Document 10414694
advertisement

148
IEEE TRANSACTIONS ON COMPUTER-AIDED DESIGN OF INTEGRATED CIRCUITS AND SYSTEMS, VOL. 30, NO. 1, JANUARY 2011
Reducing Test Execution Cost of Integrated,
Heterogeneous Systems Using Continuous Test Data
Sounil Biswas and R. D. (Shawn) Blanton, Fellow, IEEE
Abstract—Integrated, heterogeneous systems are comprehensively tested to verify whether their performance specifications
fall within some acceptable ranges. However, explicitly testing
every manufactured instance against all of its specifications can
be expensive due to the complex requirements for test setup,
stimulus application, and response measurement. To reduce manufacturing test cost, we have developed a methodology that uses
binary decision forests and several test-specific enhancements for
identifying redundant tests of an integrated system. Feasibility
is empirically demonstrated using test data from over 70 000
manufactured instances of an in-production microelectromechanical system accelerometer, and over 4500 manufactured instances
of an RF transceiver. Through our analysis, we have shown
that the expensive cold-mechanical test of the accelerometer
and nine out of the 22 RF tests of the transceiver are likely
redundant.
Index Terms—Binary decision forest, integrated system test,
statistical learning, test compaction.
I. Introduction
VER THE past decade, the increasing cost of testing
integrated, heterogeneous systems1 have become a problem of paramount importance in the electronics industry [1].
More specifically, the stringent quality requirements for integrated systems have led designers and test engineers to
mandate large sets of tests to be applied to these systems,
which in turn, has resulted in significant test cost. However,
many of these tests may be unnecessary since their outcomes
are likely predictable using results from other applied tests.
At the same time, deriving even an approximate functional
form of the pass-fail outcome of these redundant tests based
on parameters such as transistor width, device capacitance,
threshold voltage, and so on, and their distributed values is
practically impossible. Moreover, this derivation has to be repeated every time there is a revision in the integrated system’s
O
Manuscript received February 7, 2010; revised June 8, 2010; accepted
August 5, 2010. Date of current version December 17, 2010. This paper was
recommended by Associate Editor A. Ivanov.
S. Biswas was with the Department of Electrical and Computer Engineering,
Carnegie Mellon University, Pittsburgh, PA 15213 USA, during this work.
He is now with Nvidia Corporation, Santa Clara, CA 95050 USA (e-mail:
sbiswas@ece.cmu.edu).
R. D. (Shawn) Blanton is with the Department of Electrical and Computer
Engineering, Carnegie Mellon University, Pittsburgh, PA 15213 USA (e-mail:
blanton@ece.cmu.edu).
Color versions of one or more of the figures in this paper are available
online at http://ieeexplore.ieee.org.
Digital Object Identifier 10.1109/TCAD.2010.2066630
1 An integrated, heterogeneous system, also referred to simply as an “integrated systems” is a batch-fabricated chip that operates either partially or
completely with signals that are continuous.
design or manufacturing process. These observations have led
us to investigate an automated, data-driven methodology for
identifying the redundant tests of an integrated system. This
automated methodology is referred to as test compaction.2
This paper focusses on the application of statistical learning
for identifying redundant tests when continuous test measurements are available. Since statistical learning is used to
derive the redundant tests, it is referred to as statistical test
compaction. Our objective is to derive correlation functions for
the pass-fail outcomes of (potentially) redundant tests based
on continuous test measurements of non-redundant tests. Nonredundant tests are referred to as kept tests. Binary decision
forests (BDFs) are used in this paper to achieve statistical test
compaction but other methods are also applicable.
The remainder of this paper is organized as follows. Section II includes a brief background discussion along with a
description of related prior work, while Section III outlines
our statistical test compaction methodology. Then, Section IV
describes our use of BDFs in statistical test compaction. Next,
several test-specific enhancements to a BDF [?] are described
in Section V. Validation of our statistical test compaction
methodology involving two in-production integrated systems
are presented in Section VI. Finally, conclusions are drawn in
Section VII.
II. Background
Next, some necessary terminology is introduced and previous work is described.
A. Terminology
A redundant test tk in a set of specification tests T applied
to a chip is a test whose pass-fail outcome can be reliably
predicted using results from other tests in T . The subset of
redundant tests in T is denoted as Tred . A test whose pass-fail
outcome cannot be reliably predicted is called a kept test, and
therefore it must be applied to all fabricated chips. The subset
of kept tests is denoted as Tkept , therefore Tred ∪ Tkept = T .
In a test compaction methodology, the pass-fail prediction yk
for a redundant test tk ∈ Tred has a model that is “learned”
from kept-test data. This model, represented as a pass-fail
correlation function Fk , is derived based on a historical test
2 Note that the term test compaction in this paper does not refer to digital
test compression—a technique that reduces test cost in digital systems by
minimizing the number of test patterns to be applied without any information
loss—but rather to a methodology that reduces test cost by eliminating whole
tests from being applied.
c 2010 IEEE
0278-0070/$26.00 © 2011 IEEE. Personal use of this material is permitted. Permission from IEEE must be obtained for all other uses, in any current or future media,
including reprinting/republishing this material for advertising or promotional purposes, creating new collective works, for resale or redistribution
to servers or lists, or reuse of any copyrighted component of this work in other works.
BISWAS AND BLANTON: REDUCING TEST EXECUTION COST OF INTEGRATED, HETEROGENEOUS SYSTEMS USING CONTINUOUS TEST DATA
data, called the training data (Dtr ). Fk is typically easier to
derive than a regression function Gk which is used to predict
the measurement value vk of a redundant test tk . Accuracy of
Fk is estimated by calculating its yield loss (YL) and defect
escape (DE) using a separate data set, called the validation data
(Dval ). Both the training and validation data sets are collected
from chips that are fully tested and the amount required
depends on the confidence desired for the correlation function
Fk . YL (DE) is the fraction of passing (failing) chips that
are mispredicted as failing (passing).3 Note that some prior
approaches gauge accuracy based on the average difference
between the actual test measurement (vk ) and the predicted
value from Gk [2], [3]. However, when the average difference
between vk and the output of Gk is low, it is still possible
that the pass-fail outcome is mispredicted. Alternately, some
other approaches use the number of detected faults (in other
words, fault coverage) as a measure of accuracy [4], where
faults are functional representations of defects that can lead to
chip misbehavior. In this scenario, a limited universe of faults
considered for redundancy analysis is likely not to reflect the
true accuracy of Fk . In contrast, since YL and DE measure the
fraction of chips in the validation data that are mispredicted,
and since validation data is likely a good depiction of future
data, these metrics are likely to be better indicators of Fk
accuracy. It is, however, important to note that there may be
some excursions in future data distribution that can worsen the
accuracy of Fk . [5] describes several techniques that can be
used to improve the accuracy of Fk when excursions occur.
