Maelstrom - Dynamic Aging System
advertisement

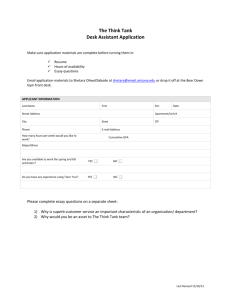
Maelstrom - Dynamic Aging System Submitted to Dr. Geoffrey Swain. Ocean Engineering Design (OCE 4541) FLORIDA INSTITUTE OF TECHNOLOGY Melbourne, Florida By Brian Biera April 2006 Table of Contents I. II. III. IV. V. VI. VII. VIII. List of Figures/Tables Introduction Requirements for Test Existing Methods of Dynamic Testing A. Drum Test B. Shallow submergence C. Poseidon Test Dynamic Aging Tank A. Concept B. Prototype 1. Water Pump Jet Analysis/Calculations 2. Disc Flow analysis C. Final Design – “Maelstrom” 1. Tank Design i. Power Calculations ii. Resistance Calculations iii. Dimensions 2. Test Panel Mount Design i. Internal pressure calculations ii. Drop-in panel considerations 3. Water Rotation Method i. Bearing considerations ii. Deflection calculations iii. Materials considerations iv. Paddle System v. Disc Flow vi. Superstructure a. Design Changes b. Material Considerations 4. Motor Selection i. Hydraulic Analysis/Calculations ii. AC Motor Analysis iii. DC Motor Analysis D. Maintenance Discussion Conclusion Appendices -1- List of Figures Figure 1 – Top Tank Layout ----------------------------------------------- 10 Figure 2 – Profile Tank Layout --------------------------------------------- 10 Figure 3 – Hatch and Lid top View ---------------------------------------- 11 Figure 4 – Profile View of Easy-Access Hatch --------------------------- 11 Figure 5 – 45° Beveled-Edge Drop in Panel ------------------------------- 16 Figure 6 – 90° Step-Edge Drop in Panel ----------------------------------- 16 Figure 7 – Notch-Side Drop in Panel --------------------------------------- 17 Figure 8 – Disc Drive System ------------------------------------------------ 20 Figure 9 – Top View Disc Flow Circulation System ---------------------- 21 Figure 10 – Prototype Motor Mount ----------------------------------------- 22 Figure 11 – New mount system ---------------------------------------------- 23 List of Tables Table 1 – Apparatus Comparison ------------------------------------------- 6 Table 2 – Motor Comparison ------------------------------------------------ 26 -2- Introduction: The world wide ban on the use of tributyl-tin self-polishing antifouling coatings has necessitated the need for research into the use of other methods to control biofouling. One of the main research areas is silicone-based release coatings. The Center for Corrosion and Biofouling Control (CCBC) at the Florida Institute of Technology (FIT) has been testing antifouling technology for over 20 years. The CCBC has developed many different tests to quantify how the coatings perform against biofouling. At present the main method of testing antifouling systems is to subject them to fouling under static immersion conditions (ASTM D-3623-78a(1998)). This represents the environmental experienced by a ship in port, but does not represent the conditions of a ship underway. Whilst methods do exist for dynamic immersion of coatings, there is a need to develop a method that can subject large flat test panels to prolonged periods of dynamic flow at speeds representing a vessel underway. This report presents the final design process of the Dynamic Aging Testing System (Maelstrom). It details the tank design, powering calculations, drive system selection and calculations, drive system design, including drive paddles and material selection, superstructure calculations and design, and then the final assembly and testing practices of the tank. -3- Requirements for Test: The following were identified as requirements for the system. The hydrodynamic conditions over the test surfaces should be equivalent to free stream flow over a ship’s hull, up to a design speed of 10.82m/s. The system must be able to accommodate flat 0.25m x 0.30m antifouling panels (ASTM D 3623 – 78a (1998)). The panels must be held static in position for full simulation of free stream flow. Boundary layer conditions must be able to be measured. Existing Methods for Dynamic Testing: There are several standard tests that are used for the dynamic testing of antifouling systems (Table 1). These include: the rotating drum test, high velocity water channel, Poseidon, rotating disc and rotating water tests. The rotating drum test was one of the first tests developed (ASTM D-493989(1996)). This test features a large cylinder that is connected to a motor to induce rotation. The test panels are attached to the test drum so they are rotated lengthwise through the water. Velocity of the water across the panels can be measured by using the rotation of the shaft and calculating the angular velocity at the outer edge of the drum. This yields good results for the erosion over time of panels. Major drawbacks are that the shaft can only run at one speed at a time. Also, panels must be curved to accommodate fitting on the testing drum. The curvature of the panels adds an extra cost to the samples and creates difficulties in applying the coatings. High velocity water through a channel (ASTM D 4938-89 (2002)) has also been used to test the erosion of coatings on test surfaces. This test uses a large motor and pump to create flow across