, K. et al. 2010. IEEE
International Conference on Robotics and Automation (ICRA).
93. Automatic assembly system for a large-scalemodular structure-hardwaredesign of module and
assembler robot. Terada, Y., and Murata, S. 2004. Intelligent Robots and Systems (IROS).
94. Truss Assembly and welding by intelligentprecisionjigging robots. Komendera, E., et al. 2014.
Technologies for Practical Robot Applications (TePRA), 2014 IEEE International Conference on.
95. Geometric Design of Linkages. McCarthy, J., Sob, G. 2011, Springer, vol. 11.
96. SpRoUTS (Space Robot Universal Truss System): Reversible Robotic Assembly ofDeployable Truss
Stuctures ofRconfigurable Length. Jenett, B., Celluci, D., Cheung, K. AIAA : Space Conference, 2015.
97. Space Settlements: A design study. Johnson, R., Holbrow, C. NASA: SP-413, 1977.
98. Global Buckling Has to be Taken into Account for Optimal Design of Large-Scale Truss Structures.
Hanahara, K. and Tada, Y. Shizuoka, Japan : 9th World Congree on Structural and Multidisciplinary
Optimization, 2011.
76