Depending on the data-collection procedure, test data can
contain either continuous measurements or binary pass-fail
outcomes. Pass-fail test data contains significantly less information about the tested chips than continuous test measurements. For example, a passing chip c1 and a failing chip c2
may both pass a non-redundant test ti . However, only when
we use continuous measurements from ti , we may be able
to distinguish between c1 and c2 based on ti . Since there
are considerable differences between continuous and pass-fail
test data, separate methodologies should also be developed for
deriving redundant tests using these two types of data. In this
paper, we focus on deriving redundant tests using continuous
test data. Researchers, including ourselves, have also investigated the use of pass-fail test data for deriving redundant tests.
One example methodology is described in our paper in [6].
B. Past Work
Over the past decade, a great deal of work has focussed
on developing test compaction for integrated, heterogeneous
systems using continuous test measurements. A significant
portion of this paper has focused on the use of regression
techniques. Some of these regression-based approaches use
Monte Carlo simulations of the integrated system to derive
a joint probability density function (JPDF) of its measurements [2], [4]. The resulting JPDF is used to derive the
regression function Gk of a redundant test tk . An Fk is then
3 The defect escape defined here is not the same as DPM—number of
defective chips per million units shipped—but rather is the fraction of failing
chips that are mispredicted.
149
derived by comparing the predicted output of Gk with the
range of acceptable values of tk for predicting yk . In [2], Gk
is optimized to minimize the average difference between the
predicted output of Gk and the actual value of vk for the Tkept
measurements in Dtr . Alternately, [7] derives a Gk that predicts
an out-of-spec value for vk when a fault exists in the chip. A
similar approach has also been used in [8], where the authors
divide the range of acceptable measurement values of Tkept
into discrete hypercubes instead and derive a joint probability
mass function (JPMF) of these hypercubes. A JPMF obtained
from the training data is used to derive an Fk that maximizes
the likelihood of predicting a passing (failing) outcome for
chips in Dval that pass (fail) tk . Finally, in [3], an Fk that uses
measurements from “alternate” tests is derived. An alternate
test is a simplified input stimulus and response measurement
that is significantly less expensive than a specification test.
In the recent past, other researchers have identified that
go/no-go testing only requires the modeling of the pass-fail
outcome of a test (i.e., yk ) and therefore has utilized binary
classification techniques instead. For example, the authors
in [9] learn a neural network-based Fk to identify each possible
redundant RF test tk of an in-production cell-phone transceiver.
Similarly, we have used support vector machines (SVM)
to derive an Fk for a potentially redundant test tk for an
operational amplifier and a MEMS accelerometer [10]. We
have also used binary decision tree (BDT) to predict the passfail outcome of low-temperature mechanical tests of a MEMS
accelerometer in [11].
Here, we use a BDF-based binary classifier to derive the
redundant tests of an integrated system. There are many
advantages to using a BDF. First, BDFs are data driven and do
not make any assumptions on the functional form of Fk . As a
result, they may lead to a more accurate representation of Fk as
compared to learning techniques that rely on an assumed form
of Fk . Second, constructing a BDF is a polynomial time process with complexity O(m2 ×l3 ×n) [12], where m is the number of tests in Tkept , l is the number of chips in Dtr , and n is the
number of BDTs in the forest. Moreover, classifying a future
chip using a BDF is a sub-linear time process of complexity
O(log2 l). Therefore, a BDF can be constructed in reasonable
amount of time, and the outcome of a future chip can be predicted using a BDF relatively fast. A test compaction methodology that derives an Fk that takes less time to predict the
pass-fail outcome of future chips than Fk derived using other
test compaction methodologies will achieve greater test time
reduction from removing the redundant tests, and therefore is
preferred. In addition, a shorter training time is also valuable
because it may not only enable learning an Fk even when the
training data set size is very large but also will allow faster relearning of Fk when its accuracy drops due to manufacturing
process variations [5]. Finally, it is easier to understand how
a BDF operates since it can be represented as a simple set of
rules rather than a complex mathematical formula, potentially
leading to an intuitive understanding of the prediction model.
In fact, a BDF can be depicted as a look-up table, which makes
its addition to a test program relatively straightforward.
In addition, using a BDF for deriving an Fk is even more
advantageous than using a BDT for two reasons. First, BDTs
150
IEEE TRANSACTIONS ON COMPUTER-AIDED DESIGN OF INTEGRATED CIRCUITS AND SYSTEMS, VOL. 30, NO. 1, JANUARY 2011
are especially prone to over-fitting [13]. Therefore, to learn
a single BDT, the collected test data must be divided into
three portions instead of just two. The first data set is used
to learn the BDT model, while the second data set is used to
improve accuracy of the tree by “pruning”4 it [14]. The third
portion is used to validate the accuracy of the pruned BDT.
However, if a BDF uses a large number of trees, then the law
of large numbers guarantees that the forest will not over-fit.
Therefore, no pruning of the learned model is required in a
BDF. Second, the random derivation of training data for each
BDT in a BDF is more likely to result in an Fk that only
models the primary characteristics of the data and omits any
random data variations. Consequently, a BDF typically has
higher prediction accuracy than a single BDT [15].
III. Methodology Overview
Before describing the details of our methodology, this
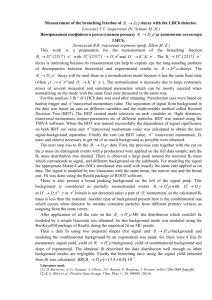
section first provides a brief overview. Fig. 1 illustrates our test
compaction methodology. The test compaction process begins
with collected test data comprised of continuous measurements
and the specification test set T . Next, a subset of specification
tests Tc is selected for redundancy analysis. These tests are
called candidate redundant tests. All tests that are not in Tc
comprise the set of kept tests, Tkept . After Tc and Tkept are
determined, the correlation function Fc for each candidate test
tc ∈ TC is derived using the continuous kept-test measurements
in Dtr . The prediction accuracy of each Fc is then estimated
by calculating its YL and DE based on Dval . If the resulting
YL and DE of Fc are below the acceptable levels for tc , then tc
is deemed to be redundant and added to Tred . Otherwise, tc is
placed in Tkept . This entire process is repeated until tests can no
longer be added or removed from Tkept and Tred , respectively.
The two major outcomes of this statistical test compaction
methodology includes the identification of Tc and the derivation of the correlation function Fc . The greedy nature of our
approach requires that an appropriate Tc be chosen. Otherwise,
the inherent limitations of greedy algorithms will lead to a suboptimal solution. An efficient and accurate derivation of the
correlation function Fc for a candidate test is also necessary
to improve the compaction achieved for the specification test
set under consideration. A more detailed discussion of these
two outcomes are next described.
Fig. 1.
Flowchart of statistical test compaction.
poor Tkept . Specifically, some of the tests whose measurement
values have significant correlation to the pass-fail outcomes
of the candidate tests may not be included in Tkept . This may
significantly limit the number of tests that are identified as
redundant.
Different techniques exists for selecting Tc . For example,
one approach uses the experience of design and test engineers,
that is, these experts use their know how to select a Tc that
they believe have the highest likelihood of being redundant.