the panel surface. The velocities at the inlet of the channel are known. Using this, the velocities through the channel can be determined. This test shows how the erosion of ablative antifouling coatings fluctuates with different speeds. The apparatus for this test is expensive. To generate water velocities of up to 35-knots -4- the system requires a 100hp DC electric motor with a large pipe to achieve the correct flow of water. Poseidon Sciences Group developed the Poseidon Dynamic Test System in 2003 (Appendix E). This test equipment was intended to improve upon the rotating drum test in the assessment of the performance of antifouling and fouling-release coatings. The test uses a top-mount motor system that is used to turn a shaft to which panels are connected, much like the drum test. The improvement that was made to the drum test was that the panels were flattened out and placed so they would be rotated through the water horizontally. With this new development, both sides of the panel could be tested for erosion and fouling release. Furthermore panels can be tested at different velocities depending on their distance from the center of rotation. Through this improvement, the ability to test a large number of panels was achieved, but a disadvantage is that to change the test panels the whole apparatus must be removed from the water. The rotating disc test was developed at the United States Naval Academy in 2004 [15] has been used to determine the effect of erosion rates and hydrodynamic performance of coatings. The test uses rotational disc theory that began in the early 20th century. This test quantified how much drag was introduced onto a ship’s hull from large amounts of biofouling. This test uses a variable speed DC electric motor that is connected to a shaft that rotates the disc. When used to measure drag, a tachometer and a torque sensor are attached. Only one coating can be tested at a time. Even with this negative aspect, the device is fairly simple and easy to operate. A Tank Dynamic Aging System was developed at the Florida Institute of Technology in 2003 [23]. This system operates by rotating water inside of a tank. This creates turbulent flow across flat test panels mounted around the perimeter of the tank. The prototype used a gear-reduced DC electric motor to turn drive paddles inside of a tank. The water was constantly replenished and cycled through the tank during the duration of the testing procedure. Boundary layer was measured by using a stagnation tube. The advantages of this system are that flat panels of any dimension can be accommodated in the tank, the boundary layer conditions can be measured over the surface, the boundary layer is similar to ship hull conditions, the test panels can be instrumented, and the system is energy efficient. -5- Comparison Table for Biofouling Release Coating Test Apparatus Features Description Flat Panels Rectangular Panels Speeds > 15-knots Velocity Measurement Multiple Panels Shear Measurement High Cost High Reproducibility High ease of Panel Changeability Static Panels Moving Water Variable Speed Rotating Disc High Velocity Channel ?? ? ?? ASTM D 4398-89 (2002) ?? ?? ?? Rotating Drum ASTM D 4939-89 (1996) ? ?? ?? (Maelstrom) ?? ?? ?? ?? ?? ?? ? ?? ? ?? ? ?? ? ?? ? ?? ?? ?? ?? ?? ? ?? ?? ? ?? ? ?? ?? ?? ?? ?? ? ? ? ?? ?? ? ? ?? ? ?? ?? ?? ? ? ? ?? ?? ?? ?? ?? Poseidon Rotating Water Table 1 – Apparatus Comparison Dynamic Aging Tank: Concept: The purpose of the CCBC’s dynamic aging tank at the Florida Institute of Technology is to provide scientific protocol that imitates the service conditions experienced by the coatings on the hulls of ships. The nature of the flow created inside of a large container simulates the fully developed turbulent flow across ship hulls. This removes the limitations of existing protocol in which properties of flow over the test panels are poorly defined. The dynamic aging test system will allow for multiple panels to be tested under fully described boundary layer conditions. -6- Prototype: The prototype of the dynamic aging system was designed by Dr. G. W. Swain and Arthur Touzot at the Florida Institute of Technology in 2003 (Appendix G). The device featured a 1.6m diameter tank using a water depth of 0.61m. The water was circulated by PVC paddles driven by a 1.5hp DC electric motor with a 30:1 gear reduction. Automotive wheel bearings were used for the drive shaft. The motor and paddles efficiently created flow across the panel’s equivalent to 10 knots. Blank test panels were placed into the mount locations, and by using a stagnation tube the boundary layer was measured at several velocities. These measurements showed that the flow was fully developed turbulent flow however, there were pressure fluctuations due to the design of the paddles. Two alternative methods of circulating the water were considered. These were a water jet system and a disc flow system. The water jet system used the principals that circulate water inside of a whirlpool tub. Although it takes a high energy to initially drive the fluid, it does not require as much to keep the flow going. Through the use of a centrifugal pump drawing water from within the tank