FinalReportTeamIndia - industrialgasesplant
advertisement

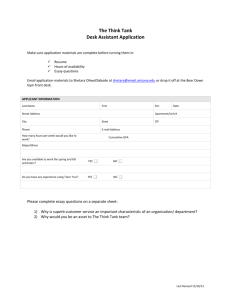
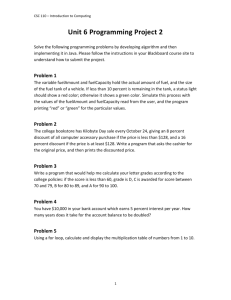
Resources Recovery Plant Team India: Lynette Hernandez, Hsin Ting Hsieh, Alexander Palmas, and Jose Ortiz Mentor: Patrick H. Shannon, Middough 1 Table of Contents Executive Summary……………………………………………………………………………...3 Discussion………………………………………………………………………………………...4 Introduction………………………………………………………………………………4 Description of Process……………………………………………………………………6 Process Control…………………………………………………………………………..7 Environmental Safety Concerns and Their Mitigation………………………………..8 Economics……………………………………………………………………………….11 Recommendations………………………………………………………………………………11 Appendices………………………………………………………………………………………12 1. Design Basis…….………………………………………………………………..….12 2. Block Flow Diagrams……………………………………………………………….13 3. Process Flow Diagrams Showing Major Equipment …………………………….15 4. Material and Energy Balance………………………………………………...……18 5. Calculations…………………………………………………………………………21 6. Annotated Equipment List…………………………………………………………23 7. Economic Evaluation Factored from Equipment Cost ………………………….27 8. Utilities………………………………………………………………………………29 9. Conceptual Control Scheme…………………………………………………….…30 10. General Arrangement – Major equipment Layout………………………………31 11. Distribution and End-use Review…………………………………………….……32 12. Constraints Review…………………………………………………………………33 13. Applicable Standards………………………………………………………………34 14. Project Communications File………………………………………………………34 15. Information Sources and References ……………………………………………..38 2 Executive Summary Greenhouse gases and water treatment have been a concern to all of those who want to minimize environmental impact. It is even a major concern when designing an industrial shale gas complex. As the name suggests, the industrial shale gas complex has a main focus: to integrate the production of various chemicals and iron by use of natural gas from shale oil. In order to achieve this goal, nine separate units have been created, each serving a specific purpose. It will be located in Williston, ND. The Resources Recovery Plant is made to treat the process waste water to recycle for use in the Combined Heat and Power (CHP) Plant and in the Fertilizer Plant. Carbon dioxide that comes out of other plants in the complex is sent here to be purified to at least 95% and be sold for enhanced oil recovery (EOR) to the Dakota Gasification Company. The process waste water comes from the Gas Treatment Plant (3,000 lb/day), Fischer-Tropsch Plant (1,086,652 lb/day), CHP Plant (766,800 lb/day), Gas/Liquids Plant (23,856 lb/day), flowback water (353,386 lb/day), and produced water (124,468 lb/day). The flowback water will only be present for the first 30 days. However, the produced water will continue to be present throughout the life of the plant. In order to clean the process waste water, an API Oil-Water Separator, a dissolved air flotation (DAF) unit, an Ultra-Filtration (UF) Unit, and a Reverse Osmosis (RO) Unit are used. All the waste streams are collected to be hauled away. The effluent CO2 stream comes from the Gas Treatment Plant (5,464 lbmol/day) and the Gas/Liquids Plant (913 lbmol/day). A clean stream comes from the Iron Reduction Plant (148,000 lbmol/day) and this is just compressed and not cleaned. For the treatment of carbon dioxide, a PSA unit is used to purify it to 95%. The waste stream from PSA is sent to the CHP plant so that they can dispose of it by incinerating it. The clean stream is sent through a compressor to achieve a 2,200 psi stream that can be sold to the Dakota Gasification Company for EOR Purposes. Equipment sizing and energy sinks/loads were calculated mainly from ASPEN Cost Simulator. The sizing and the energy load for the CO2 compressor has been done by hand using several equations and a chart. Taking this into consideration, an economic analysis was made. This includes cost for equipment, raw materials, labor, maintenance, loans, and depreciations. Assuming this plant is to last for 20 years, an NPV value of -$111,272,066 can be found. Since this value is negative, the plant loses money overall. However, transfer prices have not been taken into consideration, so an accurate economic analysis cannot be done. Also, this plant was not meant to make money. As a cleanup plant necessary in the shale gas complex to maintain environmental standards, it is not required that the Resource Recovery Plant have a positive NPV 3 value. If the complex is built, it is necessary to build the Resources Recovery Plant in order to comply with EPA regulations. Discussion 1 Introduction The Resources Recovery Plant is essential to the integrated shale gas complex. There are two purposes for this plant: 1 Clean up carbon dioxide coming from three other plants in the complex to sell to the Dakota Gasification Company for EOR (enhanced oil recovery). 2 Clean frac and process waste water to feed back to the Combined Heat and Power Plant and the Fertilizer Plant. The design basis for this can be found in Appendix I. Cleaning frac water is necessary for several reasons. One reason is because we reduce the amount of fresh water taken from local rivers or other sources of water to the community by recovering the flowback and produced frac water for reuse. Another reason is to prevent this highly contaminated water to run down to the nearby sewers and rivers since this can potentially devastate a community. Finally, cleaning the frac water will satisfy EPA regulations of water released to municipal city water treatment plants. This plant will be located near Williston, ND. Within the shale gas complex, this plant will be located in the Southeast part of the complex. This will facilitate the transfer of water and CO2 streams to the plant since it collaborates with 6 out of the other 8 plants in the complex. Different methods for water purification and for CO2 cleanup are described below. There are three main processes used commercially to purify carbon dioxide: membrane separation, PSA (pressure swing adsorption), and cryogenic distillation. Membrane separation works by separating molecules based on their permeabilities and sizes. It can be as pure as PSA. It has a low capital cost and is very easy to install. However, it is uneconomical for high purity requirements and large outputs. PSA uses high and low pressure to separate molecules. It has a low to moderate capital cost and also a relatively simple installation and start-up. However, it doesn’t provide high purity for very large flowrates. Cryogenic distillation uses a distillation column at very cold temperatures. It produces very high purity gases and uses a low amount of electricity. However it needs a large space and has a long start-up and shut-down. It also has very high capital costs. Cryogenic distillation is the best process to use when operating at high flowrates and a >99% purity level is required. However, given that there isn’t such