Alternately, the more expensive tests can be selected as candidates since their elimination will result in significant test-cost
savings. When no prior experience is available and no test
is significantly more expensive than another, then each test
can be analyzed individually for redundancy. For this choice,
the kept test set for each candidate test tc includes all of the
remaining applied tests, that is, Tkept = {T − tc }. Therefore,
in this scenario, the number of kept tests can become quite
high. However, since BDFs do not suffer from the curse of
dimensionality [13], a large set of kept tests does not pose
any significant computation issues.
B. Redundancy Analysis
A. Candidate Redundant Tests
As mentioned in the previous subsection, one of the most
important tasks in statistical test compaction is identifying the
set of candidate tests Tc . This choice is crucial for two reasons.
First, a poor selection of candidate tests can lead to wasted
analysis of some tests that are not at all redundant. Second
and more importantly, an ill-chosen Tc may also result in a
4 The recursive partitioning method of constructing a BDT continues until
all training chips are correctly classified [14]. Consequently, the resulting Fk
may include inaccuracies from variations in the training data, a phenomenon
known as over-fitting. To remedy this shortcoming, a BDT is usually simplified
by “pruning” it using a second data set, where one or more of its subtrees
are replaced with terminal vertices to improve its prediction accuracy for the
second data set.
After the candidate test set Tc is chosen, the next important
task is to learn an Fc for each candidate test tc ∈ Tc . A different
Fc is learned for each tc , which means that the redundancy of
each tc is analyzed separately. Fc is first statistically learned
from Dtr , and then it is used to predict the pass-fail outcome
yc of tc for each chip in Dval . Next, individual misprediction
errors (YL and DE) for each tc are used to ultimately determine
which tests should be included in Tred and which must be
placed in Tkept . More specifically, the candidate test with
highest misprediction error is added back to Tkept and the
whole analysis process is repeated with the updated Tc and
Tkept . This iterative process is continued until no more tests
can be added to or removed from Tc and Tkept .
BISWAS AND BLANTON: REDUCING TEST EXECUTION COST OF INTEGRATED, HETEROGENEOUS SYSTEMS USING CONTINUOUS TEST DATA
151
In this paper, we choose to analyze the redundancy of a
single candidate test at a time, that is, a separate Fc is derived
to predict the pass-fail outcome of each candidate. In contrast,
others [3] have derived correlation functions for the pass-fail
outcome of subsets of tests, where the correlation function for
a subset predicts a passing outcome when all tests in the subset
pass and a failing outcome when any one test fails. Another
work uses algorithms, that include, e.g., genetic algorithm
and maximum cover, to derive a subset of tests that can be
used to predict the pass-fail outcome of a chip [9]. Unlike
the other technique, our methodology is greedy and, at times,
may result in a sub-optimal solution. However, the advantage
of our methodology is in the derivation of individual Fk for
each redundant test. These individual correlation functions are
useful in many applications that include, e.g., failure diagnosis,
test grading, and updating the redundant test set when the test
correlations fluctuate over the life of an integrated system.
IV. Test Compaction Using BDFs
Based on the observations outlined in Section II-B, we
believe that using a BDF for test compaction is more advantageous than using other statistical learning techniques.
Therefore, in this paper, we use BDFs to represent Fc . The
remainder of this subsection provides details of the structure
of decision forests, their derivation process, and their use in
statistical test compaction.
A. Binary Decision Tree (BDT)
Since a BDF is comprised of many BDTs, the derivation
process of a BDT is first described. The terminology used
in this section is adopted from [16]. When continuous test
data is available, the kept tests of an integrated system can
be expressed as a hyperspace, where each axis corresponds
to a kept test. Each chip used for training is a data point in
the Tkept hyperspace, and all of the training data together form
a distribution within the hyperspace. A BDT is a classifier
that recursively partitions the hyperspace into hypercubes.
In an un-pruned tree [16], the leaf hypercubes in the BDT
contains either passing or failing chips with respect to some
candidate redundant test tc . The non-terminal vertices in the
BDT represent partitions in the Tkept hyperspace. Each of these
partitions represents a hyperplane in Tkept hyperspace that
separates the hyperspace into two hypercubes at a particular
measurement value θir of a kept test ti . θir is called a decision
value, and the corresponding tree vertex is called a decision
vertex. The left child of the decision vertex is a hypercube
that includes chips with ti measurements less than θir , while
the right child is a hypercube that contains chips with ti
measurements greater than or equal to θir .
Fig. 2(a) shows an example of a data distribution for a
Tkept = {t1 , t2 } hyperspace. The circles in Fig. 2(a) represent
chips that pass a candidate test tc , and the triangles represent
chips that fail tc . The passing and failing chips are partially
separated by the lines shown, where the dotted line represents
the last partition selected. The resulting, partially-formed BDT
is shown in Fig. 2(b). The shaded region in Fig. 2(b) includes
the portion of the decision tree that resulted from the last
Fig. 2. Illustration of (a) partially separated Tkept = {t1 , t2 } hyperspace,
where the dotted line denotes the last partition in the tree-derivation process,
and (b) corresponding partially-formed binary decision tree, where the shaded
region represents the new vertices added to the tree due to the dotted-line
partition.
partition (dotted line) in Fig. 2(a). The left child of the
partition is a terminal vertex since it represents a homogeneous
hypercube that includes only failing chips. On the other hand,
the right child depicts a non-homogeneous hypercube because
it contains ten passing and two failing chips. Because of its
non-homogeneity, the right child can be further partitioned.
B. BDF
BDFs were first introduced by Brieman in [15]. A BDF
includes a collection of BDTs, where each BDT is derived
from a modified version of the training data Dtr . Modified
versions of Dtr can be obtained in a multitude of ways.
For example, one approach focusses on sampling chips from
Dtr , where chips mispredicted by already-learned BDTs have
higher probabilities of being selected. This procedure is known
as boosting [17]. Alternately, the modified Dtr can be derived
by sampling chips with replacement from the original Dtr . In
this technique, when a chip is selected during the sampling
process, its test measurements are not removed from Dtr , but
instead are copied to the modified test data set. As a result, the
probability of selecting any chip from Dtr remains constant
throughout the sampling process. This sampling technique
is known as bagging [18]. In [19], it is reported that the
prediction accuracies of bagged and boosted decision forests
are not only comparable, but they are also better than many
other techniques. Moreover, the author also pointed out that,
152
IEEE TRANSACTIONS ON COMPUTER-AIDED DESIGN OF INTEGRATED CIRCUITS AND SYSTEMS, VOL. 30, NO. 1, JANUARY 2011
since the time required for deriving a boosted BDF can be
significantly more than that required for a bagged BDF, it
may be preferable to use bagging. Therefore, in this paper,
the modified training data sets for a BDF are derived through
bagging. Once the modified training data sets are obtained,
separate BDTs are derived for each data set. Next, the pass-fail
prediction for a future chip cf is obtained from the prediction
results of individual BDTs. In this paper, we use a simple but
popular technique for deriving the overall pass-fail prediction,
namely, the threshold-voting scheme. In this technique, each
decision tree Xj in the BDF is used to predict the passfail outcome of cf . If the number of trees that predict cf
as passing is greater than a pre-defined integer, then cf is
predicted as a passing chip; otherwise, cf is predicted to fail.
