Heterogeneous Nucleation of Active Pharmaceutical Ingredients on Polymers:
Applications in Continuous Pharmaceutical Manufacturing
by
Li Tan
B.S. Chemical Engineering
University of Cincinnati, 2010
SUBMITTED TO THE DEPARTMENT OF CHEMICAL ENGINEERING IN PARTIAL
FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF
A CHIVES
DOCTOR OF PHILOSOPHY
AT THE
MASSACHUSETTS INSTITUTE OF TECHNOLOGY
MASSACHU 3ELTS INSTITUTE
OF TE CHNOLOGY
OCT 08 2015
LIBF
September 2015
ARIES
Massachusetts Institute of Technology 2015. All rights reserved
The author hereby grants to MIT permission to reproduce and to distribute publicly
paper and electronic copies of this thesis document in whole or in part
in any medium now known or thereafter created
Signature of Author:.
Signature redacted
Department of Chemical Engineering
September 18, 2015
Certified by
Signature redacted
..........
Bernhardt L. Trout
Raymond F. Baddour Professor of Chemical Engineering
Allan S. Myerson
Professors of Chemical Engineering
Thesis Supervisors
I
Accepted by ...................
Signature redacted
......
---
Braat/
--- Richard
c a-r D. .-B
Edwin R. Gilliland Professor of Chemical Engineering
Chairman, Committee for Graduate Students
Heterogeneous Nucleation of Active Pharmaceutical Ingredients on Polymers:
Applications in Continuous Pharmaceutical Manufacturing
by
Li Tan
Submitted to the Department of Chemical Engineering on September 16, 2015, in partial
fulfillment of the requirements for the degree of
Doctor of Philosophy in Chemical Engineering
Abstract
In this thesis work, we aimed to explore crystallization processes for small molecule API
compounds based on engineered polymer surfaces that could be used in continuous manufacturing.
First, we identified a library of polymers that can be used and selected PVA as the model polymer
based on its solution and film properties. We also illustrated a rational approach for designing and
fabricating PVA film surfaces for increasing heterogeneous nucleation rate of different compounds
and enable polymorph selection. The design philosophy was to select prevalent angles between
major faces of crystals according to a selection of compounds, and to create substrate surfaces with
indentations that include these angles.
Nucleation induction time trends showed that heterogeneous nucleation rates were accelerated
by at least an order of magnitude in the presence of PVA due to the favorable interactions between
the model compounds and the polymer. Nucleation rates were further increased for patterned
substrates with matching geometries. Surface indentations with non-matching angles resulted in
faster nucleation rates than flat films but slower than matching geometries because they only
increased the effective area of the films and their roughness. X-ray diffraction was used to reveal
faces that preferentially interacted with the PVA side chains and to deduce possible arrangement
of solute molecules at the corners of the indentations. Combining X-ray data and morphology of
the crystal product, we suggest that matching geometries on the substrate enhanced nucleation of
compounds. In addition to enhancing nucleation rate, polymorph selection was possible in the
presence of the polymer substrate to yield a higher percentage of thermodynamically stable gamma
indomethacin. Offline Raman experiments and in-line morphology determination confirmed that
polymorph control of the final crystal product via kinetic control of the nucleation process was
viable. For the aspirin system, the 85 degree angle lead to the highest rate of nucleation; for the
polymorphic indomethacin system, XRPD results showed that gamma form preferentially formed
on the PVA films with 65 and 80 degree angles leading to the largest reduction in nucleation
induction time.
Kinetic Monte Carlo simulation showed that a crystallizer incorporating both nucleation and
crystal growth in the absence of active mass transfer would have too small a throughput and too
large a footprint to be useful. The main reasons were long average nucleation induction times and
slow crystal growth in the absence of convection. A set of batch desupersaturation experiments
3
showed that mass transfer limited growth dominate the crystal growth kinetics at low
supersaturations when nucleation events were suppressed. An increase in the bulk fluid velocity
increased the effective growth kinetics in the system when mass transfer kinetics dominated.
Steady state modeling based on the first principle approach was performed using a combination of
Navier Stokes Equations and diffusion-convection mass transport equations. The modeling result
demonstrated that for mass transfer from a moving fluid to a stationary surface, a thin momentum
and concentration boundary layer existed at the leading edge, which resulted in much higher local
mass transfer rates. In the absence of momentum boundary layers, mass transfer could only occur
via diffusion, which resulted in slow growth kinetics. The first principle model was used to derive
dimensionless number correlations for the continuous crystallizer.
Thesis Supervisors:
Bernhardt L. Trout
Title: Raymond F. Baddour Professor of Chemical Engineering
Allan S. Myerson
Title: Professor of Chemical Engineering
4
Acknowledgements
I would like to first thank my thesis advisors Professor Trout and Professor Myerson for their
continued support during my Ph.D. work. They not only provided professional guidance to me on
research, but also helped me to develop as a competent researcher and an effective person.
Professor Trout guided the overall direction of the research. More importantly, he taught me to be
more focused, organized, and confident, both in regards to research and to personal interactions.
He also taught me the importance of thinking/planning ahead and setting reasonable goals.
Professor Myerson understood the subject of crystallization from 30,000 feet above the ground
and under an electron microscope, his expertise in the field and intuition always helped guiding
the project in the right direction on both the macroscopic and microscopic level. He also provided
emotional support in the most difficult times during my Ph.D., and made me realize the importance
of keeping up hope and remaining calm in the face of challenges. I would also like to acknowledge
the inputs from my thesis committee members Professor Richard Braatz and Professor Michael
Strano for their contribution to the thesis at the annual committee meetings. Professor Braatz has
always been keen on providing fundamental insights into the problem from a computational
expert's point of view; Professor Strano frequently provided alternative ideas for the research.
In addition to my advisors and thesis committee members, I would like to specially acknowledge
the help from Professor Patrick Doyle, who gave me extremely sound advice and generous support
during the most difficult time of my Ph.D. as the Graduate Officer. He also took time to come
chair my thesis defense at a moment's notice. In addition, I've always felt at home because of the
tender and loving environment provided by academic administrator Suzanne Maguire, Joel
Dashnaw, and Fran Miles.
The research work I've completed would not have been possible without the foresight and
foundation from Dr. Ying Diao's previous work at the research group. She sparked my interest in
pursuing the research presented in this thesis and guided me through the theoretical background
for this work. I have also learned a great deal from my coworkers on the project, including Dr.
Yuan Jiang, Dr. Vilmali Lopez-Mejias, Dr. Zina Zhu, and Dr. Jelena Stojakovic. I have had the
pleasure of working with two amazing UROPs Rachel Davis and Sam Huang, who helped me
tremendously with the experiments and discussions.
I would like to thank my parents Zongqing Tan and Yue Lin for their support during my
educational career. In addition, I have had the fortune of meeting many amazing friends at MIT,
both in and outside of the Trout/Myerson Research Group. I'd like to specially mention Jia Zhu,
Shengchang Tang, Qing Xu, Yuran Wang, Tong Wang, Wen Zheng, Xianwen Mao, Mo Jiang,
Xiaochuan Yang, Chris Lai, Jicong Li, Lisi Xie, Yuqing Cui, Nahan Li, You Peng, Jennifer Schall,
Lu Yang, Connie Gao, Ben Renner, Sayalee Mahajan, Vishnu Sresht, Sivaraman Ramaswamy,
and Adam Tatusko for the good time we had together at MIT.
5
Table of Contents
Ab stract ...........................................................................................................................................
3
Acknowledgements.........................................................................................................................
5
L ist o f F igu res .................................................................................................................................
8
L ist o f T ab les ................................................................................................................................
11
Chapter 1: Introduction.................................................................................................................
12
1.1
Continuous pharmaceutical manufacturing and its advantages ...............................................
12
1.2
Continuous processing in downstream drug product manufacturing...................
13
Chapter 2: Selection of biocompatible polymers for continuous crystallization.......................
16
2 .1
In trod uctio n .................................................................................................................................
16
2.2
Screening and selection of biocompatible polymer candidates ..............................................
17
2.3
Solution formulation and casting of biocompatible polymers .................................................
18
2.4
Solution viscosity, film formation and other properties of polyvinyl alcohol ........................
26
2.4.1
General description of PVA and key characteristics......................................................
26
2.4.2
Solubility and viscosity of PVA solutions .....................................................................
27
2.4.3
Mechanical properties of PVA films...............................................................................
32
Chapter 3: Surface modification for enhancing heterogeneous nucleation ...............................
35
3 .1
In tro du ction .................................................................................................................................
35
3.2
Requirements for the imprinting mold and the film synthesis method.................
36
3.3
Morphology calculation of model compounds based on the attachment energy method .....
38
3.4
Fabrication for silicon wafer molds with representative angles.............................................
41
3.5
Pattern transfer to biocompatible polymer films and stability in ethanol ...............................
44
Chapter 4: Nucleation rate enhancement and polymorph control using films...........................
48
4 .1
In tro du ction .................................................................................................................................
48
4.2
Solubility data for aspirin and indomethacin in ethanol ..........................................................
50
4.3
Nucleation experiment setup...................................................................................................
50
4.3.1
Nucleation vessel preparation.........................................................................................
50
4.3.2
Nucleation experiments...................................................................................................
51
4.3.3
Analysis of nucleation data............................................................................................
53
4.4
Nucleation experiment results and discussions........................................................................
54
4.5
X-ray analysis of interactions between PVA film and model compounds ............................
61
4.6
Polymorph control capability of patterned substrates ............................................................
68
Chapter 5: Crystal growth on polymer films and crystallizer design .......................................
6
70
5 .1
In tro d uctio n .................................................................................................................................
70
5.2
Issues with a stagnant plug flow crystallizer..........................................................................
72
5.3
Batch desupersaturation experiment to measure crystal growth rates ...................................
74
5.3.1 Experimental setup and procedure for the batch desupersaturation experiment.................... 74
5.3.2 Growth constant determination from the desupersaturation experiments...............................76
5.4
Simulation for steady state crystal growth over a flat disk .....................................................
80
5.5
Dimensionless number correlations .......................................................................................
86
Chapter 6: Conclusions and future work ..................................................................................
90
6 .1 C on clu sio n s.......................................................................................................................................90
6 .2 F uture w ork .......................................................................................................................................
References.....................................................................................................................................
7
91
92
List of Figures
Figure 1.1: Traditional downstream batch manufacturing process vs. envisioned continuous
m anufacturing process ..................................................................................................................
14
Figure 2.1: Dynamic viscosity vs. shear rate for aqueous solutions of polyvinyl alcohol (PVA 98)
29
at different solution concentrations (w/w) .................................................................................
Figure 2.2: Dynamic viscosity vs. shear rate for aqueous solutions of hydroxypropyl methyl
cellulose (HPMC) at different solution concentrations (w/w).................................................
30
Figure 2.3: Dynamic viscosity vs. shear rate for aqueous solutions of hydroxyethyl cellulose
(HEC) at different solution concentrations (w/w). ....................................................................
30
Figure 2.4: Dynamic viscosity vs. shear rate for aqueous solutions of sodium carboxymethyl
cellulose (SCMC) at different solution concentrations (w/w). ..................................................
31
Figure 2.5: Dynamic viscosity vs. shear rate for aqueous solutions of different molecular weights
31
of PV A at 88 percent hydrolysis...............................................................................................
Figure 2.6: Dynamic viscosity vs. shear rate for aqueous solutions of PVA with different degree
32
of hydrolysis at around 20K molecular weight..........................................................................
Figure 2.7: Dynamic viscosity vs. shear rate for aqueous solutions of PVA and their mixture... 32
Figure 2.8: Axial stress vs elongation for different grades of PVA and PVA mixtures............ 33
Figure 3.1: Distribution of angles between largest faces for 13 model compounds and their
polymorphs according to attachment energy method. Numbers below the bars refer to the upper
40
limit of the 5-degree increm ents. .............................................................................................
Figure 3.2: SEM images of patterned silicon wafer masters containing nano-pillars with (a) 40,
(b) 60, (c) 65, (d) 80, (e) 85, and (f) 90 degree angles. There is also a control sample with round
pillars (g). Definition of the angle for a parallelogram feature is shown in (h)....................... 44
Figure 3.3: AFM images of patterned PVA films containing nano-indentations with (a) 40, (b)
60, (c) 65, (d) 80, (e) 85, and (f) 90 degree angles, as well as (h) round indentations. Images
were taken after PVA films had been submerged in ethanol for 48 hours. .............................. 46
Figure 3.4: AFM images of transferring pattern from silicon mold to PVA film using hot
em b o ssin g . ....................................................................................................................................
47
Figure 4.1: Solubility data for aspirin and indomethacin in ethanol.........................................
51
Figure 4.2: Experimental apparatus setup for nucleation induction time measurement............ 52
Figure 4.2: (a) Cumulative probability distribution of nucleation induction time for
crystallization of aspirin in ethanol at S = 1.8; (b) In (P) vs. t, where P is stands for the
probability of not observing nucleation at time t, defined as P = 1 - CP. CP refers to the
cum ulative probability in Figure 4.2 (a). ..................................................................................
Figure 4.3: (a) Cumulative probability distribution of nucleation induction time for
crystallization of indomethacin in ethanol at S = 6.0; (b) In (P) vs. t, where P is stands for the
8
55
probability of not observing nucleation at time t, defined as P = 1 - CP. CP refers to the
cum ulative probability in Figure 4.3 (a). ..................................................................................
56
Figure 4.4: Cumulative nucleation probability vs. t for aspirin at S = 1.8 ...............................
56
Figure 4.5: ln(P) vs. tim e for aspirin at S = 1.8 .......................................................................
57
Figure 4.6. Cumulative nucleation probability vs. t for aspirin at S = 2.4................................
57
Figure 4.7: ln(P) vs. tim e for aspirin at S = 2.4 .......................................................................
58
Figure 4.8: Cumulative nucleation probability vs. t for indomethacin at S = 6.0.....................
58
Figure 4.9: ln(P) vs. time for indomethacin at S = 6.0 ..............................................................
59
Figure 4.10: X-ray diffraction pattern comparing (a) powdered aspirin and (b) aspirin grown on
64
a flat P V A film sam ple. ................................................................................................................
Figure 4.11: X-ray diffraction pattern comparing (a) indomethacin alpha single crystal (from
CCDC), (b) indomethacin gamma single crystal (from CCDC), and (c) indomethacin grown on a
65
flat P VA film .................................................................................................................................
Figure 4.12: Slicing views of (100) faces in aspirin showing that many C=O groups are available
65
for hydrogen bonding with -OH groups on PVA......................................................................
Figure 4.13: Slicing views of (100) and (110) faces for indomethacin gamma form. The etherlike oxygen atoms along (110) faces and Cl atoms along (100) faces can form hydrogen and
66
halogen bonding with -OH groups on PVA, respectively........................................................
Figure 4.14: Slicing views of (031) faces for the indomethacin alpha form. The Cl atoms can
66
halogen bond with -OH groups on PVA ...................................................................................
Figure 4.15: Illustration of aspirin molecules packed at the corner of an 850 parallelogramshaped nano-indentation. ..............................................................................................................
67
Figure 4.16: Illustration of indomethacin molecules packed at the corner of a parallelogramshaped indentation for the gamma polymorph, between the dominant faces (011) and two faces
that were shown to preferentially interact with PVA film. Note that angle measurement from the
2D view may not match the exact angle in 3D view between the two planes........................... 67
Figure 5.1: Residence time to reach target supersaturation for 500 KMC runs ......................
74
Figure 5.2: Density of the aspirin/ethanol mixture as a function of mole fraction of aspirin in the
76
system based on N RTL model...................................................................................................
Figure 5.3: Desupersaturation experiment with a control polymer surface at various paddle
sp eed s............................................................................................................................................
77
Figure 5.4: Desupersaturation experiment with different polymer surfaces at 50 RPM paddle
78
speed . ............................................................................................................................................
Figure 5.5: Desupersaturation experiment with different polymer surfaces at 50 RPM paddle
78
speed . ............................................................................................................................................
Figure 5.6: Geometry setup for the disk mass transfer problem...............................................
9
81
Figure 5.7: Magnitude of velocity gradient in the system ........................................................
83
Figure 5.8: Magnitude of velocity at various radial locations .................................................
84
Figure 5.9: Dimensionless concentration gradient in the system .............................................
85
Figure 5.10: Concentration profile at various radial locations .................................................
86
Figure 5.11: Flux of aspirin at the surface of the polymer disk................................................
88
Figure 5.12: Dimensionless number correlation for mass transfer at leading edge of polymer disk
89
.......................................................................................................................................................
10
List of Tables
Table 2.1: Polymer candidates suitable for film-based crystallization process according to
information from Handbook of PharmaceuticalExcipients.[46].................................................
20
Table 2.2: Polymers tested for solution casting, typical solvent used and polymer solution
concentration, and their solvent resistances...............................................................................
24
Table 2.3: PVA used in the present thesis .................................................................................
27
Table 3.1: Largest faces of aspirin and indomethacin morphologies according to attachment
energy model calculations. The area percentages are for the family of symmetrical faces
represented by the face with the index shown. .........................................................................
39
Table 3.2: Angles between largest families of faces based on aspirin and indomethacin
morphology. 1 denotes the largest family of faces, 2 denotes the second largest family of faces,
40
and 3 denotes the third largest family of faces. ........................................................................
45
Table 3.3: Sample patterned silicon wafer fabrication process .................................................
Table 4.1: Average nucleation induction times, their standard deviations and r2 values for
cooling crystallization of aspirin in ethanol conducted at S = 1.8 and S = 2.4.........................
59
Table 4.2: Average nucleation induction times, their standard deviations and r2 values for
cooling crystallization of indomethacin in ethanol conducted at S = 6.0. ................................
60
Table 4.3: Percentage of metastable alpha indomethacin based on visual observation of
morphology directly after the first nucleation event and from offline Raman measurement....... 68
Table 5.1: Basis for the Kinetic Monte Carlo model for crystallizer sizing .............................
73
Table 5.2: Crystal mass growth rate constants according to batch desupersaturation experiments
80
.......................................................................................................................................................
11
Chapter 1: Introduction
1.1 Continuous pharmaceutical manufacturing and its advantages
In the pharmaceutical industry, small molecule drug substances and drug products are typically
manufactured through series of batch processing steps.[ 1] In the past decade, the industry has
become increasingly interested in moving from batch to continuous processing.[2]
There are
numerous advantages for implementing continuous processes, including lower cost, higher
throughput, improved process safety, better sustainability, and enabling novel technologies.[3]
Continuous processing is superior to batch processing considering the complexity of process
development and the inherent process characteristics.
The reduction in development effort by shifting from batch to continuous processing mainly
stems from the removal of scale-ups.[4] Traditionally, a small molecule active pharmaceutical
ingredient (API) is first synthesized in the lab when its potential as a drug candidate is identified.
In order to obtain approval from the Food and Drug Administration (FDA), small quantities of
drugs are needed for characterizations and for use in clinical trials.[5, 6] Development of an
effective and robust process is usually secondary during this phase; nevertheless, scaling up from
lab scale to pilot scale is needed. [6] Once commercial production of the drug has been approved,
another scale-up is needed to satisfy the anticipated demand of the market. While the desired final
product remains the same, the difference in throughput requires drastically different approaches to
making the API and the drug product based on the traditional batch processing mindset.[7] For a
continuous process, once the process has been developed, the increase in throughput can simply
be realized by adding operating time, or by operating the same process in parallel. No additional
development and validation in regards to the existing process is necessary. [8] While the upfront
development effort needed for adopting continuous processes for pharmaceutical production is
higher than that for using traditional batch processes, once the needed expertise has been acquired,
elimination of scale-up efforts for future process can drastically decrease the total cost of
development.[1]
In addition, continuous process can produce products on an as-needed basis,
which eliminates the risks associated with under-capacity or under-utilization of process
equipment.[9] This is especially valuable when new drugs being approved faces volatile demands
as a result of competition from new name-brand entrants or generics.
12
Continuous processing is also inherently more robust and more controllable than batch
processing. [10, 11] In the absence of batch throughput requirements, continuous reactors can be
designed with flexible dimensions. For instance, the diameter of a tubular reactor can be small
enough to ensure uniform temperature and concentrations in the transverse direction; the mixed
suspension mixed product removal (MSMPR) crystallizer can be designed with small enough
diameters to ensure uniform internal concentrations.[12, 13] Smaller dimensions also result in
shorter distances for mass transfer, which in turn helps operating the process around known
kinetics.[13]
In case extreme precisions must be achieved in regards to concentration and
temperature control, microfluidic devices[14] can be used to ensure the desired kinetics are
achieved for the process.[15] With the implementation of proper process analytical equipment,
the key variables in a continuous process can be controlled with respect to steady state conditions
to ensure consistent product characteristics.
1.2 Continuous processing in downstream drug product manufacturing
Traditionally, pharmaceutical manufacturing are separated into drug substance manufacturing
and drug product manufacturing.
For small molecule drugs, drug substance manufacturing
involves synthesis steps leading up to the final API molecule, and drug product manufacturing
involves crystallizing the API molecule and producing the desired product with proper excipients
added.[16]
The present thesis work seeks to examine the feasibility of developing a novel
continuous process for drug product manufacturing.
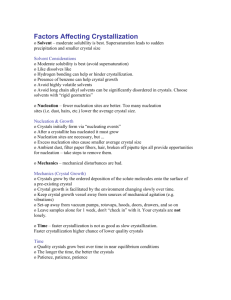
A typical drug product manufacturing process involves crystallization and a number of solids
handling steps. Figure 1.1 shows comparisons between a typical batch process and the envisioned
continuous process. The first crucial step is usually crystallizing the final API molecule to yield
crystals with desired particle size distribution, polymorph, and morphology.[17] The crystals are
separated from the mother liquor by filtration and dried to produce the API powder. Depending
on the processability of the powder, the mechanical property of the tablet, and the desired release
characteristics of the drug, the API may need to undergo several additional solids handling steps
to yield the final drug product. [18] After API crystals are filtered and dried, they are blended with
excipient powders. Wet or dry granulation may be used to enhance the compressibility and
flowability of the powder mixture. An additional drying step is needed to remove liquids when
13
.......
..................
.
.. .............
...
.....
..
....
.............
wet granulation is used.[19] The powder or agglomerate mixture is milled to a uniform size and
pressed into tablets. Each of these powder handling steps is a batch operation. [20] When operated
at large scales, the equipment for these operations can take up significant floor space and require
high power input. Processes that handle powder create dust, which can be hazardous for operators
and engineers involved due to the inhalation of toxic active ingredients. [21]
TMMmO
yN."W"O
Ftration
DryiMg
Dryin
Tablefing
A
Dyig
Miling
Tamoting
sl
sofid
-handing
steps
Figure 1.1: Traditional downstream batch manufacturing process vs. envisioned continuous
manufacturing process
Continuous processes have been investigated for some of the downstream solids handling
steps.[22] For the granulation step, twin screw extruders (TSE) have been demonstrated as an
effective alternative to traditional bowl-based granulators for processing poorly compressible
placebo formulations and high-loading formulations.[23, 24] While traditional wet granulation
relies on operator experience in determining the proper endpoint of a process, continuous wet
granulation with twin screw extruders can achieve the desired endpoint by maintaining the proper
process parameters such as liquid to solid addition ratio and the energy input into the system. [25]
These process parameters can be monitored and controlled independently to ensure the consistency
of the granulation product, which have been shown to affect properties of tablets produced later.
Currently, none of the processes in industry can avoid powder handling, nor do they
incorporate API separation and drug product formation in a single step.[3] The present thesis seeks
to examine and validate a crystallization process that utilizes excipient materials as substrates. The
goal is to produce an API-excipient composite material that can be dried and directly processed
14
............
.......
-.-,............
into tablets. The crystallization process will simplify the entire downstream processing into a
drying and a tableting step. Furthermore, because API crystals are already bonded to excipient
materials, no powder handling is needed for the entire process. The focus of the present thesis will
be to develop an understanding of the fundamental nucleation and crystal growth phenomena
relevant to the continuous crystallization process.
Considerations will be given to realistic
constraints of a typical downstream drug manufacturing process.
15
Chapter 2: Selection of biocompatible polymers for continuous crystallization
2.1 Introduction
The crystallization process to be studied in this thesis relies specifically on polymer films.
