5.1.Capacity
advertisement

Team # 6: Sevak Ohanesbabrudi –Donna Manookian Gharghani
Anaeis Hambarchian - Axel Ghoukassian
Team #6
Dr. Asef Vaziri
SOM 306 BH
Chapter x capacity
Section 1:
What is capacity, and how we define it?
In this chapter we will discuss about capacity of an operation and the capacity of a
process. We also will discuss about the part of operation, flow time, cycle time, and utilization.
What is capacity?
In operational management capacity is the maximum level of value-added activity over a
period of time that the process can achieve under a normal operating condition. For example,
consider a parking lot in your university that can hold maximum of 300 cars. This capacity will
vary by how they use it. It would be different capacity if this parking is open for one day (8
hours) during the weekdays or (4 hours) during the weekends. It also depends on the users, for
example if they use the parking lot for students rather than for all visitors.
To simplify this let’s look at an example:
Suppose we want to make a batch of muffin. We need human resource such as you, your
friend, engineers or a chef in a restaurant. We also need capital resources, which in this case, it is
the oven. There are 3 chronological steps to make a muffin. You as the human resource prepare
everything and send it to the second recourse to bake it. But your preparation will take time
which is the Processing time of your job. Each activity has its time. By using the Little`s law we
can estimate the flow time of the activity by simply multiplying throughput times inventory.
Here we assume we have the flow time of each operation:
Spring 2014
Page 1
Team #6
Dr. Asef Vaziri
SOM 306 BH
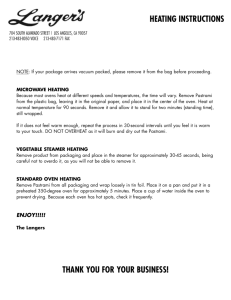
You
Oven
your friend
Operation A
Operation B
Operation C
15 min
20 min
5min
So it takes 15 min for operation A to prepare everything and make it ready for operation
B to bake it. The same as the operation A, operation B needs 20 min to bake and send it to
operation C. The last step is operation C, which is labeling and packaging, and it takes 5 min to
finish it. This company only works 4 hours which is 240 min a day.
Overall, any company should have several resources, including human and capital, to get
the operations done. Some of them need only one resource, but some may need more resources.
In our example, three resources are needed to operate production.
Spring 2014
Page 2
Team #6
Dr. Asef Vaziri
SOM 306 BH
Section: 2
How to compute the capacity of each operation and entire system:
In order to find a capacity of an operation, One hour, Sixty minutes, should be divide by
the flow time of the operation. For instance, for operation A, capacity will be 60/15 =4 /hr, which
is the capacity of that unit. The same calculation should be done for operation B and C.
A: 60/15=4/hr
B: 60/20=3/hr
C: 60/5=12/hr
The capacity of the entire system is the smallest capacity among capacities of all
operations. In this case 3/hr is our process capacity, which is our bottleneck too.
Process Capacity = Min {4, 3, 12} = Capacity of the bottleneck = 3
Process capacity also indicates that how many units all operations can produce in 60 min,
Operations
Units produced / hr
Operation A
4/hr
Operation B
3/hr
Operation C
12/hr
The capacity of each operation also can be calculated per minute. It could be calculated
by dividing 1 over processing time of each operation. For instance, operation A would have 1/15
capacity per minute, so if we multiply 1/15 to 60 capacity per hour could be calculated.
1/15 per min
1/20 per min
1/5 per min
Process Capacity = Min {1/15, 1/20, 1/5} = Capacity of the bottleneck = 1/20 per min
Spring 2014
Page 3
Team #6
Dr. Asef Vaziri
SOM 306 BH
Section: 3
What is flow time and how we find it?
Flow time is the required period of time for completing a specific job or a
predefined amount of work. Flow time directly depends on the number of operation units in the
system and also how long does each operation take to complete its job.
How to find the flow time?
In order to find the flow time of a production, processing time of all operation units
should be added together. For example, many units are involved in the production of a car, shuch
as painting and assembly. However, Painting unit has different processing time than assembly
unit, where parts are attached to each other. Therefore, in order to compute the processing time
of the entire production, flow time of all units should be added to each other.
In the case of producing muffins, Flow time = 15 + 20 + 5 = 20
Spring 2014
Page 4
Team #6
Dr. Asef Vaziri
SOM 306 BH
Section 4
What is cycle time and how to calculate it?
Cycle time of a system consist of the total time from the beginning to the end of a
process, as defined by you and your customer. Cycle time includes process time, during which a
unit is acted upon to bring it closer to an output, and delay time, during which a unit of work is
spent waiting to take the next action.
