Control Channel Dimensions - Classes
advertisement

Stiff polymer with
sealing bosses
Pneumatic in
Clamp
holes
Microvalve
Control
channel
PDMS
Water in
Water
out
Modeling and Development of
Fabrication Method for
Embedding Membrane Based
Microvalve in Bulk Microfluidic
Device
Stiff polymer with
microchannel
Presented by Bindiya S. Abhinkar
Advisor Dr. Brian K. Paul
School of Mechanical, Industrial, and Manufacturing Engineering
Oregon State University
12/07/2007
2
Outline
•
•
•
•
•
•
•
•
•
•
•
Overview
Literature review
Problem statement
Design
Preliminary experiments
Finite element modeling
Final experiments
Results and discussion
Validation of results
Conclusion
Future work
3
Microfluidic Technology
Image courtesy from MBI
4
MECS
Micro Energy and Chemical Systems
Involves:
• Accelerated Heat and Mass Transfer
• High Surface Area-to-Volume Ratios
• Microchannel Arrays
DOE PNNL Microreactor
Advantages:
Reduced:
• Size
• Weight
• System Cost
Enhanced:
• Mixing
• Separations
• Quenching …
Leads to:
• Distributed Processing of Mass/Energy
DOE ARC/OSU Micro-Scale Dehumidifier
• High Yield Synthesis
Courtesy of MBI
Microlamination
[Paul et al. 1999, Ehrfeld et al. 2000]
End Cap
Header and Channel
Bonding:
• diffusion bonding
• solder paste reflow
• laser welding …
Header and Fin
Registration:
• thermally-enhanced edge registration
Patterning:
• thermal compliance
• machining (laser …)
• pick & place onsertion
• micromolding
• forming (stamping …)
Reference:
Ehrfeld, W. et. al.,2000, Microreactors: New Technology
for Modern Chemistry, Wiley-VCH.
End Cap
5
6
Microlamination
[Paul et al. 1999, Ehrfeld et al. 2000]
Microchannel Array
Copper
Cross-section of SS Array
Micrograph courtesy of PNNL
Reference:
Ehrfeld, W., et.al., 2000, “ Microreactors: New Technology for Modern Chemistry ,” Wiley-VCH.
7
Nanomaterial Synthesis
[Tseng et al. 2006]
from Microreactor
• Nanomaterials synthesized
with in microchannel reactors
include
- Uniform mixing of solvents
- Uniform sized nanomaterials
- Increased yield and reduced
cycle times
Microreactor
400 nm
400 nm
0.0187 M Ce(NO3)3
5 ml NH4OH
Batch mixed
Microreactor
8
Motivation
Kearny 1997; Knitter et al. 1999; Pence 2000
[Paul et al. 2006]
H2N
NH2
O
H2N
O
O
H2N
O
H
N
NH
N
O
O
NH2
O
HN
H
N
N
O
N
N
O
NH
N
N
O
HN
H
N
H2N
HN
O
NH
NH2
HN
NH2
NH
HN
O
O
O
HN
N
NH
N
O
HN
O
HN
N
N
NH
O
H2N
O
N
O
N
O
N
H
NH
O
HN
O
N
O
NH2
H2N
N
NH
O
HN
O
HN
N
H
O
HN
O
HN
O
NH
NH2
NH
H2N
NH2
NH2
H2N
Structure of generation-2
EDA-cored Polyamidoamine
9
Motivation
•
In single phase laminar flow, Residence time distribution (RTD) is high
(a)
•
Single phase laminar flow
(b) Segmented Flow
In segmented flow, recirculation within each liquid slug facilitate mixing,
which narrows the RTD, and results in narrower sized distributions
Reference:
Yen et.al.,2005, “A microfabricated gas–liquid segmented flow reactor for high-temperature synthesis: the case of cdse quantum
dots,” Microreactor fluidics, Angewandte Chemie. Int. Ed., (44)2005, 5447 –5451
10
Objective
• Develop a microvalve architecture that can be
implemented within MECS devices
11
Membrane Microvalves
Fluid out
Fluidic channel
PDMS
membrane
Fluid in
Pneumatic
in/out
Actuation
channel
Fluidic
Channel
References:
1. Quake, et. al., 2004, “Scaling properties of a low-actuation pressure
microfluidic valve,” Journal of applied physics, Vol. 95, No. 1, 393-398.