Before discussing the proper criteria for selecting the polymer candidates, it is worth mentioning
that using foreign substrates for the purpose of crystallization have been widely studied and many
substrate materials are viable. Some of the substrates used in previous studies include crystalline
sugar particles, [26-28] porous glasses,[29] self-assembled monolayer surfaces,[30] polymer
gels,[31-33] and polymer particles.[34, 35]
induce
heterogeneous
nucleation
The basis for using substrates is that they readily
of APIs,
which
is more
energetically
favorable
than
homogeneous nucleation.[36, 37] In industry, the substrate material used for crystallization is the
crystal itself, and the small precursor crystals are called seeds. [38] The primary purpose of seeding
is to promote the growth of crystals and to reduce the variabilities associated with nucleation.[39]
Some degree of control over the product crystal size distribution (CSD), morphology, and
polymorphism can be achieved through seeding.[38, 40] Even though it is widely used, seeding
is not a fool proof method for obtaining crystals with desired properties. For instance, crystals can
undergo solvent-mediated polymorph transformation, which results in products that have distinct
properties than the seeds.[41-43]
Many of the past studies rely on suspended particles as substrates, e.g., polymer gels, sugar
particulates, porous glass beads, to induce nucleation of drug molecules. While these materials
have high surface areas and can accelerate the rate of nucleation, the composite material produced
must go through filtration. Filtration processes have two drawbacks. First, they cannot easily be
set up to operate continuously. [44, 45] In addition, for porous substrates such as gels or polymer
particles, the entrained mother liquor can be trapped inside the matrix, which prevents the product
crystals from achieving the desired purity. In these cases, the substrate material can only be used
as a means to produce the drug product rather than for purification. In the case of polymer films,
once the crystals form on the surface of the polymer, the composites can be continuously removed
from the mother liquor with minimal residual solvent and dried immediately after. A polymer film
substrate that reliably nucleate APIs can be used for both purity enhancement and product
16
formation, and in principle both goals can be accomplished in one step with proper selection of
polymer materials.
2.2 Screening and selection of biocompatible polymer candidates
The biocompatible polymer candidates to be used for crystallization serve a dual purpose.
They are the substrates for crystallization as well as the excipient materials in the final tablet
formulation. As a result, they have to satisfy several requirements. First, they must form polymer
films with adequate mechanical properties to survive any anticipated mechanical handling
processes. Second, they have to be insoluble in solvents used for crystallization process. Third,
they have to be considered ingestible by the Food and Drug Administration (FDA).
The third requirement limits our selection to chemicals from either FDA's Generally Regarded
As Safe (GRAS) list, or the Handbook of PharmaceuticalExcipients, in which a comprehensive
list of acceptable materials for oral ingestions is enumerated.[46] The handbook contains 340
excipient monographs. Each of these monographs either refers to a unique compound, or a family
of compounds with similar chemical structures. The entries in the handbook contain important
information regarding general applications, chemical and physical properties, safety, and industrial
manufacturing processes associated with the compounds.
We screened through the entire handbook for entries that matched certain criteria. First, we
decided to focus on compounds that were amorphous or semi-crystalline polymer materials. The
desirable polymers either had film forming capabilities, or were typically used for coating/tablet
binding in a formulation.
We also kept track of their general solubility characteristics.
As
mentioned earlier, the polymer had to remain insoluble in solvents when used as a substrate for
crystallization; they must also be soluble in other solvents to enable solution casting. Lastly, we
considered other physical properties such as the glass transition temperature, chemical stabilities,
and general formulation usage, although these were considered secondary to our objective. Glass
transition temperature (Tg) refers to the temperature at which the amorphous polymer transitions
from the glassy state to the rubbery state when heated. As will be discussed later in the thesis,
heating the polymer some temperature above its Tg is crucial for inducing plastic deformation on
the surface and forcing the polymer to adopt new surface features.[47-50] The stability of the
polymer is important because as an excipient material, it must remain stable during processing and
17
for the shelf-life of the drug product. The polymer's typical roles in a tablet is important because
they may affect the efficacy of the drug product. For instance, polyvinylpyrrolidone (PVP) is
usually used as a strong tablet binder. If the crystallization process is used to produce a lowloading, immediate-release type tablet, using PVP-based films may not be ideal due to their matrix
forming nature.[51] A tablet with significant amounts of PVP cannot disintegrate or dissolve
quickly in stomach to release the active ingredient. Another example is polymethacrylates, while
they all share similar chemical structures and dissolve in the same organic solvents, their behavior
in an aqueous environment is highly pH dependent and different grades of polymethacrylates
cannot be used interchangeably.[52-54] For the purposes of the present thesis work, we mostly
considered the physical properties relevant to film formation, film patterning, and the
crystallization process, and give less weight regarding formulation.
Table 2.1 lists some of the polymers we deemed suitable for the crystallization process after
the first round of screening. This table include their common uses in oral formulations and
solubility in different solvents.
There are a total of 28 entries, with some being families of
polymers with similar structures. In the screening process, we purposely left out saccharide-based
polymers because they do not have good film forming capabilities. We also excluded polymers
from direct animal or plant source such as gelatin, chitosan, alginic acid because their properties
can vary based on the source of the material extracted from. The majority of the entries in this
table are cellulose-based polymers, polyesters, polyvinyl alcohol (PVA), polymethacrylates and
povidones. The most common formulation function for these polymers were for tablet binding.
We considered Table 2.1 as the comprehensive list of all possible polymers that were viable for
the film-based crystallization process. The thesis will ultimately pick one polymer as the model
compound.
2.3 Solution formulation and casting of biocompatible polymers
Polymers films can be prepared by solution casting, thermal spray processing, spin coating,
self-assembled monolayer (SAM), and the Langmuir-Blodgett technique. [55-58] The simplest
method to create a flat polymer film is by solution casting. Solution casting essentially involves
dissolving the polymer pellets in solvents to create a solution, then spread the polymer solution
onto a flat support to dry. Solution casting can also be scaled to an industrial-scale continuous
18
process, where the polymer solution is continuously sprayed over a flexible liner to dry off.[59,
60] For creating polymer films with patterned surfaces, solution casting achieves film formation
and patterning in one step when a mold is available. It's worth noting that evaporation of a viscous
polymer solution usually takes a significant amount of time, and the mold cannot be separated
from the solution before the polymer has solidified. As a result, continuous patterning by solution
casting cannot achieve a high throughput unless a mold with a very large surface area is readily
available. For producing small quantities of patterned films in lab, solution casting is a very simple
method without the need for sophisticated instrumentation, provided that the polymer can be made
into solutions.
A number of polymers in Table 2.1 were tested for their ability to form solutions for film
casting. A standard procedure was used to prepare the polymer solutions. First, a cold solvent
was added to a glass jar and kept on a hotplate to stir without heating. The amount of polymer
pellets required to achieve the target concentration was weighed on the analytical balance. The
pellets were slowly added to the stirring solvent so that they became wetted and remained in
suspension without forming large clumps. Once all pellets were added, the solution was heated to
a high temperature for dissolution. For difficult to dissolve polymers, a heating block was used
for more uniform temperature control.
19
Table 2.1: Polymer candidates suitable for film-based crystallization process according to information from Handbook of
PharmaceuticalExcipients.[46]
Entry Name
aliphatic polyester
Description
aliphatic polyesters
Typical Usage
Solubility Data
implantable and
soluble in many organic solvents, slightly
soluble or insoluble in water, ethylene
glycol, heptane and hexane
injectable drug
applicats
applications
tablet binder and
disintegrant
carboxymethylcellulose
calcium
calcium salt of
polycarboxymethyl ether
of cellulose
carboxymethylcellulose
aoxm
binder and
sodium salt of a
binderand
polycarboxymethyl ether
of cellulosedisintegrant
cellulose
partially depolymerized
cellulose
cellulose acetate
cellulose with a portion
of hydroxyl groups
acetylated
half haf
cellulose
cellulose with
withat
plhthalate
copovidone
acetylated, a quarter
esterified\
copolymer of 1 -vinyl-2pyrrolidone and vinyl
acetate in a ratio of 3:2 by
mass
practically insoluble in acetone, chloroform,
ethanol and ether, insoluble in water,
insoluble in 0. 1m HCl, slightly soluble in
0.1m NaOH
practically insoluble in acetone, ethanol,
ether and toluene, easily dispersed in water
to form clear, colloidal solution
practically insoluble in water, dilute acids
and most organic solvents
soluble in acetone-water blends,
.
dichloromethane-ethanol blends, dimethyl
capsne dient
formamide, dioxane
practically insoluble in water, alcohols,
chlorinated and nonchlorinated
hydrocarbons. soluble in ketones, esters,
coating agent
ether alcohols, cyclic ethers, and solvent
mixtures
soluble in 1,4 butanediol, glycerol, butanol,
chloroform, dichloromethane, ethanol,
glycerol , methanol, peg400, propanol,
tablet binder,
propylene glycol and water, marginally
granulating agent
soluble in cyclohexane, diethyl ether,
paraffins, pentane
tablet diluent and
disintegrant
20
Table 2.1: (continued)
Entry Name
croscarmellose sodium
crospovidone
ethyl cellulose
ethylene vinyl acetate
hydroxyethyl cellulose
hydroxyethyl methyl
hydroxe
cellulose
Description
Typical Usage
cross-linked polymer of
carboxy-methylcellulose
tablet disintegrant
sodium
water-insoluble synthetic
cross-linked
tablet disintegrant
homopolymer of n-vinyl2-pyrrolidinone
long chain polymer of
tablet binder
beta-anhydroglucose
joined together by acetyl
linkages
randm coolymr of membrane, and
mransdermal
etate
etrlene and vo y
backing
partially substituted
tablet binder
polyhydroxyethyl ether of
cellulose
partly o-methylated and
tablet binder
o-2-hydroxyethylated
cellulose
hydroxypropyl cellulose
partially substituted
polyhydroxypropyl ether
of cellulose
hypromellose
and
partly o-methylated
paryo- ethylated ndlt bsoluble in mixtures of ethanol and
o-2-hydroxypropylated
tablet binder
cellulose
tablet binder
21
Solubility Data
insoluble in water, practically insoluble in
ethanol, acetone and toluene
practically insoluble in water and most
common organic solvents
practically insoluble in glycerin, propylene
glycol, water, soluble in chloroform,
ethanol, ethyl acetate, methanol and toluene
unknown solubility
soluble in hot or cold water, practically
insoluble in acetone, ethanol, ether, toluene,
and most other organic solvents
similar to hydroxymethyl cellulose
soluble in dichloromethane, ethanol,
methanol, propanol, propylene glycol,
water, practically insoluble in aliphatic
hydrocarbons, aromatic hydrocarbons,
carbon tetrachloride
soluble in cold water, practically insoluble
in chloroform, ethanol, and ether, but
dichloromethane, mixtures of methanol and
dichloromethane, and mixtures of water and
alcohol
Table 2.1: (continued)
Entry Name
hypromellose phthalate
Description
Typical Usage
a cellulose in which some
of the hydroxyl groups
are replaced with methyl
ethers, 2-hydroxypropyl
ethers, or phthalyl esters
coating agent
and dehydrated alcohol, very slightly
soluble in acetone
long chain substituted
cellulose in which
methylcellulose
.
.
polacriin potassium
poloxamer
polycarbophil
approximately 27-32% of
the hydroxyl groups are
in the form of methyl
ether
2-methyl-2-propenoic
acid polymer with
divinylbenzene,
potassium salt
closely related block
copolymers of ethylene
oxide and propylene
oxide
polymers of acrylic acid
cross-linked with divinyl
glycol
Solubility Data
soluble in mixture of acetone and
ethanol/methanol,
methanol/dichioromethane, alkali
environment, practically insoluble in water
tablet binder and
disintegrant
tablet disintegrant
tablet
lubricant
binder in
controlled release
formulation
polyethylene glycol
ethylene glycol polymer
tablet binder
table bid
enhancer (limited
binding by itself)
polyethylene oxide
nonionic homopolymer of
ethylene oxide
tablet binder
polymethacrylates
methacrylic acid
copolymer dispersion
tablet binder and
coating agents
22
practically insoluble in acetone, methanol,
chloroform, ethanol, ether, saturated salt
solutions, toluene, and hot water. soluble in
glacial acetic acid, ethanol/chloroform,
swells in cold water
practically insoluble in water and most
other liquids
soluble in water, some soluble in propanol,
propylene glycol and xylene
excessive swell in water
soluble in water, acetone, dichloromethane,
ethanol, methanol, slightly soluble in
aliphatic hydrocarbon and ether, insoluble
in fats
soluble in water and other common organic
solvents, insoluble in aliphatic
hydrocarbons, ethylene glycol and most
alcohols
soluble in acetone, alcohols, and water
Table 2.1: (continued)
Entry Name
poly(methyl vinyl
ether/maleic anhydride)
polyoxyethylene alkyl
ethers
polyvinyl acetate
phthalate
polyvinyl alcohol
povidone
Description
Typical Usage
Solubility Data
butyl ester of
poly(methylvinyl etherco-maleic anhydride)
polyoxyethylene glycol
ethers of n-alcohols
(lauryl, oleyl, myristyl,
cetyl, and stearyl alcohol)
reaction product of
phthalic anhydride and a
partially hydrolyzed
polyvinyl acetate
water-soluble synthetic
polymer
synthetic polymer
consisting of linear 1vinyl-2-pyrrolidinone
groups
bioadhesive, film
forming agent
will hydrolyze in water
surfactants and
solubilizing
agents
surfactant
stabilizing agent
for emulsions
soluble in ethanol and methanol, sparingly
soluble in acetone and propan-2-ol,
practically insoluble in chloroform,
dichloromethane, and water
soluble in water, slightly soluble in ethanol,
insoluble in organic solvents
tablet binder
soluble in acids, chloroform, ethanol,
ketones, methanol, and water
coating agent
23
Some of the successful film formers, the solvent used for dissolution, typical solution
concentration used for film casting, and their solvent resistances are listed below in Table 2.2.
Cellulose and PVA are soluble in water. Poly (dl-lactide-co-glycolide) is only soluble in strong
organic solvents such as methylene chloride. The polymethacrylates are soluble in a mixture of
acetone and isopropanol.
Table 2.2: Polymers tested for solution casting, typical solvent used and polymer solution
concentration, and their solvent resistances
Chemical
(abbreviation)
hypromellose
(HPMC)
polyvinyl alcohol
(PVA)
poly(dl-lactide-co-glycolide)
(PLGA)
Solvent used for
dissolution
Weight
percent in
solvent
cold water
10%
water
10%
methylene chloride
9%
water
5%
hydroxyethyl cellulose
(HEC)
sodium
carboxymethylcellulose
(SCMC)
polymethacrylate E
(Eudragit E)*
water
3%
60:40
acetone:isopropanol
15%
polymethacrylate S
(Eudragit S)**
60:40
acetone:isopropanol
polymethacrylate RS
(Eudragit RS)***
60:40
acetone:isopropanol
15%
15%
Resistant to
solvent
hot water,
chloroform,
ethanol, ether
organic solvents
water, methanol,
ethylene glycol,
heptane, hexane
acetone, ethanol,
ether, toluene
acetone, ethanol,
ether, toluene
petroleum ether,
water
methylene chloride,
ethyl acetate,
petroleum ether
alkaline solution,
petroleum ether
Note: *the full name for Eudragit E is Poly (butyl methacrylate, (2-dimethylaminoethyl) methacrylate,
methyl methacrylate) 1:2:1,
**the full name for Eudragit S is Poly (ethacrynic acid, methyl methacrylate) 1:2
***the full name for Eudragit RS is Poly (ethyl acrylate, methyl methacrylate, trimethylammonioethyl
methacrylate chloride) 1:2:0.1
Solvent resistance is the major criteria for selecting polymers. The above selection matrix
covers a very wide range of solvents typically encountered for crystallization. When considering
24
which polymer to use as the model polymer for the present thesis work, important considerations
were given to the robustness and versatility of the polymers in addition to their solvent resistances.
Cellulose-based polymers constitute the majority of entries in Table 2.1. They are typically
resistant to a variety of organic solvents, but they tend to be soluble in alcohols and water. One
major downside to choosing cellulose polymers is that they often differ in structure and physical
properties, thus requiring many trials when evaluating each candidate for its solubility, film
forming capability, and mechanical properties. Maintaining a set of cellulose polymers creates
challenges later on when the need arises for picking model APIs to study, as they have their own
set of constraints regarding what solvent can be used for crystallization. In addition, cellulose
polymers tend to have very high molecular weights that result in extremely viscous solutions at
moderate concentrations of 10 to 15% by weight.[61, 62] As will be discussed later in the thesis,
while this does not affect film formation on a flat surface, when trying to fill nano-indentations on
the mold, high viscosity can inhibit mold filling, therefore reducing the precision of the pattern
transfer process.
Finally, some cellulose polymers such as sodium carboxymethylcellulose
(SCMC) do not have a high degree of solubility in any solvent, and thus have difficulty reaching
a minimum threshold concentration (-5%).
They also tend to dissolve very slowly. From a
practical standpoint, using polymers that are not easy to dissolve means more energy input is
required during solution preparation. In addition, evaporating more dilute solutions means a larger
amount of solvent need to be removed per unit mass of films created.
Poly (di-lactide-co-glycolide) (PLGA) is a unique polymer candidate because it does not
dissolve in water, unlike most of the polymers in the matrix. PLGA is only soluble in very strong
organic solvents, such as methylene chloride. [63-65] Methylene chloride is a class 2 solvent,[66,
67] and thus the drying requirement for polymer films prepared from it is higher than those from
aqueous polymer solutions. Stability in water is not a strict requirement for the present work as
most small molecule API's are more soluble in organic solvents.
The polymethacrylates are a family of polymers that share similar side chains and chemistry,
yet their solubility in different pH environments differ by a great deal, making them versatile tablet
binder and coating agents.
The commercial forms of polymethacrylates come in highly
customized compositions for optimized physical and physiological benefits, yet the specific
25
reasons for using certain polymers in certain proportions remain unclear. In addition, the films
made from polymethacrylates tend to be brittle, which makes them unsuitable as standalone films
for roll to roll based processing.
Finally, polyvinyl alcohol is considered a very good polymer due to its general organic solvent
resistance. As we will demonstrate in section 2.4, PVA is the ideal choice for many other reasons
when considering film formation as well as API crystallization.
2.4 Solution viscosity, film formation and other properties of polyvinyl alcohol
2.4.1
General description of PVA and key characteristics
PVA has been synthesized on a large scale for many different industrial applications.[68] PVA
is useful as a pharmaceutical additive or for medical devices because it is not toxic when
ingested.[69, 70]
Specifically, the applications of PVA involve stabilizing emulsions,[46]
enhancing viscosity for ophthalmic products, [7 1] lubricating contact lenses,[72] serving as coating
for sustained-release oral formulations,[73, 74] and being used as a patch material for transdermal
drug delivery.[75, 76]
Commercially, PVA is manufactured from the hydrolysis of polyvinyl acetate through a basecatalyzed hydrolysis reaction. It is a very tunable polymer whose property depends on the degree
of hydrolysis and the molecular weight. The degree of hydrolysis refers to the percent of acetate
groups on polyvinyl acetate that converts to hydroxyl groups during the synthesis reaction. In
practice it is very difficult to hydrolyze the polyvinyl acetate to completion, resulting in different
grades of PVA classified by their degree of hydrolysis. The typical degree of hydrolysis seen are
88, 98 and 99 percent. Because the acetate side chains are bulkier than the alcohol side chains,
their presence reduces the hydrogen bonding interactions between the different chains of PVA and
thus the degree of polymer crystallinity.[77]
The degree of crystallinity directly impacts the
physical properties of PVA. For instance, the density of PVA can vary between 1.19 g/cm 3 for a
completely amorphous sample to 1.31 g/cm3 for a crystalline sample.[78, 79] Molecular weight
also plays a big role in the crystallinity of PVA. The longer the molecular chains, the more difficult
it is for the molecules to fold into a crystalline structure, and the crystallinity decreases.[80] In
addition to density, the degree of hydrolysis affects the polymer solution behavior, as well as
mechanical properties of the polymer films created.
26
2.4.2
Solubility and viscosity of PVA solutions
As discussed previously in section 2.3, viscosity of the polymer solution affects the pattern
filling quality. Qualitatively, the lower the solution viscosity is, the easier it is to fill the nanoindentations on the silicon mold in the absence of externally exerted pressure. In addition, the
ideal polymer should be able to achieve a reasonable solubility (-10 to 15% by weight) while
maintaining a low enough viscosity.
Otherwise, the energy consumption associated with
dissolution and evaporation of large amounts of solvents can become undesirable for industrial
scale film casting. PVA is insoluble in most organic solvents, besides highly polar ones, e.g.
dimethyl sulfoxide, acetamide, and dimethylformamide. In polar organic solvents like ethanol,
the solvent of choice for the crystallization experiments in the present thesis work, the solubility
of PVA is only about 2 parts per million.[81] As a result, the most viable solvent to use for
dissolving PVA is water.
Solubility of PVA in water is dependent on its molecular weight, degree of hydrolysis, and the
temperature of the solution. The temperature required to completely dissolve PVA becomes higher
when the molecular weight or the degree of hydrolysis increases.[78, 80]
Generally, the
temperature required to achieve complete dissolution for 88% hydrolyzed PVA is around 25 'C,
and for 98+% PVA is above 80 'C.[80, 82] The grades of PVA used for the present thesis is listed
below in Table 2.3. The various grades of PVA solutions were prepared by the methods described
in section 2.3 of the thesis. All the polymers solutions were able to achieve the desired 10% (w/w)
concentration. The Mowiol samples were 88% hydrolyzed, and they dissolved in a few hours with
mild heating at approximately 50 'C. The PVA 98 and PVA 99 samples took significantly longer
to dissolve. To reduce heat loss and promote uniform temperature profile, heating blocks were
used to prepare the solution at 80 'C.
Table 2.3: PVA used in the present thesis
Abbreviation
Percent Hydrolysis
Molecular Weight
Mowiol 4-88
Mowiol 18-88
PVA 98
88
88
98
-31,000
-130,000
-13,000 to 23,000
PVA 99
99+
-89,000 to 98,000
27
In terms of dynamic viscosity, PVA solution exhibits typical shear thinning behavior. [83-85]
The viscosity of the solution increases with increasing molecular weight and concentration. Again,
a low viscosity is desired to ensure precise pattern filling through the solution casting method. For
viscosity measurement, a Texas Instrument Discovery HR-3 rheometer was operated as a cone and
plate viscometer. Approximately 2 ml of solution was sandwiched between a flat Peltier plate
controlled at 22 'C and a cone (6 cm diameter, 10), with a gap distance of 29 pm. The viscosity
vs. shear rate data was collected in the shear rate range 5.70 to 570 Hz. The shear rate data for
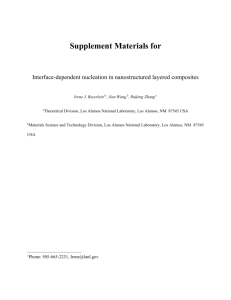
different concentrations of PVA is shown below in Figure 2.1. According to Figure 2.1, the
dynamic viscosity increased by more than an order of magnitude when the solution concentration
was increased from 2.0% to 8.0% (w/w). At 2.0% concentration, the viscosity was about 5.5 cP
at low shear rates and 2.4 cP at high shear rates, exhibiting the shear thinning behavior. At a
concentration of 8%, the viscosity was about 24 cP at low shear rates and 20 cP at high shear rates.
The shear thinning behavior was not as significant for the high concentration sample. The solution
viscosity of PVA was very low compared to cellulose-based polymer solutions. Figures 2.2 to 2.4
shows the viscosity vs. shear rate plots for some of the cellulose solution tested at the same shear
rate ranges. According to these data, hydroxypropyl methyl cellulose (HPMC) at 8%
concentration would yield a viscosity of 580 to 710 cP, which is more than 25 times higher than
the viscosity of the PVA solution at the equivalent solution concentration. Hydroxyethyl cellulose
(HEC) was more difficult to dissolve than PVA and HPMC. The viscosity of HEC was also more
dependent on shear rates. A 1% solution of HEC yielded a viscosity of 100 (low shear rate) to 710
cP (high shear rate). The most extreme example of the shear thinning behavior was the solution
made from sodium carboxymethyl cellulose (SCMC). The viscosity of the 1% solution ranged
from 27 cP at high shear rates to 33,700 cP at low shear rates. For patterning films using the
solution casting method, the viscosity relevant for the purpose is the dynamic viscosity at low
shear rates, because the solution will not be subjected to motion during the evaporation process.
The superiority of PVA over the cellulose-based polymers is clearly illustrated here.
A comparison between various grades of PVA is shown below in Figure 2.5 and Figure 2.6.
Based on the measurements in both figures, we can deduce that both molecular weight as well as
the degree of hydrolysis affected solution viscosity. Molecular weight of PVA had a much higher
impact on viscosity than percent hydrolysis. When percent hydrolysis remained at 88 percent and
the average molecular weight increased from 31,000 to 130,000, the viscosity of the solution
28
....
..
....
..