and pushing it back into the container at an accelerated rate, a high-speed flow can be created. Outlet foils could be designed to direct the flow across the panels to help accelerate the water around the tank. To test this method a 3/4 hp industrial pump was used with 1 ½ inch inlets and outlets (Appendix G). The system was mounted in a 1.6m diameter polyethylene tank filled with water to an approximate depth of 0.61m. To create the jetting effect, three PVC tees and one elbow were placed into the tank. The outlets of each of these could be modified to create a smaller stream with a more powerful flow (Appendix C). The highest flow that was achieved using this system was only 4rpm or about 0.06m/s. This was much too slow and it was decided not to pursue this method. Jet Pump Calculations: Assumptions: 1.6m Tank Diameter 0.0762m ring of accelerated water 0.61m water depth 0.0030 m³/s flow from 3/4hp motor 10.82m/s design angular velocity -7- The value for Q, or flow, was determined from the Little Giant product specs sheet [17] using assumed head of 3.05m for flow through pipes. Area of cross-section of water = A Volumetric flow rate = Q Velocity = ? = V Q = V * A [10] V=Q A A = Accelerated water* water depth = 0.046m2 Get Q into ft3/s Q = 0.0030 m3/s V = 0.0030 m3/s = 0.064 m/s ? Test velocity using pump 0.046 m2 Design needs: V = 10.82 m/s Q = 10.82 m/s * 0.046 m2 = .498 m3/s Another system that was considered to create the flow of water around the tank is a boundary layer rotating disc. The disc flow method is derived from the research that Nicola Tesla conducted during the early 20th century. The principal behind the Tesla turbine is that parallel rotating plates can cause fluid flow. Operation of the Tesla engine depends upon two well-known properties of fluids: adhesion - the tendency, for example, of a certain amount of water to cling to a smooth metal surface, even when the bulk of the water has been shaken off; and viscosity, the resistance of fluids to molecular separation, the tendency of one drop, in a mass of fluid, to drag adjoining drops with it, if set in motion [21]. The kinematic viscosity of water leads to high gains in the velocity of a fluid with little power added. This method is ideal for the Maelstrom dynamic aging system as the pressure flux from a paddle drive system will be negated. -8- Final Design – Maelstrom: Tank Design: The Maelstrom dynamic aging system design was based on lessons learned from the prototype system. The new tank was designed to create optimum flow, make panel changing easier, and to be instrumented. Arthur Touzot began this work by drawing the initial design in ProEngineer from which several modifications were made. The main features of the final design are as follows: ? Shortening the tank to 0.965m with a 0.74m water depth ? Expanding the internal diameter to 2.16m ? Semi-octagonal internal tank wall ? Accommodations for 16 0.254m x 0.305m panels ? Accommodations for 2 Instrument Panels ? Use of a wash down rated motor ? Expanding the prototype motor mount frame to conform to the new tank ? Shortening existing frame to limit alignment issues ? Use of disc boundary layer drive system Fig. 1 Top Tank Layout (All meas. inches , all drawings were done using AutoCAD 2004®.) -9- Fig. 2 Profile Tank Layout Fig 3. Tank Hatch and Lid top View - 10 - Fig. 4 Profile View of Easy-Access Hatch The Maelstrom tank has a working cylinder that has a diameter of 2.16 m, and an internal height of 0.767 m. The overall dimensions of the tank can be seen in figures 1 and 2. The tank was designed with global shipping via container ship in mind, so the maximum width was designed at 2.59 m. The tank and lid will be fabricated from core FRP at Webb’s Creative Lamination Works. The lid of the tank features easy-access gasketed hatches to facilitate the changing of the panels. The base of the tank features 0.15 m x 0.15 m supports that span the diameter of the tank, and are spaced so that lifting of the apparatus can be done with a forklift. A .305 m diameter center support will be added as a base for the drive system to be mounted to. Powering Calculations: For this device there needs to be a drive system. Some basic calculations had to be made for resistance and rotational needs based on a design speed of 21 knots. Assumed: Internal distance of 2.16m between flat portions 21 knot or 10.82m/s design speed round tank Tank full of water - 11 - Circumference of tank: C = pd C = 3.14(2.16m) C = 6.78 m ? Particle movement around tank From circumference and design speed a rotation can be calculated 21 knots * 1 hr * 1855 m * = 649.25 m 1 hr 60 min. 1 knot 1 min. 649.25 m * 1 rev = 95.0 RPM 1 min 6.78 m From these calculations to generate a design flow of 21 knots the water rotation inside the tank needs to be approximately 95 RPM. Once the revolutions for the design speed have been calculated, the resistance that the drive system will encounter in turning the mass of water inside the tank must be established. To find this resistance a general equation for calculation of horsepower was used. The calculations are as follows: Assumptions: Same as for rotational Calculations Rt = 1/2?V 2CdSA Resistance calculations for coefficients of drag [10] Crn = drag coefficient from Reynolds number of tank ? = kinematic viscosity of water = 1.41 x 106 m²/s c = tank circumference = 6.78 m d = depth of water = 0.737 m v = velocity of water in tank = 10.82 m/s SA = surface area of tank = 5.00 m² ? = angular velocity = 8.89 rad/s Reynolds number = Rn = Vc = 10.82 m/s * (6.78 m) = 5.2 x 107 ? 