Quarter portion
of device
Pneumatic Pressure
2. Quake, et. al., 2000, “Report: Monolithic Microfabricated Valves and
Pumps by Multilayer Soft Lithography,” Science, 113-116
Microfluidic Large Scale Integration
[Quake et. al. 2002]
Microfluidic memory storage
12
13
Literature Review
• Microvalve design
– Normally open or normally closed
– Pneumatic or thermopneumatic actuation
• Materials:
– Silicon
– Glass
– PDMS (silicon rubber)
Normally open
• Fabrication
– Etching and lithographic techniques
• Bonding
– Anodic, self bonding and oxygen plasma
References:.
1. Quake, et. al., 2004, “Scaling properties of a low-actuation pressure microfluidic valve,” Journal of
applied physics, Vol. 95, No. 1, 393-398
2. Kazuo, H.et.al., 2000, “A pneumatically-actuated three-way microvalve fabricated with
polydimethylsiloxane using the membrane transfer technique,” Journal of micromechanics and
microengineering, 10(2000), 415-420.
Normally closed
14
Literature Review
Author
Design
Quake et al.
(2000)
Normally
open
Yoo et al.
(2006)
Thuillier et al.
(2005)
Actuation
Material
Fabrication
Bonding
Actuation
Pressure
(psi)
Pneumatic
Silicon and
PDMS
Soft lithography
Crosslinking
14.5
Normally Thermopneumat
open
ic
Glass and
PDMS
SU-8
photolithography
and replica
Oxygen plasma
molding
Normally
closed
Silicon and
PDMS
Anisotropic wet
etching
Oxygen plasma
Pneumatic
< 1 psi
-
15
Problem Statement
• Scalable few microvalves have been implemented in a
multilayer architecture
• Compact those that have, were developed in PDMS
thick laminae
• Operating pressure most PDMS valves cannot
withstand beyond one atmosphere
• Chemical compatibility swelled by many organic
solvents
16
Conceptual Design
• Geometry
Fixture or Device
Top stiff
polymer
Pneumatic Pressure
applied
Water In
• Materials
-Polycarbonate
-Polydimethylsiloxane (PDMS)
• Fabrication
- CNC micromilling
- Replica micromolding
Clamping
Pressure
applied
PDMS
membrane
See valve
actuation
Bottom stiff
polymer
17
Preliminary Experiments
Pneumatic in
Top
plate
Bottom
plate
Top PC
plate
Clamping
holes
PDMS
membrane
with 3
control
channels
Assembled View
Middle PC
plate with flow
microchannels
Clamping
holes
Bottom
PC plate
with flow
inlets
Exploded View
Drawbacks:
• Clamping pressure was not tightly
controlled
•
Fluid leaked outside the microchannel
with less clamping pressure
•
With higher clamping pressure, PDMS
deformed into the inlet of microchannel
and blocked the flow
18
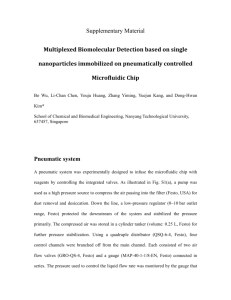
Improved Design
Stiff polymer
top layer
Sealing
Bosses
Pneumatic in
Elastomeric
membrane
with control
channel
Clamp
holes
Control
channel
Stiff polymer
with
microchannel
Water in
PDMS
Water
out
Cross-section of Device
Exploded View
Pneuma
tic in
Water
in
Drawbacks:
•
•
•
Water
out
Sealin
g boss
Device
Clamping pressure was not tightly
controlled
Upward deformation of PDMS
Leakage of fluid outside microchannel
19
Design variables
•
•
•
•
•
•
•
Pf: Flow pressure in microchannel (psi)
Pp: Pneumatic pressure (psi)
σc: Clamping pressure (psi)
Wf: Flow channel width (µm)
Df: Flow channel depth (µm)
Tv: Valve thickness (µm)
E: Elastic modulus of membrane (psi)
•
Critical dimension to implement microvalve
architecture:
- Boss size
- Boss location
- Clamping pressure
- Flow channel dimensions
- Control channel dimensions
Stiff polymer top
layer with
sealing bosses
Elastomeric
membrane with
control channel
Stiff polymer
with
microchannel
Width of flow
channel
of
Width of
control
channel
Control channel
depth
Top View
Flow channel
depth
Side View
Length of