Note that other schemes can also be used to derive the BDF
prediction [20]. In this paper, we choose to use threshold
voting since it is not only easy to interpret but also enables a
simple conversion of the BDF into a lookup table. The latter
property is especially important for translating a BDF into a
commercial test program.
V. Test-Specific Enhancements
In the previous section, we discussed how a BDT partitions
the Tkept hyperspace into homogeneous hypercubes. They are
hypercubes since they have boundaries that are orthogonal
to the axes of the kept tests. If the training data does not
include a sufficient number of passing or failing chips, these
hypercubes may contain “empty spaces,” that is, regions in the
hypercubes where no training chip resides. We are particularly
interested in the empty spaces of passing hypercubes since
a future failing chip residing in these spaces will be incorrectly classified as passing. Consequently, these mispredicted
failing chips will increase escape. In this section, three testspecific enhancements that minimize empty space in passing
hypercubes are evaluated. These three enhancements include
hypercube collapsing, principal component analysis (PCA),
and linear discriminant analysis (LDA).
A. Hypercube Collapsing
The aforementioned shortcoming of a BDT can occur either
in a high or low-yielding manufacturing process. We are
particularly interested in the DE from a learned Fc for a
candidate test tc when the test data is drawn from a highyielding process. In this case, even when a sufficiently large
sample of training data is available, the number of failing chips
in Dtr can be very low. Therefore, even though the passing subspaces5 may be adequately populated by the passing training
chips, the failing subspaces may not be. As a result, some
of the partitions that are necessary to completely separate
the passing and failing subspaces may not occur. In other
words, the BDT representation of Fc may erroneously include
some of the unpopulated regions of the failing subspaces in
5 Note that the terms “subspace” and “hypercube” are not equivalent. For
example, a passing subspace denotes a portion of a hyperspace that will
contain only passing chips over the entire product lifetime, while a passing
hypercube is the result of a BDT partitioning of the hyperspace that only
includes passing training chips.
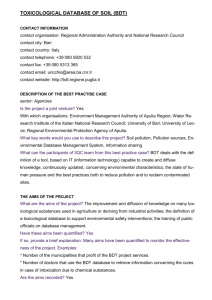
Fig. 3. Illustration of (a) possible misclassification of a future failing chip
(shown as a circumscribed triangle) due to the insufficient coverage of all
of the failing subspaces by the existing test data and (b) how the hypercube
collapsing method (shaded hypercubes) eliminates the misclassification error.
its passing hypercubes. As future failing chips begin to fill
these previously unpopulated regions, some of these chips may
reside in the passing hypercubes and be mispredicted. This
is illustrated in Fig. 3(a) using an example training data set
for a Tkept = {t1 , t2 } hyperspace. The circumscribed triangle
in Fig. 3(a) represents a future failing chip that resides in
a portion of the failing subspace that has been erroneously
included in a passing hypercube.
To guard against the aforementioned scenario, our hypercube collapsing method “collapses” the boundaries of each
passing hypercube to coincide with the passing-chip data that
reside within that hypercube. In other words, this method
assumes that all portions of passing hypercubes that do not
include any passing chips belong to failing hypercubes. As a
result, a future failing chip residing in these new failing hypercubes cannot contribute to the DE of the learned Fc . However,
a future passing chip in these hypercubes will increase YL.
Fig. 3(b) shows the result of collapsing the boundaries of the
passing hypercubes in Fig. 3(a). As shown in Fig. 3(b), the
previously misclassified failing chip (circumscribed triangle)
is now correctly identified after hypercube collapsing. Next,
we describe how the hypercube collapsing is implemented.
Collapsing a hypercube is accomplished by analyzing the
paths within a BDT. All paths from the root vertex to a
terminal vertex in a BDT include several decision values that
each correspond to a different partition in the Tkept hyperspace.
These partitions define the hypercube boundaries that correspond to the terminal vertices of the BDT. Any kept test that
BISWAS AND BLANTON: REDUCING TEST EXECUTION COST OF INTEGRATED, HETEROGENEOUS SYSTEMS USING CONTINUOUS TEST DATA
153
Fig. 4. Example of (a) training data distribution, (b) passing hypercube in the BDT partitioning of this training data that includes empty space that leads to
the misprediction of a future failing chip (shown as the circumscribed triangle), and (c) elimination of this empty space using principal component analysis
(PCA).
does not affect the decisions along a path to a terminal vertex
that corresponds to a passing hypercube represents a missing
boundary. These missing boundaries reduce the dimensionality
and unnecessarily increase the size of its corresponding hypercube. Therefore, we derive additional partitions to represent
these missing boundaries using the passing chip data in the
hypercube. Specifically, for each test ti ∈ Tkept , the chips in
the passing hypercube are examined to determine which one
is closest to the “empty space” along the ti dimension. The
measurement value vi of this passing chip is then chosen as
the decision value for the missing partition in the hypercube.
In [12], the authors state that the time complexity of deriving
a BDT is O(m2 ×l3 ), where m is the number of tests in Tkept
and l is the number of chips in the training data. In the worstcase scenario, where there is exactly one failing chip between
any two adjacent passing chips in the Tkept hyperspace and
vice versa (i.e., the passing and failing chips alternate in the
Tkept hyperspace), the resulting BDT contains exactly one leaf
node for each chip in the data. This leads to a total of l leaf
nodes in the BDT. Also, recall that each leaf node in a BDT
corresponds to a combination of decision values. In the worstcase scenario, each of these leaf nodes may correspond to none
or only one decision value per kept test as well. Therefore,
additional partitions are added to each leaf node of this BDT
by applying hypercube collapsing. The number of partitions
added to each leaf node is on the order of O(m). Consequently,
hypercube collapsing creates O(m×l) additional partitions.
In this case, the derivation of a BDT is still polynomial
but with a time complexity of O m2 ×l3 + m×l . Moreover,
the time complexity of classifying a future chip using a
BDT
collapsing increases from O(log2 l) to
with hypercube
O m× log2 l .
B. Principal Component Analysis
As opposed to simply using the Tkept measurements, we also
evaluate the use of PCA [21] to identify linear combinations
of these measurements that may result in a more accurate BDT
model. Recall that the partitions of a BDT are orthogonal to
the kept tests. Therefore, the hypercubes of a BDT derived
from training data whose principal axes are not parallel to the
kept tests may contain a significant amount of empty space.
As mentioned in Section V-A, this empty space may actually
belong to failing subspaces. Consequently, the resulting Fc
can lead to a relatively high DE. To solve this problem,
PCA uses Dtr to derive linear combinations of the kept tests
that are parallel to the principal axes of the training data.
Therefore, when a Tkept hyperspace is partitioned using kepttest combinations derived from PCA, these partitions will
be parallel to the principal axes of the training data. We
postulate the use of PCA will likely reduce the amount of
empty space in the hypercubes, and, in turn, also reduce the
DE of the learned Fc .