.......
increased by about 17 fold. When the percent hydrolysis increased from 88% to 98%, the viscosity
actually decreased from 32 cP to about 28 cP. Besides measuring solution viscosity for the same
grade PVA, we also measured the viscosity of PVA mixtures. The reason for measuring mixture
viscosity is because films produced from different grades of PVA can have varying mechanical
properties. Creating a physical mixture of different PVAs is a strategy to fine tune the mechanical
attributes of the polymer film later on. It is also important to understand the impact of mixing
different PVA on the solution viscosity, as it correlates to the effectiveness of the pattern transfer
process. The viscosity of a 1 to 1 mixture in comparison to the single component data is shown in
Figure 2.7. The fact that mixture viscosity was intermediate between the two PVA components
with very different viscosities indicate that an averaging effect existed in bulk solution property
existed.
o PVA 2.0%
0 PVA 5.0%
o PVA 8.0%
0.1
00
0.01
0
o
0
0
0
0
0
0
0
0
0
00000000000
0.001
1
100
10
1000
Shear Rate (1/s)
Figure 2.1: Dynamic viscosity vs. shear rate for aqueous solutions of polyvinyl alcohol (PVA 98)
at different solution concentrations (w/w).
29
o HPMC 5.0%
o HPMC 11.0%
o HPMC 8.0%
10
0
1
0
0
0
0
0
0
000
0
0
0
0
00000000
000
0
0
0
0
0
0
0
0
0
0
0.1
100
10
1
1000
Shear Rate (1/s)
Figure 2.2: Dynamic viscosity vs. shear rate for aqueous solutions of hydroxypropyl methyl
cellulose (HPMC) at different solution concentrations (w/w).
o HEC 0.5%
o HEC 1.0%
1
000
00
0
Cjz
0
00
0
0.1
0
0
00
0
00
U
0.01
1
10
100
1000
Shear Rate (1/s)
Figure 2.3: Dynamic viscosity vs. shear rate for aqueous solutions of hydroxyethyl cellulose
(HEC) at different solution concentrations (w/w).
30
............
.....
..................
I- - - -ww-- -...............
...........
....
-
-
,
. -
-
__I----,--
--
--
I-
-
.
I
o SCMC 0.5%
-
- - - -
I
-
-
-
-
,
-
-
A -
0 SCMC 1.0%
100
0
0
10
0
0
Q
0
[$
1
0
0
0
0
0.1
000
0.01
00
00
00
0
000
0
0.001
1
1000
100
10
Shear Rate (1/s)
Figure 2.4: Dynamic viscosity vs. shear rate for aqueous solutions of sodium carboxymethyl
cellulose (SCMC) at different solution concentrations (w/w).
0 Mowiol 4-88
O Mowiol 18-88
1
TT-j
000000000000000000000
0.1
000000000000000000000
0
0.01
0.001
1
1000
100
10
Shear Rate (1/s)
Figure 2.5: Dynamic viscosity vs. shear rate for aqueous solutions of different molecular weights
of PVA at 88 percent hydrolysis.
31
.
....
..
........
........
..
;:-
..
...
............
0
1
-r-----r--
PVA 98 0 Mowiol 4-88
TrTT~V
-T-T-T~FmTT~
~r
-Ii
0.1
0
0.01
0.001
1
1000
100
10
Shear Rate (1/s)
Figure 2.6: Dynamic viscosity vs. shear rate for aqueous solutions of PVA with different degree
of hydrolysis at around 20K molecular weight.
0 Mowiol
18-88 O Mowiol 4-88 0 1:1 Mowiol 4-88:Mowiol 18-88
000000000000000000000
000000000000000000000
0.1
000000
00 0000000000000
0.01
0.001
1
100
10
1000
Shear Rate (1/s)
Figure 2.7: Dynamic viscosity vs. shear rate for aqueous solutions of PVA and their mixture.
2.4.3
Mechanical properties of PVA films
As mentioned in the introduction, the present thesis aims to develop a continuous
crystallization process based on films. The roll to roll processing used will subject the films to
tensile stresses, during both film formation and patterning. As a result, the films cannot stretch or
deform easily under stress. To evaluate how well the polymer can resist deformation, we will need
to measure its tensile modulus. Tensile modulus refers to the ratio between tensile stress and strain
when the polymer is elastically stretching.
Tensile elongation and stress at breakage is also
32
I I'll
"W"I",
-
--
. . .
.
.
.
.
........
...........
........
..
I
_
.
_1_
.,
' _1_:_
1-
-1
1.
11
-
- _
_
I
.
_
-
._ .
.
,
.
-
-_
-
- -
- - -
-
- -
- - -
-
1-1 - - -_- - I ___ - I __
.................
important for the polymer, as it indicates how much the polymer can stretch before breaking and
how much stress is required before this happens.
Tensile modulus, elongation and stress and breakage were measured by a stress-strain curve
with an Instron electromechanical testing system. Polymer film samples were cut into rectangular
pieces 2.54 cm (1 inch) wide. The Instron was equipped with a 1 kN load cell and the films were
stretched at a linear rate of 1 cm/min until breakage occurred. The force applied to the sample and
elongation were recorded during the experiment. The force applied was divided by the cross
sectional area of the film to calculate the stress exerted during the experiment, and the elongation
over the original length of the film was used for calculating the strain of the film. The tensile stress
was plotted against the strain to generate the stress-strain curves for various samples of PVA
polymer. Tensile modulus was determined by the slope of the stress-strain curve in the initial
linear region where the films were stretching elastically; elongation and stress at breakage were
directly read from the plot.
-
Mowiol 4-88
-
1:1 Mowiol 4-88:Mowiol 18-88
-
-1:1
98
-PVA
Mowiol 18-88
Mowiol 4-88:PVA 98
80
70
60
Cz
50
CA
40
30
20
10
0
0
20
40
60
120
100
80
Elongation
140
160
180
(%)
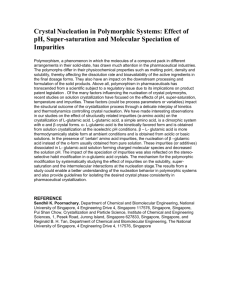
Figure 2.8: Axial stress vs elongation for different grades of PVA and PVA mixtures.
33
.
........
. ..........
....
200
Figure 2.8 shows the results of the tensile tests performed on various grades of PVA and PVA
mixtures. Note that in this case 0% elongation corresponded to the original length of the film. The
comparison between Mowiol 4-88, 18-88, and PVA 98 shows that when molecular weight or
percent hydrolysis increased, the films were able to extend to a greater length, required a higher
yield stress before plastic deformation started to occur, and had a higher breakage stress. On the
other hand, by comparing Mowiol 4-88 to the 50:50 polymer mixtures, we can deduce that when
mixing different molecular weight or percent hydrolysis of PVAs, the mechanical properties of the
film tended to be more close to that of the stronger film. This contrasted the earlier result on
solution viscosity, where a mixture of PVAs with different molecular weight resulted in an
intermediate value for solution viscosity. The results of the mechanical testing and viscosity
measurements suggest that using a mixture of PVA with different molecular weights can be
advantageous for film processing, especially for solution casting patterning processes where a low
viscosity solution enhances pattern transfer quality.
34
Chapter 3: Surface modification for enhancing heterogeneous nucleation
3.1 Introduction
One of the central themes of the present thesis work is engineering polymer films with novel
surface features for continuous crystallization.
The film must be able to consistently induce
heterogeneous nucleation of APIs and eliminate the need for seeding. Heterogeneous nucleation
refers to nuclei formations on a foreign substrate that is not the crystal itself.[36, 86, 87]
A
heuristic rule states that rough surfaces tend to nucleate compounds faster than smooth surfaces. [37,
88-90]
In fact, undesirable heterogeneous nucleation from the walls and paddles of crystallizers
can result in unwanted fines or crystals with undesirable properties. [91-93] Previous studies have
also shown that the enhanced kinetics from rough surfaces can be attributed to favorable
interactions between the API molecule and the substrate surface.[27, 94, 95] This motivates us to
investigate whether or not we can rationally design a substrate surface to exercise control of
heterogeneous nucleation kinetics and polymorph formation.
Previous studies suggested that the shape of the indentations on the surface of the polymer film
have an impact on the nucleation kinetics. Specifically, spherical pores inhibited nucleation while
pores with sharp angles induced nucleation.[96, 97] According to these previous studies, in the
case of nano-indentations with sharp angles, nucleation likely occurred at the comers of the nano-
indentations through an angle-directed nucleation mechanism. If this is indeed the case, varying
the angle of the sharp corners may provide an effective method for tailoring the substrate surface
feature to the API which will nucleate on it. To create these nano-indentations on the surface of
the polymer films, molds with nanoscale protrusions are needed.
Previous studies utilized
nanosphere lithography for creating spherical protrusions of various sizes,[94, 97, 98] nanocrystal-
based imprinting for certain sharp angles, [97, 99] and interference lithography for square
posts.[100-102]
While the fundamental insights provided were interesting, the methods used for
mold creation were not robust or flexible for industrial applications, where imprinting of huge
quantities of films with specific features are needed.
35
3.2 Requirements for the imprinting mold and the film synthesis method
The molds to be used for film imprinting need to satisfy number of criteria. First, the mold
must be robust and can survive mechanical handling.
Second, the geometries contained on the
mold can be flexibly changed to tailor to the crystals that will nucleate. The film patterning process
can be performed without the modification of the chemistry of the polymer itself. The patterning
process can be made continuous.
The first basic criterion is to ascertain the robustness of the mold. More specifically, robustness
refers to the reusability of the mold and the consistency at which it can produce the surface features
contained. When a solid polymer film is created over the mold, the soft film and the mold are
interlocked against each other. Depending on the surface energy of interaction between the mold
material and the film, separating them from each after pattern transfer can be challenging.[103105] When the surface energy is too high, forced separation of the film and the mold can result in
tearing of films, erosion of surface features on the mold, and breakage of fragile molds. The
difficulty exists primarily due to high affinities between film and the mold. When we use polymer
films as excipients, their chemistry cannot be modified. As a result, the most viable approach for
reducing the affinity between polymer and mold involves lowering the surface energy of the mold
itself. To preserve the surface features on the mold, only a thin monolayer of hydrophobic silane
coating was applied to the surface. Two of the most commonly used chemicals for this purpose
are Perfluorodecyltrichlorosilane (FDTS) or Perfluorooctcyltrichlorosilane (FOTS). These silane
molecules are amphiphilic and they can form a self-assembled monolayer (SAM) on the
hydrophilic surface of the mold (silicon or a metal) and expose their hydrophobic tails rich with
fluorines.
Effectively, the silane coating makes a hydrophilic surface hydrophobic or super-
hydrophobic.[ 106-108] Reduced surface energy helps releasing the film from the mold once it has
solidified, reducing the risk of film tearing and mold surface erosion. For nanoscale molds, the
mold material is also crucial. Using a brittle silicon wafer as the mold material results in a fragile
mold that does not stand up well against pressure or bending. The discrepancy between thermal
expansion coefficient of the silicon mold and a solidifying polymer could also shatter the mold
due to internal stresses when heat is applied.[109-111]
More robust molds can be made from
ductile materials such as metal or polymers, although precision of the nanoscale features on the
mold may be reduced.
36
The second and perhaps the most important aspect of a mold is its flexibility. The mold must
have surface features that can be tailored to a specific API we want to nucleate. As mentioned
earlier, one of the deficiencies of the methods in previous studies is that they are not very tunable.
Nanospheres can only create spherical indentations and nanocrystals can only produce angles that
are inherent to the crystals used.
In addition, nanocrystal-based molds cannot be made
reproducibly due to inherent variations associated with the synthesis procedure, which can produce
crystals with a distribution of particle sizes and different shapes.[112-114] It is also difficult to
disperse nanocrystals evenly on a large surface. Nanosphere molds can be controlled to have
uniform size and be dispersed in an orderly fashion on the surface of the substrate material.[115117]
However, they do not contain any intrinsic angles that can be leveraged to induce
heterogeneous nucleation. The most desirable mold for the present thesis must include surface
protrusions that are densely populated, mono-dispersed, and uniform in shape. In addition, the
shapes of the individual feature must be tunable to accommodate a variety of API crystals. The
method for producing such a nanoscale mold will be discussed in section 3.4.
Once the mold is produced, the pattern has to be transferred from the rigid mold to the polymer.
The process for pattern transfer will include some form of nanoimprinting. The common methods
seen in industry for nanoimprinting include solution casting, hot embossing or UV nanoimprinting
lithography.
Solution casting is the simplest method out of the three. It essentially involves
spreading a polymer solution over the mold, keeping the solution and mold leveled against a
horizontal surface, and slowly dry off the solution to yield a polymer film uniform in thickness
and imprinted with the negative of the mold. As mentioned in the earlier section, this process is
suitable for polymer solutions that do not have a high viscosity, because a highly viscous solution
cannot fill the cavities without externally applied pressure.[ 18-120] On the other hand, the hot
embossing process involves sandwiching a flat film between a hard substrate material and a
patterned mold, then heating the system above the glass transition temperature of the polymer so
that it will plastically deform. [121-123] Pressure is also applied in the process to force the polymer
surface to adapt to cavities on the mold. After a long enough dwelling time when the polymer has
solidified, the sandwich structure is returned to room temperature to restore polymer to its glassy
state, and the now patterned film is separated from the mold. Temperature, pressure, and dwelling
time are three tunable parameters for this process. The choice of process parameters will depend
on the glass transition temperature (Tg) of the polymer and its intrinsic viscosity in the rubbery
37
state.[124-126]
Lastly, UV nanoimprinting lithography can be used for pattern transfer if the
ingestible polymer can be synthesized through such a process. It involves the following four steps:
filling cavities on a rigid mold with a solution containing the monomer, initiator, and cross-linker
for the synthesis; covering the solution mixture with another clear substrate material; exposing the
system to UV light to carry out the synthesis; separating the mold from the solid film. UV
polymerization takes advantage of the fact that monomer solutions tend to have very low
viscosities compared to polymers in their rubbery state.[127-129] As a result, the reaction mixture
readily fills the cavity without the need for external temperature and pressure. This advantage over
hot embossing enables transfer of much finer features (<50 nm) in the absence of heat and
pressure.[ 130-132] The major drawback for UV synthesis is that most of the compounds on the
Generally Recognized as Safe (GRAS) list or in the Handbook of PharmaceuticalExcipients
cannot be synthesized this way. Even in the case when such synthesis method is possible, they are
considered undesirable. This is because UV synthesis reactions tends to leave behind monomer
residuals and initiators that are often toxic. [130, 133, 134]
For producing small quantities of patterned PVA films needed for the present thesis work,
solution casting is adequate. However, for large scale continuous manufacturing, this method falls
short because it requires a large patterned substrate and an excessively long drying time. Industrial
scale continuous processing based on UV initiated synthesis and hot embossing is possible, albeit
currently seeing no applications in the pharmaceutical industry. The specific methodology and
setup involved will be discussed in section 3.5.
3.3 Morphology calculation of model compounds based on the attachment energy method
As mentioned in the previous section, we aim to design the polymer surface with nanoscale
indentations that can be used to enhance the nucleation of a variety of APIs based on the angle
directed nucleation theory. Previous studies have shown that when the angles present on the
substrate features closely resembled those between major faces of crystals, nucleation rate
increased.[97, 135, 136] In the present study, our aim was to fabricate patterns with surface
features containing angles that were suitable for inducing nucleation of different compounds.
Because it was not feasible to screen every compound against every angle, we adopted a
computational approach to survey the distribution of representative angles for a number of model
38
compounds and their polymorphs. The representative angles were defined as the angles between
the largest faces obtained from the calculated growth morphology using the attachment energy
method.[94, 97, 136] In an actual crystallization process, the experimentally obtained morphology
is dependent on specific process conditions (solvent, cooling rate, temperature) and may deviate
significantly from computational predictions.[137-139] Our hypothesis was that the faces found
via computations were still likely to appear in the experimental morphology, even though the
actual ratio of areas could be different from computational predictions. Regardless of actual
surface area ratios between any two faces, the angle between them remains the same. It was
reasonable to first perform calculations for an expected morphology and estimate the angles
between the faces, and use those angles to guide the design of substrates.
To calculate the
distribution of angles between the faces of different compounds, we first extracted the crystal
lattice information from the Cambridge Structural Database and performed an energy optimization
in Material Studio to fine-tune the geometry with respect to a chosen force field. The force field
chosen for this process was PCFF and the algorithm used for geometry optimization was the
default smart algorithm which utilized a combination of steepest descent, quasi-Newton, and
ABNR methods. Then we calculated a morphology based on the attachment energy method using
the same force field. The relative areas of the faces from the attachment energy method was ranked
and the indices representing three largest families of faces were recorded. It is worth noting that
the relative areas for a family of faces include all the symmetrical faces. The angles between these
faces were computed. The results for aspirin and indomethacin are shown below in Table 1 and
Table 2.
Table 3.1: Largest faces of aspirin and indomethacin morphologies according to attachment
energy model calculations. The area percentages are for the family of symmetrical faces
represented by the face with the index shown.
Compound
name
Aspirin
.
Indomethacin
Polymorph
Largest
faces
Largest
area
percentage
n/a
gamma
alpha
(100)
(011)
(001)
51.42
27.30
29.31
39
2nd
largest
faces
2nd largest
area
percentage
3rd
largest
faces
3rd largest
area
percentage
(002)
(001)
(011)
25.41
22.49
19.7
(011)
(110)
(0-11)
11.53
20.95
19.70
Table 3.2: Angles between largest families of faces based on aspirin and indomethacin
morphology. I denotes the largest family of faces, 2 denotes the second largest family of faces,
and 3 denotes the third largest family of faces.
Indomethacin
Angle (1 and 3)
87.03
68.69
35.57
Angle (I and 2)
84.11
62.93
35.57
Polymorph
n/a
Gamma
Alpha
Compound name
Aspirin
Angle (2 and 3)
59.64
76.20
71.14
We performed the same analysis for another 11 compounds of interest, including all of their
polymorphs that have available crystal structural information in the Cambridge Structural
Database (CCDC).
The other model compounds were griseofulvin, fenofibrate, metformin,
ibuprofen, propanolol HCl, acetaminophen, mannitol, sorbitol, cimetidine, ranitidine HCI, and
itraconazole. The angles between three largest families of faces observed for each morphology
were compiled in the histogram shown below in Figure 1. Note that the angles are distributed into
5 degree increments, the number at the bottom of each bar corresponds to the upper limit of that
segment, e.g. 65 means angles between 60 and 65 degrees.
14
-,
-
12
10
8
64
2i
I
0
I
5
I
i01iI
I I I
10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 90+
Angles between faces (degree)
I
I
I
I
I
I
I
-
0
I
Figure 3.1: Distribution of angles between largest faces for 13 model compounds and their
polymorphs according to attachment energy method. Numbers below the bars refer to the upper
limit of the 5-degree increments.
40
The distribution shows that the highest frequency of angles between major faces lie between
60 to 65 degrees, 75 to 80 degrees, 80 to 85 degrees, and 85 to 90 degrees; very few of them are
smaller than 50 degrees. The core design philosophy in this thesis was to choose angles that tend
to appear with the greatest probabilities and fabricate substrates with features containing these
angles. The angle matching for a particular compound would not be exact, but we hypothesized
that by using angles that closely resembled those between major faces of crystal morphology, we
could enhance heterogeneous nucleation rate and enable polymorph selection for the compounds
of interest. The angles chosen for the present study were 40, 60, 65, 80, 85, and 90 degrees. As a
control, we also created nano-pillars with rounded corners.
3.4 Fabrication for silicon wafer molds with representative angles
Once the angle has been determined, the next step is to manufacture molds that contain these
representative angles for their surface features. Because the ultimate goal is to produce nanoindentations, the mold needs to contain nano-pillars with the angles selected.
The simplest
repeating geometry to produce on a flat substrate surface is an array of parallelograms, each
parallelogram would contain a pair of the desired acute angles and a pair of the supplementary
angles.
The mold for imprinting PVA films have to contain patterned nanoscale features that are highly
dense, mono-dispersed and tunable; it also needs to cover a large area so that sufficient quantities
of patterned films can be produced for nucleation experiments. The density of the surface features
is important because heterogeneous nucleation on the PVA substrate surface needs to outpace
homogeneous nucleation in solution.
Having a greater number of potential nucleation sites
enhances the rate of heterogeneous nucleation. Mono-dispersity guarantees that the density of the
repeating patterns is constant across the different samples; therefore, any differences in nucleation
rate between different patterned substrates can be attributed to the shapes of the individual features.
Several lithography methods can be used to create nanoscale features, each with their own set
of advantages and disadvantages. Photolithography is the most widely used technique in industry
for fabricating nano-features over large areas,[103, 105, 127] but to achieve sub-100 nm feature
sizes with high precision, very advanced steppers which can utilize liquid immersion lithography
for wavelength reduction is required.[ 140, 141] Furthermore, the need to fabricate a photo-mask
41
with extremely small feature sizes is expensive, especially considering that the angles on the
feature cannot be tuned once the mask is cast.
Photolithography may be considered for an
industrial-scale application, once the desired angle and shape have been optimized, but it is
undesirable for research due to cost and availability of lithographic equipment. Electron-beam (ebeam) lithography can write very small features with arbitrary shapes in the absence of a photomask.[142]
However, this technique has two severe limitations: first, using e-beam to write
densely populated patterns over areas greater than a few square millimeters would require several
days of continuous operation; second, depending on size of the e-beam dot used, the corners of
nano-pillars fabricated by e-beam lithography can be rounded beyond the acceptable limit for
studying angle directed nucleation (>5 nm radius of curvature).[ 132, 142, 143]
The drawbacks associated with photolithography and e-beam lithography rendered them
undesirable for the present thesis work. One specialized technique called interference lithography
(IL) showed promise for the present study. IL has been used in literature to generate periodic
nano-scale geometric gratings over very large areas.[101, 102, 144-148] It is the most suitable
technique for the present project for several reasons. First, it is used for patterning periodic patterns
and it achieves highest resolution when the features and gaps are of comparable size. Second, no
mask is required for this process, making it an economical tool for research. In addition, to create
patterns on areas spanning several square centimeters, only a single laser exposure is needed.
Finally, this technique allows angle tuning to within one degree precision. Combining interference
lithography with proper chemically amplified photoresists, creating features with sharply defined
corners is possible.
The fundamental principle of interference lithography is to interfere two laser beams to
produce an interference pattern over a photoresist.[149, 150] After exposure to the interference
pattern, a standing wave with period p = 1/(2 sin 6) is formed over the photoresist, where A is
the laser's wavelength and 0 is the half angle of the two interfering beams.[149] To create sharply
defined features, usually a tri-layer stack is deployed prior to exposure: the bottom layer is 180 to
250 nm of an anti-reflective coating (ARC) chemical to minimize reflection from the substrate, in
the middle is a thin layer (20 nm) of SiO 2 serving as a dielectric, and top layer is of approximately
200 nm of chemically amplified photoresist.
42
The detailed interference lithography process used for creating parallelogram pillars in the
present thesis work is described below. First, a SiO2 layer was deposited as the etch mask for a
blank silicon wafer. The tri-layer stack structure was added on top of the etch mask via either
spin-coating or vacuum deposition.
Interference lithography was then used for photoresist
exposure followed by liquid phase development. Reactive ion etching (RIE) was used to punch
through the tri-layer stack and translate the wavy photoresist pattern to straight, parallel channels
on the etch mask (the first Si0 2 layer). Subsequently, the same tri-layer stack was added on top
of the etch mask, followed by interference exposure at an arbitrary angle to the existing channels.
Since channels had already formed on the etch mask in the first round of RIE, a second round of
RIE created parallelogram pillars in the Si0 2 etch mask layer. Finally, RIE was applied to carve
patterns to the elemental silicon substrate. Because pillars on the etch mask protected the areas
immediately below them from the ion beam, only the gaps between the pillars were etched, and
standing pillars were created in the silicon wafer. Ashing and hydrofluoric acid (HF) treatment
were used in the end to get rid of the residual tri-layer stack and the etch mask, respectively. Table
3.3 lists the key process equipment and parameters.
Figure 3.2 below shows the silicon wafer masters patterned with the nano-pillars from
interference lithography. As mentioned in the previous section, in addition to features containing
sharp angles, a control sample with rounded rectangle pillars was also fabricated. Because the
rounded rectangle pillars had very large radii of curvatures (-80 nm) at the corners compared to
the parallelogram pillars, they were expected to function equivalently as a round feature of the
same radius in regards to inducing nucleation.
Samples with rounded rectangle features were
designated as round pillars in subsequent discussions. The patterns were generated over a silicon
wafer 4 inches in diameter, with a pitch size of approximately 450 nm (from center to center of
adjacent pillars) and edge length of approximately 250 nm (varies in some cases due to the need
to conform to density and pitch size requirements). The height of the pillars were approximately
55 nm. The total patterned area was approximately 64 cm 2 . The radius of curvature at the corner
of each pillar was less than 5 nm. The total number of nano-pillars on the patterned area was
approximately 31.6 billion.