control channel
20
Analytical Modeling
Deflection Equation for uniform plates in Linear materials
αqb 4
y max =
Et 3
b
a
Plate dimensions
where ymax – max vertical deflection of plate
q - load per unit area
ά - structural factor (a/b)
E - elastic modulus of plate
b - plate length
a – plate width and
t – plate thickness
Stress-Strain Curve
Deflection Equation for Non-Linear Materials
C1σ m Tv Dv C E T 2 D 3
v
2 v v
Pp =
+
4
Wc 2
Wc
π6
(9 + 2n 2 + 9n 4 )
2
C2 = {
(1 - ν m )}{
32
256
4
2
π (1 + n )
C1 =
and
[4 + n + n 2 + 4n 3 - 3nν m (1 + n)] 2
64
2
}
2
2
[81π (1 + n ) + 128n + ν m (128 - 9π 2 (1 + n 2 ))]
Stress-Strain Curve for Silicone Rubber
21
Finite Element Model
• COSMOS Works 2007
• Mooney-Rivlin (M-R) model
- constants are easier to obtain from experimental tests/literature than other
models
- have higher computational efficiency than other model
- gave results that matched the preliminary experimental results
- Strain energy density function equation is
w1 = A(I - 3) + B(II - 3) + X(
1
- 1) + Y(III - 1)2
2
III
w 2 = C(I - 3)(II - 3) + D(I - 3)2 + E(II - 3)2 + F(I - 3)3
w = w1 + w 2
where
X = 0.5A + B
and
Y=
[A(5ν - 2) + B(11ν - 5)]
[2(1 - 2v)]
where;
• w – strain energy density function
• I, II, and III - invariants of right
Cauchy-Green deformation tensor
• A, B, C, D, E, and F – Mooney
material constants and
• v – Poisson’s ratio
22
Assumption of FEM
Clamping pressure
Top substrate
with sealing
boss
Clamping
holes
Pneumatic In
Pneumatic
in
Flow
channel
PDMS membrane
with control
channel
Top view of device
Bottom substrate with
microchannel
Flow pressure
Quarter portion of device
23
Assumption of FEM
• Flow channel width (Wf) = 310 m
• Flow channel depth (Df) = 150 m (with round bottom)
• Flow channel length (L)= 3 cm
• Distance between boss (Distb) = 320 m
Requirements
Channel
dimension
integrity
Lamina
conformality
Valve actuation
Fixed
Parameters
CR = 18:1
Tm = 150 µm
Tv = 30 µm
Wc = 310 µm
Lc = 500 µm
CR = 18:1
Hb = 25 µm
Lc = 500 µm
Wc = 310 µm
Wb = 150 µm
Hb = 25 µm
Tm = 150 µm
Variable
Parameters
W b = 150, 200,
250, 300 and
500 µm
Hb = 25 and 50
µm
Wb = 150, 200,
250, 300 and
500 µm
W c = 310 and
350 µm
Tm = 150 and
200 µm
Tv = 30 and 50
µm
CR = 18:1
Lc = 500 and
600 µm
Tv = 30 and 50
µm
Load
conditions
Pc = 40 psi
Pc = 40 psi
Pf = 20 psi
Pc = 40 psi
Pf = 20 psi
Pp = 25 psi
where,
CR – Monomer-to-crosslinker ratio
Tm – Membrane thickness
Tv – Valve thickness
Wc – Control channel width
Lc – Control channel length
Hb – Boss height
Wb – Boss width
Pc – Clamping pressure
Pf – Flow pressure
Pp – Pneumatic pressure
24
Results of
Channel Dimension Integrity
To see gap between PDMS
membrane and top plate
45
30
25
20
Hb = 25 um
Hb = 50 um
15
10
Gap between Top lamina and
PDMS Membrane (um)
Deflection of PDMS membrane into
Flow Channel (um)
To see deflection of PDMS
membrane into flow channel
40
35
30
Hb = 25
um
25
20
Hb = 50
um
15
10
5
0
0
200
400
Boss Width (um)
Figure 1
600
0
200
400
Boss Width (um)
Figure 2
600
25
Results of Lamina Conformality
To see gap between
PDMS membrane and
flow lamina
14
12
Distance Between PDMS
Membrane and Flow Lamina (um)
14
Distance Between PDMS
Membrane and Flow Lamina (um)
Varying Wb and Wc
Varying Wb and Tm
14
12
Tv =
30
um
10
8
Tv =
50
um
6
4
2
0
0
200
400
Boss Width (um)
Figure 1
600
Tm =
150
um
10
8
Tm =
200
um
6
4
2
0
0
200
400
Boss Width (um)
Figure 2
600
Distance Between PDMS
Membrane and Flow Lamina (um)
Varying Wb and Tv
12
Wc
=
310
um
Wc
=
350
um
10
8
6
4
2
0
0
200
400
Boss Width (um)
Figure 3
600
26
Results of Valve Deflection
Varying Tv and Lc