1.41 x 10-6 m²/s Crn = 0.75 (logRn – 2)² = 0.75 = 0.0230 [12] 32.67 Rt = (0.0230)*(5.00 m²)*(0.5*1030 kg/m3)*((10.82 m/s)²)*(0.00134) = 9.29 hp ? Conversion from N-m/s to hp - 12 - With the information that was calculated for basic data, the determined power needed to turn the system to our 10.82 m/s design speed is 9.29 horsepower. Because the water will be slowly accelerated to the design velocity a 5hp AC or DC electric motor will be used. Panel Mount Design: The prototype panel mount design had disadvantages and operational difficulties. The initial problem was that the tank was around 1.5m deep and, access to the panels mounted on the bottom was difficult. Changing the panels inside the tank required climbing inside of the apparatus. The panels sat in a small area between the PVC paddles and this created turbulence. Space limitations in the old tank restricted the number of panels that could be tested to four. The new tank will have eight large plates that will be mounted to the tank each with a space for two panels. This increases the number of test panels from four to sixteen, and makes instrumentation and calibration panels much easier. Mounts were designed based on the measurements taken from Arthur Touzot’s tank design (Appendix G). Uncertainties of the initial design included the studs mounted into the tank during fabrication possibly failing from cyclical loading. There will be an internal pressure increase in this design over the prototype due to a sealed tank lid. The pressure is created by the large amount of torque and power added to the mass of incompressible fluid. The water that is rotating in the tank will have energy but nowhere to dissipate it, thus creating a large pressure differential. Pressure calculations using Bernoulli’s solid state rotation principal [16] found the internal pressure at our design speed to be around 0.72 atm (Appendix C). For safety issues, and conservation in the calculations the assumed pressure of 1.0 atm will be used. - 13 - Tank Pressure Calculations: Bernoulli’s Equation for solid state rotation: [16] z2 – z1 = (1/8)*(? 2/g)*(d22 – d12) ? = 10.82 m/s d2 = 2.16 m d1 = .0254 m z1 = 0.767 m g = 9.81 m/s2 z2 = (1/8)*(10.82 m/s)²*[(2.16 m)² - (.0254 m)²] + 0.767 m = 7.72 m 9.81 m/s² 7.72m H2O = 0.772 atm 10.0m H2O/atm 1 atm = 14.70 psi Area of Panel Window = (0.356 m)*(0.66 m) = 0.235 m² Force on Window = (0.235 m²)*(1 atm) = 235 N Flange Area of Panel Bolts=(0.72 m)*(0.051 m)*(2)+(0.356 m)*(0.051 m)*(2) = 0.114m² Pressure on Flange = 235 N = 2.06 kN/m2 0.114 m² Pressure per Stud = 2.06 kN/m2 = 171.67 N/m2/bolt 12 bolts Outward Force on Stud = 171.67 N/m2 * 1 bolt = 130.1 N 1 bolt * 0.25p(0.013m)² Total force in tank = (1 atm)*(0.79m)*(7.78 m) = 6.14 kN The amount of pressure that will be generated inside of the tank was alarming. It is a giant pressure vessel filled with approximately 1000 gallons of water rotating at 10.82m/s. If failure occurred at a bolt that secures a panel mount to the tank, the results will be catastrophic. A re-design was necessary. In order to use the pressure created, the panels will be dropped into place down grooved sides. The pressure created holds the panel in place against the outside wall. There is no need to rely on exact placement of the - 14 - exterior mount studs, there is little risk of explosive failure without a window to the outside, and mounts can be lifted out for easy exchange. The first two iterations of designs were drop-in mounts utilizing the sides as the holds. The first of these designs can be seen in appendices (Appendix A) and features 45° beveled edges to secure the mount. This design is theoretically the strongest holding design of the drop in style panels because the applied forced will be normalized through the bevels. Machining of the mounts will be simple, as a regular table saw could be used to create the angled sides. The drawback of this design is during mold fabrication. The bevels would create the need to make a new mold for each of the sides of the tank, increasing cost. Using fiberglass presents a problem in creating the recessed angle this design requires (Appendix A). If the machining and processing between them does not follow close tolerances the mounts may move and cause force fluctuations across the testing surface. Fig. 5 45° Beveled-Edge Drop in Panel The second option designed is the drop-in panel with notched sides. These notches are 90° step style edges on the mounts (Appendix A). Like the beveled panel the manufacturing problems did not lie in the machining and manufacture of the panels but in the tolerances of the tank and the edges on them. - 15 - Fig. 6 90° Step-Edge Drop in Panel The final recommended design was a drop in panel that has grooves down the side of the mount (Appendix A). There increase in benefits caused