43
-500nm
(h)
Top view of substrate:
57
Figure 3.2: SEM images of patterned silicon wafer masters containing nano-pillars with (a) 40,
(b) 60, (c) 65, (d) 80, (e) 85, and (f) 90 degree angles. There is also a control sample with round
pillars (g). Definition of the angle for a parallelogram feature is shown in (h).
3.5 Pattern transfer to biocompatible polymer films and stability in ethanol
As discussed in an earlier section, the method used for transferring patterns on the silicon wafer
to the polymer film is by solution casting. PVA98 was used as the polymer for all the nucleation
studies.
First, a 10% (w/w) aqueous stock PVA solution was prepared. Then 10-ml aliquots of solution
were evenly spread over the silicon molds (100 mm in diameter). The position of the silicon wafer
was adjusted with a leveling meter to ensure uniformity in thickness for the liquid film. The
solution was air-dried under a dust cover for 48 hours to yield a film roughly 120 pm in thickness.
Polymer surface features were examined with a Veeco Metrology Nanoscope IV Scanned Probe
Microscope Controller with Dimension 3100 SPM in tapping mode AFM.
The films were
manually peeled off of the silicon masters and cut out into round pieces 6 mm in diameter with a
biopsy punch. The small round films would fit into Iml shell vials for the nucleation induction
time measurements.
44
Table 3.3: Sample patterned silicon wafer fabrication process
Equipment/Process
vapor deposition
Chemicals
SiO2
Key Parameters
75 nm thickness
2
spin coater
anti-reflective-coating
(ARC)
200 nm thickness
3
hotplate
n/a
SiO2
Step #
1
190 'C, 1 hour
OHKA PS4
n/a
20 nm thickness
200 nm thickness
90 'C, 1 hour
n/a
1.5 minute
n/a
photoresist developer
de-ionized water
CF4
02
CHF3
02
110 'C, 1 hour
n/a
n/a
etch the SiO 2 layer
etch the ARC layer
etch the SiO 2 layer
eliminate residual
anti-reflective-coating
(ARC)
n/a
200 nm thickness
4
5
6
e-beam evaporation
spin coater
Hotplate
7
8
9
10
11
12
13
14
interference lithography
exposure
Hotplate
Glassware
Rinse
reactive ion etching
reactive ion etching
reactive ion etching
ashing
15
spin coater
16
17
18
19
20
21
22
23
24
25
26
27
hotplate
e-beam evaporation
spin coater
hotplate
interference lithography
exposure
hotplate
glassware
Rinse
reactive ion etching
reactive ion etching
reactive ion etching
ashing
28
reactive ion etching
HBr or Cl2 or BC3
29
remove Si02
HF
SiO 2
OHKA PS4
n/a
n/a
n/a
photoresist developer
de-ionized water
CF4
02
CHF3
02
190 'C, 1 hour
20 nm thickness
200 nm thickness
90 'C, 1 hour
1.5 minute
110 'C, 1 hour
n/a
n/a
etch the Si02 layer
etch the ARC layer
etch the SiO 2 layer
eliminate residual
etch the silicon
layer
layer
n/a
Because the films will be submerged for extended periods of time in solution during the
nucleation and crystal growth experiment, it is important to test the stability of the polymer in a
solvent environment. The films were placed in cold ethanol for 48 hours to simulate nucleation
45
induction time measurement conditions before being taken out and evaluated under the AFM. The
AFM images (Figure 3.3) showed that patterned surface features remained sharp after prolonged
periods of time in ethanol. The images indicate that the geometry of the features were not expected
to change during nucleation induction time experiments as the sharpness of the features were
retained.
-500nm
Figure 3.3: AFM images of patterned PVA films containing nano-indentations with (a) 40, (b)
60, (c) 65, (d) 80, (e) 85, and (f) 90 degree angles, as well as (h) round indentations. Images
were taken after PVA films had been submerged in ethanol for 48 hours.
On the industrial scale, pattern transfer with solution casting is not viable for two reasons. First,
because the polymer solution cannot be separated from the mold during the drying process, the
throughput of solution casting is directly tied to the size of the mold available. To achieve a
throughput of 1 kg of patterned polymer film per hour, the patterned surface area needs to be
approximately 300 m2 , which is prohibitive in terms of cost of manufacturing and space. The only
other viable method that can be used to create large quantities of patterned films without altering
polymer chemistry is through hot embossing, as mentioned in section 3.2. Hot embossing can be
used to precisely transfer patterns from a hard mold to the polymer surface.[110, 121, 123] Hot
embossing processes require heat and pressure input. Heat is supplied by attaching the silicon
46
mold tightly to a heating element with temperature control; pressure can be applied either by
mechanical forces or by using pressurized air in a sealed chamber.[124, 125] Air pressure is
generally superior as it ensures uniformity of pressure coverage over the entire substrate, which
reduces the likelihood of mold shattering. Figure 3.4 shows PVA films patterned by a bench scale
hot embossing process under air pressure. The pattern transfer was completed very successfully.
For a continuous process on the industrial scale, hot embossing can be achieved either by a step
and emboss mechanism, where the hot mold remains in contact with the film for the entire
heat/cool cycle, or by a roller process where only a limited area of contact exist between the mold
and the polymer film.[105, 151]
The roller based process is more advantageous than the step and emboss process, because
limiting the area of contact between the polymer and the mold result in better pressure and heat
application locally to the film,[152, 153] and films can readily release from the mold once the
pattern has formed on the surface. The challenge with using a roller based process is that the mold
material has to be flexible. Some of the mold material that has shown promise for roller-based
nanoscale contact imprinting includes ethylene-tetrafluoroethylene,[154] Sylgard 184 (PDMS
elastomer),[154, 155] Teflon,[154] perfluoroepolyether[154] and nickel.[155] When a first
generation silicon master mold with nano-pillars is available, a second generation polymer
negative with nano-indentations can be created first, followed by a third generation mold that
recovers the nano-pillars present on the original silicon wafer. Once the flexible mold is produced,
they can be attached to a roller system for large scale continuous roll-to-roll hot embossing.
+
Hot embossing from flat films:
Contact (15 minutes)
Cooling (1 hour)
Figure 3.4: AFM images of transferring pattern from silicon mold to PVA film using hot
embossing.
47
Chapter 4: Nucleation rate enhancement and polymorph control using films
4.1 Introduction
The control of solution crystallization processes have significant practical applications in the
food, chemicals and pharmaceutical industry. Due to the lack of understanding about formation
of nuclei prior to crystal growth, currently very few crystallization processes in industry employ
strict controls for nucleation in order to produce crystals with desired properties. Nucleation has
been
shown
to
influence
crystal
size distribution,[156,
157]
morphology, 158]
and
polymorphism,[31, 159] which define the quality of the crystallization product. Direct control of
nucleation is difficult due to the varied sources from which nuclei can be generated and the
mechanisms that govern different nucleation processes. For a conventional cooling crystallization
process, the sources of nuclei can include existing crystals in solution and foreign substrates such
as suspended particles and vessel surfaces.[93, 160, 161] Mechanisms of nucleation are generally
categorized according to their sources.
Homogeneous nucleation refers to aggregation and
ordering of solute molecules in solution.[162-165]
foreign surfaces.[166-168]
Heterogeneous nucleation refers to that on
Secondary nucleation originates from breakage/attrition of existing
crystals. [169-171] Different nucleation processes tend to occur simultaneously and are affected
by common process conditions including the thermal history of the system,[87, 172, 173] the
concentration of solute molecules in solution relative to saturation concentration, and the physical
disturbances (from agitation, vibration, etc.) present. 174-176] Therefore, isolating out particular
mechanisms by enhancing their kinetics while suppressing other sources of nucleation often proves
difficult to achieve in practice. As a result, controlling only one mechanism of nucleation for a
crystallization process is both difficult and limited in efficacy-when all nucleation mechanisms
can compete. Many industrial crystallization processes use seeding, where small crystals with
desired properties are added in the system to eliminate the need for nuclei formation and to promote
crystal growth. Seeding doesn't entirely eliminate unwanted products because nucleation cannot
be completely suppressed while the solution is supersaturated; fines and crystals with undesired
morphology can still form, and existing crystals in solution can transform into undesirable
polymorphs via solution mediated polymorph transformation.[177-182]
48
The present investigation seeks to examine nucleation through rational design of substrate
surfaces, specifically focused on using materials/techniques that can be applied in industrial
settings. Here, we investigate the dependence of heterogeneous nucleation on substrate surfaces
conducting crystallization experiments using small volumes of stagnant solutions. Heterogeneous
nucleation on foreign surfaces is known for altering nucleation rates of small molecule active
pharmaceutical ingredients (APIs) and proteins.[89, 94, 183, 184] For small molecule compounds
in particular, depending on the chemistry of interactions between the molecules and the substrates,
the scale of confinement structures, and the geometry of these surface features, nucleation can
either be promoted or inhibited.[32, 34, 185, 186] Specifically, favorable chemical interactions
such as hydrogen bonding between the compound and substrate promoted nucleation when the
substrates remained stationary in solution.[158, 164] When the substrates are actively suspended
in solution, these favorable interactions inhibited nucleation by disrupting cluster formation of
molecules.[26, 165] Generally, the presence of foreign surfaces reduces the energy barrier for new
phase boundary formation needed for nucleation, and porous materials can locally confine clusters
of molecules in solution and promote aggregation. [94, 187-189]
These factors can work
synergistically to enhance nucleation rate on rough surfaces. For a rough surface, when the surface
features become small enough, the geometry of surface patterns can become critical factors for
controlling heterogeneous nucleation. Both computational and empirical evidences suggest that
surfaces with spherical features inhibit nucleation and those containing sharp angles promote
nucleation. [96, 97]
While previous studies provided fundamental insights into heterogeneous nucleation using
foreign substrates, few were readily applicable for industrial processes, especially for food and
pharmaceutical uses.[94, 183, 184] Many studies used non-biocompatible materials that are not
approved for human ingestion as substrate materials in the experiments; to utilize these substrates
in a practical setting, they must be separated from the crystallized compound and undergo further
purification to remove toxicity. In addition, previous studies have mainly relied on screening of
substrates that potentially enhance/inhibit nucleation of target compounds instead of using a
rational design approach and demonstrating its efficacy for different model systems. [34] In the
present study, we use polyvinyl-alcohol (PVA), a very common biocompatible polymer resin,
coupled with a rational substrate design approach to illustrate its efficacy for enhancing nucleation
rate and promoting polymorph selection for two model systems. We demonstrate that it is possible
49
to achieve kinetic control of the heterogeneous nucleation process for different compounds using
PVA films with engineered patterns, taking advantage of its general stability in organic solvents
and hydrogen bonding chemistry.
4.2 Solubility data for aspirin and indomethacin in ethanol
Solubility data are collected for two model APIs in ethanol. For each API, several 1.5ml
slurries of API with varying solid concentrations were prepared in cold ethanol without dissolving
the API. The weights chosen were based on literature solubility information about these APIs at
room temperature.[190-192] The cold slurries were loaded on Crystal16 and kept in equilibrium
at 0 'C for 3 hours to ensure that they reach thermal equilibrium with the instrument. The slurries
were then heated at a rate of 0.05 'C/min from 0 'C to 50 'C. The slurry was stirred at 350 rpm
and the light transmission level through the solution were monitored during the process. When
the slurry started to dissolve, the light transmission level increased gradually.
Once light
transmission reached a steady value, the slurry sample was considered fully dissolved. The
temperature of dissolutions were recorded and associated with the slurry concentration.
The
solubility data for aspirin and indomethacin in ethanol are shown below in Figure 4.1.
Once the solubility vs. temperature curve was determined, a reference temperature was chosen
for each model compound as the basis for calculating supersaturation. The supersaturation was
defined as: S = Csoin/C'sat, where C0 In refers to the molal concentration of the hot solution
prepared prior to cooling, and Cs,, refers to the saturation molal concentration at the reference
temperature. For aspirin, the reference temperature was chosen to be 15 'C; for indomethacin, the
reference temperature was 10 'C.
4.3 Nucleation experiment setup
4.3.1
Nucleation vessel preparation
The shell vials used for nucleation induction time experiments were made from conventional
glass with nm-scale defects on the surface.
The rough and hydrophilic glass surface was
considered a potential source of primary heterogeneous nucleation. In addition, organic residues
and dust particles in the vial could also become nucleation sites. To minimize the influence of
these foreign surfaces on nucleation rate, the vials were treated in several steps before use. First,
50
they were submerged in acetone for 48 hours to remove organic residues and dried in a hot vacuum
oven to remove particulate matter. A monolayer of FOTS was deposited on the vial's surface by
evaporating liquid FOTS in a dry vacuum maintained at 40 'C, after the vial surface was activated
under oxygen plasma for 5 minutes. The vial was washed with ethanol to remove unreacted silanes
from the surface and aged under vacuum for 2 hours at 120 'C.
*
*
Aspirin
Indomethacin
-
Poly. (Aspirin)
800.00
-
y = 0.0269x 2 - 0.2134x + 7.6391
700.00
Poly. (Indomethacin)
-
60.000
--
0
50.000
500.00
S
3 400.00
40.000
,
1 600.00
30.000
'3
2
y =0.1651x + 0.2311 x + 83.17
- 300.00
20.000
200.00
10.000 0
100.00
0.000
0.00
0.0
10.0
20.0
40.0
30.0
50.0
60. 0
70.0
Temperature (Celsius)
Figure 4.1: Solubility data for aspirin and indomethacin in ethanol
4.3.2
Nucleation experiments
A solution with the concentration needed to achieve target supersaturation was first prepared
on a hot stirring plate. Once the compound had dissolved, the hot solution was filtered through a
PTFE membrane with 0.2 pm pores. Pre-treated vials from the previous section were loaded on
heating blocks kept at 45 'C. 200 pL aliquots of filtered solution were hot-pipetted to the vials
and immediately capped to prevent evaporation. The solutions were kept on the 45 'C block for
10 minutes before transferring to a cooling block kept at target reference temperatures. The sudden
drop in temperature by contacting vials with the cooling block was needed to achieve target
51
supersaturation via quench cooling. As soon as the vials were transferred to the cooling block,
images were taken at the film surface every 5 minutes for a total period of 96 hours using a Zeiss
Axio Observer microscope to form a film. The time it took for each sample to nucleate was
determined from the recorded film afterwards. An illustration showing the experimental setup is
shown below in Figure 4.2.
light
I
camera
Figure 4.2: Experimental apparatus setup for nucleation induction time measurement
Because our interest was to compare nucleation rates between homogeneous nucleation in
solution and heterogeneous nucleation on various patterned substrates, it is worth noting that a
number of steps were taken to minimize nucleation from other sources and maximize the
differentiation between systems of interest.
Only the first nucleation event observed in each
sample was used in computing average induction time so that any subsequent nucleation effects
wouldn't be taken into account. Once the samples were mounted on the cooling block for crash
cooling, they would remain stagnant aside from minor vibrations related to microscope motorstage movements. Two methods were used to suppress heterogeneous nucleation from sources
other than the PVA films. First, the vials used for the nucleation experiments were coated with a
monolayer of hydrophobic FOTS to render them inert to suspended solute molecules.
52
Hydrophobic substrates could not induce nucleation despite having cavities on their surfaces,
because no favorable interaction existed between them and with the solute molecules.[193, 194]
Second, solutions were filtered through PTFE membranes to eliminate heterogeneous nucleation
from suspended foreign particulates. To promote nucleation on films rather than in solution, we
maintained a large film area to solution volume ratio (6 mm diameter film and 3 mm liquid
thickness above film). Due to the large number of potential nucleation sites on the film, at a density
of approximately 500 million indentations per cm2, heterogeneous nucleation rate was greatly
enhanced relative to homogeneous nucleation from bulk solution. Screening experiments (data
not shown) prior to nucleation rate measurements showed that a threshold supersaturation existed
above which the homogeneous nucleation rate became the dominant mechanism in the system.
Therefore, supersaturation was kept at low enough levels so that the homogeneous nucleation rate
was slow compared to heterogeneous nucleation rate on the films.
4.3.3
Analysis of nucleation data
While there are many metrics for nucleation rate, [195, 196] the most applicable one for the
present study is to obtain average nucleation induction times under constant supersaturation
settings. Induction time is the time between achieving target supersaturation and when nucleation
event occurs. We assumed that the growth rates of aspirin and indomethacin crystals were fast
enough so that the time between nucleation and crystals growing into visible size was negligible
compared to induction time. To validate the assumption, it was crucial to estimate the time
between when nucleation occurred and when crystals grew to a visible size under the microscope
(-20 pm). The linear growth rate was estimated by looking at the change in crystal size across
different frames in the captured videos. Because each frame in the videos was 5 minutes apart
from the previous one, the growth rate of various faces could be estimated by dividing the size
change of the dimensions by the time elapsed.
Some faces grew faster than others; a good
benchmark growth rate was that of the fastest growing dimension. By analyzing videos captured
during nucleation experiments, we estimated that the linear growth rate of aspirin under the
supersaturations tested was approximately 400 pm/minute for the fastest dimension; the linear
growth rate of indomethacin under the supersaturation tested was approximately 3 um/minute.
According to these growth rates, the time it took for aspirin crystals to grow to 20 pm was about
0.05 minutes; for indomethacin, it was about 6 minutes. Because the sampling time interval was
53
5 minutes, when nucleation occurred, the crystals could grow to visible size for the subsequent
frame in the video.
Crash cooling was used so that target supersaturation was immediately
achieved (<2 minutes) and maintained for the duration of the experiments (96 hours). For each
compound-substrate-supersaturation combination, 80 induction time experiments were conducted.
For aspirin, two supersaturation settings were used (S = 1.8 and 2.4). All experiments involving
indomethacin were conducted at S = 6.0. The supersaturation for indomethacin was calculated
based on solubility of the gamma form.
Once the induction times were obtained for the 80 samples, an average induction time was
obtained based on a Poisson process relation:
ln(P) = -t/r,
where P stands for the probability of not observing nucleation at time t, and - is the average
nucleation induction time to be extracted from the slope of the straight line fit. Specific reasoning
behind using this model for the data fit has been discussed thoroughly in multiple previous
studies.[94, 196] Taking the inverse of the average nucleation induction time yields an average
nucleation rate based on the initial supersaturation.
4.4 Nucleation experiment results and discussions
Some representative fit to induction time data are shown below in Figure 4.2 for the aspirin
system and Figure 4.3 for the indomethacin system. The full sets of plots based on API and
supersaturation can be found in Figures 4.4 to 4.9. The average induction times derived from the
model are summarized in Tables 4.1 and 4.2. The induction time distributions in the present study
gave reasonably good fits with r2 > 0.9. The expected behavior for a one time constant Poisson
process is for ln(P) vs. t to form a single straight line. In this study, multiple regimes of induction
times were observed in some cases. In previous studies, the existence of different regimes were
attributed to nucleation from different types of sites locations on the substrates or the formation of
different polymorphs.[31, 94] Those arguments were not applicable here. All patterned polymer
films shared the same size and density of nano-indentations, but only a portion of the induction
time data obtained from these showed multiple regimes. For the indomethacin system, nucleation
on the PVA films produced mostly the gamma form regardless of surface features (see later
54
discussion on polymorphism), yet multiple regimes were obtained in some cases. Therefore, it
was unlikely that concomitant formation of multiple polymorphs were the reason for the multiple
regimes in the plots. On the contrary, while the homogeneous nucleation trial for the indomethacin
system yielded comparable proportions of gamma and alpha crystals (not differentiated on the
induction time scattered plot), the induction time plot was linear. This served as another evidence
that formation of multiple polymorphs did not necessarily yield multiple regimes. Regardless of
the overall behavior of the curves, a general observation was that the last nucleated samples tended
to have larger dispersions, leading to larger variations in their x-coordinates. In addition, using
the natural log fit lead to latter nucleated samples to have larger variations in the y-coordinate as
well. In other words, in (P) > -1.39 represented first 75% of all samples which can nucleate, while
in (P) < -1.39 represented the latter 25%. Therefore, only the first regime in each induction time
curve was fitted to determine the average nucleation induction time for that condition.
homogeneous
(a)
o flat film
85 degree
homogeneous
(b)
1
0
o flat film
85 degree
1000 2000 3000 4000 5000 6000
0
0.9
0.8
0.7
0.6
. 0.5
0.4
0.3
u 0.2
-0.5
do
-1
'S
0.1
n
0
1000 2000 3000 4000 5000 6000
time (minutes)
-1.5
-2
-2.5
-3
-3.5
-4
-4.5
-5
time (minutes)
Figure 4.2: (a) Cumulative probability distribution of nucleation induction time for
crystallization of aspirin in ethanol at S = 1.8; (b) In (P) vs. t, where P is stands for the
probability of not observing nucleation at time t, defined as P = 1 - CP. CP refers to the
cumulative probability in Figure 4.2 (a).
55
.
..........
..........
o 65 degree
o flat film
homogeneous
()
homogeneous
e(b)
1
0
lb
0
& CP
0.6
0.5
*1
-1.5
-2
80
0.4
0.3
S-2.5
-3
0.2
-3.5
0.1
-4
0
0
640
480
-1
o
o
0 65 degree
0
-0.5
0.8
0.7
flat film
320
160
0
0.9
0
400
200
600
800
0o
-4.5
1000
-5
time (minutes)
time (minutes)
Figure 4.3: (a) Cumulative probability distribution of nucleation induction time for
crystallization of indomethacin in ethanol at S = 6.0; (b) In (P) vs. t, where P is stands for the
probability of not observing nucleation at time t, defined as P = 1 - CP. CP refers to the
cumulative probability in Figure 4.3 (a).
-1
1
0.9
o
0
0.8
0 @0 c) Cf
0.7
0$
o
o oo 0 6
00
o0
0.6
0.5
-00
0.4
CO
0.2
0.1
0.8
0 flat film
0.6
0 cylindrical
0.5
0 40 degree
0.4
0 60 degree
0.3
065 degree
0 80 degree
0.2
0
0
(go
0 homogeneous
0.7
0
090
0.3
0.9
0.1
0 85 degree
0 90 degree
n
0
0
1000
2000
4000
3000
Time (minutes)
5000
6000
Figure 4.4: Cumulative nucleation probability vs. t for aspirin at S = 1.8
56
.
. ... ......
, 00
0
0 0
I
0
0
-0.5
0.5
1
-1
0 homogeneous
0
-1.5
0
0
-2
-2.5
-3
0
00
0
Go0
-3.5
-4
1.5
O flat film
2
0 cylindrical
2.5
040 degree
3
0 60 degree
3.5
0 65 degree
4
-4.5
4.5
-5
0 80 degree
0 85 degree
0 90 degree
5
0
1000
2000
3000
4000
Time (minutes)
5000
6000
Figure 4.5: In(P) vs. time for aspirin at S = 1.8
1
1
0.9
0o11 1
0
0.8
0.9
0.8
0.7
0.7
o flat film
0.6
0 cylindrical
0.5
0 40 degree
0.4
0 60 degree
COO
000S
0
0
0 homogeneous
0.6
0
-
0.5
0.4
0.3
0.2
0
0.1
0
&
8 00
o-
800
0
1000
0
0
200
400
600
Time (minutes)
0
065
0.3
0.2020 80
0 85
0.1 0 90
Figure 4.6. Cumulative nucleation probability vs. t for aspirin at S = 2.4
57
degree
degree
degree
degree
I ..- -1
-:..
I
-
. , --
-
-11
0
-
I-
- I- -
-
. I
I .
-
= .
..
1
0
GD
M.
-
.. ........
O
0
-0.5
0
-0.5
-1
-1
0
-
-1.5
-2 -
-
0
%-2.5
C
00
0
0
0
0
0
-3
0
0
Go0
0
0
00
00
0
0
'0
0
0
0 flat film
-2
0 cylindrical
-2.5
0 40 degree
-3
0 60 degree
-3.5
0 65 degree
0 80 degree
0
-3.5
0
-4
0 homogeneous
-1.5
-- 4
)
-4.5
-4.5
-5
85 degree
090 degree
-5
1000
-
0
200
400
600
Time (minutes)
800
Figure 4.7: ln(P) vs. time for aspirin at S = 2.4
1
1
0)
0.9
CoP
0
40
0.8
00
C
0.9
0.8
6)9
0.7
0 homogeneous
0.7
O flat film
0.6
0.6
0 cylindrical
0.5
0.5
0 40 degree
0.4
0.4
0 60 degree
0.3
0.3
065 degree
0 80 degree
0.2
0
-
0
CPO
0.1
200
400
600
Time (minutes)
0- 0.2
0.1
0
0
0
800
0 85 degree
0 90 degree
0
1000
Figure 4.8: Cumulative nucleation probability vs. t for indomethacin at S = 6.0
58
..........
...........
. ..
......
- . .........
-.1... 1- 1.....