165
160
Tv = 30 um
155
150
Tv = 50 um
145
Varying CR and Lc
140
135
480
500
520 540 560 580 600
Control Channel Length (um)
Figure 1
170
620
Valve Deflection (um)
Valve Deflection (um)
170
160
150
140
CR = 18:1
CR = 10:1
130
120
110
480
500
520 540 560 580 600
Control Channel Length (um)
Figure 2
620
27
Final Design
• Flow channel dimensions
- Width = 330 µm
- Length = 3 cm
- Depth = 150 µm (with round
bottom)
Pneumatic in
Clamping
holes
Monomer-toCrosslinker
To Determine Cut-off
Ratio
Pneumatic Pressure
10:1 (+) 18:1 (-)
Width=618 µm
Control
& Length=616
Channel
µm (+)
Dimensions
Width=330 µm
& Length=470
Control
channel
(+),(+)
(-),(+)
(+),(-)
(-),(-)
µm (-)
PDMS
Experimental Design
Water in
Water out
Exploded view of device
• Distance between boss = 343 µm
• Boss height = 25 µm
• Boss width = 188 µm
28
Test Set-up
Peristaltic
Pump
Pneumatic valve
to actuate
microvalve
Colored water
Water in
Water out
Clamping
pressure
= 40 psi
Device
Pneumatic in
Device with
elastomeric
membrane based
microvalve
29
Model Validation
• Force sensors were used to
determine the clamping pressure
– High resistance when force sensor is
unloaded
– Low resistance when force is applied on
sensor
• Torque screw driver was used to
apply appropriate clamping
pressure
Sensing area
Force Sensor
Conductive lead
connectors
Image courtesy:
http://www.tekscan.com
Torque screw driver
Image courtesy: www.itinscale.com
30
Force Sensor Calibration
Calibration mass
0.08
0.07
Resistance (MΩ)
Force Sensors are calibrated with
• Calibration mass
• Hot press
0.06
0.05
y = 4.4584x-0.887
R² = 0.9914
0.04
0.03
0.02
0.01
0
0
50
100
Pressure (psi)
150
200
Top
ram
Bottom
ram
(Image courtesy of Blackwell, E. P. et. al., 2005, “Novel architecture for
entrapment of elastomeric membranes in microfluidic systems”, M.S. Thesis)
Hot Press
31
Force Sensor Calibration
• Four sensors placed between
polycarbonate substrates
Sensors placed
inside device
- Torque applied using torque
screw driver
- Resistance indicate amount of
force applied
4.5
10
3.5
3
2.5
y = 1.3053x-0.956
R² = 0.9738
2
1.5
1
0.5
Resistance (MΩ)
Resistance (MΩ)
4
y = 1.3053x-0.956
R² = 0.9738
1
0.1
1
0
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5
Torque (lb-in)
0.1
Torque (lb-in)
Figure 1
Figure 2
10
32
Pneumatic valve
Final Experiments
Pneumatic in
Clamp holes
Control channel
on PDMS
membrane
Water in
Microchannel
Peristaltic Pump
Microfluidic Device
Water
out
Beaker with
colored water
Cut-off Pneumatic Pressure
(psi)
12
8
4
0
0
3
6
9
12
Actuation Time (sec)
Graph Pressure v’s Time
15
Actuation of Microvalve Inside
Microchannel
Fluid Flow Inside Tube
33
Results and Discussion
34
Results of effect of flow rate
on cut-off pressure
30
25
10:1
Monomer-toCrosslinker
Ratio
20
R² = 0.991
15
R² = 0.991
10
5
0
0
0.2
0.4
0.6
18:1
Monomer-toCrosslinker
Ratio
Flow Rate (ml/min)
(a) Width of the control channel = ~618 µm
and length = ~616 µm
Cut-Off Pneumatic Pressure (psi)
Cut-Off Pneumatic Pressure (psi)
Comparison of effect of flow rate on cut-off pneumatic pressure for
10:1 and 18:1 monomer-to-crosslinker ratio membranes
30
10:1
Monomer-toCrosslinker
Ratio
25
R² = 0.9931
20
R² = 0.9812
15
18:1
Monomer-toCrosslinker
Ratio
10
5
0
0
0.2
0.4
Flow Rate (ml/min)
0.6
(b) Width of the control channel = ~330 µm
and length = ~470 µm
35
Results of effect of flow rate
on cut-off pressure
Cut-off Pneumatic Pressure (psi)
30
25
R² = 0.9931
For
W=618
um and
L=613 um
20
15
R² = 0.991
For
W=330
um and
L=469 um
10
5
0
0
0.2
0.4
Flow Rate (ml/min)
0.6
(a) 10:1 monomer-to-crosslinker ratio