this panel to be chosen over the others. The first is that the machining is simple. Once the edges are squared the appropriate grooves are machined down the panel sides. During the tank fabrication the proper size FRP bar-stock will be placed into the tank creating guides for the mounts. A locking mechanism will be placed at the bottom of the recess to keep the mount stationary and the proper depth in the recess. The process that John Webb will be using to fabricate the tank the grooves will be matched perfectly to machined panels. Fig. 7 Notch-Side Drop in Panel - 16 - Water Circulation System Design: Two drive systems were considered for the final design, a four paddle drive system similar to the prototype (Appendix F), and a boundary layer disc drive (Appendix A). The drive system for the Maelstrom will use five discs connected to a central drive shaft that is connected to the gear box on the motor. In the prototype the shaft and paddle system was not anchored to the bottom of the tank which caused an oscillation of the paddles while they rotated. This oscillation sent vibrations throughout the tank and when higher velocities were attempted, the belt drive system hopped on the splines of the gears. The shaft also heaved up and down through the whole system from the lack of bottom anchoring. For the Maelstrom, the drive shaft will sit in a delrin raceway flange mount bearing ordered from McMasterCarr. The drive shaft will be a .0254 m stainless steel shaft with a hub connection to the bearing outside the top of the tank and at the bottom of the drive paddles. A hub connection will allow for the drive system to be placed into the tank before the lid is attached and the drive motor is placed on the top of the support frame. Tank Drive System Calculations: Assumptions: 1 in driveshaft 188.03 N-m ? introduced moment from motor gearbox Clamped shaft in rotation – no bending 0.74m Shaft length 2.06 x 108 N/m2 ? strength of steel shaft assuming 316 austenitic [3] Using equations for rotational shafts [20] T = TL = Shaft rotation from torque GJ J = Pi * Dia.4 = 0.029 m4 32 = 0.000023 rad ? Shaft rotation T = (188.03 N-m) * (0.74 m) (2.06 x 108 N/m2) * (.029 m4) Using the torque from a 5 hp motor speed of 95 rpm [8] - 17 - T = 6600 * Hp = 6600 * 5 hp = 3753.4 in-lbs. ? 424.13 N-m ? 8.792 rad/s t = T * r = (3753.4 in-lbs) * (0.5 in) = 19125.67 psi ? 1.33 x 104 kN/m² J 0.098 in4 The two materials that were analyzed for use as paddles were PVC and G10 epoxy FR4 panels. PVC is currently used in the prototype and works efficiently. Even though the PVC is effective, the design velocity in the Maelstrom is twice that of the prototype, creating greater shear forces. With this in mind other material were researched. The best material found was the G10/FR4 epoxy FRP panels. G10 has similar properties to PVC, but is much stronger containing less material. A sheet of G10 that is 0.00635m thick has a compressive strength of 2.41x105 kN/m², while a much thicker PVC paddle would be required for same compressive strength [2]. The forces found to be acting on the panel from the shaft rotation were around 1.33x104 kN/m² (Appendix C). The dimensions of these panels will be such that they will be close to the top and bottom of the tank, as well as the sides. Final design dimensions for these drive paddles are 0.9906 m long and 0.66 m tall. This allows clearance of the bottom bearing and places the paddles close to the outside of the tank. The disc drive system that was discussed earlier was chosen as the drive system for the Maelstrom. The advantages for this system are that it does not create pressure fluctuations in the flow, requires moderate powering to generate flow, and creates a turbulent condition. Boundary layer calculations for parallel disc spacing Disc diameter = 1.892m Length of plate (circumference) = 5.75m Velocity = 10.82m/s Reynolds Number = Re = 4.41 x 107 ? Turbulent condition Boundary layer = d = 0.16 * (Circ) = 0.16 * (5.75m) = 0.074m [10] Re1/7 (4.41x107)1/7 Plate spacing = 14.8cm = 2 * d - 18 - Coefficient of friction BL = 0.523 ln2(0.06 * Re) 1520 Re = 0.00236 [10] Friction force = 0.00236*(Aplate)?(1/2V2) = 0.77N ? Resistance for plate To optimize the effectiveness of this drive system the boundary layer was determined along the surface of one edge of a 1.892 m disc (Appendix C). The spacing of the discs was determined to be twice the boundary layer using the top and bottom conditions. The resistance from turning a disc edgewise in seawater is very low (Appendix C). This will not increase the need of powering beyond what was calculated from the tank resistance and water drag. Fig. 8 – Disc Drive System - 19 - Fig. 9 Top View Disc Flow Circulation System The motor will be attached directly to the shaft through a gear box. This improves the design because slipping of belts is non existent. The motor controller has an output screen that shows motor operational data, using this display and knowledge of the gear reduction drive rotation can be calculated. The tolerances for aligning the shaft to the motor are tighter than with belt drives, but there is safer with no possibility of a belt breaking. Superstructure: The superstructure