Fig. 4(a) shows an example of a training data distribution
in a Tkept = {t1 , t2 } hyperspace, where again circles represent
passing chips and the triangles represent failing chips. Fig. 4(b)
illustrates a BDT partitioning of this Tkept hyperspace that
has resulted in a significant amount of empty space in the
passing hypercube. Due to this partitioning, a future failing
chip (shown as a circumscribed triangle) that resides in this
empty space will be erroneously classified as passing. Fig. 4(c)
illustrates a partitioning of the same training data using two
linear combinations of t1 and t2 , namely, t1 and t2 , that are
derived using PCA. The resulting passing hypercubes include
less empty space, which lead to the correct identification of
the future failing chip as shown in Fig. 4(c).
C. Linear Discriminant Analysis
Similar to PCA, LDA can also be used to derive linear
combinations of the kept-test measurements. However, instead
of deriving test combinations that are parallel to the principal
axes of the data set, LDA derives combinations that are parallel
to the boundaries that separate passing and failing chips. More
specifically, all of the passing chips are described by one
normal distribution while all of the failing chips are modeled
by another. In the end, LDA identifies test combinations
that describe a transformed hyperspace where the Euclidean
distance between the mean values of these two distributions is
minimum for a given maximum allowable scatter (variance)
in each distribution [18].
Deriving a BDT based on the kept-test combinations from
LDA, as opposed to those from PCA, can often lead to a BDT
with fewer partitions. Fewer BDT partitions may result in a
more accurate Fc (Ockham’s Razor [22]). However, in doing
so, the amount of empty space in the passing hypercubes could
also increase and can lead to greater levels of misprediction
error for the resulting Fc .
154
IEEE TRANSACTIONS ON COMPUTER-AIDED DESIGN OF INTEGRATED CIRCUITS AND SYSTEMS, VOL. 30, NO. 1, JANUARY 2011
Fig. 5. Example of (a) test data set, where the separation boundary between the passing and failing chips is not parallel to either of its principal axes,
(b) partitioning of the Tkept hyperspace that uses kept-test combinations derived from PCA, and (c) partitioning of the Tkept hyperspace that uses kept-test
combinations derived from LDA.
Fig. 5(a) shows an example data set, where separation
boundary between passing and failing chips is not parallel
to either of its principal axes. Fig. 5(b) and (c) illustrates
the BDT partitioning of this data set using the kept-test
combinations derived from PCA and LDA, respectively. From
Fig. 5, we observe that fewer partitions are required when the
kept-test combinations are derived from LDA. At the same
time, the empty space in the passing hypercube also increases
when these LDA test combinations are used. However, it
may be possible to reduce this empty space using hypercube
collapsing.
VI. Experiment Validation
In this section, statistical test compaction is performed for
continuous test data from two production integrated systems.
Specifically, package test data from an automotive microelectromechanical systems (MEMS) accelerometer, and a cellphone radio-frequency (RF) transceiver are examined. The
accelerometer test data includes measurements from a stopon-first-fail environment, that is, test measurements from each
failing chip are only available up to the point at which
the chip fails a test. In contrast, the transceiver test data
includes measurements from all tests, that is, there is no
stopping on first fail. Finally, it is worth mentioning, that
the MEMS accelerometer is used in safety-critical automotive
applications, meaning the resulting DE from test compaction
must be driven as low as possible, ideally zero.
A. MEMS Accelerometer
The first production chip analyzed for test compaction is an
automotive MEMS accelerometer from Freescale Semiconductors. An accelerometer is an integrated transducer that converts
acceleration into an electrical signal. The accelerometer contains a proof mass, an inertial component of the accelerometer
that moves due to acceleration forces. The micro-springs (µsprings) in the accelerometer apply restoring forces when the
proof mass is deflected. Therefore, when the device undergoes
acceleration, an equilibrium is reached when the force on
the proof mass from the µ-springs is equal in magnitude but
opposite in direction to the acceleration force. In this shifted
position, the gaps between the parallel plates of the capacitor
in the accelerometer changes. Voltages of equal and opposite
polarity are applied to the two fixed plates of the capacitor,
while the movable plate in between is used for sensing. When
the proof mass shifts, the movable plate develops a voltage
due to the capacitance change that is directly proportional
to the amount of the shift and, in turn, to the acceleration
experienced by the proof mass. Consequently, the acceleration
can be determined by measuring the resulting voltage.
Since this automotive accelerometer is supposed to function
over a very large temperature range, it is subjected to a set of
electrical and mechanical tests at room temperature as well as
at a reduced (cold) temperature of −40 °C, and an elevated
(hot) temperature of 80 °C. The cold and hot mechanical tests
of the accelerometer are significantly more expensive than the
electrical and room-temperature mechanical tests since they
require relatively more expensive test setup. Therefore, test
cost can be reduced if the cold and hot mechanical tests
can be eliminated. This section evaluates four test-compaction
scenarios that focus on predicting the pass-fail outcomes of
the following:
1) cold-mechanical test using the cold electrical-test measurements;
2) cold-mechanical test using the room-temperature
mechanical-test measurement;
3) hot-mechanical test using the hot electrical-test measurements;
4) hot-mechanical test using the room-temperature and
cold-mechanical test measurements.
Separate redundancy analyses are performed for each of
the aforementioned cases. The first step in the analysis is to
select the kept tests from the set of specification tests. Next,
the test data is filtered to only include chips that pass all of
the selected kept tests. For the accelerometer test data, this
process leads to over 68 000 chips for cases 1 and 2, and
over 67 000 chips for cases 3 and 4. After the test data is
chosen for analysis, 80% of this data is randomly selected for
training and the remaining 20% is used for validation. This
process is repeated 50 times to derive 50 estimates of YL and
DE for each case. These estimates are then used to calculate
the average and 95%-confidence interval of YL and DE. This
method of obtaining prediction accuracies for Fc is called
50-fold random cross validation [18]. The BDF in each
BISWAS AND BLANTON: REDUCING TEST EXECUTION COST OF INTEGRATED, HETEROGENEOUS SYSTEMS USING CONTINUOUS TEST DATA
155
TABLE I
Average and 95%-Confidence Intervals of YL and DE When the Cold and Hot Mechanical Tests of the MEMS Accelerometer are
Eliminated
Case
1
2
3
4
Candidate
Test
Cold mechanical
Cold mechanical
Hot mechanical
Hot mechanical
Kept Tests
Cold electrical
Nominal mechanical
Hot electrical
Cold + nominal
mechanical
YL (%)
95%-Confidence
Average
Interval
0.0054%
0–0.0208%
0.0062%
0%–0.0418%
0.51%
0%–1.06%
1.16%
0%–3.72%
Average
2.24%
10.07%
11.57%
14.86%
DE (%)
95%-Confidence
Interval
0%–6.04%
4.77%–15.37%
3.93%–19.21%
2.54%–27.18%
TABLE II
Evaluation of the Test-Specific Enhancements of a BDF When the Cold Mechanical Test Pass-Fail Outcomes Are Predicted Using
the Cold Electrical Test Measurements (Case 1)
Enhancement Applied
No enhancement
Hypercube collapsing
PCA
LDA
Hypercube collapsing + PCA
Hypercube collapsing + LDA
YL (%)
95%-Confidence
Average
Interval
0.0054%
0%–0.0208%
0.26%
0.10%–0.42%
0.53%
0.49%–0.57%
1.06%
0.72%–1.40%
0.41%
0.13%–0.63%
0.86%
0.46%–1.23%
cross-validation analysis has 100 BDTs.6 Moreover, a conservative voting scheme is used for pass-fail prediction of the
BDF. Specifically, a future chip is predicted to fail if any one
BDT in the forest predicts failure. In the end, the measured
accuracy from the 50-fold cross-validation is used to determine
which candidate tests are redundant, if any.