a high flow rate and purity of only 95% is necessary, PSA is the best method to use. This is due to economics given the design basis specific to this process (refer to Appendix I for details). Figure 1 below 4 shows how it was determined that PSA was the best process to use given the purity requirements and total amount of flowrate. Figure 1: Determination of Best Process Depending on Flowrate and Percent Purity[69] As previously mentioned, Pressure Swing Adsorption (PSA) will be used to clean up the carbon dioxide. Then, the CO2 will be compressed to achieve the necessary pressure requirements to sell to the Dakota Gasification Company. A total of 129,378 lbmol/day at 2,200 psi will be sold to this company. For water treatment, a crystallizer can be incorporated. It was not used since, due to the time constraint, there was not enough time to fully research how it would impact our process. Originally, a sand trap was going to be used to get rid of large solids in the frac water. However, due to the amount of TSS (total suspended solids) in the frac water, an API separator can do that job. Therefore, using a sand trap was not economically effective. Another process design that could have been used is green completions. In green completions, oil is removed from water and added to pipe lines to be processed. This is more environmentally friendly since there is no flaring. However, using this process would require a rental cost. This would cost approximately $1,000/day, which is not economically feasible either. LPG, or gelled liquified petroleum gas, is also used for water cleanup. It is beneficial because nearly all of the water is recovered after fracturing and no salts are brought up. However, it is not beneficial in this specific process. This is because there are carboxylic acids and alcohols in the process waste water that comes from the Fischer-Tropsch and Gas/Liquids Plant that need to be cleaned up accordingly. Therefore, a three-stage purification process was designed in order to make the frac and waste water cleaning as beneficial as possible, both to comply with the environmental regulations and be economically feasible. 5 Water treatment will consist of several purification stages to get the water pure enough to be used as process plant water. A total of 690,428 lb/day will be supplied to the Fertilizer Plant and a total of 444,273 lb/day will be supplied to the CHP Plant. The purification stages consist of an API Separator, dissolved air flotation unit (DAF), ultra-filtration unit, and a reverse osmosis unit. In order to achieve the necessary purification for both the carbon dioxide and the water, it is necessary to take economics into consideration. Sizing and energy sinks/loads were calculated either by ASPEN, hand calculations, or contacting companies for pricing/sizing information given parameters specific to our needs. 2 Description of Process a CO2 Cleanup Carbon dioxide will come from three different plants: Gas Treatment, Gas/Liquids, and Iron Reduction. In order for CO2 to be sold for EOR (enhanced oil recovery) purposes to the Dakota Gasification Company, it is necessary that the stream be at least 95% pure and at a pressure of 2,200 psi. The Gas Treatment and Gas/Liquids Plants have CO2 streams that need purification. Therefore, the streams will be combined and enter a PSA Adsorber Unit. Here, low and high pressure (10% and 90% of total pressure, respectively) will be used to separate the CO2 from the rest of the contaminants, which include water, methane, ethane, and carbon monoxide. Inside the PSA Adsorber, there is an internal compressor, which allows for such high pressure changes. The higher the pressure, the more gas that will be absorbed. Once the pressure is reduced, the adsorbed gas will be released out of the PSA unit. In order for adsorption to take place, different types of adsorbents can be used. These adsorbents are usually very porous materials chosen because of their large surface areas. In this case, zeolite will be used as the adsorbent. The PSA Adsorber has a recovery rate of 85%. This ensures that the outlet CO2 stream is at least 95% pure. The remaining impure stream is directed to the CHP plant so that they can incinerate it. The CO2 stream from the Iron Reduction Plant will be combined with the outlet stream from the PSA Adsorber. Since this stream is already dry and 95% pure, it fits the purity requirement for the Dakota Gasification Company. Therefore, cleaning is not necessary. In order to increase the pressure of CO2 to 2,200 psi, a compressor will be used. Finally, the outlet stream from the compressor will be at least 95% pure and at a final pressure of 2,200 psi to be sold for EOR. b Water Treatment Initially, waste water coming from the Gas Treatment Plant and the Fischer-Tropsch Plant and the Flowback Water will be combined in an equalizer pond at the beginning to go through the entire cleanup process since there is a high concentration of TDS. Doing this will avoid problems in the DAF unit. After 30 minutes of residence time, it will be pumped out to go into the API 6 Separator. Here, with the aid of baffles, it will be possible to agglomerate the oil particles together so they can be separated by gravity. The API Separator uses gravity and the density of the molecules for separation. Since the oils are less dense than the water, the water will go to the bottom and the oil will float on the top. A skimmer at the surface and a conveyer belt at the bottom will remove these contaminants and pump them out as sludge. An oil retention baffle near the exit of the API Separator will be used to prevent the floating excess oil to be pumped out with the cleaner stream of water. An adjustable overflow weir will be used across the end of the API Separator to control the outlet water flow. The API Separator will be constructed several feet above the ground to allow for gravity to take the outlet water stream into a dissolved air flotation unit (DAF), which will be located below the API Separator. Water will be further treated in the DAF unit. This unit is composed of three tanks divided by walls, each with their own mixer for the add-in pre-treatment chemicals. The first tank in this series will control the water pH. pH needs to always be between 6-9. This is because the ferric chloride, anionic polymer, and the UF-RO system work better between this pH range. Given that the entering water stream is always acidic, NaOH will be added for the water to be within the necessary guidelines. Once the correct pH is achieved, it will flow into the second tank. Ferric chloride will be added in the second tank. This will precipitate out the salt and minerals. These salts and minerals will be collected in a waste tank. The water will flow out of the second tank and into the third tank. Here, PAM (anionic polymer) will be added to coagulate emulsified oils. These emulsified oils will also be collected in a waste