that will be used is a modified version of the support and mount system that was used on the prototype version of the dynamic aging system. The existing frame dimensions are located in the appendices (Appendix A). - 20 - Fig. 10– Prototype Motor Mount It was constructed using a 5000-series marine approved aluminum. The base of the structure is assembled with 6.35 cm x 7.62 cm aluminum I-beams with at 0.476 cm web, while the upper structure uses 5.08 cm x 5.08 cm aluminum angle stock. The changes that will be made to the old structure will allow the frame to fit on the new tank design. The length will be extended by 28.3 cm, 14.15 cm to each side of the mount, and the motor support will be shortened. This shortening allows for higher precision in drive shaft alignment and limit vibration. The final design frame will allow motor maintenance by supporting the weight of the motor assembly and a technician on the structure itself. - 21 - Fig 11. – New mount system Initial testing of the tank will be conducted using the 1.5hp gear-reduced DC electric motor from the prototype. The old frame used a precision track motor mount for this motor to be used. To accommodate the Baldor® Smartmotor® an addition to the mount system was made. This mount will be drilled to the specifications on the base of the Baldor® motor [8]. The plate will be mounted such that system will be directly driven from the gearbox. Motor Selection: There were three types of motors that were considered to drive the paddle system in the tank (Table 2). Two were electric: AC and DC electric motors rated to 5hp based on calculated values (Appendix C). Another was a hydraulic system driven by a small diesel motor. Hydraulic motors rely on the simple principal that fluids are incompressible and force is distributed throughout the system [26], [22]. Hydraulic motors operate by the use of pumps that are driven by gas, diesel or electric motors. The advantage of these motors is that a large output of torque is created with a relatively small motor. Because the motors rely on the fluid flowing through them there is virtually no wear. Both AC and DC motors have components that wear and cause inefficient operation. Using a fuel driven motor, hydraulics negate the problems that occur with power outages. The main - 22 - disadvantage of a hydraulic system is the way the pump is driven. The need for an electric drive motor may be negated, but there is a need to replenish the fuel that is burned. As well, the pumps are inefficient, there is a loss between the power applied to the pump versus power that the system gains. Using calculations and readings from the Internet as well as the surplus catalog, a cost estimate was created for the set-up cost of a hydraulic system. The cost of this system was $4,092.63 (Appendix D). This large cost of start-up and continued consumption of diesel fuel necessitated other drive methods to be considered. Hydraulic Motor Calculations: (calculations in FPS due to found Constants from catalog formulas) [22] Assumptions: 95 rpm around tank 1500 psi system operating pressure 5hp needed to drive system Hp = Torque * RPM 5252 5Hp = Torque * 95 RPM = Torque = 276 ft-lbs ? 3317.1 in-lbs 5252 Torque = Displacement * System pressure 75.36 276 ft-lbs = Displacement * (1500 psi) = Displacement = 13.87 in3/rev 75.36 The motor section in Surplus Center® catalog [22] had the motor decided upon for this design. The motor has a 12 GPM flow rate, for calculations 13.5 GPM will be used to be conservative, also from the catalog the flow uses a 1000rpm rating with a 0.85 efficiency rating, also for conservation. Pump Disp. = System flow * 231 in3/gal Pump RPM Pump Disp. = 13.5 GPM *231 in3/gal = 3.12 in3/rev 1000 rpm - 23 - Hp to drive Pump = System flow * System pressure 1714 * pump efficiency Hp = 13.5 GPM * 1500 psi = 13.9 Hp 1714*(0.85) DC uses a direct current from an electrical source. This current is pushed through a coil that creates a field which causes rotation of the motor [19]. These motors are the most basic type of electric motor. The way that these motors function causes tremendous losses in the torque due to the varying rotational phases of operation. Coils must be added to the system to increase total torque and mitigate losses. The result of the adding coils makes these motors extremely heavy in the mid- to high-horsepower ratings. Increased voltage and current are needed to power more coils in the motor, necessitating a 440 volt main line connection. A licensed electrician must be contacted every time the motor is disconnected or reconnected. The 5Hp DC motors that are wash down or exterior rated are extremely heavy. The lightest motor found was around 150lbs, this is not too heavy, using a winch or a hoist, but the transferability of this motor is questionable. The AC electric motor system was the third considered, and determined to be the motor style to be used. AC motors operate on an alternating current that creates a revolving magnetic field inside the motor housing [1]. The rotor in the motor has an opposing magnetic field from the interaction to the induced field and rotation is created. This rotation can turn wheels, pulleys, or