........
r4wh
0
0
-
k-
0
0
-0.5
-0.5
-1
0% : o
Cb
00
(
-2
-2.5
0
0
0
0 homogeneous
-1.5
O flat film
-2
') cylindrical
-2.5
0 40 degree
-3
0 60 degree
-3.5
065 degree
0 80 degree
-
-1.5
-1
0
0
-3
-3.5
-4
-4
-4.5
-4.5
0 85 degree
090 degree
-5
-5
160
320
Time (minutes)
480
64(
)
0
Figure 4.9: In(P) vs. time for indomethacin at S = 6.0
Table 4.1: Average nucleation induction times, their standard deviations and r2 values for
cooling crystallization of aspirin in ethanol conducted at S = 1.8 and S = 2.4.
S =2.4
S = 1.8
homogeneous
flat film
Round
40 degree
60 degree
65 degree
80 degree
85 degree
90 degree
(minutes)
29900 1140
3090 160
1035 59
828 34
799 24
751 16
340 9
215 18
400 18
0.964
0.931
0.921
0.966
0.982
0.992
0.985
0.907
0.977
59
(minutes)
3140 110
222 17
187 10
158 13
126 11
130 9
91 6
48 5
100 11
0.968
0.940
0.977
0.953
0.934
0.959
0.981
0.965
0.939
Table 4.2: Average nucleation induction times, their standard deviations and r2 values for
cooling crystallization of indomethacin in ethanol conducted at S = 6.0.
S = 6.0
.
homogeneous
flat film
round
40 degree
60 degree
65 degree
80 degree
85 degree
90 degree
2
r
(minutes)
4840 220 0.960
0.979
217 11
0.960
130 9
0.959
129 9
0.994
4
106
0.919
86 11
0.981
90 6
0.971
101 9
113 6
0.989
For both systems studied, homogeneous nucleation showed average induction times that were
at least one order of magnitude longer than those for heterogeneous nucleation. For the aspirin
homogeneous nucleation experiments carried out at S = 1.8, fewer than 25% of samples nucleated
in 96 hours and the average induction time was estimated to be around 500 hours. This confirmed
experimentally that homogeneous nucleation did not occur at an appreciable rate. Because we had
eliminated the other sources of heterogeneous nucleation (suspended particulates in solution and
vessel surfaces), the enhancement of nucleation rate observed was attributed to the presence of
PVA films. When flat films were introduced to the system, we observed a nucleation rate increase
of approximately 10 (aspirin, S = 1.8), 14 (aspirin, S = 2.4), and 22 fold (indomethacin, S = 6.0).
The increase in nucleation rate indicated that favorable interactions existed between certain groups
of the solute molecules and the PVA side chains. It is worth noting that the indomethacin system
required a much higher supersaturation ratio before appreciable percentages of samples nucleated
homogeneously within the experimental time frame of 96 hours. This was because indomethacin
has a much lower solubility than aspirin for their respective reference temperatures considered. In
terms of molal solubility, aspirin at 15 'C is roughly 25 times more soluble than indomethacin at
10 'C.
This indicated that before nucleation occurred, aspirin molecules (at S = 1.8) were 7.5
times more densely concentrated in solution than indomethacin (at S = 6.0). For the aspirin system,
when supersaturation was increased by 0.6 to 2.4, the homogeneous nucleation rate increased by
60
10-fold. This suggested that increasing the density of solute molecules in solution by using a
higher supersaturation dramatically increased the likelihood of forming the cluster of molecules
responsible for nucleation.
The experimental results also showed that the differences in induction time for substrates
containing various angles were statistically significant. For the aspirin system at S = 1.8, when
the substrate contained nano-indentations, the nucleation rate was increased by at least 300% for
round indentations, and up to 1400% for parallelogram-shaped indentations containing 850 angles.
The same trend was observed for aspirin system at S = 2.4, where nucleation rate increased by 15%
for round indentations and up to 460% for the indentations with 85' angles. This result suggested
that the enhancement from geometry effects were more noticeable at lower supersaturations, and
became weaker as supersaturation increased. For the indomethacin system, nucleation rates were
increased for the indentations that contained sharp angles, but the angles that gave rise to the largest
increase in nucleation rates were 65' and 80' angles. The difference in the nucleation rates for
these two angles were not statistically significant. The enhancements in nucleation rate showed
that the confinement effect did not require the angles to match up precisely. For the aspirin system,
85' angle on the polymer film was very close to the 84' angle between the (100) and (002) faces
on the aspirin crystal. In the case of indomethacin, the inconclusive comparison between 65' and
80' angles indicated the possibility that the best angle for shortening induction time lay between
65 and 80 degrees.
It is worth noting that round features also resulted in slight increases in nucleation rate. On a
first look, this may seem counterintuitive to prior studies that showed inhibition effects from
spherical surface features [96]. We hypothesize that the round indentations confined molecules
and, with the help of favorable interactions with the PVA substrate, increased the effective areas
of interaction. Furthermore, the round indentation resembled a well with its side walls forming a
sharp 90 degree angle corner with the bottom surface, which differed from a spherical indentation
with no edges and corners.
4.5 X-ray analysis of interactions between PVA film and model compounds
Preferential orientation of crystals on the polymer surface was determined by X-ray diffraction.
A PVA film was first bonded to a glass slide with the flat side (obtained by solution casting on a
61
flat silicon wafer) facing up. The film was submerged in solution and cooled overnight. A few
quick, cold ethanol washes were used to clean off crystals that were not attached to the film surface.
The slide was horizontally placed on the XRD sample holder and an x-ray diffraction pattern was
obtained for 20 range between 5' and 400 using a Panalytical X'pert Pro diffractometer. For
aspirin standard, we took the diffractogram for the powder before any additional handling. For
the indomethacin standard, because it is possible to generate multiple polymorphs and hydrates in
solution crystallization, we extracted single crystal X-ray diffractograms from the Cambridge
Structural Database as references.
While induction time data gave empirical evidence to the fact that having certain angles present
on the substrate was more efficient at inducing nucleation than others, it did not provide
mechanistic understanding as to why confinement with these angles is particularly effective. To
understand the effect of angle induced nucleation, we used X-ray diffraction to examine which
faces on the crystal attached preferentially to PVA. Figure 4.10 shows XRD patterns of aspirin
crystal in powder form in comparison to aspirin crystals which nucleate and grow on a flat PVA
surface. According to the XRD patterns, the (100) family of faces, which includes the (100), (200),
and (300) faces predominantly attached themselves to the PVA films; the peak intensities
corresponding to these faces dwarfed signals from all other faces. Figure 4.11 shows XRD patterns
of indomethacin crystals nucleated on the PVA film in comparison to single crystal diffractograms
from the Cambridge Structural Database. For indomethacin, because it was possible to get both
the metastable alpha form and the thermodynamically stable gamma form to crystallize from
ethanol, we had to compare the diffractogram for preferred orientation to reference diffractograms
of both forms. The diffractogram comparison showed that most of the peaks present for crystals
on the film corresponded to that of the gamma form, with dominant peaks corresponding to the
(100) and (110) families of faces. In addition, the (031) family of faces for the alpha form also
had a major peak. This confirmed that concomitant nucleation of alpha and gamma forms on the
PVA film were possible.
Figures 4.12, 4.13, and 4.14 show slicing views of molecular
arrangements along faces that experimentally attached to the PVA surfaces. The slicing views
help to clarify what chemical groups on the molecules were responsible for interaction with the
side chain groups on PVA. PVA side chains contain variable amounts of hydroxyl and acetate
groups, depending on the percent hydrolysis. For the 98% hydrolyzed samples used in the present
study, most of the side chain groups on PVA were hydroxyl groups that served as effective
62
hydrogen bond donors and acceptors. In addition, oxygen atoms can also serve as halogen bond
acceptors. The carbonyl groups perpendicular to the (100) family of faces of aspirin crystals were
available for hydrogen bonding with the PVA side chains. Similarly, the oxygen atoms along the
(110) faces of gamma indomethacin could hydrogen bond with PVA. For the (100) faces on
indomethacin, because the Cl has its charge delocalized by the adjacent benzene ring, the Cl can
become a halogen bond donor, which readily interacts with the oxygen on the PVA side chain.
The same can be argued for Cl groups along the (031) faces of the alpha form.
We had to also check the angles between the interacting faces and other major faces on the
crystal.
For aspirin, the (100) family of faces were both largest in terms of area and also
responsible for interacting with the PVA substrate. In addition, these faces forms an 84' angle
with the (002) family of faces, which were second largest in area according to attachment energy
method calculations.
This suggested that nucleation rate was fastest when we used the 850
template due to favorable chemistry of PVA and favorable geometry of the indentations. For the
gamma form of indomethacin, the (110) family of faces which hydrogen bond with PVA form a
69 degree angle with the (011) family of faces, which were largest in terms of computed area. The
(100) faces which halogen bond with PVA substrate form a 74 degree angle with the (011) faces.
Because we did not have substrates that matched these angles exactly, we could not examine the
nucleation rates at precisely those angles. However, the two angles observed to have the highest
nucleation rates (65' and 80') were angles that have the smallest difference from these two angles,
respectively.
Alpha indomethacin was not observed significant quantities in the nucleation
experiments involving PVA films. The (031) faces observed from XRD were also not one of the
largest family of faces according to the attachment model calculations. While high energy faces
tend to grow very fast and disappear from the final crystal morphology, it is possible to stabilize
these faces provided that a substrate material with preferential interactions is present.[159] The
fact that (031) faces lay parallel to the PVA film surface during the XRD measurement showed
that this family of faces were maintained during crystal growth. It was also possible that the PVA
film served as a template for growth of crystal planes perpendicular to the (031) faces. Illustrations
of how aspirin and indomethacin crystals might have grown under these angular confinements at
the corners of the indentations are shown in Figures 4.15 and 4.16, respectively.
X-ray
diffractograms of the crystals on patterned films were also taken (data not shown). The major peak
63
observed were nearly identical to those of on the flat films, with different intensities, probably due
to the fact that crystals were orientated differently on the patterned films.
-Powder
(a)
-On
Film
(200)
(100)
(100)
)
(200
(300)
5
10
15
25
20
30
35
40
20 (degree)
Figure 4.10: X-ray diffraction pattern comparing (a) powdered aspirin and (b) aspirin grown on
a flat PVA film sample.
64
--
Single Crystal Alpha
Single Crystal Gamma
-
-
On Film
(I IM
(b)
(10o)
(031)
(c)
- ( 100~)
5
""(10
15
10
20
20 (degree)
Figure 4.11: X-ray diffraction pattern comparing (a) indomethacin alpha single crystal (from
CCDC), (b) indomethacin gamma single crystal (from CCDC), and (c) indomethacin grown on a
flat PVA film.
Figure 4.12: Slicing views of (100) faces in aspirin showing that many C=O groups are available
for hydrogen bonding with -OH groups on PVA.
65
1111111
Figure 4.13: Slicing views of (100) and (110) faces for indomethacin gamma form. The etherlike oxygen atoms along (110) faces and Cl atoms along (100) faces can form hydrogen and
halogen bonding with -OH groups on PVA, respectively.
Figure 4.14: Slicing views of (031) faces for the indomethacin alpha form. The Cl atoms can
halogen bond with -OH groups on PVA.
66
Figure 4.15: Illustration of aspirin molecules packed at the corner of an 850 parallelogramshaped nano-indentation.
Figure 4.16: Illustration of indomethacin molecules packed at the corner of a parallelogramshaped indentation for the gamma polymorph, between the dominant faces (011) and two faces
that were shown to preferentially interact with PVA film. Note that angle measurement from the
2D view may not match the exact angle in 3D view between the two planes.
67
4.6 Polymorph control capability of patterned substrates
For characterizing polymorph composition of indomethacin on film samples, Raman spectra
of 50 random spots with crystals were captured and analyzed using a Kaiser Raman Workstation
and also visually determined from nucleation experiments. Comparisons were made on the basis
that solution mediated polymorph transformation occur at a negligible rate for indomethacin in
ethanol for the duration of the nucleation induction time experiment, and the two forms have
distinct morphological appearances (alpha closely resembles a dense bundle/ball of needles while
gamma is plate-like).[197] During nucleation experiments, when a sample had nucleated, we took
note of the morphology of the first crystal to deduce the polymorph that had formed. When the
experiment was finished, the crystals from several randomly chosen vials were harvested and
examined using Raman microscopy for the polymorph composition. Under the Raman microscope,
random coordinates were selected for the Raman laser scan until 50 spots had been analyzed.
Raman spectra were able to differentiate between the two forms due to their distinctive peaks at
1698 cm-1 for the gamma form and at 1648, 1680, and 1692 cm-1 for the metastable alpha form. [198]
Indomethacin is a polymorphic compound with a number of different polymorphs and hydrate
forms.
The two forms that typically form in ethanol are the metastable alpha form and the
thermodynamically stable gamma form. Concomitant nucleation of both forms was possible and
frequently encountered.
However, the relative composition of the mixtures differed for
homogeneous and heterogeneous nucleation. The percentage of alpha form crystals from the first
nucleation event and the offline Raman measurements on randomly chosen crystals are shown
below in Table 4.3.
Table 4.3: Percentage of metastable alpha indomethacin based on visual observation of
morphology directly after the first nucleation event and from offline Raman measurement.
90
85
65
80
60
40
flat
Homogeneo
film Round degree degree degree degree degree degree
us
4%
3%
3%
4%
4%
5%
5%
26%
50%
Visual
6%
8%
8%
4%
8%
6%
38%
8%
76%
Raman
Table 4.3 shows that the use of a foreign substrate lead to drastic reduction in alpha
indomethacin formation, and having indentations present on the surface further enhanced the
68
selection towards the thermodynamically stable gamma form. The preferential selection effect
could be mainly attributed to the favorable chemical interactions between the polymer substrate
and indomethacin, and to a lesser degree the geometries of patterns on the surface. This is because,
according to the X-ray data, many dominant faces of gamma indomethacin can preferentially
interact with PVA through side chains that are perpendicular to those faces, while the only
dominant face to interact with PVA for the alpha form is a high-index (031) face. For surfaces
that contained indentations, the percentages do not differ much between various shapes. We
deduce that the nano-indentations enhanced selection of gamma form further by increasing the
effective surface area of PVA, and the parallelogram shaped indentations were better suited for
templating the gamma form with a plate-like morphology. The difference between Raman and insitu microscope observation can be attributed to the fact that alpha crystals tended to grow faster
with a smaller bulk density, which increased their chance to be selected for the offline Raman
measurement. The general agreement between the trends in terms of polymorph composition from
online and offline measurements suggests that selection of the polymorph of the final product is
possible via kinetic control of the nucleation process.
69
Chapter 5: Crystal growth on polymer films and crystallizer design
5.1 Introduction
Nucleation and crystal growth usually occur concurrently in a crystallizer.[199-201]
In
addition to studying nucleation kinetics and polymorph control related to APIs nucleating on
polymer films, it is also crucial to understand the crystal growth kinetics. Once the kinetics of both
nucleation and crystal growth are known for the polymer film based system, it is possible to design
and size a crystallizer implementing this technology.
The traditional crystallizers operate either in batch or in MSMPR mode, where crystals grow
in suspension with the help of stirring. A batch crystallizer is analogous to a batch reactor with
solids formation,[202-205] and an MSMPR is a continued stirred tank reactor (CSTR) with
constant withdraw of slurries.[13] Adding seeds, controlling the temperature profile of the process,
and changing the hydrodynamic conditions in a crystallizer are all valid methods that help to
achieve the desired crystal size distribution and morphology. [206-208]
Population balance
modeling is a popular method for determining crystal growth and nucleation kinetics of these
processes.[93] In a population balance model, crystals belonging to different size segments are
treated as separate populations.[209-211] The model also uses separate equations for describing
nucleation and crystal growth.[210, 212-214] Crystal growth result in migration from a smaller
size segment to a larger size segment, and nucleation contributes to number increases in the
population of fines. Applying population balance model to predict crystal size distributions and
comparing them to experimental results yields kinetic parameters for nucleation and growth. [215217] The limitation of the population balance model lies in the accuracy of the kinetic equations
used. Typically, the nucleation and growth kinetic equations lump all the fundamental processes
that occur on the molecular level.[215, 218-220]
Therefore, the coefficients for these kinetic
equations were frequently phenomenological and not derived from first principles.
A
phenomenological model has to be constructed for every system of interest. Sometimes it is not
applicable for scaling up the model to a bigger system due to shifts in fundamental governing
dynamics involved.[221, 222]
70
The polymer film based crystallization process proposed in the present thesis differs
fundamentally from these suspension-based crystal growth processes. The crystals will attach and
grow on the surface of a polymer film instead of being suspended in solution. The implication of
this difference is profound and will change the approach for analyzing crystal growth kinetics. As
a starting point, if we can eliminate stirring, secondary nucleation is generally absent.[92, 93, 176]
We can also choose to operate the process in low supersaturation conditions where homogeneous
nucleation does not occur at appreciable rates.[163, 223, 224]
Under these conditions,
heterogeneous nucleation dominate the system and its kinetics have already been well studied in
the previous section of the thesis. With known nucleation rate at certain supersaturation ratios, we
can control the rate of nucleation by controlling the concentration in the continuous crystallizer.
In addition to nucleation kinetics, we no longer have to rely on population balance model for
studying crystal growth kinetics. If we are primarily interested in the mass deposition rate of the
crystals and not their size distributions, a first principle approach can be used for crystal growth
rate simulations. From a fundamental process point of view, crystal growth can be viewed as a
two-step process.[225-227] First, the solute molecules in the supersaturated bulk solution have to
diffuse to the crystal surface, where the local concentration is the saturation concentration at the
temperature of the crystals.[161, 228] Once the solute molecules have reached the surface, they
have to be incorporated into the existing crystal lattice. After surface incorporation is complete,
the crystal dimension will increase. Under these assumptions, the process can be modeled by
transport equations, e.g. diffusion/convection of the API molecules in solution and surface reaction
kinetics. Under stagnant conditions that the nucleation experiments were conducted under, the
growth process was limited by mass transfer. [225] The overall growth rate reflected the mass
transfer rate in the system through diffusion. Suppose when stirring or bulk fluid movement must
be introduced for an industrial process, as we will discuss later in section 5.3, convective mass
transfer to the surface of the film must also be taken into account. The mass transport of a chemical
species under well-defined hydrodynamic conditions have been thoroughly analyzed in the past
for other industries. The transport equations for similar systems in other industrial applications
can be readily adopted for the present system. Finally, if the product crystal size distribution on
the surface of the film is desired, population balance model can be applied after determination of
the kinetic parameters, taking account into information regarding the growth rate of different sized
crystals. [206, 229-231]
71
5.2 Issues with a stagnant plug flow crystallizer
The simplest crystallizer utilizing the polymer film technology is a stagnant plug flow
crystallizer. Patterned films are slowly rolled into the plug flow crystallizer and cooled. Hot API
solutions contacts the cold polymer film to create a supersaturated solution and spreads into a thin
layer of liquid. The solution with the film is slowly moved downstream. The API crystals are
allowed to nucleate and grow on the surface of the film for the remainder of the crystallizer. When
target desupersaturation is reached, the composite material is removed from the crystallizer and
separated from the mother liquor. Because nucleation and growth kinetics are already known for
the experimental conditions in chapter 4 of the thesis, it is possible to model and size a plug-flow
crystallizer under the same process conditions.
A Kinetic Monte Carlo (KMC) model was set up to assess the feasibility of such a process,
using the aspirin system operated at S = 2.4 as a reference.
The goals were to estimate the
crystallizer size and determine what throughput could be achieved. For the model itself, we chose
to track an element of fluid as it travelled through the crystallizer.
The average nucleation
induction time was known from experiments in Chapter 4. We also measured the approximate
linear growth rate of an aspirin crystal according to the microscope films and calculated a volume
growth rate based the growth rate of each dimension. The number of nucleation events occurring
in the fluid element was randomly generated based on the average nucleation time, and the rate of
desupersaturation was calculated based on the volume growth rate of the crystal.
It is important to point out that this model had a number of simplifications. First, we assumed
that the linear growth rate of any aspirin crystal was identical to the growth rate measured from
the nucleation experiments, neglecting the decrease in supersaturation as the film traveled through
the crystallizer. This was generally not true as the concentration gradient for diffusion decreased
as the API/polymer composites moved through the solution, resulting in reduced mass transfer rate
and slower crystal growth. With this assumption, the size of the crystallizer we obtained should
be considered the lower limit. We also neglected any effect from evaporation of the solvent, which
would increase the supersaturation in the system. The mechanical strength of the PVA films was
assumed to be high so that the boundary of the fluid element remained rigid. In the problem setup,
we divided the fluid element into segments identical in size to that of the nucleation experiment
72
vessel. The 20 cm wide film was divided into a total of 25 segments. As each fluid element
travelled through the crystallizer, they were constantly monitored for nucleation events. The
simulation trajectory ends when the whole element had reached a target supersaturation of 1.2.
The residence time needed and the size of the crystallizer was calculated.
The basis of the model is summarized below in Table 5.1. With these basis, the throughput of
this process was around 16 g/hour aspirin and 5 g/hour PVA, which resulted in a tablet loading of
approximately 75%.
Note that tablet loading was independently tunable. It was essentially a
function of the thickness of PVA and the target exit concentration for aspirin. If we used a thicker
PVA film or a higher exit concentration, the tablet loading would decrease. By varying the ratio
of these two quantities, we could arbitrarily alter the final tablet loading, assuming that no other
excipient material was added to the final formulation. The belt speed of the process would also
affect the throughput. A higher belt speed required a larger plug flow crystallizer to maintain the
same residence time.
Table 5.1: Basis for the Kinetic Monte Carlo model for crystallizer sizing
Parameter
Entrance aspirin
concentration
Belt speed of PVA film
Exit aspirin concentration
PVA film width
PVA film thickness
Aspirin solution film height
Unit
Value
319
mg/ml
0.1
159
20
200
5
m/hr
mg/ml
Cm
Pm
Mm
The result of the kinetic Monte Carlo simulation is shown below in Figure 5.1. The result is
from 500 different trials. The average residence time required was 2750 minutes, or approximately
45 hours. With a belt speed of 0.1 m/hour, the crystallizer needed to be at least 4.5 meters long,
and the throughput was at around 21 grams of material per hour of production. If we wanted to
achieve a 1.5 kg/hour benchmark production rate for the drug-polymer composite material, we
must either increase the width of the crystallizer by 70 times, or operate 70 of these crystallizers
in parallel. This is unacceptable as it will take too much physical space and require too much labor.
73
4000
S3500060
3000
0
oI
*C
$0
~2500
s- o
-|2000
U 1500
1000
500
0
0
100
300
200
400
500
#
Trial
Figure 5.1: Residence time to reach target supersaturation for 500 KMC runs
5.3 Batch desupersaturation experiment to measure crystal growth rates
Because a stagnant PFR crystallizer with both nucleation and crystal growth is not an attractive
option, we decided to investigate whether or not introducing convection into the system would
help promote the growth rate of crystals by enhancing mass transfer. We also wanted to examine
whether or not introducing a patterned polymer film enhanced crystal growth rate due to positive
interactions between the polymer and the API molecules.
5.3.1 Experimental setup and procedure for the batch desupersaturation experiment
The simplest method to set up a system with convection is by introducing a steady velocity
profile over a flat plate. By varying the velocity of the bulk fluid over the flat plate, the thickness
of the momentum and concentration boundary layer will both change, which in turn affect the mass
transfer rate in the system. To set up the said system, we set up a batch crystallizer with a plastic
flat disk placed at the bottom. At some distance above the flat disk, a paddle with minimal vertical
mixing capability was rotated using an overhead stirrer. The speed of the paddle changed the bulk
fluid velocity at the predetermined distance away from the flat disk. To assess any effect for using
different substrate materials, we attached flat or patterned polymer films to the disk.
74
Batch desupersaturation experiments have been used in literature for measuring crystal growth
kinetics for the past few decades.[232-234] The basis is calculating mass-based crystal growth
rates by monitoring the rate of concentration decline in solution. For this experiment, first we
thoroughly washed and dried all components of the setup with copious amounts of ethanol to
ensure that no aspirin was left in the system from previous runs. The vessel was dried to remove
residual solvents. A water bath was used to cool the jacketed vessel to a target temperature of 10
'C and sealed to prevent condensation. The solution to be used was heated to dissolution on a hot
plate, then gently poured into the cold vessel. Once the solution had cooled down and reached
target supersaturation, a 6 cm disk seeded from evaporating 50 mg of aspirin was gently lowered
into the bottom of the vessel. A 625 pL sample was taken from the crystallizer every 5 minutes
for the first 30 minutes of the experiment, then every 10 minutes until the hour mark. The samples
were diluted with approximately 20 mL of pre-weighted ethanol. Once all samples had been
collected at the hour mark, each diluted sample was vigorously shaken and diluted a second time
using the same dilution ratio. The two step serial dilution was to achieve an approximately 1000X
dilution so that the aspirin concentration was in the linear region of Beer's Law. The twice-diluted
samples were taken to a UV spectrophotometer and the absorbance of the samples were recorded.