tank. Finally, water will flow into the DAF Unit, where it will use dissolved air in water to enhance flotation of the remaining oils and suspended solids that have not yet been removed. A skimmer at the top of the DAF Unit will skim off the top sludge to be collected in a waste tank. Some of the water that comes out of the DAF Unit will be recycled back into the DAF Unit to enhance oil and solid separation to the top. The oil-free water enters a second equalizer tank. Here, water coming from the Gas/Liquids Plant and CHP Plant get added in since they have low contents of salts and minerals. The mixed water gets pumped into the Ultra-Filtration Unit (UF) to remove, for the most part, the alcohols, carboxylic acids, salts, and minerals. The exiting stream is pumped to the Reverse Osmosis Unit (RO) to get a 99.9% pure water stream. Everything that is rejected from both the UF and RO Units is placed in a waste tank. The exiting clean water is the process plant water sent out to CHP and the Fertilizer Plants. The remaining water is placed in a storage tank. All the waste in the tanks will be hauled away so that it can be disposed of appropriately. Process Control The general overall process control for water treatment system will be dictated by the incoming flowrates of frac flowback water and contaminated water that’s contaminated with by products from the other plants of the overall shale gas integrated plant. Initially, flowback frac water will be pumped to the first equalizer tank. This water flowrate stream will be controlled by a valve that will control the flowrate to the equalizer tank. Fischer-Tropsch and gas treatment water will 3 7 flow via separate water pipes to the initial equalizer pond also be controlled by separate flowrate valves to the pond. The equalizer tank must receive all the waste water generated by the respective plants and flow control will control the feed to the API separator and to the UF unit. A centrifugal pump with variable frequency drive will be used to pump the water in the equalizer pond to the API separator. Level indicator controls will be placed in API separator to monitor level to prevent overflow and a flowrate control to increase the inlet water stream to enhance oil and water separation as it hits the baffles (separation, oil/water) or reduced to maintain the output water at constant rate to the secondary treatment DAF. After all solids and oils are removed, water (after one hour residence time in an equalizer tank with contaminated water from gas/liquid and CHP boiler blow down/cooling tower blowdown plants) will enter a single pipe through a pump and be pressurized to at least 150 psig to enter the series of UF filters. A pressure sensor will be integrated within the Ultra-Filtration unit so as not to exceed maximum pressure in the unit and will be transmitted back to pressure valve to decrease/increase accordingly. The permeate water containing mostly dissolved salts will be sent to the ultrafiltration and reverse osmosis unit and pressurized to at least 150psig and 300psig, respectively. Again, a pressure transmitter will be placed within RO unit and be sent to control panel to adjust pressure inlet flowrate and decrease/increase according to the output quality of final process water and be sent to CHP. Reject streams from UF-RO and API-DAF units will be pumped out to waste tanks to be hauled out to landfill. The general overall process control for CO2 purification will be dictated by the pressure of the incoming streams. Flow control valves will be placed in the PSA adsorber system so that once one adsorber becomes saturated, the flow will be directed to the other adsorber. There will also be pressure control valves so that the system does not get over-pressurized. This will be done by having a purge valve between the two adsorbers. This purge valve will allow the pressures to change. By changing the pressures between the two adsorbers, the CO2 gas and the waste stream will be released to go to the appropriate place (CO2 will go to the compressor and the waste stream will be directed to CHP Plant for incinerations). 4 Environmental safety concerns and their mitigation The major environmental safety concern of the Resources Recovery plant is within the process of purifying frac water/produced water, water from other plants, and effluent vapor, in this case, carbon dioxide. Different processes can be hazardous for workers. The necessity of purification taken place in the Resources Recovery plant is to allow site to reach all EPA requirements. While working at the Resources Recovery plant, all workers must wear Personal Protective Equipment at all times. Training will be provided for workers, so they are aware of which PPE applies to the type of work they are doing. The whole water treatment plant contains a very large amount of water where during the process of transforming water, water might drain out and create water puddles around the treatment plants where slips, trips, or falls are a main safety concern for workers. Mops and other cleaning 8 equipments will be provide at each section for workers to clean up water puddles. Areas with puddles will be mark. Leaks of tanks or other equipments will be fix promptly. Floors of the working area will use surfaces that provide traction. Workers must wear shoes that has non-slip soles. [57] As an additional precaution, drains will collect water so that there is no pool on the floor. The first part of the water treatment process involves an API separator and a DAF unit where most of the emulsified oils from the water are removed and sent into a waste tank. The second part of the process involves an UF-RO unit where salts will be removed and sent to waste tank. The waste tanks will then be hauled out to landfill at a cost of 18 cents per gallon. Engulfment and/or drowning into treatment tanks or waste tanks are hazards to workers. Guard rails will be place on all open water sources around the treatment plant. Rescue equipments such as floats and hooks will be available at each section. Warning signs will be posted around areas where accidental falls might happen to prevent accidents from happening. [57] “Water treatment plants have pumps and valves for moving water and many moving parts such as screens, belt presses, and conveyors remove debris and move sludge. This equipment can cause caught/crush hazards if you place a hand, arm, or foot too near a moving part.” [57] Guard all moving machinery and watch for these hazards while working. Make sure the pressure for the pump does not exceed 1000 psi. While operating pumps in a wet environment, it requires maintenance and repair work so make sure to check the equipments every month. Also, while operating, be careful of being electrocuted. Also, workers must follow lockout/tagout procedures to guard against accidental equipment startup while operating. [57] In the DAF unit, ferric chloride, sodium hydroxide, and