The results of these analyses are listed in Table I. The
acceptable levels for YL and DE with 95% confidence are each
assumed to be 10%. With these relatively-high thresholds, the
results imply that only the cold mechanical test of the MEMS
accelerometer is possibly redundant with its pass-fail outcome
correlated to the measurements resulting from the electrical
tests applied at cold.
Use of the accelerometer in safety-critical, automotive applications, however, means that the cost of DE is significantly
higher than the cost of YL [24]. Consequently, to further
reduce the DE for case 1, we explore the three enhancements
discussed in Section V, namely, hypercube collapsing, PCA,
and LDA. When applying PCA or LDA, all derived kept-test
combinations are used.7 Table II lists the prediction accuracies
from each enhancement using 50-fold cross validation. From
Table II, we observe that the lowest DE is achieved when
Fc is modeled using BDFs with hypercube collapsing. On
the other hand, the YL for this Fc is higher than the other
enhancements. However, since lower DE is much preferred,
BDFs with hypercube collapsing should be used for case 1.
Notice that the accuracy of BDF with hypercube collapsing
6 One hundred BDTs in a BDF are shown to be a good choice for other
applications [23]. Consequently, in this paper we also use a forest consisting
of 100 BDTs.
7 Any combination of these four scenarios leads to similar results. For
example, the YL and DE that results from predicting the outcome of cold
mechanical test using measurements from the room-temperature and coldelectrical and cold-mechanical tests does not change when only the cold
electrical tests are used.
DE (%)
95%-Confidence
Average
Interval
2.24%
0%–6.04%
0.70%
0%–2.98%
2.06%
0%–8.60%
2.39%
0%–6.53%
0.84%
0%–4.68%
1.33%
0%–5.24%
and PCA is poorer than BDF with hypercube collapsing alone.
This is probably because the separation boundaries between
passing and failing chips are not parallel to the principal axes
of the training data. Therefore, test combinations derived using
PCA may lead to more BDT partitions and, in turn, higher
Fk inaccuracy (since Ockham’s Razor [22] implies that fewer
BDT partitions may lead a more accurate BDT). Also, the
accuracy of a BDF with hypercube collapsing and LDA is
poorer than a BDF with hypercube collapsing alone. This may
be the case if the passing and failing chips are not separable
by linear boundaries. Therefore, LDA may be deriving kepttest combinations that are worse for separating the passing and
failing chips using a BDF.
Finally, before concluding the test-compaction analysis of
the accelerometer, our claim of superior accuracy using BDFs
with test-specific enhancements is validated by comparing
accuracy against other statistical-learning techniques. Specifically, the prediction accuracies of our methodology and four
other standard statistical-learning approaches are compared
using case 1. (See Table III for the results.) These learning
methods include discriminant analysis [18], support vector
machines (SVMs) [25], neural networks [18], and a single
BDT [16]. Test compaction based on discriminant analysis,
neural networks, and a single BDT are implemented as scripts
that use the standard realizations of these learning techniques
by the statistical analysis software JMP [26]. SVMlight [27]
is used to derive an SVM model. Specifically, a Gaussian
basis function with variance of 2.56 and a capacity of 20 is
used in the SVM model. In all four learning methods, 50-fold
cross-validation is used to derive averages and 95%-confidence
intervals. From Table III, we observe that our statistical test
compaction approach is significantly more accurate in terms of
DE. However, our approach has a higher YL, but is negligible
at about 1/4%, on average.
156
IEEE TRANSACTIONS ON COMPUTER-AIDED DESIGN OF INTEGRATED CIRCUITS AND SYSTEMS, VOL. 30, NO. 1, JANUARY 2011
TABLE III
Comparison of YL and DE When the Cold Mechanical Test Outcome is Modeled Using Various Statistical Learning Techniques
Type of Statistical
Learning
Discriminant analysis
SVM
Neural networks
Single BDT
BDF with hypercube
collapsing
Average
39.51%
0.0054%
0.38%
0.0068%
0.26%
YL (%)
95%-Confidence
Interval
37.95%–41.07%
0.0054%–0.0054%
0%–0.61%
0%–0.0284%
0.10%–0.42%
DE (%)
95%-Confidence
Average
Interval
45.24%
34.06%–56.42%
7.22%
0%–26.16%
2.78%
0%–8.32%
2.67%
0%–6.58%
0.70%
0%–2.98%
TABLE IV
Sensitivity Analysis of the Test-Specific Enhancements for a BDF When the Outcome of First High-Frequency Test t1M of the
Transceiver Mixer Is Predicted Using the Measurements from DC and Low-Frequency Tests
Enhancement applied
No enhancement
Hypercube collapsing
PCA
LDA
Hypercube collapsing + PCA
Hypercube collapsing + LDA
YL (%)
95%-Confidence
Average
Interval
2.17%
0.93%–3.41%
27.06%
0%–100%
0.11%
0%–0.30%
0.30%
0%–0.63%
3.63%
0.71%–6.55%
0.72%
0.51%–0.93%
DE (%)
95%-Confidence
Average
Interval
0.38%
0%–1.75%
0%
0%–0%
7.64%
0%–29.25%
4.42%
0%–7.63%
0.31%
0%–1.09%
0.30%
0%–1.60%
TABLE V
Comparison of YL and DE When the Outcomes of Three High-Frequency Tests of the Transceiver Mixer Are Modeled Using
Various Statistical Learning Techniques
Mixer Test
t1M
M
t16
M
t20
Type of Statistical
Learning
Discriminant analysis
SVM
Neural networks
Single BDT
BDF with hypercube
collapsing + LDA
Discriminant analysis
SVM
Neural networks
Single BDT
BDF with hypercube
collapsing + LDA
Discriminant analysis
SVM
Neural networks
Single BDT
BDF with hypercube
collapsing + LDA
YL (%)
95%-Confidence
Average
Interval
0%
0%–0%
0.43%
0.33%–0.53%
0.17%
0%–0.55%
0.15%
0%–0.47%
0.72%
0.51%–0.93%
DE (%)
95%-Confidence
Average
Interval
7.44%
2.56%–12.32%
1.31%
0%–4.49%
2.02%
0%–6.53%
1.55%
0%–5.03%
0.30%
0%–1.60%
0%
0.11%
0.34%
0.42%
1.94%
0%–0%
0%–0.25%
0%–1.35%
0.20%–0.63%
1.42%–2.46%
7.00%
1.02%
7.85%
4.46%
0.38%
2.74%–11.27%
0%–2.13%
0.55%–15.16%
2.16%–6.76%
0%–1.79%
0.23%
0.94%
0.19%
0.39%
0.88%
0%–0.55%
0.34%–1.45%
0%–0.53%
0.14%–0.64%
0.57%–1.19%
7.44%
0.62%
8.27%
4.70%
0.41%
1.24%–13.65%
0%–1.37%
0.90%–15.64%
2.31%–7.09%
0%–1.15%
Before concluding this section, it is also important to explain
why we chose not to compare our methodology to a single
BDT with test-specific enhancements. In Section II-B, we have
explained that the prediction accuracy of a BDF is improved
over a single BDT. In addition, we also observe that if a
test-specific enhancement improves the accuracy of a BDT,
it will improve the accuracy of each BDT within a BDF.