It's worth mentioning that several sources of error that greatly impacted concentration
determination was addressed to ensure accuracy of the results. The automatic pipettes used in the
initial sample collection and subsequent dilutions have a relative error of 0.6% to 1%. To reduce
pipetting errors, the sample weight added to diluents were measured by an analytical balance with
a precision of
0.0001 g. The second source of error came from the UV source light.
To
compensate for source light intensity variations, a constant warm up time was used, and control
samples with known concentrations were taken before each set of UV measurements for
recalibration. A minor error came from converting a mass based concentration (mass fraction)
during sample preparation to a volume based (M) concentration when applying Beer's Law,
because aspirin and ethanol do not form an ideal solution at the concentration considered.[235] A
simulation based on NRTL model relating the mole fraction of aspirin and density of the mixture
(Figure 5.2) was used for the conversions. Lastly, at low concentrations, aspirin reacted with water
to irreversibly form salicylic acid and acetic acid. Because the absolute ethanol used in the
experiment was highly hygroscopic, absorbance of ambient moisture was unavoidable. Diluted
samples of aspirin gradually converted to salicylic acid and changed UV absorbance reading,
75
resulting in incorrect absorbance readings.[236, 237] Fortunately, aspirin had a peak wavelength
at 276 nm' while salicylic acid had a peak wavelength at 302 nm-' on the UV spectrum. By
measuring the height at these two wavelengths concurrently and taking into account the 1 to 1
stoichiometry of the degradation reaction to create separate calibrations, we were able to back out
When all the sources of errors were accounted for, the
the correct aspirin concentration.
propagated errors of the concentration measurements were reduced to 0.4%.
1.5
1.4
1.2
*
,.
1.3
00
,.*
,
0.9
y = 0.3792x 3 - 0.9693x 2 + 1.2005x + 0.7932
2
= 0.9999
0.8 OfR
0.7
0
0.1
0.2
0.3
0.6
0.5
0.4
Mole Fraction Aspirin
0.7
0.8
0.9
1
Figure 5.2: Density of the aspirin/ethanol mixture as a function of mole fraction of aspirin in the
system based on NRTL model.
5.3.2 Growth constant determination from the desupersaturation experiments
The desupersaturation result based on different stir speeds for growing aspirin in ethanol on a
control polymer substrate is shown below in Figure 5.3. The experiments were conducted at an
approximate initial supersaturation of 1.24. Note that a paddle speed of 50 rpm corresponds to
approximately 8 cm/s average bulk velocity in the fluid, the 100 rpm speed doubles it to 16 cm/s.
The paddle speed were not increased above 100 rpm because the disk would be destabilized in
solution and secondary nucleation from turbulence started to occur. According to Figure 5.3,
increasing mass transfer rate in the system greatly increased the crystal growth rate. The intrinsic
surface incorporation kinetics were always faster because the growth rates remained mass transfer
76
. ..........
.... ..............
limited. Active convection to the otherwise stagnant solution (0 RPM) greatly accelerated crystal
growth at the supersaturation tested. The initial supersaturation used for the growth experiments
(1.24) was a lot lower than that for the nucleation experiments (1.8 and 2.4) in Chapter 4 of the
thesis. Preliminary experiments showed that in the absence of seeds in solution, stirring does not
initiate nucleation in the system after 24 hours. The absence of heterogeneous nucleation indicated
that the concentration decrease observed could be entirely attributed to crystal growth from the
existing seeds in the system. Figure 5.4 and 5.5 showed the growth rate comparison between
different patterned surfaces. Clearly, changing the surface material did not have a huge impact on
the crystal growth rate. This was expected because a good majority of the surface was already
covered with seeds, limiting the access to the polymer surface below. Even if a templating effect
that accelerated the intrinsic growth rate on the surface existed, it could not be observed because
the system was always in diffusion controlled regime up to 100 RPM stir rate.
e 0 RPM
e 100 RPM
e 50 RPM
-Equilibrium
140
4I
135
,
I
S
130
U
S
U
U
S
U
0
I
0
0
U
t 125
0
| 120
.
115
110
105
0
10
30
20
40
50
60
Time (minutes)
Figure 5.3: Desupersaturation experiment with a control polymer surface at various paddle
speeds.
77
*
:- - -
No Film
.-
0 Flat Film
M.-
- -
I I
60 degree film
0
I - .
*
85 degree film
__
--
_-
--
11
-
Equilibrium
140
-' 135
,
S
i
130
3,
1.
I
S
0
30
40
0
S
125
120
115
2 110
105
0
20
10
50
60
Time (minutes)
Figure 5.4: Desupersaturation experiment with different polymer surfaces at 50 RPM paddle
speed.
0
no film
0 flat film
0 60 degree film
0 85 degree film -
Equilibrium
140
40
0
135
I
130
8*
so
125
U0
S0
I
I
120
0
S
0
0
50
60
115
110
105
0
10
30
20
40
Time (minutes)
Figure 5.5: Desupersaturation experiment with different polymer surfaces at 50 RPM paddle
speed.
78
.."
11- I --
-,-
-
_
.
.............
- - -1 .: .
Once the concentration vs. time data was obtained from the batch desupersaturation experiment,
the growth rate constants was determined by taking the derivatives of the desupersaturation curves
based on the value of the derivatives at time 0. To do this, we first fitted the desupersaturation
curve to a quadratic equation of the form:
S = ao + a1 t + a2 t 2
Then we took the derivatives of the quadratic equation and evaluated them at t = 0. The equations
for determining the mass based growth rate constant Kg and the power of growth rate g is listed
below:
K
-
-So
+
So s0
+
2F 0
g=
g 3pL 0 A 7
So$'
-20
+
s'2
where
So= supersaturationat tO
S0
=
first derivative of desupersaturationcurve at tO
$o = second derivative of desupersaturationcurve at tO
Lo = averagesize of seeds
ATo= surface area of seeds at tO
F = shape factor ratio
The constant obtained for the control disk samples are shown below in Table 5.2. Note that under
enhanced mass transfer conditions, the growth power g was not unity, possibly because the mass
transfer was not entirely diffusion based, as we will show in the later section. The g for the 0 RPM
case using the quadratic fit was unrealistic. When no stirring was present, the growth of crystals
were slow enough that the concentration decrease during the 1 hour experiment was not significant.
Because taking the derivative is considered a spiking action and requires highly precise and well
behaved parent data, it was not suitable for the case when the noise in the data was comparable in
magnitude to the inherent trend.[238, 239]
79
Table 5.2: Crystal mass growth rate constants according to batch desupersaturation experiments
9
0 RPM
12.65
50 RPM
1.86
Kg
1.46 X 10-12
7.97 X 10-4
100 RPM
0.89
8.28 X 10-s
5.4 Simulation for steady state crystal growth over a flat disk
The constants obtained from the batch desupersaturation experiments were still considered
phenomenological, but it confirmed the mass-transfer limited nature in the case of aspirin crystal
growth kinetics under laminar-flow conditions. If we assumed that mass transfer was always
limiting, we could develop a better understanding of the boundary layer phenomena at the
crystal/solution interface by developing models that depend on first principle transport models.
It was reasonable to assume that the aspirin solution behaves like a Newtonian fluid, as the
solvent used is ethanol. Navier-Stokes equation naturally applied to the momentum balance in the
system. The mass transport in the system could also be described by classic transport equations
Momentum and mass transfer of a rotating liquid to a
including diffusion and convection.
stationary disk was of great interest to a number of industries. [240, 241] Analytical solutions have
been developed for some special cases. Most of the analytical solutions were aimed at studying
boundary layer mass transport phenomena at the leading edge of the disks.[242, 243] The general
approach adopted for this problem involved first solving the momentum balance in the system,
then applying the result of the momentum balance to solve the mass transport problem. The
axisymmetrical nature of the problem made polar coordinates suitable.
For solving the momentum balance of the system, the simplified Navier-Stokes Equations and
the conservation equation for this system were:
dZ2
dvr +va
1i
0 V6J
vr
Vrd
ar
+Vz
VrVO =
g+
r
az
a
a
ar
az
-(rvr)+-(rvz)=
___
= V
aZ2
0
The following boundary conditions were typically employed:
80
1. No-slip at the disk surface and the wall of the vessel;
2. The fluid velocity at the bottom of the paddle is rfl, where fl is the angular velocity of
the paddle;
3. Symmetry/non-penetration conditions at the vessel's bottom not covered by the disk.
To solve this problem, a mathematical model was set up in COMSOL Multiphysics with the
following configurations (Figure 5.6):
0.037
0.0257I
0.02-
I
0.0157
paddle
bottom
0.01-
vessel
Ph
0
0*
wall
vessel
bottom
rd
I
.0.005
-0.017
-0.015.
-0.02
r-O
-0.015 -0.01
-0.005 0
0.005
0.01
0.015
0.02
0.025
0.03
0.035 0.04
rd =
radius of polymer disk
Ph=
h eight of spinning paddle above film
0.045
0.05
0.(
Figure 5.6: Geometry setup for the disk mass transfer problem
The geometry to be solved focused on the liquid in between the bottom of the paddle, where the
solution was traveling at the bulk liquid velocity, and the top of the polymer disk, where the local
velocity was zero. At the vessel's bottom outside the diameter of the polymer disk, the velocity at
steady state was assumed to be non-penetrative. For this problem, we made several simplifications.
The first assumption was that the surface layer of the crystals remained reasonably flat during
crystal growth. In reality, depending on the density of the initial seed coverage and scattering of
the seeds, the surface could become very rough and disrupt the velocity profile on the surface. [244,
245] The second assumption was that growth of the crystal would not result in significant surface
81
growth in the y-direction. In reality, as the crystals grew bigger, the y-location of the polymer disk
would rise. However, it was reasonable to assume that the rate at which the polymer disk rose was
slow compared to the bulk velocity of the fluid and thus would not affect the steady-state boundary
layer analysis. At last, the model was steady-state because it did not incorporate any intrinsic
growth conditions at the disk surface. If a reaction term describing the consumption of the solute
species at the surface was included, the model would be able to approximate the batch crystallizer
setup in section 5.3.
Such a reaction term would require knowledge regarding the intrinsic
incorporation rates at the crystal surface, which we did not know experimentally.
A mesh was developed in the geometry space described above. The mesh was set up so that
the volume near the surface of the disk had more mesh points. The model was solved in COMSOL
and the magnitude of the velocity for the fluid at various locations was displayed in Figure 5.7.
The result showed that while the paddle was spinning at 100 rpm, most of the liquid in the gap
between the paddle's bottom and the disk surface remained stagnant. The velocity induced by the
paddle motion could only penetrate a small distance into the bulk fluid. The exception was the
velocities at the leading edge of the disk and outside which were nonzero. When examining the
cross section of the velocity profiles (Figure 5.8) at different radial positions, we determined that
near the outer disk radius, the velocity quickly reached approximately 20 percent of the bulk fluid
velocity. The leading edge effect quickly subsided as we moved closer to the center of the disk.
For the other parts of the disk, velocity close to the surface remained close to zero during steady
state. This meant that convection effects should only be significant at the leading edge locations,
and passive diffusion dominated mass transfer to the inner parts of the disk.
82
Surface: Velocity magnitude (m/s)
I
I
I
(3
I
I
A
0.13
0.025
0.12
0.02
paddle bottom
0.015
0.1
0.01-
0.08
0.005 -
Ph
vessel wall
0
0.06
-
0
vessel bottom
rd
-0.005 --
0.04
-
-0.01
0.02
-
-0.015
0
-0.005
0
0.005
0.01
0.015
0.02
0.025
rd=
radius of polymer film
Ph=
height of spinning paddle above film
0.03
0.035
0.04
0.045
Figure 5.7: Magnitude of velocity gradient in the system
83
V 0
-
0.95
-
0.9
Outer radius
Axis of symmetry
0.85
Mid radius
0.8
Close to outer radius
0.75
0.7
0.65
0.6
0.55
0
0.5
0.45
0.4
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0
0
0.1
0.2
0.5
0.4
0.3
0.7
0.6
0.8
0.9
1
z/Ph
Figure 5.8: Magnitude of velocity at various radial locations
Once the momentum balance was determined, a mass transport problem was setup over the
same geometry using the following transport equation:
ac
vr-+v
ar
ac
-=D
iz
(zz
+
l acac
r
rar
\r
Again, the boundary conditions were:
1. At the paddle height and vessel wall, the concentration was equal to bulk solution
concentration;
2. At the surface of the disk, the concentration was equal to saturation concentration at the
temperature of the surface;
3. Symmetry/non-penetration condition at the vessel's bottom not covered by the disk.
The geometry was setup the same as the one in Figure 5.6, and COMSOL was used to solve
the partial differential equation to generate the concentration profile in Figure 5.9. As we can
predict from the result of the momentum balance, for most of the space between the disk and the
paddle, a concentration gradient existed throughout the gap due to the diffusion dominated mass
transfer. At the leading edge where the velocity reached 20 percent of the bulk velocity, a thin
84
concentration boundary layer developed, resulting in much higher mass transfer rates locally.
Taking cross sectional snapshots at different radial locations (Figure 5.10) showed that the
concentration reaches bulk conditions 1/20 into the gap fluid at the leading edge. Despite relatively
stagnant hydrodynamic conditions, the mid-radial location reached approximately 90% of bulk
concentrations at a distance 1/20 into the gap fluid. At the center of the disk, mass transport was
still dominated by pure diffusion.
A 1.01
M 1
0.025
0.9
0.02
0.8
0.015
0.01
paddle bottom
[
0.7
0.6
vessel wall
0.005
0.5
0
0.4
vessel bottom
rd
-0.005
-0.01
0.3
0.2
I-
0.1
-0.015
0
-0.005
rd =
0
0.005
0.01
0.015
0.025
0.02
0.03
0.035
0.04
0.045
radius of polymer film
Ph= height of spinning paddle above film
Figure 5.9: Dimensionless concentration gradient in the system
85
V 0
'3
-
1
-
0.9
0.8
/-
0.7
0r
0
U
0.6
0.5
/0.4
--
--
-
u er r
d u
Aisoym
er
~~/
idr du
-/lototrrdu
0.3
0.2
0.1
0
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
z/Ph
Figure 5.10: Concentration profile at various radial locations
5.5 Dimensionless number correlations
The steady simulation in section 5.4 showed that the concentration boundary layer was much
thinner near the edge of the disk. The model was applicable for modeling an MSMPR crystallizer
with continuous addition and removal of polymer films. The size of the disk in the tank needed to
be increased for a higher throughput in commercial productions. Carrying out growth experiments
using large crystallizers would be unfavorable because of the capital cost associated with
equipment construction, raw material cost for the polymers and APIs to be tested, as well as
operating cost. Moreover, without knowing how to properly scale the equipment, sizing of the
crystallizer would be difficult.
Dimensionless numbers have been used in industry for scaling up various reactive systems.
Finding correlations between the dimensionless numbers in these systems help scaling up
86
equipment from lab scale to commercial scale. For the polymer disk based system, the center to
about 90% the radius is stagnant, and growth rate can be approximated by the diffusion rate
through a stagnant liquid media, which is invariant of the size of the system. The edge of the disk
is more interesting due to the existence of a boundary layer. Obtaining dimensionless correlations
for the edge of the disk is crucial for estimating the growth rate there.
The edge of the disk can be thought of as a flat plate with an entrance region, where a
momentum boundary layer and a concentration boundary layer exists. The temperature can be
assumed to be constant throughout the liquid media. The three dimensionless numbers relevant
for this analysis are the Reynolds Number (ReL), Schmidt Number (Sc), and Sherwood (ShL)
Number. The expressions for the dimensionless numbers are:
ReL =
pvL
it
,
I
Sc= p-,
pD
ShL=
ke L
D
D
The L in the subscripts and in the equation refers to the distance from the leading edge of the
polymer disk. D is the diffusivity of aspirin in ethanol, which can be estimated from the Wilke
Chang Equation to be 6.78x100-
m2/s. The density of the mixture p is estimated to be 850 kg/m2
based on the concentration of aspirin in ethanol. Viscosity p is assumed to be that of ethanol,
which is 1.4 cP. Based on these quantities, Sc is calculated to be a constant at 2419. Reynolds
Number is a function of L. As L increases, the linear velocity of the fluid decreases because the
location is closer to the center of the polymer disk. The other two quantities p and p can be
considered constants.
Sherwood Number requires knowledge of the effective mass transfer
coefficient ke, which is based on the process conditions used. For mass transfer to the polymer
disk, we can assume that the flux entering the boundary layer is equivalent to the exiting flux to
the surface of the polymer disk. The expression for the flux is:
N = kc(cb - ceq)
where
Cb
refers to the concentration of aspirin in bulk solution, and ceq refers to the equilibrium
aspirin concentration at the surface of the crystal. Both concentrations are known based on process
specifications and thermodynamics. We can also determine the flux at any radial location based
on the combined convection and diffusion, evaluated using the velocity and concentration profile
87
at the surface of the disk. The flux at various radial locations are shown below in Figure 5.11.
The focus of the dimensionless number analysis is at the leading edge of the polymer disk, which
is in between 0.9 to 1.0 on the dimensionless radial coordinates. The flux profile was fitted using
a polynomial fit for this portion as a function of L, and the average flux for a radial location is
determined by:
1r
Nav =-
0.003
S
s
1
2N1 R25
ir (rd - R2
2
L
JN(L)L dLd&
f
-
a
NdS =
0.0026
-
0.0028
* 0.0018
-
0.002
-
E
z0 0.0016
E
x 0.0014
-
0.0022
-
-
0.0024
0.001
-
0.0008
-
-
0.0012 -
-
0.0006
0.0004
0.0002
0
0.1
0.2
0.3
0.5
0.4
0.6
0.7
0.8
r/rd
Figure 5.11: Flux of aspirin at the surface of the polymer disk
88
0.9
1
Note here that R refers to the radial location corresponding to L, the leading edge position. Once
average flux is obtained, ShL can be determined according to its definition. Based on the conditions
in the crystallizer, we assume that Sherwood number scales with the following form:
ShL = ShLO + B ReL/ 2 Sc13
Note that the exponent for ReL is 1/2 because the Reynolds number is much larger than 1 for the
flow conditions considered. After performing a linear regression, the dimensionless correlation
for this system is determined to be (see Figure 5.12 for the fit):
ShL = -619.57 + 9 Re' 1 2 Sc'/3
1200
S
y = 9.0016x - 619.57
R2= 0.9752
1000
800
S...
.4
600
400
200
0
0
20
40
60
120
100
80
Re 1
2
Sc"
140
160
180
200
3
Figure 5.12: Dimensionless number correlation for mass transfer at leading edge of polymer
disk
89
Chapter 6: Conclusions and future work
6.1 Conclusions
In this thesis work, we aimed to develop a continuous crystallization process for small
molecule API compounds based on engineered polymer surfaces. First, we identified a library of
polymers that can be used and selected PVA as the model polymer based on its solution and film
properties. We also illustrated a rational approach for designing and fabricating PVA film surfaces
for increasing heterogeneous nucleation rate of different compounds and enable polymorph
selection. The design philosophy was to select prevalent angles between major faces of crystals
according to a selection of compounds, create substrate surfaces with indentations that include
these angles.
Nucleation induction time trends showed that heterogeneous nucleation rates were accelerated
by at least an order of magnitude in the presence of PVA due to the favorable interactions between
the model compounds and the polymer. Nucleation rates were further increased for patterned
substrates with matching geometries. Surface indentations with non-matching angles resulted in
faster nucleation rates than flat films but slower than matching geometries because they only
increased the effective area of the films and their roughness. X-ray diffraction was used to reveal
faces that preferentially interacted with the PVA side chains and to deduce possible arrangement
of solute molecules at the corners of the indentations. Combining X-ray data and morphology of
the crystal product, we suggest that matching geometries on the substrate enhanced nucleation of
compounds. In addition to enhancing nucleation rate, polymorph selection was possible in the
presence of the polymer substrate to yield a higher percentage of thermodynamically stable gamma
indomethacin. Offline Raman experiments and in-line morphology determination confirmed that
polymorph control of the final crystal product via kinetic control of the nucleation process was
viable. For the aspirin system, the 85 degree angle lead to the highest rate of nucleation; for the
polymorphic indomethacin system, XRPD results showed that gamma form preferentially formed
on the PVA films with 65 and 80 degree angles leading to the largest reduction in nucleation
induction time.
90
Kinetic Monte Carlo simulation showed that a crystallizer incorporating both nucleation and
crystal growth in the absence of active mass transfer would have too small a throughput and too
large a footprint to be useful. The main reasons were long average nucleation induction times and
slow crystal growth in the absence of convection. A set of batch desupersaturation experiments
showed that mass transfer limited growth dominate the crystal growth kinetics at low
supersaturations when nucleation events were suppressed. An increase in the bulk fluid velocity
increased the effective growth kinetics in the system when mass transfer kinetics. Steady state
modeling based on the first principle approach was performed using a combination of Navier
Stokes Equations and diffusion-convection mass transport equations.
The modeling result
demonstrated that for mass transfer from a moving fluid to a stationary surface, a thin momentum
and concentration boundary layer exist at the leading edge, which resulted in much higher local
mass transfer rates. In the absence of momentum boundary layers, mass transfer can only occur
via diffusion which resulted in slow growth kinetics. The first principle model was used to derive
dimensionless number correlations for the continuous crystallizer.
6.2 Future work
There are several areas worth continued investigations. The primary challenge that remain
unresolved at the thesis but is crucial for the process is the ability to fabricate large amount of
patterned films continuously to satisfy the throughput demands of an industrial pharmaceutical
process. In addition, formulation issues with using certain excipient polymers such as PVA was
not addressed in this thesis. It is possible that a combination of polymers can be mixed to produce
a film that is both suitable for crystallization while fulfilling their roles as excipient materials.
Finally, the selectivity of the patterned polymer in nucleating one API over the common impurities
was not addressed but would be imperative in demonstrating the usefulness of such polymers in a
separation process such as crystallization.
91
References
1.
Schaber, S.D., D.I. Gerogiorgis, R. Ramachandran, J.M. Evans, P.I. Barton, and B.L.
Trout, Economic analysis of integratedcontinuous and batch pharmaceutical
manufacturing:a case study. Industrial & Engineering Chemistry Research, 2011.
2.
50(17): p. 10083-10092.
DiMasi, J.A., R.W. Hansen, and H.G. Grabowski, The price of innovation: new estimates
3.
of drug development costs. Journal of Health Economics, 2003. 22(2): p. 151-185.
Poechlauer, P., J. Manley, R. Broxterman, B. Gregertsen, and M. Ridemark, Continuous
Processing in the Manufacture of Active PharmaceuticalIngredients and Finished
Dosage Forms: An Industry Perspective. Organic Process Research & Development,
2012.16(10): p. 1586-1590.
4.
Plumb, K., Continuousprocessing in the pharmaceuticalindustry: changing the mind set.
Chemical Engineering Research and Design, 2005. 83(6): p. 730-738.
5.
Lipsky, M.S. and L.K. Sharp, From idea to market: the drug approvalprocess. The
Journal of the American Board of Family Practice, 2001. 14(5): p. 362-367.
6.
7.
8.
9.
10.
Lawrence, X.Y., Pharmaceuticalquality by design: product andprocess development,
understanding, and control. Pharmaceutical research, 2008. 25(4): p. 781-791.
Levin, M., Pharmaceuticalprocess scale-up. 2001: CRC Press.
LaPorte, T.L. and C. Wang, Continuous processesfor the production of pharmaceutical
intermediatesand active pharmaceuticalingredients. Current opinion in drug discovery
& development, 2007. 10(6): p. 738-745.
McKenzie, P., S. Kiang, J. Tom, A.E. Rubin, and M. Futran, Can pharmaceuticalprocess
development become high tech? AIChE journal, 2006. 52(12): p. 3990-3994.
Cervera-Padrell, A.E., T. Skovby, S. Kiil, R. Gani, and K.V. Gernaey, Active
pharmaceuticalingredient(API) production involving continuousprocesses - A process
system engineering (PSE)-assisteddesignframework. European Journal of Pharmaceutics
11.
and Biopharmaceutics, 2012. 82(2): p. 437-456.
Boukouvala, F., V. Niotis, R. Ramachandran, F.J. Muzzio, and M.G. Ierapetritou, An
integratedapproachfor dynamic flowsheet modeling and sensitivity analysis of a
continuous tablet manufacturingprocess. Computers & Chemical Engineering, 2012.
12.
42(0): p. 30-47.