a variety of systems. AC motors are much smaller and lighter than DC motors at the same horsepower. They output the same amount of torque and can operate for the same duration with lower voltage requirements. The motor that best fit the design criteria was the Baldor® Smartmotors® [8]. The Baldor® motor is wash down rated which allows the motor to be run where it might get wet. This is paramount since the testing apparatus will be placed outside. The motor will be semi-exposed to weathering for long testing cycles. If the power that is supplied to the motor is severed, Smartmotors® are programmable to re-commence once power is returned to the system. Using these motors is recommended with confidence for this drive system. - 24 - Type of Motor Serviceability Availability of Parts Temperature Issues Wear Controllability Resistance to Environment Cost Weight Electric DC Electric AC Hydraulic Good Good Poor High Good Moderate High High Excellent Excellent Good Fair Excellent Good High Medium Excellent High Good Low Fair Excellent High Medium Table 2. – Motor Comparison - 25 - Maintenance: In order for this new design to be accepted for use as an American Society for Testing and Materials (ASTM) standard the design must be maintainable. The upkeep on the apparatus must be fairly simple and low cost. This design contains features to keep operational costs low, while yielding excellent results. These features include easy open hatches, slide in panel mounts, removable superstructure, lid, motor mounts, motors, and an overhead chain-fall system. The superstructure of the drive system is bulky and heavy. A way to move the system has been devised. What has been proposed and designed is to assemble with a “bottom-up” mentality. This process facilitates the assembly as all of the components will be separately constructed. The motor and gearbox will weigh close to 100kg when placed together, so an overhead chain-fall will be used to move the motor off of the drive shaft. Once the system is moved to its final destination a frame constructed of steel will be assembled and placed in tracks that run on either side of the apparatus. The tracks will steady movement in the x-direction and a steel I-beam will steady the y-direction while the winch system will control vertical placement. Lifting using a chain hoist allows for component placement with higher precision. Cleaning the system is also a high priority. The main focus of this testing device is to test fouled or once fouled panels. When different forms of biological life are released into the tank, they can possibly find places to take hold and begin to grow. To, not inhibit, but control the amount of biofouling that adheres to the tank the interior will be painted with International Paints Intersleek® coating. With the inside having a release coating, most of the fouling will be released during normal testing and washed out during draining. If any biological life is left it can be scrubbed off the sides and rinsed out. - 26 - Discussion: The application of the theory in the design of the Florida Institute of Technology’s dynamic aging tank has been proven in the existing prototype. Through reapplication of the theory and refining of the design a superior system has been designed. The refining process began with recognizing that there were issues with the existing system. Once the issues were established correcting changes were made. Every aspect of the apparatus was changed and updated to accommodate higher speeds, pressures, more test panels, and increase workability. Some of the questions that could be asked of this new design are: What can the apparatus actually test? Will multiple velocities be attainable? With the flow inside the tank replicating fully developed flow across the hull of an oceangoing vessel this system will be able to quantify the losses of material of various ablative antifouling coatings. It will be capable of illustrating the durability and wearablility of silicone based release coatings. The Maelstrom, through future testing, will allow the measuring of the boundary layer of a flow generated in a circular tank. With knowledge of the boundary layer inside the tank, using a stagnation tube, velocities for shaft rotation will be calculated. Using a whetstone bridge force gauge mounted inside of the sides of the tank, the forces across the surface will be measured. The device can make measurements at various speeds through the power band, however this device is designed to demonstrate a constant velocity across the coatings. How efficient will testing fouled panels be? Who can operate this device? How will you calibrate the equipment? The efficiency of testing the panels will be maximized. Many of the existing methods of testing (i.e. Poseidon, rotating drum, and water channel) use multiple panels, but these tests limit changing of the panels. The Maelstrom will run 16 coated panels per testing cycle, and the samples will be able to be easily changed out two at a time. Once the setup is complete anyone will be able to conduct long term testing. The motor that is used is programmable, easy to use, and mechanically forgiving. The panel mounts weigh approximately 