Therefore, using the same principle described in Section II-B,
we conclude that the accuracy of a BDF with a test-specific
enhancement will be equal to or better than that of a BDT
with the same test-specific enhancement.
B. RF Transceiver
The next data set analyzed is package-test data from a
production cell-phone radio-frequency (RF) transceiver. An
RF transceiver is a mixed-signal system that can transmit and
receive RF signals. In this system, the receiver (Rx) “downconverts”8 and digitizes RF signal to output DC signals. On the
other hand, the transmitter (Tx) “up-converts” its digital input
to radio frequency for transmission. Rx and Tx are comprised
8 Signal down-conversion is the process of shifting the center frequency of
a signal from a high to a low value.
BISWAS AND BLANTON: REDUCING TEST EXECUTION COST OF INTEGRATED, HETEROGENEOUS SYSTEMS USING CONTINUOUS TEST DATA
of components that include, e.g., low-pass filter, low-noise
amplifier, mixer, and so on, which function in low-frequency
as well as RF domain. Consequently, the transceiver has to be
tested to function correctly in these two domains. The RF tests
of the transceiver are more expensive than the low-frequency
tests. Consequently, we target the elimination these RF tests
to achieve higher test cost reduction.
The data from the RF transceiver is collected from a fullfail test environment (i.e., an environment where all tests are
applied to each failing chip irrespective of which test the chip
fails). Consequently, the redundancy analysis of each candidate
test can be carried out using measurements from all other tests.
At the same time, since the mixers in the transceiver are RF
blocks that function at both low and high frequencies, their
high and low-frequency tests may be correlated. Consequently,
the 22 RF mixer tests of the transceiver are analyzed for
statistical test compaction using the measurements from its
72 DC and low-frequency, low-cost tests. In other words, the
22 mixer tests are used as Tc and the 72 DC and low-frequency
tests comprise Tkept . Test data from over 4600 chips are available for analysis, which is again divided randomly 50 times
into 80% training data and 20% validation data (50-fold cross
validation). Then, the averages and 95%-confidence intervals
of YL and DE are calculated for each test to determine if any
of the RF mixer tests are redundant.
Similar to the MEMS accelerometer experiment, each BDF
is again chosen to include 100 trees. However, the test-specific
enhancements that should be used for the transceiver data can
only be determined by evaluating their effect on the prediction
accuracies of Fc for the high-frequency mixer tests. Each
enhancement is applied separately to the first high-frequency
test t1M of the mixer (“M” stands for mixer). Again, while
performing PCA or LDA, all derived kept-test combinations
are used in our analysis. The results of this application are
reported in Table IV. The results indicate that even though
hypercube collapsing leads to no DE from Fc for any mixer
test, the average YL of Fc exceeds 27%. Moreover, PCA
makes DE unacceptable, and LDA does not improve YL, but
at the same time makes DE worse. However, the application
of hypercube collapsing to the test data along with PCA or
LDA reduces YL and DE. In fact, hypercube collapsing along
with LDA provides the best outcome. Similar analyses applied
to the other 21 mixer tests also yield results that are consistent
with the results reported in Table IV. Therefore, we conclude
that applying hypercube collapsing along with LDA to the
BDF is most desirable since DE of the transceiver is likely not
as important as the automotive accelerometer. As a result, the
follow-on analyses uses BDFs in combination with hypercube
collapsing and LDA for redundancy analyses of the RF mixer
tests.
Test compaction analysis along with hypercube collapsing
and LDA is used to determine if any of the 22 RF mixer
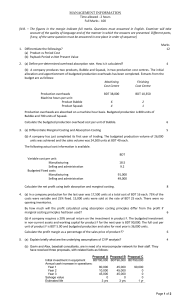
tests can be eliminated using measurements from the 72 lowfrequency and DC tests. The results of these analyses are reported in Fig. 6. Specifically, Fig. 6(a) and (b) reports YL and
DE, respectively, when the corresponding RF test is deemed
redundant. Both plots include a straight line that represents the
95%-confidence interval of the prediction accuracy for each Fc
157
Fig. 6. Average and 95%-confidence intervals of (a) YL and (b) DE when
each of the 22 high-frequency transceiver mixer tests are predicted using an
Fc based on the DC and low-frequency tests.
for each high-frequency mixer test. The solid square marker
on each line denotes the average prediction accuracy of the
respective Fc for each test. From Fig. 6, we conclude that
M
M
tests t1M , t9M and t16
− t22
are redundant when the acceptable
DE is ≤2.0% and the acceptable YL is ≤2.5%. Obviously,
different conclusions would be drawn for other limits on YL
and DE.
Finally, we evaluate our statistical test compaction methodology against discriminant analysis, SVMs, neural networks,
and a single BDT. These approaches are implemented in
a fashion similar to the scenario involving the MEMS accelerometer. The prediction accuracy of Fc for each of the
M
M
three redundant tests t1M , t16
, and t20
, respectively, using these
learning techniques is listed in Table V. These results are
also derived using 50-fold cross validation. Table V shows
that the prediction accuracies of our approach again either
outperforms or is comparable to these other popular learning
techniques.
VII. Conclusion
In this paper, we have described a BDF-based statistical test
compaction methodology for integrated, heterogeneous systems. Comparing our approach to other popular classification
techniques using two real production systems has shown that
the use of a forest of binary decision trees along with some
158
IEEE TRANSACTIONS ON COMPUTER-AIDED DESIGN OF INTEGRATED CIRCUITS AND SYSTEMS, VOL. 30, NO. 1, JANUARY 2011
test-specific enhancements is likely more suited for identifying
redundant tests of an integrated system. Moreover, we
observed that hypercube collapsing is only suitable when the
pass-fail boundaries of the test data are parallel to the kept-test
axes. As a result, while hypercube collapsing alone is sufficient
for the MEMS accelerometer, LDA is also necessary for the
RF transceiver. Finally, a priori knowledge of which tests are
more expensive and also probably redundant enabled the elimination of the cold mechanical test of the accelerometer and
nine of the 22 high-frequency mixer tests of the RF transceiver.
These tests are of relatively higher cost, and therefore, their
elimination could achieve a significant amount of test cost
reduction. Consequently, a priori knowledge about which tests
are more expensive and also likely redundant should always be
used for initially identifying potentially redundant test for full
analysis.