Wong, S.Y., A.P. Tatusko, B.L. Trout, and A.S. Myerson, Development of continuous
crystallizationprocesses using a single-stage mixed-suspension, mixed-product removal
crystallizer with recycle. Crystal Growth & Design, 2012. 12(11): p. 5701-5707.
13.
Garside, J. and M.B. Shah, Crystallizationkinetics from MSMPR crystallizers. Industrial
14.
& Engineering Chemistry Process Design and Development, 1980. 19(4): p. 509-514.
Moschou, P., M.H. de Croon, J. van der Schaaf, and J.C. Schouten, Advances in
continuous crystallization: toward microfluidic systems. Reviews in Chemical
Engineering, 2014. 30(2): p. 127-138.
15.
Moore, J.S. and K.F. Jensen, "Batch" Kinetics in Flow: Online IR Analysis and
16.
Continuous Control. Angewandte Chemie, 2014. 126(2): p. 480-483.
Chow, K., H.H. Tong, S. Lum, and A.H. Chow, Engineering ofpharmaceutical
materials: An industrialperspective. Journal of pharmaceutical sciences, 2008. 97(8): p.
2855-2877.
17.
Hilfiker, R., Polymorphism: in the pharmaceuticalindustry. 2006: John Wiley & Sons.
92
18.
Sun, C. and D.J. Grant, Influence of crystal structure on the tableting properties of
sulfamerazine polymorphs. Pharmaceutical research, 2001. 18(3): p. 274-280.
19.
Gohel, M. and P.D. Jogani, A review of co-processed directly compressible excipients. J
20.
Pharm Pharm Sci, 2005. 8(1): p. 76-93.
Hancock, B.C., J.T. Colvin, M.P. Mullarney, and A.V. Zinchuk, Pharmaceutical
powders, blends, dry granulations,and immediate-releasetablets. Pharmaceutical
21.
technology, 2003.
TEICHMAN, R.F., L.F. FALLON, and P.W. BRANDT-RAUF, Health effects on
workers in the pharmaceuticalindustry: a review. Occupational Medicine, 1988. 38(3):
p. 55-57.
22.
Hans, L., New trends in the production of pharmaceuticalgranules: batch versus
23.
continuousprocessing. European Journal of Pharmaceutics and Biopharmaceutics, 2001.
52(3): p. 289-296.
Keleb, E.I., A. Vermeire, C. Vervaet, and J.P. Remon, Continuous twin screw extrusion
for the wet granulationof lactose. International Journal of Pharmaceutics, 2002. 239(1-
2): p. 69-80.
24.
Tan, L., A.J. Carella, Y. Ren, and J.B. Lo, Process optimizationforcontinuous extrusion
wet granulation. Pharmaceutical Development and Technology, 2011. 16(4): p. 302-315.
25.
Kristensen, H.G. and T. Schaefer, Granulation:A review on pharmaceuticalwet-
26.
granulation. Drug Development and Industrial Pharmacy, 1987. 13(4-5): p. 803-872.
Quon, J.L., K. Chadwick, G.P.F. Wood, I. Sheu, B.K. Brettmann, A.S. Myerson, and
B.L. Trout, Templated Nucleation of Acetaminophen on SphericalExcipient
27.
Agglomerates. Langmuir, 2013. 29(10): p. 3292-3300.
Chadwick, K., J. Chen, A.S. Myerson, and B.L. Trout, Toward the Rational Design of
Crystalline Surfacesfor Heteroepitaxy:Role of Molecular Functionality.Crystal Growth
28.
& Design, 2012. 12(3): p. 1159-1166.
Svanberg, L., L. Ahrn6, N. Lordn, and E. Windhab, Effect of sugar, cocoa particlesand
lecithin on cocoa butter crystallisationin seeded and non-seeded chocolate model
29.
systems. Journal of Food Engineering, 2011. 104(1): p. 70-80.
Rong, L., H. Komatsu, I. Yoshizaki, A. Kadowaki, and S. Yoda, Protein crystallization
by using porous glass substrate. Journal of synchrotron radiation, 2004. 11(1): p. 27-29.
30.
Aizenberg, J., A.J. Black, and G.M. Whitesides, Control of crystal nucleation by
patternedself-assembled monolayers. Nature, 1999. 398(6727): p. 495-498.
31.
Diao, Y., K.E. Whaley, M.E. Helgeson, M.A. Woldeyes, P.S. Doyle, A.S. Myerson, T.A.
Hatton, and B.L. Trout, Gel-Induced Selective Crystallizationof Polymorphs. Journal of
32.
the American Chemical Society, 2011. 134(1): p. 673-684.
Diao, Y., M.E. Helgeson, Z.A. Siam, P.S. Doyle, A.S. Myerson, T.A. Hatton, and B.L.
Trout, Nucleation under Soft Confinement: Role of Polymer-Solute Interactions. Crystal
Growth & Design, 2012. 12(1): p. 508-517.
33.
Yoon, J., J. Kim, and R.C. Hayward, Nucleation, growth, and hysteresis of surface
creases on swelled polymer gels. Soft Matter, 2010. 6(22): p. 5807-5816.
34.
Ilevbare, G.A., H.Y. Liu, K.J. Edgar, and L.S. Taylor, UnderstandingPolymer Properties
Importantfor Crystal Growth Inhibition-Impactof Chemically Diverse Polymers on
Solution Crystal Growth of Ritonavir. Crystal Growth & Design, 2012. 12(6): p. 3133-
3143.
93
35.
Harland, J., S. Henderson, S. Underwood, and W. Van Megen, Observation of
36.
acceleratednucleation in dense colloidalfluidsof hard sphere particles. Physical review
letters, 1995. 75(19): p. 3572.
Myerson, A.S., Handbook of industrialcrystallization. 2nd ed. 2002, Boston:
Butterworth-Heinemann. xiii, 313 p.
37.
Liu, X., Heterogeneous nucleation or homogeneous nucleation?The Journal of Chemical
Physics, 2000. 112(22): p. 9949-9955.
38.
Chung, S.H., D.L. Ma, and R.D. Braatz, Optimal seeding in batch crystallization. The
Canadian journal of chemical engineering, 1999. 77(3): p. 590-596.
39.
Paul, E.L., H.-H. Tung, and M. Midler, Organic crystallizationprocesses. Powder
technology, 2005. 150(2): p. 133-143.
40.
Bohlin, M. and A.C. Rasmuson, Application of controlled cooling and seeding in batch
crystallization.The Canadian Journal of Chemical Engineering, 1992. 70(1): p. 120-126.
41.
Gu, C.H., V. Young, and D.J. Grant, Polymorph screening: Influence of solvents on the
rate of solvent - mediatedpolymorphic transformation. Journal of pharmaceutical
sciences, 2001. 90(11): p. 1878-1890.
42.
Cardew, P. and R. Davey. The kinetics of solvent-mediated phase transformations. in
Proceedingsof the Royal Society of London A: Mathematical, Physical and Engineering
Sciences. 1985. The Royal Society.
43.
Davey, R.J., Crystallization:How come you look so good? Nature, 2004. 428(698 1): p.
374-375.
44.
Geankoplis, C., Transportprocesses and separationprocessprinciples (includes unit
operations). 2003: Prentice Hall Press.
45.
Lopker, E.B. and J.E.M. Stoltz, Continuousfiltrationprocess and apparatustherefor.
46.
1958, Google Patents.
Rowe, R.C., P.J. Sheskey, M.E. Quinn, A.P. Association, and P. Press, Handbook of
pharmaceuticalexcipients. Vol. 6. 2009: Pharmaceutical press London.
47.
Callister, W.D. and D.G. Rethwisch, Materials science and engineering: an introduction.
Vol. 7. 2007: Wiley New York.
48.
Williams, M.L., R.F. Landel, and J.D. Ferry, The temperature dependence of relaxation
mechanisms in amorphouspolymers and other glass-forming liquids. Journal of the
American Chemical society, 1955. 77(14): p. 3701-3707.
49.
Hancock, B.C. and G. Zografi, The relationshipbetween the glass transition temperature
and the water content of amorphouspharmaceuticalsolids. Pharmaceutical Research,
1994. 11(4): p. 471-477.
50.
Richard, A., Interface and surface effects on the glass-transitiontemperature in thin
polymerfilms. Faraday Discussions, 1994. 98: p. 219-230.
51.
52.
53.
Bhiler, V., Polyvinylpyrrolidone excipientsfor pharmaceuticals:Povidone,
crospovidone and copovidone. 2005: Springer Science & Business Media.
Ammar, H. and R. Khalil, Preparationand evaluation of sustained-releasesolid
dispersionsof drugs with Eudragitpolymers. Drug development and industrial pharmacy,
1997. 23(11): p. 1043-1054.
Quinteros, D.A., V.R. Rigo, A.F.J. Kairuz, M.E. Olivera, R.H. Manzo, and D.A.
Allemandi, Interaction between a cationic polymethacrylate (EudragitE100) and anionic
drugs. european journal of pharmaceutical sciences, 2008. 33(1): p. 72-79.
94
54.
Schwarz, W., PVP: a critical review of the kinetics and toxicology of
polyvinylpyrrolidone (povidone). 1990: CRC Press.
55.
The DFG Graduate School Gottingen Polymer Thin Films. 2015.
56.
Ulman, A., An Introduction to Ultrathin Organic Films: From Langmuir--Blodgettto
Self--Assembly. 2013: Academic press.
57.
Norrman, K., A. Ghanbari-Siahkali, and N. Larsen, 6 Studies of spin-coatedpolymer
films. Annual Reports Section" C"(Physical Chemistry), 2005. 101: p. 174-201.
58.
Pawlowski, L., The science and engineering of thermal spray coatings. 2008: John Wiley
59.
& Sons.
Mesbah, A., A.N. Ford Versypt, X. Zhu, and R.D. Braatz, Nonlinearmodel-based control
&
of thin-film dryingfor continuous pharmaceuticalmanuJfacturing. Industrial
Engineering Chemistry Research, 2013. 53(18): p. 7447-7460.
60.
Tharanathan, R., Biodegradablefilms and composite coatings:past, present andfuture.
Trends in Food Science & Technology, 2003. 14(3): p. 71-78.
61.
Jones, D.S., A.D. Woolfson, and A.F. Brown, Textural, viscoelastic and mucoadhesive
propertiesof pharmaceuticalgels composed of cellulose polymers. International journal
62.
of pharmaceutics, 1997. 151(2): p. 223-233.
loelovich, M., Cellulose as a nanostructuredpolymer: a short review. BioResources,
2008. 3(4): p. 1403-1418.
63.
Cleland, J.L. and A.J. Jones, Excipient stabilization ofpolypeptides treatedwith organic
64.
solvents. 1996, Google Patents.
Schafroth, N., C. Arpagaus, U.Y. Jadhav, S. Makne, and D. Douroumis, Nano and
microparticleengineering of water insoluble drugs using a novel spray-drying process.
Colloids and Surfaces B: Biointerfaces, 2012. 90: p. 8-15.
65.
Houchin, M. and E. Topp, Chemical degradationof peptides and proteins in PLGA: a
review of reactionsand mechanisms. Journal of pharmaceutical sciences, 2008. 97(7): p.
66.
2395-2404.
U.S. Food and Drug Administration, Guidancefor Industry. 2012.
67.
Snyder, L., Classificationof the solvent propertiesof common liquids. Journal of
Chromatography A, 1974. 92(2): p. 223-230.
68.
Briscoe, B., P. Luckham, and S. Zhu, The effects of hydrogen bonding upon the viscosity
of aqueous poly (vinyl alcohol) solutions. Polymer, 2000. 41(10): p. 3851-3860.
69.
Cai, W. and R.B. Gupta, Hydrogels. Kirk-Othmer encyclopedia of chemical technology,
2002.
70.
DeMerlis, C. and D. Schoneker, Review of the oral toxicity of polyvinyl alcohol (PVA).
Food and Chemical Toxicology, 2003.41(3): p. 319-326.
71.
Krishna, N. and F. Brow, Polyvinyl alcohol as an ophthalmic vehicle: Effect on
regenerationof corneal epithelium. American journal of ophthalmology, 1964. 57(l): p.
99-106.
72.
Patton, T.F. and J.R. Robinson, Ocularevaluation of polyvinyl alcohol vehicle in rabbits.
Journal of pharmaceutical sciences, 1975. 64(8): p. 1312-1316.
73.
Carstensen, J., J.P. Marty, and F. Puisieux, Bonding mechanisms and hysteresis areas in
compression cycle plots. Journal of pharmaceutical sciences, 1981. 70(2): p. 222-223.
74.
Thanoo, B.C., M.C. Sunny, and A. Jayakrishnan, ControlledRelease of Oral Drugsfrom
Cross-linkedPolyvinyl Alcohol Microspheres. Journal of Pharmacy and Pharmacology,
1993. 45(1): p. 16-20.
95
75.
Wan, L.S. and L. Lim, Drug releasefrom heat-treatedpolyvinyl alcoholfilms. Drug
76.
development and industrial pharmacy, 1992. 18(17): p. 1895-1906.
Santander-Ortega, M., T. Stauner, B. Loretz, J. Ortega-Vinuesa, D. Bastos-Gonzailez, G.
Wenz, U. Schaefer, and C. Lehr, Nanoparticlesmade from novel starch derivativesfor
77.
transdermaldrug delivery. Journal of controlled release, 2010. 141(1): p. 85-92.
Baker, M.I., S.P. Walsh, Z. Schwartz, and B.D. Boyan, A review ofpolyvinyl alcohol and
its uses in cartilageand orthopedicapplications. Journal of Biomedical Materials
78.
79.
80.
Research Part B: Applied Biomaterials, 2012. 100(5): p. 1451-1457.
Marten, F.L., Vinyl alcohol polymers. Kirk-Othmer Encyclopedia of Chemical
Technology, 2000.
Solaro, R., A. Corti, and E. Chiellini, Biodegradationof poly (vinyl alcohol) with
different molecularweights and degree of hydrolysis. Polymers for Advanced
Technologies, 2000. 11(8 - 12): p. 873-878.
Fetters, L., D. Lohse, D. Richter, T. Witten, and A. Zirkel, Connection between polymer
molecular weight, density, chain dimensions, and melt viscoelasticproperties.
Macromolecules, 1994. 27(17): p. 4639-4647.
81.
82.
Lopes, J.F.A.S., C, Solubility of Polyvinyl Alcohol in Ethanol. 2014.
Mallapragada, S.K. and N.A. Peppas, Dissolution mechanism of semicrystallinepoly
83.
(vinyl alcohol) in water. Journal of Polymer Science-B-Polymer Physics Edition, 1996.
34(7): p. 1339-1346.
Hebeish, A., N. Ibrahim, M.A. Shosha, and H. Fahmy, Rheological behavior of some
polymeric sizing agents alone and in admixtures. Polymer-Plastics Technology and
84.
Engineering, 1996. 35(4): p. 517-543.
Gao, H.W., R.J. Yang, J.Y. He, and L. Yang, Rheological behaviors of PVA/H20
solutions of high -polymer concentration. Journal of applied polymer science, 2010.
85.
116(3): p. 1459-1466.
Poslinski, A., M. Ryan, R. Gupta, S. Seshadri, and F. Frechette, Rheological Behavior of
Filled Polymeric Systems L Yield Stress and Shear - Thinning Effects. Journal of
Rheology (1978-present), 1988. 32(7): p. 703-735.
86.
Fletcher, N., Size effect in heterogeneous nucleation. The Journal of chemical physics,
1958. 29(3): p. 572-576.
87.
Turnbull, D., Kinetics of heterogeneous nucleation. The Journal of Chemical Physics,
88.
1950. 18(2): p. 198-203.
Lazaridis, M., 0. Hov, and K. Eleftheriadis, Heterogeneous nucleation on rough
surfaces: implications to atmospheric aerosols. Atmospheric research, 2000. 55(2): p.
103-113.
89.
90.
Liu, Y.-X., X.-J. Wang, J. Lu, and C.-B. Ching, Influence of the Roughness, Topography,
and PhysicochemicalPropertiesof Chemically Modified Surfaces on the Heterogeneous
Nucleation of Protein Crystals. The Journal of Physical Chemistry B, 2007. 111(50): p.
13971-13978.
Mannsfeld, S.C., A.L. Briseno, S. Liu, C. Reese, M.E. Roberts, and Z. Bao, Selective
nucleation of organicsingle crystalsfrom vapor phase on nanoscopically rough surfaces.
91.
Advanced Functional Materials, 2007. 17(17): p. 3545-3553.
Kadam, S.S., H.J. Kramer, and J.H. ter Horst, Combinationof a single primary
nucleation event and secondary nucleation in crystallizationprocesses. Crystal Growth
& Design, 2011. 11(4): p. 1271-1277.
96
92.
Evans, T., G. Margolis, and A. Sarofim, Mechanisms of secondary nucleation in agitated
crystallizers. AIChE Journal, 1974. 20(5): p. 950-958.
93.
Ottens, E.P. and E.J. de Jong, A modelfor secondary nucleation in a stirredvessel
94.
cooling crystallizer. Industrial & Engineering Chemistry Fundamentals, 1973. 12(2): p.
179-184.
Diao, Y., A.S. Myerson, T.A. Hatton, and B.L. Trout, Surface Designfor Controlled
Crystallization:The Role of Surface Chemistry andNanoscale Pores in Heterogeneous
95.
Nucleation. Langmuir, 2011. 27(9): p. 5324-5334.
Pimpinelli, A. and J. Villain, Physics of crystal growth. Vol. 53. 1998: Cambridge
university press Cambridge.
96.
Page, A.J. and R.P. Sear, Crystallization Controlledby the Geometry of a Surface.
97.
Journal of the American Chemical Society, 2009. 131(48): p. 17550-17551.
Diao, Y., T. Harada, A.S. Myerson, T.A. Hatton, and B.L. Trout, The role of nanopore
98.
99.
shape in surface-inducedcrystallization. Nature Materials, 2011. 10(11): p. 867-871.
Haynes, C.L. and R.P. Van Duyne, Nanosphere lithography: a versatile nanofabrication
toolfor studies of size-dependent nanoparticleoptics. The Journal of Physical Chemistry
B, 2001. 105(24): p. 5599-5611.
Harrison, C., M. Park, R. Register, D. Adamson, P. Mansky, and P. Chaikin, Method of
nanoscalepatterning and products made thereby. 1999, Google Patents.
100.
Jeon, S., V. Malyarchuk, J.A. Rogers, and G.P. Wiederrecht, Fabricatingthreedimensional nanostructuresusing two photon lithography in a single exposure step.
Optics Express, 2006. 14(6): p. 2300-2308.
101.
Lu, C. and R. Lipson, Interference lithography: a powerful toolfor fabricatingperiodic
102.
structures. Laser & Photonics Reviews, 2010. 4(4): p. 568-580.
Hobbs, D.S., B.D. McLeod, A.F. Kelsey, M.A. Leclerc, and E. Sabatino III. Automatedinterference-lithography-basedsystems for generationof submicron-featuresize patterns.
in Symposium on Micromachining and Microfabrication. 1999. International Society for
103.
Optics and Photonics.
Colburn, M., S.C. Johnson, M.D. Stewart, S. Damle, T.C. Bailey, B. Choi, M. Wedlake,
T.B. Michaelson, S. Sreenivasan, and J.G. Ekerdt. Step andflash imprint lithography: a
new approachto high-resolutionpatterning. in Microlithography'99. 1999. International
104.
Society for Optics and Photonics.
Colburn, M., T. Bailey, B. Choi, J. Ekerdt, S. Sreenivasan, and C. Willson, Development
and advantages of step-and-flash lithography. Solid State Technology, 2001. 44(7): p.
105.
67-80.
Bailey, T., S. Johnson, S. Sreenivasan, J. Ekerdt, C. Willson, and D. Resnick, Step and
Flash Imprint Lithography:An Efficient Nanoscale PrintingTechnology. Journal of
photopolymer science and Technology, 2002. 15(3): p. 481-486.
106.
Nakajima, A., K. Hashimoto, and T. Watanabe, Recent studies on super-hydrophobic
107.
films. Monatshefte fur Chemie/Chemical Monthly, 2001. 132(1): p. 31-41.
Yu, M., G. Gu, W.-D. Meng, and F.-L. Qing, Superhydrophobiccotton fabric coating
based on a complex layer of silica nanoparticlesand perfluorooctylatedquaternary
ammonium silane coupling agent. Applied surface science, 2007. 253(7): p. 3669-3673.
108.
Artus, G.R., S. Jung, J. Zimmermann, H.P. Gautschi, K. Marquardt, and S. Seeger,
Silicone nanofilaments and their applicationas superhydrophobiccoatings. Advanced
Materials, 2006. 18(20): p. 2758-2762.
97
109.
Fagan, M.D., B.H. Kim, and D. Yao, A novel processfor continuous thermal embossing
of large - area nanopatternsonto polymerfilms. Advances in Polymer Technology,
2009. 28(4): p. 246-256.
110.
Becker, H. and U. Heim, Hot embossing as a method for the fabrication of polymer high
aspect ratio structures. Sensors and Actuators A: Physical, 2000. 83(1-3): p. 130-135.
111.
del Campo, A. and E. Arzt, Fabricationapproachesfor generating complex micro-and
nanopatternson polymeric surfaces. Chemical reviews, 2008. 108(3): p. 911-945.
112.
Park, J., E. Lee, N.M. Hwang, M. Kang, S.C. Kim, Y. Hwang, J.G. Park, H.J. Noh, J.Y.
Kim, and J.H. Park, One - nanometer - scale size - controlled synthesis of monodisperse
magnetic Iron oxide nanoparticles.Angewandte Chemie, 2005. 117(19): p. 2932-2937.
113.
Cheon, J., N.-J. Kang, S.-M. Lee, J.-H. Lee, J.-H. Yoon, and S.J. Oh, Shape evolution qf
single-crystallineiron oxide nanocrystals. Journal of the American Chemical Society,
2004. 126(7): p. 1950-1951.
114.
William, W., Synthesis of monodisperse iron oxide nanocrystals by thermal
decomposition of iron carboxylate salts. Chemical Communications, 2004(20): p. 2306-
2307.
115.
Khanh, N.N. and K.B. Yoon, Facile Organizationof Colloidal Particlesinto Large,
Perfect One- and Two-DimensionalArrays by Dry Manual Assembly on Patterned
Substrates. Journal of the American Chemical Society, 2009. 131(40): p. 14228-14230.
116.
117.
Wang, W. and B. Gu, Self-assembly of two-and three-dimensionalparticlearrays by
manipulatingthe hydrophobicity of silica nanospheres. The Journal of Physical
Chemistry B, 2005. 109(47): p. 22175-22180.
Brott, L.L., R.R. Naik, D.J. Pikas, S.M. Kirkpatrick, D.W. Tomlin, P.W. Whitlock, S.J.
Clarson, and M.O. Stone, Ultrafastholographicnanopatterningof biocatalytically
formed silica. Nature, 2001. 413(6853): p. 291-293.
118.
Ferry, J.D., Mechanicalproperties of substances of high molecular weight. VI.
Dispersion in concentratedpolymer solutions and its dependence on temperature and
concentration. Journal of the American Chemical Society, 1950. 72(8): p. 3746-3752.
119.
Berry, G.C. and T.G. Fox, The viscosity of polymers and their concentratedsolutions.
120.
James, D.F. and D. McLaren, The laminarflow of dilute polymer solutions through
1968: Springer.
porous media. Journal of Fluid Mechanics, 1975. 70(04): p. 733-752.
121.
Heckele, M., W. Bacher, and K. Mtiller, Hot embossing-the molding technique for plastic
microstructures. Microsystem technologies, 1998. 4(3): p. 122-124.
122.
Scheer, H.-C. and H. Schulz, A contribution to the flow behaviourof thin polymerfilms
during hot embossing lithography. Microelectronic Engineering, 2001. 56(3): p. 311-332.
123.
Schift, H., L. Heyderman, M.A. Der Maur, and J. Gobrecht, Patternformation in hot
embossing of thin polymerfilms. Nanotechnology, 2001. 12(2): p. 173.
124.
Worgull, M., M. Heckele, J. HAStu, and K. Kabanemi, Modeling and optimization of the
hot embossing processfor micro-and nanocomponentfabrication.Journal of
125.
Micro/Nanolithography, MEMS, and MOEMS, 2006. 5(1): p. 011005-011005-13.
Schift, H., C. David, M. Gabriel, J. Gobrecht, L. Heyderman, W. Kaiser, S. K6ppel, and
L. Scandella, Nanoreplicationin polymers using hot embossing and injection molding.
Microelectronic Engineering, 2000. 53(1): p. 171-174.
126.
He, Y., J.-Z. Fu, and Z.-C. Chen, Research on optimization of the hot embossing process.
Journal of Micromechanics and Microengineering, 2007. 17(12): p. 2420.
98
127.
Guo, L.J., Nanoimprint lithography:methods and material requirements. ADVANCED
MATERIALS-DEERFIELD BEACH THEN WEINHEIM-, 2007.19(4): p. 495.