Imagine a customer who wants to get a loan from a bank. Since the customer gets inside
the bank until he or she gets approved or rejected is the flow time; however, there should be
some lines that he/she has to wait or talk to a teller or banker. For instance, it could be a process
time of 10 minute.
And after the process time, the teller would send them to the loan specialist which would take 20
minutes to get the information. Therefore, the second step would be finished in 30 min. Now the
teller can accept another customer even though the first customer hasn’t done yet. The first
customer has to go to the next step to get approved or rejected, which will take additional 30
minutes. Therfore, for the first person the cycle time would be the same as flow time which is
Spring 2014
Page 5
Team #6
Dr. Asef Vaziri
SOM 306 BH
10+20+30= 60 minutes, but for the second customer the cycle time would be different. The cycle
time would be the max number of these process times which in this case is 30 min.
Cycle time = Max {10, 20, 30} = 30
Capacity= Min {60/10, 60/20, 60/30} = 2
Let’s have a Flash back to the muffin example!
A batch of muffin is produced in 15 minutes and is ready to be put into the oven. When in
15th minute the batch is placed into the oven, working on the next batch starts, that’s why in 30th
minute the second batch is ready for operation B (oven), however the first batch in the oven is
not done yet. Because the first batch has been placed into the oven in the minute 15, and it takes
20 minutes for oven to bake the muffin, so oven will be done in minute 35. Until minute 35 the
second batch can’t be placed into the oven. In the minute 35, when the first batch is out of the
oven, the second person will pack and label muffins in 5 minutes and that will complete one
cycle of production. Therefore, for the first batch the cycle time is the flow time, and it takes 40
minutes. At minute 35, the second person can take the first batch out of the oven, and after 5
minutes at minute 40 he is done. Baking the First batch takes 40min because the production
starts form a scratch with no preparation. However, if the production of baking muffins starts
with prepared materials from the day before the cycle time for the first batch of muffin and the
second batch of muffin will be the same with cycle time of 20 min.
Cycle time = Max {15, 20, 5} = 20
Spring 2014
Capacity = Min {4, 3, 12} = 3
Page 6
Team #6
Dr. Asef Vaziri
SOM 306 BH
Section 5
What is the Utilization and how to calculate it?
Utilization is a metric used to measure the rate at which potential output levels are being met
or used. In a fully utilized process the utilization of process is 100%, but no system would be
able to work fully utilized for a long time. Operations in a production line are connected to each
other. One operation’s product is the next operation’s raw material, so if due to any internalbroken machine- or external- late shipment- problem, the production in the operation A get
stopped or delayed, which is throughput of the operation B , then operation B’s utilization would
drop. According to our bank example, it shows that the cycle time is 30min, which means each
30 min a customer comes to the bank. It also shows that not all the time tellers have customers,
and sometimes they stand there doing nothing in an idle position, so the utilization would not be
100%. We can compute the utilization of each production according to capacity or flow time;
however, both methods will generate the same result.
In the example of muffin production, Utilization of oven is (R/Rp = 3/3 = 1) = 100%, full
capacity, because the oven is the bottleneck and has the lowest capacity. In the operation A, in
every 20 minutes, 15 minutes are spent on production and 5 minutes waiting for operation B.
Therefore, utilization for operation A would be 15/20, which is .75 or 75%. In every 20 minutes,
when the oven is working at full capacity and the operation A is working at 75% capacity, the
operation C contributes only 5 minutes to the production. Therefore, the operation C’s utilization
is 5/20, which is 25% or .25.
Spring 2014
Page 7
Team #6
Dr. Asef Vaziri
SOM 306 BH
Section 6
Resource pooling
Now assume that the bank adds one more teller. It means one more human resource unit.
Although the flow time of the system would stay constant, the capacity of operation would
change.
Considering the subject, which is human resources, the capacity of one human resource is
60/10=6 ; however, with two human resource capacity would be 6*2=12, and flow time would
be 10 min. And the bottleneck would still be the same operation.
Companies do resource pooling to maximize their profit or minimize their risk for
customers or users. Let us take a look again to our muffin example;
in the first setting when there was only one oven, first person was idle for 5 minutes out
of 20 minutes. In one hour first person was idle for 15 minutes. The second person was idle for
45 minutes out of 60 min because every 20 minutes just one batch of muffin goes to him and the
individual gets it done by 5 minutes. In one hour, 3 batches go out and operator C works only 15
minutes out of 60 minutes.