polymer are used. These chemicals can be aggressive to human bodies. Personal Protective Equipment such as masks, gloves, bodysuits, aprons, and working boots must be worn at all times while working with these chemicals. Local safety showers, eyewash, and fire extinguisher will be provided at each work section. All operators are trained on handling these chemicals. Ferric chloride is a non-flammable chemical. In the case of ingestion, ferric chloride is very hazardous. It is also hazardous in case of skin-contact, eye contact, and inhalation. Ferric chloride is corrosive to eyes and skin. When experiencing eye contact with ferric chloride, immediately remove all contact lenses and flush eyes with water for at least 15 minutes keeping eyelids open and do not use any eye ointment. Also, seek medical attention immediately. When experiencing skin contact, immediately remove all contaminated clothes and wash them before using it. Then, place the victim under the shower. If the chemical got on the victim’s exposed skin such as hands, wash the contaminated skin thoroughly with running water and non-abrasive soap. If there is any irritation, seek medical attention immediately. If there is inhalation, allow the workers to rest at a well ventilated area and seek medical attention immediately. If experiencing ingestion, do not induce vomit and seek medical attention immediately. If the victim is not breathing due to ingestion, perform CPR immediately. When spilling occurs, use water spray to prevent vapors and call assistant on disposal. Ferric chloride is a corrosive material where it needs to be locked up and stored in container at a separate safety cabinet or room. The container needs to be dry and away from heat, sources of ignition and sunlight. While 9 working with ferric chloride, splash goggles, synthetic aprons, vapor and dust respirator, boots and gloves must be worn at all times. [58] Sodium Hydroxide is non-flammable chemical yet it is very corrosive. In case of skin contact, eye contact, and ingestion, it is very hazardous. "Liquid or spray mist may produce tissue damage particularly on mucous membranes of eyes, mouth and respiratory tract. Skin contact may produce burns. Inhalation of the spray mist may produce severe irritation of respiratory tract, characterized by coughing, choking, or shortness of breath. Severe over-exposure can result in death. Inflammation of the eye is characterized by redness, watering, and itching. Skin inflammation is characterized by itching, scaling, reddening, or, occasionally, blistering." [59] When experiencing eye contact, immediately remove all contact lenses and flush eyes with water for at least 15 minutes keeping eyelids open and do not use any eye ointment. Also, seek medical attention immediately. When experiencing skin contact, immediately remove all contaminated clothes and wash clothes before reuse. Then, flush skin with plenty of water for at least 15 minutes and seek medical attention immediately. If there is inhalation, move to a fresh air area and seek medical attention immediately. Oxygen will be available if breathing is difficult. If swallowed, do not induce vomit and seek medical attention immediately. Sodium hydroxide is a highly corrosive and poisonous liquid, so absorb with DRY earth, sand or other non-combustible material and do not touch spilled material. Then, use water spray to reduce vapors and prevent entry into sewers, basements or confined areas. Also, call for assistance on disposal. While working with sodium hydroxide, splash goggles, full suit, vapor respirator, boots, and gloves must be worn at all times. [59] The polymer used in the DAF unit is Polyacrylamide. Acrylamide is combustible but it has a very high flash point, therefore, it is consider as slight fire hazard when exposed to heat, sparks or flames. However, Acrylamide is flammable liquid when it is dissolved in solvents. It is also hazardous in case of skin-contact, eye contact, and inhalation. When experiencing eye contact, immediately remove all contact lenses and flush eyes with large amount of water. When experiencing skin contact, immediately remove all contaminated clothes and wash them before using it. Then, wash the contaminated skin thoroughly with running water and non-abrasive soap. If there is any irritation, seek medical attention immediately. If there is inhalation, move to fresh air area immediately and have victim blow his/her nose. If the victim is not breathing, perform CPR immediately and seek medical attention. If experiencing ingestion, have victim rinse the contaminated mouth with water, drink about 8oz water, and induce vomit by giving syrup of ipecac as directed on package. However, do not force an unconscious victim to drink water or vomit. Acrylamide should be stored in a dark, dry, well-ventilated refrigerated area in a tightly sealed container that are labeled with OSHA’s hazard communication standard. [60] When spilling occurs, use water spray to prevent vapors and call assistant on disposal. Ferric chloride is a corrosive material where it needs to be locked up and stored in container at a separate safety cabinet or room. The container needs to be dry and away from heat, sources of ignition and sunlight. While working with ferric chloride, splash goggles, synthetic aprons, vapor and dust respirator, boots and gloves must be worn at all times. Besides the water treatment plant, Resources Recovery plant also has the pressure swing adsorption system (PSA) that is used to purify carbon dioxide to a purity of 95% and a 10 compressor to compress the carbon dioxide from 1,125 psi to 2,200 psi in order to sell for EOR. While working with PSA, workers must monitor the pressure swing adsorption system at all times to avoid invalid input or outlet temperatures or pressures. When carbon dioxide is under pressure, it can potentially cause damage or injury. Workers must also monitor the compressor at all times to avoid damage. Therefore, while working with the carbon dioxide compressor, make sure pressure does not exceed 2,500 psi. Also, make sure the temperature of the PSA unit and compressor doesn’t not exceed 2000C as carbon dioxide will decompose and producing toxic carbon monoxide. [61] Carbon dioxide is heavier than air. Instead of rising, it will go downward. Since it is an asphyxiant, care must be taken. Carbon dioxide is not combustible. However, fire extinguisher will still be provided at each working area in case of fire. In case of inhalation and eye contact, it is hazardous. When experiencing inhalation, immediately move to fresh air area and rest. Artificial respiration are provided if needed. If experiencing eye contact, rinse with plenty of warm water for several minutes (remove contact lenses if easily possible), then seek medical attention. Carbon dioxide needs to be stored in a fireproof and cool place. While working with carbon dioxide, gloves, protective clothing, safety