15.88 kg each, but the low profile of the tank permits most people the ability to place them. This apparatus can be calibrated in many different ways. Using a stagnation tube to measure velocity, and noting the rpm from the - 27 - motor controller, a chart of equivalent velocities can be plotted. This practical testing data can be compared to the calculated theoretical velocities. Can the apparatus be replicated? John Webb’s creation of a foam mold to fabricate the tank will allow it to be produced readily and quickly. This “plug” will be a precise copy of the interior of the tank. The tank is also designed to fit inside of a large shipping container which allows transit around the world. Combined with the drawings that have been made in AutoCAD, the design will be able to be digitally transferred anywhere in the world for fabrication. Conclusion: The Maelstrom is designed as the most complete method of dynamic aging of fouling release coatings. This system takes the benefits of existing testing protocol and combines them into one central testing device. Through completion of the dynamic aging system the CCBC will have complete and fully operational testing protocols. This apparatus can be used to draw conclusions about the best coatings for different applications. - 28 - References: [1] “AC Motor Theory,” Integrated Publishing, [Online] November 14, 2005 http://www.tpub.com/doeelecscience/electricalscience2143.htm. [2] Acculam Technical Data, [Online] January 12, 2006, http://phenolic-sheets-rodstubes.com/data%20sheets/Acculam-technical-data.htm [3] Askeland, Donald E. The Science and Engineering of Materials 3rd edition, Boston: PWS Publishing, 1994. [4] ASTM D 3626-78a (1998) Standard method for testing antifouling panels in shallow submergence. American Society for Testing and Materials. [5] ASTM D 4938-89 (2002) Standard test method for erosion testing of antifouling paints using high velocity water. American Society for Testing and Materials. [6] ASTM D 4939-89 (1996) Standard test method for subjecting marine antifouling coatings to biofouling and fluid shear forces in natural seawater. American Society for Testing and Materials. [7] ASTM D 5479-94 (2000) Standard practice for testing biofouling resistance of marine coatings partially immersed. American Society for Testing and Materials. [8] “Baldor Motors and Drives” Catalog 501- 1998-1999 Edition [9] Cheremisinoff, Nicholas P., Fluid Flow: Pumps, Pipes, and Channels, Ann Arbor: Ann Arbor Science, 1981. [10] Crowe, T. C., Elger D. F., and Roberson, J. A., Engineering Fluid Mechanics 7th edition, New York, John Wiley & Sons, Inc., 2001. [11] Daly, W. F., et al. “Rotational Fluid Flow Experiment” Microfiche NAS 1.26:189979 [12] Gillmer, T. C, Johnson B., Introduction to Naval Architecture, Annapolis: Naval Institute Press, 1982. [13] Haslback, Elizabeth, “ASTM Methods for Eficacy[sic] Testing of Biocide-free Antifouling Paints,” NAVSEA, [Online], December 1, 2005, http://www.limnomar.de/download/10Workshop-B-Haslbeck.pdf. [14] Holland F. A., Chapman F. S., Pumping of Liquids. New York: Reinhold, 1966. [15] Holm, E. R., et al. “Evaluation of Hydrodynamic Drag on Experimental Fouling-release Surfaces, using Rotating Disks,” Biofouling, Vol. 20, August/October 2004. - 29 - [16] Kundu P. K., Cohen J. Fluid Mechanics 2nd Edition, San Diego: AP 2002 [17] LSP-34 Pump Specifications, Little Giant Pump Co., [Online], January 15, 2006, http://www.lgpc.com/Product/Specs.aspx?ProductID=835. [18] Matias, J. R., et al. “Marine Biofouling Testing of Experimental Marine Paints: Technical Considerations on Methods, Site Selection and Dynamic Tests,” Poseidon Sciences Group, October 2003 [19] McDonnell, S., Cherry K. “DC Motor Theory,” Texas A&M University, [Online], November 14, 2005 http://etidweb.tamu.edu/projects/labview/closedloop/motor.htm. [20] Nash, William, Strength of Materials, Schaum’s outlines. 4th edition New York: McGraw Hill, 1998. [21] Stearns E. F., “The Tesla Turbine” Lindsay’s Technical Archive: Popular Mechanics Magazine December 1911, [Online], February 14, 2006, http://www.lindsaybks.com/arch/turbine/. [22] “Surplus Center” Catalog 278 – 2005 Edition [23] Swain, Dr. G., Touzot, A., “Antifouling Aging Testing Systems”, Florida Institute of Technology, [Online], October, 10 2005, http://www.fit.edu/research/technology/antifoulingaging/html [24] Swain, Dr. Geoff, “Biocide Free Antifouling a Question of Testing,” Florida Institute of Technology, [Online] February 14, 2006 http://www.dbu.de/calender/foulingrelease/dows/14%20Workshop%20B%20Swain%20S ummary%20Methods.pdf. [25] Technical Panel TTCP, “Prevention of Marine Growth on Naval Vessels”, TTCP Case Study Report, [Online] October 10, 2005 http://www.dtic.mil/ttcp/casmat2.htm. [26] “Typical Hydraulic Motor,” Integrated Publishing, [Online] November 14, 2005 http://www.tpub.com/content/aviation/14018/css/14018_314.htm. [27] Wempner, Gerald., Mechanics of Solids. Boston: PWS Publishing, 1995. - 30 - Contents of Appendices: Appendix A – Tank Drawings Appendix B – Flowchart Appendix C – Calculations Appendix D – Cost Estimates Appendix E – Existing Tests Appendix F – ASTM Standards Appendix G – Prototype - 31 -