Spring 2014
Page 8
Team #6
Dr. Asef Vaziri
SOM 306 BH
In the second situation, the capacity of the bottle neck was increased to 4. By doubling
the capacity of oven the bottleneck shifted to the first person. Now the first person was busy
100% of the time, but the second person was busy only 33% of the time. Let’s assume
management cross trains both operator A and C, so they both can perform operation A and
operation C. There will be two human resources and on each flow unit they are busy 15 + 5 = 20
minutes. There are two human and capital resources available in this case. Human resource is
busy 20 minutes on each flow unit and capital resource is busy 20 minutes on each flow unit.
Capacity of one human resource is 60/20 = 3/hr, but with two human resources the capacity goes
up to 6/hr. The capacity of the capital resource, which is oven, equals to 6. Considering that the
capacity of both human and capital resources is equal, now they both are bottlenecks. Although
resource pooling is very useful, when it causes having several resources working at 100%
capacity, it increases rick factor and that is not good. When utilization is 100%, it is very
probable that a system ends up with many raw materials or people waiting in the line.
High utilization may also break each of these links. On the other hand, the concept of
cross training or mixing different resources into each other and train them to be able to do
several types of activities is one of the most important concepts in operations management. It can
increase throughput and it can reduce flow time. The main idea is that: when we have two
resources and they are working on different tasks, and they cannot combine the tasks and one
resource cannot do the task of the other resource. And also the resource A is busy and several
people or several units of product are waiting for it and resource B is idle, if these two resources
are not pooled together, the resource B cannot take this product or this customer and handle it
while resource A has waiting line. They will not be able to help each other. It is a powerful
operational concept, which significantly, not only affects flow rate, but also flow time.
Spring 2014
Page 9
Team #6
Dr. Asef Vaziri
SOM 306 BH
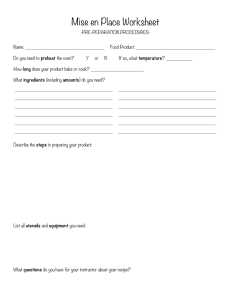
First oven
Operation A
Operation C
Second
oven
The second situation is when they cross train the workers, so in the need of the operation both
operation can be able to do the same job which will be beneficial for the company.
Let’s look at a simple example: assume you are playing Lego. You should make the base
and give it to your friend to complete the top part and send it to the other friend to pack and label
it. The whole process would take 20 min. Now think of this if two or three of your friend has to
work on the top part, the whole process will still be 20 min but they can produce more products.
You
friend
friend for package
Now imagine that you and your friend are cross-trained. Your capacity is 1/5 and your
friend capacity is 1/10. Therefore, we refer to you as one resource because you can do each
other’s job. So the capacity of the process would be 1/5 and the cycle time, which takes 5 min to
produce 1 unit.
Spring 2014
Page 10
Team #6
Dr. Asef Vaziri
SOM 306 BH
Section 7
Network of Activities
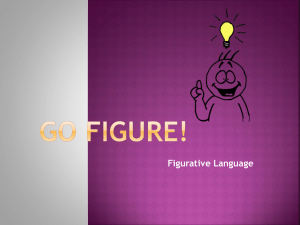
We produce two kinds of chocolate one is dark, and the other one strawberry and vanilla
chocolate. The dark chocolate only goes through one operation but the other one should add
strawberry and vanilla. The capacity of the first one is 60 and the second one is 80 and 45. Both
operations have to go to packaging operation which has the capacity 100. Also, both operations
have to go to labeling process to get their labels and the capacity of that operation is 90. The
demand of production is 50 units and we need to know which of these departments the
bottleneck is. Operation with the capacity of 45, which is the vanilla, is the bottleneck and also
operation of labeling is bottleneck because it is for two operations, but it only has 90 capacity.
60
100
80
90
45
In this situation because demand is 50 we cannot produce chocolate at the total amount of
capacity because we have to produce chocolate vanilla and strawberry too, so the max unit of
Spring 2014
Page 11
Team #6
Dr. Asef Vaziri
SOM 306 BH
production of chocolate is 50. If we produce vanilla strawberry at the rate of 40, we will have 50
units of dark chocolate to produce. However, if we produce the vanilla and chocolate at the rate
of 45, we will have 45 units of dark chocolate to produce. Therefore production of chocolate is
45 and its capacity is 60, so utilization would be 45/60 =.75 or 75% utilization
The production units of vanilla and strawberry could be minimum 40 and maximum 45, so for
minimum production unit the utilization is 40/80= 0.5 or 50%, and for the max maximum
production unit the utilization is 45/80=56.25%, which is utilization of that operation. Now the
packaging department is 90 max and the capacity is 100, so utilization is 90/100=90%
Spring 2014
Page 12