goggles, and face shield must be worn at all times. [61] 5 Economics In order to determine the equipment cost, the ASPEN Cost Simulator program was used. However, not all the equipment needed was found there. For the remaining of the equipment, companies were contacted to determine both pricing and sizing. This gave a total of $32,087,082 for capital cost. More details on the exact numbers of the equipment cost can be found in Appendix 7. The amount of workers totals to 15, 12 workers and 3 managers. Some of the workers and managers will be shared between the other plants in the complex. Therefore, all the salaries don’t necessarily need to be supplied by the Resources Recovery Plant. Using the help of Jerry Palmer (one of the mentors for the design of this shale gas complex), it was possible to account for variations in prices during the 20 year life of the plant. Overall, the NPV Value is negative. Therefore, this plant loses money. However, it is necessary to be built since without this plant, the complex would not be able to comply with the EPA standards and regulations. After having a general economic analysis for the entire complex, it is found that there is a positive NPV value of about $1.8 billion/year. This shows that as an integrated shale gas complex, this is a good design, even when the Resource Recovery plant loses money. Recommendations Given the overall economic for the shale gas complex, this is the desirable project. The Resource Recovery plant is needed in order to comply with EPA and Environmental standards regardless if this plant is profitable or not. 11 The waste streams from the API/DAF and UF-RO are highly salinized reject streams which are set to be hauled out to landfill. However, there are alternative ways to reuse the waste sludge and oils instead of disposing it. It is possible to recover water from the TSS/sludge by pumping this sludge to a filter press and recycle the water back to API for further treatment or be used as a make up for DAF unit. Oils can also be recovered from the waste streams by separating the oils from the waste and reuse the oils being recovered as a fuel source. Another major recommendation would be to use mechanical vapor recompression evaporators in series to evaporate water and concentrating the brine with the use of low pressure steam that is circulating within the integrated shale gas complex. Further, a crystallizer will allow production of crystalline salts, which could be sold as merchant products. This will essentially be referred as a zero liquid discharge where only solids would be sent out to landfill. Appendices Appendix 1: Design Basis Table 1-1: Design Basis for CO2 Cleanup Compon ents Gas Treatment (lbmol/day) Gas/Liquids (lbmol/day) Iron Reduction (lbmol/day) CO2 4,317 387 140,600 Water 0 0 0 Methane 812 0 1,480 Nitrogen 74 0 0 Oxygen 0 0 0 Ethane 261 0 0 Hydrogen 0 82 2,960 CO 0 444 2,960 Total 5,464 913 148,000 12 Table 1-2: Design Basis for Water Treatment Components Flowback (lb/day) Fischer-Tropsch (lb/day) Gas Treatment (lb/day) CHP (lb/day) Gas/Liquids (lb/day) Water 333,986 987,466 3,000 766,800 23,232 TDS 81,473 0 0 0 0 TSS 541 0 0 0 0 Oil 500 0 0 0 0 Alcohols 0 93,000 0 0 624 Carboxylic Acids 0 6,186 0 0 0 Total 416,500 1,086,652 3,000 766,800 23,856 Appendix 2: Block Flow Diagrams Figure 2-1: Block Flow Diagram for CO2 Cleanup 13 Figure 2-2: Block Flow Diagram for Waste Water Treatment 14 Appendix 3: Process Flow Diagrams Showing Major Equipment Figure 3-1: Process Flow Diagram for CO2 Cleanup Showing Major Equipment Table 3-1: Equipment Quick Information Unit Description PSA Adsorber Purifies and dries CO2 from incoming streams Compressor Changes pressure of CO2 stream to 2,200 psi (pressure necessary to sell for EOR) 15 Figure 3-2: Process Flow Diagram for Water Treatment Showing Major Equipment 16 Table 3-2: Equipment Quick Information Unit Description Equalizer Pond Adds in the water streams from Flowback, FischerTropsch, and Gas Treatment API Oil-Water Separator Remove big oil particles and minerals DAF (Dissolved Air Flotation) Precipitates minerals, coagulates emulsified oils and solids, adjusts pH, and removes traces of suspended solids Air Drum Dissolved air in water recycle to DAF unit Tank Equalizer tank used to add in water from gas/liquids and CHP Plants Waste Tanks Stores waste from UF and RO unit to be hauled away Ultra-filtration Unit Removes most salts Reverse Osmosis Unit Further purifies water for plant use Storage Tank Stores small amount of water that is not sent to any plant for their process 17 Appendix 4: Material and Energy Balance Refer to Figure 3-1 to determine stream numbers. Table 4-1: Mass Balance for CO2 Cleanup Process Streams CO2 Flow Rate (lbmol/day) Waste Flow Rate (lbmol/day) Total Flow Rate (lbmol/day) Pressure (psi) Temperature (ºF) 1 4,317 1,147 5,464 550 150 2 387 526 913 87 93 3 4,704 1,673 6,377 637 297 4 706 1,463 2,168 701 68 5 3,999 210 4,209 1,210 68 6 140,600 7,400 148,000 15 77 7 144,599 7,610 152,209 1,225 77 8 122,909 6,469 129,378 2,200 268 Please refer to Figure 3-2 to determine the stream numbers. Table 4-2: Streams Entering the Equalizer Pond (all units in lb/day) Streams Water TDS TSS Oil Alcohols Carboxylic Acids Total Flowrate 1 333,986 81,473 541 500 0 0 416,500 2 987,466 0 0 0 93,000 6,186 1,086,652 3 3,000 0 0 0 0 0 3,000 18 Table 4-3: Streams Around the API Separator Streams Water TDS TSS Oil Alcohols Carboxylic Acids Total Flowrate 4 1,324,452 81,473 541 500 93,000 6,186 1,506,152 5 66,223 0 271 230 0 0 66,724 6 1,258,229 81,473 270 270 93,000 6,186 1,439,428 Table 4-4: pH Control and Addition of Ferric Chloride Streams Water TDS TSS Oil Alcohols Carbo Acids NaOH Ferric Chloride Total Flowrate 0 0 0 0 0 4,080 0 8,160 90 90 31,000 2,062 0 0 481,169 0 0 0 0 0 200 200 7 4,080 8 420,77 27,158 0 9 0 0 Table 4-5: Addition of Polymer Streams Water TDS TSS Oil Alcohols Carboxylic Acids Polymer Total Flowrate 10 420,770 27,158 90 90 31,000 2,062 0 481,169 11 0 0 0 0 0 0 11,000 11,000 12 420,770 27,158 90 90 31,000 2,062 0 481,169 Table 4-6a: Emulsified Oil Removal Streams Water TDS TSS Oil Alcohols Carbo-acids 13 1,266,389 81,473 270 270 93,000 6,186 14 12,664 5,681 270 270 0 0 15 1,253,726 75,792 0 0 93,000 6,186 19 Table 4-6b:Solids Removal Streams NaOH Polymer Ferric Chloride Salt precipitation Air Total Flowrate 13 4,080 11,000 200 0 0 1,462,868 14 0 270 200 5,681 25 25,061 15 4,080 10,730 0 0 0 1,443,514 Table 4-7: Recycled Streams Streams Water TDS Alcohols Carbo Acids NaOH Polymer Air Total Flowrate 16 376,118 22,738 27,900 1,856 1,224 3,219 0 433,054 17 0 0 0 0 0 0 25 25 16+17 376,118 22,738 27,900 1,856 1,224 3,219 25 433,079 Table 4-8: Equailizer Streams Water TDS Alcohols Carbo Acids NaOH Polymer Total Flowrate 18 877,608 53,054 65,100 4,330 2,856 7,511 1,010,459 19 766,800 0 0 0 0 0 766,800 20 23,232 0 624 0 0 0 23,856 Table 4-9: Ultrafiltration Streams Water TDS Alcohols Carbo Acids NaOH Polymer