128.
Lee, H. and G.-Y. Jung, Full wafer scale near zero residual nano-imprintinglithography
using UV curable monomer solution. Microelectronic Engineering, 2005. 77(l): p. 42-47.
129.
Scheer, H.-C., H. Schulz, T. Hoffmann, and C.S. Torres, Problems of the nanoimprinting
&
techniquefor nanometer scale pattern definition. Journal of Vacuum Science
Technology B, 1998. 16(6): p. 3917-3921.
130.
131.
132.
Kawamura, Y., K. Toyoda, and S. Namba, Deep uv submicron lithography by using a
pulsed high -power excimer laser. Journal of Applied Physics, 1982. 53(9): p. 6489-
6490.
Qin, D., Y. Xia, and G.M. Whitesides, Soft lithographyfor micro-and nanoscale
patterning. Nature protocols, 2010. 5(3): p. 491-502.
Tseng, A., K. Chen, C.D. Chen, and K.J. Ma, Electron beam lithography in nanoscale
fabrication: recent development. Electronics Packaging Manufacturing, IEEE
Transactions on, 2003. 26(2): p. 141-149.
133.
Norman S, A., Photoinitiatorsfor UV and visible curing of coatings: Mechanisms and
134.
properties. Journal of Photochemistry and Photobiology A: Chemistry, 1996. 100(1-3): p.
101-107.
Muggli, D.S., A.K. Burkoth, S.A. Keyser, H.R. Lee, and K.S. Anseth, Reaction Behavior
of Biodegradable, Photo-Cross-LinkablePolyanhydrides. Macromolecules, 1998. 31(13):
p. 4120-4125.
Q.
and M.D. Ward, Crystallization under nanoscale confinement. Chem. Soc.
135.
Jiang,
136.
Rev., 2014. 43(7): p. 2066-2079.
Shah, U.V., C. Amberg, Y. Diao, Z. Yang, and J.Y. Heng, Heterogeneous nucleantsfor
crystallogenesisand bioseparation.Current Opinion in Chemical Engineering, 2015. 8:
p. 69-75.
137.
Hamad, S., S. Cristol, and C.R.A. Catlow, Surface structures and crystal morphology of
ZnS: Computationalstudy. The Journal of Physical Chemistry B, 2002. 106(42): p.
11002-11008.
138.
DeOliveira, D.B. and R.A. Laursen, Control of calcite crystal morphology by a peptide
designed to bind to a specific surface. Journal of the American Chemical Society, 1997.
119(44): p. 10627-10631.
139.
Hartman, P. and W. Perdok, On the relationsbetween structure and morphology of
crystals. I. Acta Crystallographica, 1955. 8(1): p. 49-52.
140.
Owa, S. and H. Nagasaka. Immersion lithography; its potentialperformance and issues.
2003. Santa Clara, CA, USA: SPIE.
141.
Owa, S. and H. Nagasaka, Advantage andfeasibility of immersion lithography. Journal of
Microlithography, Microfabrication, and Microsystems, 2004. 3(1): p. 97-103.
142.
Grigorescu, A.E. and C.W. Hagen, Resists for sub-20-nm electron beam lithography with
afocus on HSQ: state of the art. Nanotechnology, 2009. 20(29): p. 292001.
143.
Vieu, C., F. Carcenac, A. Pepin, Y. Chen, M. Mejias, A. Lebib, L. Manin-Ferlazzo, L.
Couraud, and H. Launois, Electron beam lithography: resolution limits and applications.
144.
Applied Surface Science, 2000. 164(1): p. 111-117.
Savas, T.A., M. Farhoud, H.I. Smith, M. Hwang, and C.A. Ross, Propertiesof large-area
nanomagnet arrays with 100 nm period made by interferometriclithography. Journal of
Applied Physics, 1999. 85(8): p. 6160-6162.
99
145.
Switkes, M., T.M. Bloomstein, and M. Rothschild, Patterning of sub-50 nn dense
features with space-invariant157 nm interference lithography. Applied Physics Letters,
146.
2000. 77(20): p. 3149-3151.
Farhoud, M., M. Hwang, H.I. Smith, M.L. Schattenburg, J.M. Bae, K. Youcef-Toumi,
and C.A. Ross, Fabricationof large area nanostructuredmagnets by interferometric
147.
lithography. Magnetics, IEEE Transactions on, 1998. 34(4): p. 1087-1089.
Farhoud, M., J. Ferrera, A.J. Lochtefeld, T.E. Murphy, M.L. Schattenburg, J. Carter, C.A.
Ross, and H.I. Smith, Fabricationof 200 nm period nanomagnet arrays using
interference lithographyand a negative resist. Journal of Vacuum Science & Technology
148.
B: Microelectronics and Nanometer Structures, 1999. 17(6): p. 3182-3185.
Savas, T.A., M.L. Schattenburg, J.M. Carter, and H.I. Smith, Large&#x2010;area
achromatic interferometriclithographyfor 100 nm period gratings and grids. Journal of
149.
Vacuum Science & Technology B: Microelectronics and Nanometer Structures, 1996.
14(6): p. 4167-4170.
Jang, J.H., C.K. Ullal, M. Maldovan, T. Gorishnyy, S. Kooi, C. Koh, and E.L. Thomas,
3D Micro - and Nanostructures via Interference Lithography. Advanced Functional
150.
Materials, 2007. 17(16): p. 3027-3041.
Xie, Q., M. Hong, H. Tan, G. Chen, L. Shi, and T. Chong, Fabricationof nanostructures
with laser interference lithography. Journal of alloys and compounds, 2008. 449(1): p.
151.
261-264.
Stewart, M.D., S.C. Johnson, S.V. Sreenivasan, D.J. Resnick, and C.G. Willson,
Nanofabricationwith step andflash imprint lithography. Journal of
Micro/Nanolithography, MEMS, and MOEMS, 2005. 4(1): p. 011002-011002-6.
152.
Peng, L., Y. Deng, P. Yi, and X. Lai, Micro hot embossing of thermoplasticpolymers: a
review. Journal of Micromechanics and Microengineering, 2014. 24(1): p. 013001.
153.
Worgull, M., Hot embossing: theory and technology of microreplication.2009: William
154.
Andrew.
John, J., Y. Tang, J.P. Rothstein, J.J. Watkins, and K.R. Carter, Large-area, continuous
roll-to-rollnanoimprintingwith PFPEcomposite molds. Nanotechnology, 2013. 24(50):
p. 505307.
155.
Kooy, N., K. Mohamed, L.T. Pin, and O.S. Guan, A review of roll-to-roll nanoimprint
156.
lithography. Nanoscale research letters, 2014. 9(1): p. 1-13.
Abu Bakar, M.R., Z.K. Nagy, A.N. Saleemi, and C.D. Rielly, The Impact of Direct
Nucleation Control on Crystal Size Distribution in PharmaceuticalCrystallization
Processes. Crystal Growth & Design, 2009. 9(3): p. 1378-1384.
157.
Marsh, B., Crystalsize distribution(CSD) in rocks and the kinetics and dynamics of
crystallization. Contributions to Mineralogy and Petrology, 1988. 99(3): p. 277-291.
158.
Naka, K. and Y. Chujo, Control of Crystal Nucleation and Growth of Calcium Carbonate
159.
by Synthetic Substrates. Chemistry of Materials, 2001. 13(10): p. 3245-3259.
Lopez-Mejias, V., J.L. Knight, C.L. Brooks, and A.J. Matzger, On the Mechanism of
CrystallinePolymorph Selection by Polymer Heteronuclei. Langmuir, 2011. 27(12): p.
7575-7579.
160.
Ottens, E., A. Janse, and E. De Jong, Secondary nucleation in a stirredvessel cooling
crystallizer. Journal of Crystal Growth, 1972. 13: p. 500-505.
161.
Ulrich, J. and C. Strege, Some aspects of the importance of metastable zone width and
nucleation in industrialcrystallizers. Journal of crystal Growth, 2002. 237: p. 2130-2135.
100
162.
Oxtoby, D.W., Homogeneous nucleation: theory and experiment. Journal of Physics:
Condensed Matter, 1992. 4(38): p. 7627.
163.
Katz, J.L. and M.D. Donohue, A kinetic approachto homogeneous nucleation theory.
Advances in Chemical Physics, edited by I. Prigogine and SA Rice, 1979. 40: p. 137-155.
164.
Kashchiev, D. and G. Van Rosmalen, Review: nucleation in solutions revisited. Crystal
Research and Technology, 2003. 38(7 - 8): p. 555-574.
165.
Erdemir, D., A.Y. Lee, and A.S. Myerson, Nucleation of crystalsfrom solution: classical
166.
and two-step models. Accounts of chemical research, 2009. 42(5): p. 621-629.
Lee, A.Y., I.S. Lee, S.S. Dette, J. Boerner, and A.S. Myerson, Crystallizationon confined
engineeredsurfaces: A method to control crystal size and generate different polymorphs.
Journal of the American Chemical Society, 2005. 127(43): p. 14982-14983.
167.
Chadwick, K., A. Myerson, and B. Trout, Polymorphic control by heterogeneous
nucleation-A new method for selecting crystalline substrates. CrystEngComm, 2011.
13(22): p. 6625-6627.
168.
Page, A.J. and R.P. Sear, Heterogeneous nucleation in and out ofpores. Physical review
letters, 2006. 97(6): p. 065701.
169.
170.
171.
Botsaris, G.D., Secondary nucleation-a review, in Industrialcrystallization. 1976,
Springer. p. 3-22.
Sounart, T.L., J. Liu, J.A. Voigt, M. Huo, E.D. Spoerke, and B. McKenzie, Secondary
nucleation and growth of ZnO. Journal of the American Chemical Society, 2007.
129(5 1): p. 15786-15793.
Garside, J. and R.J. Davey, Invited review secondary contact nucleation: kinetics, growth
and scale-up. Chemical Engineering Communications, 1980. 4(4-5): p. 393-424.
172.
173.
174.
Burke, M.W., R.A. Judge, and M.L. Pusey, The effect of solution thermal history on
chicken egg white lysozyme nucleation. Journal of crystal growth, 2001. 232(1): p. 301-
307.
Koutsky, J., A. Walton, and E. Baer, Nucleation ofpolymer droplets. Journal of Applied
Physics, 1967. 38(4): p. 1832-1839.
Iveson, S.M., J.D. Litster, K. Hapgood, and B.J. Ennis, Nucleation, growth and breakage
phenomena in agitatedwet granulationprocesses: a review. Powder technology, 2001.
175.
117(1): p. 3-39.
Liang, K., G. White, D. Wilkinson, L.J. Ford, K.J. Roberts, and W.M. Wood, An
examination into the effect of stirrermaterialand agitation rate on the nucleation of Iglutamic acid batch crystallizedfrom supersaturatedaqueous solutions. Crystal growth
& design, 2004. 4(5): p. 1039-1044.
176.
177.
Evans, T., A. Sarofim, and G. Margolis, Models of secondary nucleation attributableto
crystal - crystallizerand crystal - crystal collisions. AIChE Journal, 1974. 20(5): p. 959-
966.
Wang, F., J.A. Wachter, F.J. Antosz, and K.A. Berglund, An Investigation of SolventMediated Polymorphic Transformationof Progesterone Using in Situ Raman
Spectroscopy. Organic Process Research & Development, 2000. 4(5): p. 391-395.
178.
Gu, C.-H., V. Young, and D.J.W. Grant, Polymorph screening: Influence of solvents on
the rate of solvent-mediatedpolymorphic transformation.Journal of Pharmaceutical
Sciences, 2001. 90(11): p. 1878-1890.
101
179.
Sch6l1, J., D. Bonalumi, L. Vicum, M. Mazzotti, and M. Muller, In Situ Monitoring and
Modeling of the Solvent-Mediated Polymorphic Transformation of 1-Glutamic Acid.
Crystal Growth & Design, 2006. 6(4): p. 881-891.
180.
Chan, H. and E. Doelker, Polymorphic transformationof some drugs under compression.
181.
Drug Development and Industrial Pharmacy, 1985. 11(2-3): p. 315-332.
Ferrari, E.S., R.J. Davey, W.I. Cross, A.L. Gillon, and C.S. Towler, Crystallization in
polymorphic systems: the solution-mediated transformationof/i to a glycine. Crystal
growth & design, 2003. 3(1): p. 53-60.
182.
Ogino, T., T. Suzuki, and K. Sawada, The rate and mechanism ofpolymorphic
transformationof calcium carbonate in water. Journal of Crystal Growth, 1990. 100(1):
p. 159-167.
183.
Chayen, N.E., E. Saridakis, and R.P. Sear, Experiment and theoryfor heterogeneous
nucleation ofprotein crystals in a porous medium. Proceedings of the National Academy
of Sciences of the United States of America, 2006. 103(3): p. 597-601.
184.
MCPHERSON, A. and P. SHLICHTA, Heterogeneousand EpitaxialNucleation of
Protein Crystals on Mineral Surfaces. Science, 1988. 239(4838): p. 385-387.
185.
Ilevbare, G.A., H. Liu, K.J. Edgar, and L.S. Taylor, MaintainingSupersaturationin
Aqueous Drug Solutions: Impact of Different Polymers on Induction Times. Crystal
186.
187.
Growth & Design, 2012. 13(2): p. 740-751.
Ha, J.-M., J.H. Wolf, M.A. Hillmyer, and M.D. Ward, Polymorph Selectivity under
Nanoscopic Confinement. Journal of the American Chemical Society, 2004. 126(11): p.
3382-3383.
Chayen, N., E. Saridakis, R. El-Bahar, and Y. Nemirovsky, Porous silicon: an effective
nucleation-inducingmaterialfor protein crystallization. Journal of molecular biology,
188.
189.
2001. 312(4): p. 591-595.
Scherer, G.W., Crystallization in pores. Cement and Concrete research, 1999. 29(8): p.
1347-1358.
Steiger, M., Crystalgrowth in porous materials-I:the crystallizationpressure of large
crystals. Journal of crystal growth, 2005. 282(3): p. 455-469.
190.
Maia, G.D. and M. Giulietti, Solubility of acetylsalicylic acid in ethanol, acetone,
propylene glycol, and 2-propanol. Journal of Chemical & Engineering Data, 2007.53(1):
p. 256-258.
191.
192.
Basavoju, S., D. Bostrum, and S.P. Velaga, Indomethacin-saccharincocrystal: design,
synthesis and preliminarypharmaceuticalcharacterization.Pharmaceutical research,
2008. 25(3): p. 530-541.
Ruidiaz, M.A., D.R. Delgado, C.P. Mora, A. Yurquina, and F. Martinez, Estimation of
the indomethacin solubility in ethanol+ water mixtures by the extended Hildebrand
solubility approach. Revista Colombiana de Ciencias Quimico-Farmaceuticas, 2010.
39(1): p. 79-95.
193.
De Yoreo, J.J. and P.G. Vekilov, Principlesof crystal nucleation and growth. Reviews in
194.
mineralogy and geochemistry, 2003. 54(1): p. 57-93.
Liu, C., Y. Masuda, Y. Wu, and 0. Takai, A simple routefor growing thin films of
uniform ZnO nanorodarrays onfunctionalizedSi surfaces. Thin Solid Films, 2006.
503(1): p. 110- 114.
102
195.
Kulkarni, S.A., S.S. Kadam, H. Meekes, A.I. Stankiewicz, and J.H. ter Horst, Crystal
Nucleation Kineticsfrom Induction Times and Metastable Zone Widths. Crystal Growth
& Design, 2013. 13(6): p. 2435-2440.
196.
Jiang, S. and J.H. ter Horst, Crystal Nucleation Rates from ProbabilityDistributionsof
197.
Induction Times. Crystal Growth & Design, 2010. 11(1): p. 256-261.
Slavin, P.A., D.B. Sheen, E.E.A. Shepherd, J.N. Sherwood, N. Feeder, R. Docherty, and
S. Milojevic, Morphologicalevaluation of the y-polymorph of indomethacin. Journal of
Crystal Growth, 2002. 237-239, Part 1(0): p. 300-305.
198.
Taylor, L. and G. Zografi, Spectroscopic Characterizationof Interactions Between PVP
and Indomethacin in Amorphous MolecularDispersions. Pharmaceutical Research, 1997.
14(12): p. 1691-1698.
199.
200.
Mersmann, A., Crystallizationtechnology handbook. 2001: CRC Press.
Boistelle, R. and J. Astier, Crystallizationmechanisms in solution. Journal of Crystal
Growth, 1988. 90(1): p. 14-30.
201.
Rawlings, J.B., W.R. Witkowski, and J.W. Eaton, Modelling and control of crystallizers.
Powder technology, 1992. 69(1): p. 3-9.
202.
Jones, A., Optimal operation of a batch cooling crystallizer. Chemical Engineering
Science, 1974. 29(5): p. 1075-1087.
203.
Chung, S.H., D.L. Ma, and R.D. Braatz, Optimal model-based experimentaldesign in
batch crystallization. Chemometrics and Intelligent Laboratory Systems, 2000. 50(1): p.
83-90.
204.
205.
206.
Berber, R., Control of batch reactors: a review: Process operationsand control.
Chemical engineering research & design, 1996. 74(1): p. 3-20.
Tavare, N., Batch crystallizers:A review. Chemical Engineering Communications, 1987.
61(1-6): p. 259-318.
Larson, M., E. White, K. Ramanarayanan, and K. Berglund, Growth rate dispersion in
MSMPR crystallizers. AIChE journal, 1985. 31(1): p. 90-94.
207.
Abegg, C., J. Stevens, and M. Larson, Crystal size distributionsin continuous
crystallizers when growth rate is size dependent. AIChE Journal, 1968. 14(1): p. 118-
208.
Randolph, A. and M. Larson, Transient and steady state size distributionsin continuous
mixed suspension crystallizers. AIChE Journal, 1962. 8(5): p. 639-645.
Berglund, K., The calculationof growth and nucleation kinetics from MSMPR
crystallizer data including growth rate dispersion. Separations Technology, 1990. 1(1):
122.
209.
p. 38-45.
210.
211.
Kumar, S. and D. Ramkrishna, On the solution of population balance equations by
discretization-III.Nucleation, growth and aggregationof particles. Chemical
Engineering Science, 1997. 52(24): p. 4659-4679.
Costa, C.B.B., M.R.W. Maciel, and R. Maciel Filho, Considerationson the
crystallizationmodeling: Populationbalance solution. Computers & chemical
engineering, 2007. 31(3): p. 206-218.
212.
213.
Hounslow, M., R. Ryall, and V. Marshall, A discretizedpopulation balancefor
nucleation, growth, and aggregation. AIChE Journal, 1988. 34(11): p. 1821-1832.
Hounslow, M.J., A discretizedpopulation balancefor continuous systems at steady state.
AIChE journal, 1990. 36(1): p. 106-116.
103
214.
Ramkrishna, D. and A.W. Mahoney, Population balance modeling. Promisefor the
future. Chemical Engineering Science, 2002. 57(4): p. 595-606.
215.
Gunawan, R., I. Fusman, and R.D. Braatz, High resolution algorithmsfor
multidimensionalpopulation balance equations. AIChE Journal, 2004. 50(1 1): p. 2738-
216.
2749.
Gunawan, R., D.L. Ma, M. Fujiwara, and R.D. Braatz, Identification of kinetic
parametersin multidimensional crystallizationprocesses. International Journal of
Modern Physics B, 2002. 16(01nO2): p. 367-374.
217.
Braatz, R.D., Advanced control of crystallizationprocesses. Annual reviews in control,
218.
2002. 26(1): p. 87-99.
Fujiwara, M., Z.K. Nagy, J.W. Chew, and R.D. Braatz, First-principlesand direct design
219.
220.
221.
approachesfor the control of pharmaceuticalcrystallization. Journal of Process Control,
2005. 15(5): p. 493-504.
Puel, F., G. Fevotte, and J. Klein, Simulation and analysis of industrialcrystallization
processes through multidimensionalpopulation balance equations. Part 1: a resolution
algorithm based on the method of classes. Chemical Engineering Science, 2003. 58(16):
p. 3715-3727.
Puel, F., G. Fevotte, and J. Klein, Simulation and analysis of industrialcrystallization
processes through multidimensionalpopulation balance equations. Part2: a study of
semi-batch crystallization. Chemical Engineering Science, 2003. 58(16): p. 3729-3740.
Herbst, J. and D. Fuerstenau, Scale-up procedurefor continuous grinding mill design
using population balance models. International Journal of Mineral Processing, 1980.
7(1): p. 1-31.
222.
Iveson, S.M., Limitations of one-dimensionalpopulation balance models of wet
granulationprocesses. Powder Technology, 2002. 124(3): p. 219-229.
223.
Cacciuto, A., S. Auer, and D. Frenkel, Onset of heterogeneous crystal nucleation in
224.
colloidal suspensions. Nature, 2004. 428(6981): p. 404-406.
Rasmussen, D.H., M.R. Appleby, G. Leedom, S. Babu, and R.J. Naumann, Homogeneous
nucleation kinetics. Journal of crystal growth, 1983. 64(2): p. 229-238.
225.
Karpinski, P.H., Importance of the two-step crystal growth model. Chemical engineering
science, 1985. 40(4): p. 641-646.
226.
Wilcox, W.R., Transportphenomena in crystal growth from solution. Progress in crystal
227.
growth and characterization of materials, 1993. 26: p. 153-194.
Janssen-van Rosmalen, R., P. Bennema, and J. Garside, The influence of volume diffusion
228.
on crystal growth. Journal of Crystal Growth, 1975. 29(3): p. 342-352.
Kile, D.E. and D. Eberl, On the origin of size-dependent and size-independent crystal
growth: Influence of advection and diffusion. American Mineralogist, 2003. 88(10): p.
1514-1521.
229.
Ristid, R., J. Sherwood, and K. Wojciechowski, Assessment of the strain in small sodium
chlorate crystals and its relation to growth rate dispersion. Journal of Crystal Growth,
1988. 91(1): p. 163-168.
230.
Girolami, M.W. and R. Rousseau, Size - dependent crystal growth -A manifestation of
growth rate dispersion in the potassium alum - water system. AIChE journal, 1985.
31(11): p. 1821-1828.
104
231.
Rojkowski, Z.H., Crystal growth rate models and similarity of population balancesfor
size-dependent growth rate and for constant growth rate dispersion. Chemical
engineering science, 1993. 48(8): p. 1475-1485.
232.
Garside, J., L. Gibilaro, and N. Tavare, Evaluation of crystal growth kineticsfrom a
desupersaturationcurve using initial derivatives. Chemical Engineering Science, 1982.
37(11): p. 1625-1628.
233.
234.
235.
236.
Garside, J., A. Mersmann, and J. N'vlt, Measurement of crystal growth and nucleation
rates. 2002: IChemE.
Qiu, Y. and A.C. Rasmuson, Crystal growth rate parametersfrom isothermal
desupersaturationexperiments. Chemical engineering science, 1991. 46(7): p. 16591667.
Lee, L.L., Molecular thermodynamics of nonidealfluids. 2013: Butterworth-Heinemann.
Edwards, L., The hydrolysis of aspirin. A determination of the thermodynamic
dissociationconstant and a study of the reaction kinetics by ultra-violet
spectrophotometry. Transactions of the Faraday Society, 1950. 46: p. 723-735.
237.
Bakar, S.K. and S. Niazi, Stability of aspirin in difftrent media. Journal of
pharmaceutical sciences, 1983. 72(9): p. 1024-1026.
238.
239.
Mandel, J., The statisticalanalysis of experimentaldata. 2012: Courier Corporation.
Woltring, H.J., On optimal smoothing and derivative estimationfrom noisy displacement
data in biomechanics. Human Movement Science, 1985. 4(3): p. 229-245.
240.
Sparrow, E. and J. Gregg, Mass transfer,flow, and heat transfer about a rotatingdisk.
Journal of Heat Transfer, 1960. 82(4): p. 294-302.
241.
Jenekhe, S.A., Effects of solvent mass transfer on flow of polymer solutions on a flat
242.
rotating disk. Industrial & engineering chemistry fundamentals, 1984. 23(4): p. 425-432.
Colton, C.K., K.A. Smith, P. Stroeve, and E.W. Merrill, Laminarflow mass transferin a
243.
flat duct with permeable walls. AIChE Journal, 1971. 17(4): p. 773-780.
Smith, K.A., J.H. Meldon, and C.K. Colton, An analysis of carrier -facilitatedtransport.
AIChE Journal, 1973. 19(1): p. 102-111.
244.
Lachmann, G.V., Boundary layer andflow control: its principles and application. 2014:
Elsevier.
245.
Achenbach, E., Influence of surface roughness on the cross-flow around a circular
cylinder. Journal of Fluid Mechanics, 1971. 46(02): p. 321-335.
105