Cut-off Pneumatic Pressure (psi)
Effect of flow rate on cut-off pneumatic pressure for 10:1 and 18:1
monomer-to-crosslinker ratio for different control channel
dimensions
25
R² = 0.9812
20
For
W=620
um and
L=616
um
15
R² = 0.991
10
For
W=338
um and
L=478
um
5
0
0
0.2
0.4
Flow Rate (ml/min)
0.6
(b) 18:1 Monomer-to-crosslinker ratio
36
Validation of Final
Experimental Results with
FEM
37
Flow Channel Integrity
Results:
• No gap between the top lamina
and PDMS membrane
• Increase in control channel
dimension
- Increase in deflection of
PDMS membrane into flow channel
- Decrease in valve deflection
into flow channel due to Poisson’s ratio
Clamping Pressure
= 40 psi
38
Results:
• Deflection of PDMS membrane into the
flow channel decrease
- Increase in flow rate
- Decrease in control channel dimensions
• No upward deflection of PDMS
membrane
Max Deflection of membrane along
flow channel (μm)
Lamina Conformality
50
40
At 10:1,
Wc=330 um
and Lc=469
um
30
At 18:1,
Wc=620 um
and Lc=616
um
20
10
0
0.2
0.4
0.6
Flow Rate (ml/min)
At 10:1,
Wc=618 um
and Lc=613
um
Valve Deflection (µm)
80
Smaller control channel
dimensions
At 18:1,
Wc=338 um
and Lc=478
um
100
-0.2
Larger control channel
dimensions
At 10:1,
Wc=618 um
and Lc=613
um
0
• Decrease in control channel dimension
- Increase in valve deflection due to
Poisson’s ratio
60
60
At 10:1,
Wc=330 um
and Lc=469
um
40
20
0
1E-15
-20
0.2
0.4
Flow Rate (ml/min)
0.6
At 18:1,
Wc=620 um
and Lc=616
um
39
Comparison of Pressure Drop
Across Microchannel
• Pressure drop was measured using:
Flow loop
Pressure transducer
• Pressure drop was calculated using:
ΔP =
128 μLQ
πD4
where
ΔP - pressure drop across flow channel (psi)
μ - viscosity of the liquid (Ns/m2)
L - length of flow channel (m)
Q - flow rate of the liquid (ml/min)
D - channel hydraulic diameter (m)
0.9
0.8
Pressure Drop Across the
Microchannel (psi)
-
Average
Error 14.29%
0.7
Pressure
Drop
Numericall
y
Calculated
0.6
0.5
0.4
Flow loop system
Pressure
0.3
Drop
Measured
on Flow
Loop
0.2
0.1
0
Reference: Blackwell, E. P. et. al., 2005, “Novel architecture for entrapment of
elastomeric membranes in microfluidic systems,” MS Thesis
0
0.1
0.2 0.3 0.4 0.5
Flow Rate (ml/min)
0.6
40
Valve Deflection
Results:
Clamping Pressure
= 40 psi
• Increase in pneumatic
pressure
Pneumatic Pressure
- Increase in deflection of valve
• Increase in control channel
dimension
Flow Pressure
- Increase in valve deflection
200
Valve Deflection (μm)
190
• Average of 2.3% error
between the FEA valve
deflection results and
experimentally required
valve deflection
Required
Valve
Deflection =
150 um
7.03%
180
170
Wc = 618 um
and Lc = 613
um
8.1%
160
150
Wc = 330 um
and Lc = 469
um
140
130
17.62%
6.74%
120
Wc = 620 um
and Lc = 616
um
110
100
0
0.2
0.4
Flow Rate (ml/min)
0.6
Wc = 338 um
and Lc = 478
um
41
Conclusions
• Novel architecture for packaging microvalves in MECS
devices is feasible
– Scalable multilayer architecture
– Compact elastic modulus of polycarbonate is 1000 times greater that
elastic modulus of PDMS and can reduce the overall form factor of the
device
– Operating pressure 100 psi local clamping pressure
• Key technological advancement use of sealing boss
– Boss width local clamping pressure channel distortion
– Boss height fluid pressure lamina conformality
– Boss location plate mechanics lamina conformality
• Validated a valve design tool
– Average model error = 2.3%
42
Future Work
• Develop a multilayer device with this architecture
• Implement microvalves to develop a plug flow reactor
43
Thank You..!!
Questions..?