Total Flowrate 21 1,667,640 53,054 65,724 4,330 2,856 7,511 1,801,115 22 250,146 52,134 66,348 4,330 2,713 7,135 382,807 23 1,417,494 920 0 0 143 376 1,418,932 20 Table 4-10: Reverse Osmosis Streams Water TDS NaOH Polymer Total Flowrate 23 1,417,494 920 143 376 1,418,932 24 343,034 785 143 376 344,337 25 1,074,460 135 0 0 1,074,595 Table 4-11: Process Plant Water Water Waste Total Flowrate To Fertilizer Plant 690,346 87 690,433 To CHP 384,114 48 384,163 Appendix 5: Calculations It was first necessary to convert the lbmol/day of CO2 to lb/hr in order to use equation (1) to get the flow rate in ACFM. æ152,209lbmol öæ 1day öæ 44.01lb ö ÷ç ÷ = 279,113lb /hr ç ÷ç day è øè 24hrs øè 1lbmol ø ACFM = lb /hr (T,°R)(0.1787) (1) (P, psia) MW , lb lbmol ( ) Using equation (1), the flow rate in ACFM is found. ACFM = 279,113 · 537 · 0.1787 = 496.8 1225 · 44.01 Equation (2) is needed in order to get the Compression Ratio. CR = Pin (2) Pout CR = 1, 225psia = 0.613 2, 200 psia Equation (3) is used to get volume efficiency. Here, n is defined as the number of stages in the compressor. 21 ( VE% = 93 - CR - 8 CR 1 n ) -1 (3) Since this is a single-stage compressor, n=1 and the volumetric efficiency can be found. VE% = 93- 0.613-8*(0.6131/1 -1) = 86.7% Since the volumetric efficiency and the flow rate in ACFM is known, it is possible to use equation (4) to get the piston displacement. PD = ACFM (4) VE% Once the piston displacement is found, a chart is used to determine the area of the compressor. PD = 496.8 = 5.73 Þ A = 161 ft 2 86.7 In order to find the energy requirement needed to run the compressor, several equations were taken into consideration. k -1 é ù æ ö P ê 2 k ú H AD = RT ç ÷ -1ú (5) k -1 1 êè P1 ø êë úû Equation (5) gives the adiabatic head for the compressor. (It is given in units of J/kg, so some conversions need to be done to get it in HP.) However, another equation is needed to find out what is the actual horsepower required by the compressor to run. That equation is shown below. k HP = w · H AD (6) e A · 33,000 The variables for these equations are as follows: k= CP 0.037kJ /molK = =1.3 CV 0.028kJ /molK R = Specific Gas Constant = R = T1 = Inlet Temperature P1 = Inlet Pressure P2 = Outlet Pressure εA = Compressor Efficiency R MWCO2 22 With these known parameters, it is now possible to first calculate the adiabatic head. H AD 1.3-1 é ù 1.3 æ ö 1.3 æ188.9J ö 2,200 psi ê = -1ú = 35,404.8J /kg ç ÷(297.9K ) êç ÷ ú 1.3 -1 è kgK ø 1,225 psi è ø ë û In order to use equation (6), it is necessary that the adiabatic head be in HP and that the flow rate be in CFM. Converting the 35,404.8 J/kg to HP and the flow rate in lbmol/day to CFM, equation (6) can be used to find the total amount of horsepower required to run the compressor. æ 35,404.8J öæ152,209lbmol öæ 1day öæ 1hr öæ1min öæ 44.01lb öæ 0.4535kg öæ 1HP ö ÷ç ÷ç ÷ç ÷ç ÷ç ÷ = 1,670HP ç ÷ç ÷ç kg day è øè øè 24hr øè 60min øè 60s øè 1lbmol øè 1lb øè 745.699J /s ø æ152,209lbmol öæ 1day öæ 1hr öæ 44.01lb öæ 0.4535kg öæ m 3 öæ 35.31 ft 3 ö ÷ç ÷ç ÷ç ÷ç ÷ç ÷ = 37,622CFM ç ÷ç 3 day è øè 24hr øè 60min øè 1lbmol øè 1lb øè1.98kg øè 1m ø HP = ( 37,622CFM ) · ( 35,404.8J /kg) = 2,339HP (.85) · 33,000 Appendix 6: Annotated Equipment List The following is a list of the total equipment used to purify water and carbon dioxide. 1 2 3 4 5 6 Equipment Needed to Purify Water Extra Piping Equalizer Pond, Equalizer Tank, Storage Tank, and Waste Water Tank Pumps API separator DAF unit Ultra-Filtration and Reverse Osmosis Units 7 8 Equipment Needed to Purify Carbon Dioxide CO2 PSA Generator Compressor 23 The following tables provide detailed information of each piece of equipment, in the order mentioned above. Table 6-1: Extra Piping (Carbon Steel) Parameter Value Units Pipe Length 1,000 FEET Pipe Diameter 6 INCHES Table 6-2: Equalizer Pond, Equalizer Tank, Storage Tank, and Waste Tank Parameter Equalizer Pond Equalizer Tank Storage Tank Waste Tank Units Liquid Volume 300,000 600,000 800,000 1,000,000 GALLONS Design Temperature 68 68 68 68 F Vessel Diameter 40 32 21 66 FT Vessel Height 32 32 32 40 FT Weld Efficiency 85 85 85 85 PERCENT Thickness Average 0.241 .252 0.27 0.36 INCHES Corrosion Allowance 0.125 0.125 0.125 0.125 INCHES 24 Table 6-3: Pumps to be Used Throughout the Plant Parameter Pump Before and After the API Recycle Pump UF Pump RO Pump Units Design Temperature 120 120 120 120 F Design Gauge Pressure 30 30 150 300 PSIG Fluid Head 225 200 200 75 FEET Driver Power 15 5 15 15 HP Speed 3,600 1,800 1,800 1,800 RPM Pump Efficiency 65 50 65 50 PERCENT Liquid Flow Stream 117 30 180 150 GPM Table 6-4: API Separator Parameter Value Units Liquid Flow Rate 117.5 GPM Diameter 5.0 FEET Length 23.3 FEET 25 Table 6-5: DAF Unit Parameter Value Volume per Cell 1,500 Number of Cells 15 Power Drive 100 Units FT3 HP Table 6-6: Ultra-Filtration and Reverse Osmosis Units Parameter UF Unit RO Unit Capacity 403,000 360,000 Efficiency 85 75 Units GALLONS/DAY Table 6-7: CO2 PSA Generator Parameter Value Units Capacity 59 - 1,765 CFM Low End Pressure 10 PERCENT OF TOTAL High End Pressure 90 PERCENT OF TOTAL Energy Requirement 2,200 HP 26 Table 6-8: CO2 Compressor Parameter Value for Compressor Units Capacity 6.2 CFM Inlet Pressure 1,225 PSIG Outlet Pressure 2,200 PSIG Inlet Temperature 77 F Outlet Temperature 268 F Energy Requirement 2,339 HP Size 161 FT2 Efficiency 85 Appendix 7: Economic Evaluation Factored from Equipment Costs Everything needed in order to make this plant work was taken into economical consideration. Choices were made based on what is better for plant, both to achieve the necessary goal and to be as economical as possible. The tables below show the individual prices for what is required in the plant. Table 7-1: Prices for the extra materials used for water purification. Material Price Ferric Chloride (solid) $423 per ton (includes transportation) PAM (emulsion) $3-$6 per pound NaOH (50 wt% solution) $125 per ton 27 Table 7-2: Prices and specifications for selling Carbon Dioxide for EOR Purpose Gas Bulk Price Carbon Dioxide (>95% purity) $50 per ton Table 7-3: Water treatment equipment pricing Equipment Price Extra Piping $21,923 Equalizer Pond $223,041 Equalizer Tank $351,362 API Pump $38,801 API separator $107,441 DAF Unit $1,580,023 UF Pump $25,572 Recycle Pump $19,123 Ro Pump $26,304 Waste Water Tank $505,685 Storage Water Tank $143,253 UF Pump $250,000 RO Pump $180,000 Table 7-4: Carbon Dioxide Cleanup Equipment Pricing Equipment Price PSA Carbon Dioxide Generator $321,642 Compressor $25,039,166 Given this information, an overall economic evaluation on the resources recovery plant was calculated. The information collected was assuming that this plant has a 20-year life. The values for capital cost, revenue, and total expenses are shown in Table 7-6. The revenue comes from selling CO2 to the Dakota Gasification Company. Total expenses are based on salaries and 28 fringes, water treatment costs (NaOH, PAM, FeCl3, and landfill waste), loan expense, maintenance, and depreciation. From this information, the NPV value is -$111,272,066. Since it’s negative, this plant loses money overall. However, transfer prices were not taken into consideration. If transfer prices had been available, a more detailed and accurate plant economic evaluation could be completed. Table 7-6: Overall economic Evaluation Capital Cost $32,087,082 Revenue $129,456,086 Total Expenses $463,623,521 Appendix 8: Utilities The only utilities that this plant will require is electricity and instrumental air. Electricity is required to power all of the units and pumps within the water and gas cleaning plant. The total horsepower requirements of both plants is 29,415 HP, meaning that the plant will require 526,434 kilowatt-hours. The air will be used in the Dissolved Air flotation unit. It will be bubbled from the bottom of the DAF unit and it will separate the dissolved oil from the water. 