Before concluding this paper we would also like to emphasize that the work here addresses the problem of deriving correlation functions for redundant tests given a set of
continuous test measurement data. However, most likely, this
test data was collected over a relatively small period of time
as compared to complete production life of the integrated
system, and the correlation among tests typically fluctuate over
the life of an integrated system. As a result, a correlation
function derived using the methodology described in this
paper, and, in fact, other related work as well, will likely
become inaccurate over time. To remedy this shortcoming,
we have also developed a technique for updating the correlation function when deemed necessary for maintaining its
prediction accuracy. Details about this paper can be found
in [5].
[11] S. Biswas and R. D. Blanton, “Statistical test compaction using binary
decision trees,” IEEE Des. Test Comput.: Process Variation Stochastic
Des. Test, vol. 23, no. 6, pp. 452–462, Nov. 2006.
[12] J. K. Martin and D. S. Hirschberg, “The time complexity of decision
tree induction,” Dept. Inform. Comp. Sci., Univ. California, Irvine, Tech.
Rep. 95-27, Aug. 1995.
[13] T. M. Mitchell, Machine Learning. Boston, MA: WCB/McGraw-Hill,
1997.
[14] J. R. Quinlan, C4.5 Programs for Machine Learning. San Mateo, CA:
Morgan Kaufmann, 1993.
[15] L. Breiman, “Bagging predictors,” J. Mach. Learn., vol. 24, no. 2, pp.
123–140, Aug. 1996.
[16] L. Rokach and O. Maimon, “Top-down induction of decision trees
classifiers: A survey,” IEEE Trans. Syst., Man, Cybern., Part C: Applicat.
Rev., vol. 35, no. 4, pp. 476–487, Nov. 2005.
[17] R. Schapire, “Strength of weak learnability,” J. Mach. Learn., vol. 5,
no. 2, pp. 197–227, 1990.
[18] T. Hastie, R. Tibshirani, and J. H. Friedman, Elements of Statistical
Learning: Data Mining. New York: Springer, 2001.
[19] J. R. Quinlan, “Bagging, boosting, and C4.5,” in Proc. Nat. Conf. Artif.
Intell., 1996, pp. 725–730.
[20] L. Todorovski and S. Dzeroski, “Combining multiple models with meta
decision trees,” in Proc. Eur. Conf. Principles Data Mining Knowledge
Discovery, 2000, pp. 54–64.
[21] M. E. Wall, A. Rechsteiner, L. M. Rocha, “Singular value decomposition and principal component analysis,” A Practical Approach to Microarray Data Analysis. Norwell, MA: Kluwer, 2003,
pp. 91–109.
[22] P. Newall. (2005). “Ockham’s razor,” The Galilean Library Manuscripts
[Online]. Available: http://www.galilean-library.org/or.html
[23] P. Latinne, O. Debeir, and C. Decaestecker, “Limiting the number of
trees in random forests,” in Proc. 2nd Int. Workshop Multiple Classifier
Syst., vol. 2096. 2001, pp. 178–187.
[24] Automotive Electronics Council, Automotive AEC-Q100 Test Quality Reports [Online]. Available: http://www.aecouncil.com/AECDocuments.
html
[25] V. N. Vapnik, Statistical Learning Theory. Danvers, MA: Wiley,
1998.
[26] JMP Statistical Discovery Software, ver. 7, SAS Softwares, Cary, NC,
2007.
[27] SVM, ver. 6.01, T. Joachims, Ithaca, NY, 2004 [Online]. Available:
http://svmlight.joachims.org
References
[1] Semiconductor Industry Association, “Test and test equipment,” in
International Technology Road Map for Semiconductors, ch. 7,
p. 36, 2008 [Online]. Available: http://www.itrs.net/Links/2007ITRS/
2007− Chapters/2007− Test.pdf
[2] J. B. Brockman and S. W. Director, “Predictive subset testing: Optimizing IC parametric performance testing for quality, cost, and yield,” IEEE
Trans. Semiconduct. Manufact., vol. 2, no. 3, pp. 104–113, Aug. 1989.
[3] R. Voorakaranam and A. Chatterjee, “Test generation for accurate
prediction of analog specifications,” in Proc. IEEE VLSI Test Symp.,
May 2000, pp. 137–142.
[4] L. Milor and A. L. Sangiovanni-Vincentelli, “Optimal test set design for
analog circuits,” in Proc. Int. Conf. Comput.-Aided Des., Nov. 1990, pp.
294–297.
[5] S. Biswas and R. D. Blanton, “Maintaining the accuracy of test compaction through adaptive re-learning,” in Proc. VLSI Test Symp., Apr.
2009, pp. 257–263.
[6] S. Biswas and R. D. Blanton, “Test compaction for mixed-signal circuits
by using pass-fail test data,” in Proc. IEEE VLSI Test Symp., Apr. 2008,
pp. 299–308.
[7] L. Milor and A. L. Sangiovanni-Vincentelli, “Minimizing production test
time to detect faults in analog circuits,” IEEE Trans. Comput.-Aided Des.
Integr. Circuits Syst., vol. 13, no. 6, pp. 796–813, Jun. 1994.
[8] E. Yilmaz and S. Ozev, “Dynamic test scheduling for analog circuits
for improved test quality,” in Proc. Int. Conf. Comput.-Aided Des., Oct.
2008, pp. 227–233.
[9] H. G. D. Stratigopoulos, P. Drineas, M. Slamani, and Y. Makris, “NonRF to RF test correlation using learning machines: A case study,” in
Proc. VLSI Test Symp., May 2007, pp. 9–14.
[10] S. Biswas, P. Li, R. D. Blanton, and L. Pileggi, “Specification test
compaction for analog circuits and MEMS,” in Proc. Des., Automat.
Test Conf. Europe, Mar. 2005, pp. 164–169.
Sounil Biswas received the B.Tech. degree in electrical engineering from the Indian Institute of Technology Kanpur, Kanpur, India, in 2002, and the
M.S. and Ph.D. degrees in electrical and computer
engineering from Carnegie Mellon University, Pittsburgh, PA, in 2004 and 2008, respectively.
He is currently with Nvidia Corporation, Santa
Clara, CA, where he focuses on test cost reduction,
yield improvement, and quality control through statistical data analyses. His current research interests
include statistical analysis of test data, systematic
and parametric yield learning, and adaptive test.
R. D. (Shawn) Blanton (S’93–M’95–SM’03–F’09)
received the B.S. degree in engineering from the
Calvin College, Grand Rapids, MI, in 1987, the M.S.
degree in electrical engineering from the University
of Arizona, Tucson, in 1989, and the Ph.D. degree
in computer science and engineering from the University of Michigan, Ann Arbor, in 1995.
He is currently a Professor with the Department
of Electrical and Computer Engineering, Carnegie
Mellon University, Pittsburgh, PA, where he is also
the Director of the Center for Silicon System Implementation, an organization consisting of 18 faculty members and over
80 graduate students focusing on the design and manufacture of siliconbased systems. His current research interests include the test and diagnosis
of integrated, heterogeneous systems and design, manufacture, and testinformation extraction from tester measurement data.