29 Appendix 9: Conceptual Control Scheme The controls for the DAF unit as shown above are specific to the level within the system, the pH and pressure in the vessel that is used for the dissolved air in water. A pH control loop is necessary for the outflow water from the DAF as the units that follows (ultrafiltration and reverse osmosis) are sensitive to extremely low pH fluid. The pH transmitter will send a signal to to the solution control panel and open the valve to increase the quantity of inlet NaOH when the pH is low. The dissolved air and recycled water vessel has a level control where if water level exceeds set point level, a transmitter signal will be sent to an outlet control valve from DAF to decrease the flow rate of recycled water and therefore lower water level to air-water vessel. This vessel is to be maintained at 70 psig. In the case that this pressure is increased, a pressure sensor/transmitter will send a signal to the indicator panel/control to open the pressure relief valve to partially depressurize the vessel. Though not shown, in the case of overflow of water from DAF unit, the under-over weir will be adjusted to decrease the over flow of water and a transmitter flow rate signal will be sent to control flow control panel and adjust the inlet DAF valve to prevent overflow of water from overall DAF unit. 30 Appendix 10: General Arrangement - Major Equipment Layout The overall plant layout for wastewater treatment and carbon dioxide purification is shown above. We are located in Williston, North Dakota. The pipe rack will have dimensions of 12 feet wide and 22 feet high and will provide us with the raw water material to be cleaned up. An incoming pipe will contain flowback frac water from the well, second waste water will come from the gas treatment plant, and third pipe will contain waste water from the Fischer-Tropsch plant. This contaminated water will be collected in the first equalizer pond as shown on the plant layout. After an hour of residence time it will be pumped out to the API separator, which is about 200 feet away. After an hour of resonance time and partial water/oil and suspended solid separation, collected sludge will be pumped out to sludge tank via pipe as shown on plant layout. Effluent water will then flow and be pumped to secondary separation treatment or DAF (dissolved air floatation unit). An incoming stream of NaOH and Polymer adjust pH and enhance emulsified 31 oil to be coagulated to be carried with incoming air dissolved stream and be skimmed off as sludge solid waste. This waste will also be pumped out to same tank as that of API waste. Addition of ferric chloride will help partially precipitate dissolve salts and to be sent to sludge waste tank as mentioned previously. A 30wt% of effluent water from DAF unit will be recycled back and used as the medium of the dissolved air for flotation of solids and remaining oils to be separated from water. The effluent water from the DAF unit will be pumped out to a second equalizer tank 200 feet away and allowed to equalize with an incoming stream from boiler blowdown/cooling tower blowdown from CHP and gas/liquids. After an hour of mixing of these three water sources, contaminated water will be pumped into the ultrafiltration unit 100 feet away via single pipe. The rejected stream will be pumped to waste tank as shown on plant layout. Permeate water will be pumped to the Reverse Osmosis unit to filter out dissolved salts. Again, concentrated salt reject will be pumped to same tank as Ultrafiltration. Clean process water will be pumped to holding tank 300 feet away via single pipe to be used as process water for Fertilizer plant and CHP plant to produce steam and energy. Another process treatment is that of carbon dioxide purifying. Three separate pipes will pump CO2 and its contaminants to a Pressure Swing Adsorption system to get adsorbed contaminants while CO2 will permeate and be sent to a compressor to ultimately be sold for enhanced oil recovery. In this plant layout, there is also a building for lab/quality control and road way for incoming trucks to empty waste tanks to be sent off to landfill and replenish NaOH, polymer, and ferric chloride to raw material tanks. Appendix 11: Distribution and End-use Issues Review The Water cleaning plant will receive water from numerous sources. It will be getting water from Fischer-Tropsch, gas treatment, flowback, gas-liquids, and CHP plant. The water inputs are added into two different areas of the plant, depending on what the water is contaminated with. If the water contains any oils, the stream will enter at the beginning to the first equalizer pond. If it does not contain any oil, it will be inserted after the dissolved air flotation unit. Therefore, the flowback, Fischer-Tropsch, and the gas treatment water will enter through the beginning of the plant into the equalizer pond; and gas-liquids and CHP water will be enter right after the DAF unit since they contain no oil. The clean water will then be sent to the CHP and the fertilizer plant. Unfortunately due to the amount of water the plant is receiving, it is unable to fulfill CHP water demands. This means that CHP will have to purchase more water from another source. Also, CHP requires a higher purity than what is required of normal process water, meaning that they will have to further clean the water that is going to be sent to their plant. The plant will also be producing a lot of waste water consisting mainly of salts and oils. The waste water will be 32 collected in a tank after the unit that is removing the waste. The tanks will be emptied out every week and will be transported by trucks to a landfill. The only gas that requires purification in the whole complex is CO2. The CO2 is coming in from the gas/liquids plant, the gas treatment plant, and the iron reduction plant. The purified CO2 will have a purity of at least 95% and a pressure of 2,200 psi; it will be sold for EOR (enhanced oil recovery) to the Dakota Gasification Company. The waste gas will be sent to the CHP plant. Appendix 12: Constraints Review There were many constraints with our design that had to be worked around. One of the major constraints was that in order for EOR to accept our cleaned CO2, we had to have it at a 95% purity and make it have a pressure of 2,200 psi. In order to abide by these constraints, we had to add a compressor after the PSA unit in order to significantly increase the pressure of the CO2. Also, in order for the CO2 to reach a purity of 95% we had to find a PSA packed with zeolite as the adsorbent. Zeolite is specifically used to separate CO2, and it is the only packing material that could economically purify the CO2 to the specifications that EOR demands. Additionally, the flow rate of the flow back water is not continuous. The flow rate of the flow back water decreases exponentially as time increases. In order to assure that the frac water cleaning plant has a consistent and reliable flow rate at all times, we made all the water inputs to go into an equalizer tank. This equalizer tank will combine all of the incoming water streams from the various plants and make it homogeneous. This is also why there is an equalizer tank in the end of our process, to ensure that the plants that are receiving the now clean process water acquire it at the same flow rate all the time. After the initial 30 days of the plant operation the flow back water will turn into produced water. Produced water has a significantly lower flow rate that the flow back water, but it contains a tremendous amount of salt and oil in it. We did not have to design an entirely new process from this phenomena due to the fact that the water cleaning system was designed to handle significant water with significant amounts of salt and oil. We did have to redesign an entirely new balance though, and take that into account when giving the CHP and the fertilizer group the specific number on how much water they are receiving. Lastly, for both the flow back water and the produced water mass balances, the percentage of salt in the water is very small. This is due to the fact that the flowback/produced water is being diluted by all the other process waste water. Due to this, the only type of cleaning system able to remove the salts from the water was a reverse osmosis system. Chemical and distillation salt removal treatment require a much higher salt concentration for the water going into it for it to be 33 effective at cleaning the water. The total salt concentration of the total water that we are cleaning fit well within the tolerances of the reverse osmosis system though. Additionally, reverse osmosis can clean the water to concentrations as low as 10 ppm of salt. This was also a huge deciding factor for reverse osmosis since the CHP plant requires extremely pure water for their process. Appendix 13: Applicable Standards ● ● ● ● ● ● ● ● ● ● ● ● No water can be taken from local rivers No water can be dispose to local rivers All PPE must follow OSHA CFR 1910[66], which is the code that explains all the PPE that needs to be used depending on the type of work done All Hazmat Emergency Procedures must follow the Emergency Response Guidebook (ERG)[67] All of the disposal of emissions must follow the Guidance of EPA Halon Emission Reduction Rule (40 CFR Part 82, Subpart H) [68] Pressure vessel must be designed and fabricated per ASME Codes [69] All pumps and compressors design must follow ANSI Standards [70] All rotating equipments design must follow ANSI Standards [71] The use of Sodium Hydroxide in water treatment plant must follow AWWA B200-12Revised [72] The use of Polyacrylamide in water treatment plant must follow AWWA B453-06 [72] The use of Steel pipe in water treatment plant must follow AWWA C200-12-Revised [72] All underground service line valves and fittings must follow AWWA C800-12-Revised [72] ● ● ● ● ● ● ● ● All PVC must follow AWWA C900-07 [72] All storage tanks for water treatment plant must follow AWWA D102-11 [72] Water Treatment Plant Operation and Management must follow AWWA G100-11 [72] Utility Management System must follow AWWA G400-09 [72] Security Practices for Operation and Management must follow AWWA G430-09 [72] Emergency Preparedness Practices must follow AWWA G440-11[72] Communications and Customer Relations must follow AWWA G420-09 [72] Source Water Protection must follow AWWA G300-07 [72] Appendix 14: Project Communications File Meetings with the team mentor were held weekly. General questions and other concerns were handled via email. General notes on what was discussed each meeting are found below and are arranged chronologically. 01/18/2013 Meeting - Telecon (42 minutes) 34 ● ● ● ● ● ● ● Cryogenic distillation Membrane separation Adsorption Water desalting/sun vaporization How to reuse all water to be put back into the system Discharge water rules/safety in Williston, ND Hydrocarbons - Pressure, composition, and temperature coming in from other streams 01/25/2013 Meeting - Telecon (50 minutes) ● Block flow diagram for each gas and one for water treatment ● Overall material balance ● Order for water treatment steps ● Need to contact other plants to see how much is incoming and how much should be provided to each plant ● Membrane Separation vs. PSA vs. Cryogenic Distillation ● Goal for CO2 is to sell as dry ice or for EOR (Enhanced Oil Recovery) 02/02/2013 Meeting - In person (from 11am to 2:15pm) ● Guidelines for presentation ● EPA rules and regulations ● In detail steps for water treatment ● David Field - Contact from Salt Creek Technologies who is willing to help with waste water treatment inquiries ● Try for a zero-discharge plant ● Assumptions for flow of water and gases to be treated based on general material balance 02/08/2013 Meeting - Telecon (1 hour) ● Discuss rough economics for what to use for gas treatment ○ Membrane, PSA, Cryogenic Distillation, Puraspec ● See if we are allowed to contact vendors for pricing ○ CO2, N2, O2, etc. ○ Units, sizing, energy requirements ● Specifications on purity of gases to sell ● Begin having recordings of each meeting available ● How to develop a good spreadsheet ● Set up time to speak with David Field ● Reminder on what needs to be available on the wiki and how it should be presented/updated 02/12/2013 Meeting - Telecon with David Field (1 hour, 16 minutes) 35 ● ● ● ● ● ● ● ● ● ● All the meeting was related to water treatment Need to remove oil, grease, heavy metals, TDS, minerals, salts, etc. Need an equalization basin Will have flow-back, boiler blowdown, and cooling tower blowdown water Only Fischer-Tropsch, gas treatment, and flow back water will be pretreated, the rest of the water will be desalted (enter at the UF-RO unit) UF-RO is more economical than evaporation/crystallization Steps are primary treatment, chemical conditioning, and UF-RO ○ From there into a storage tank Cheaper to have waste taken ($0.18/gal cost) than to treat waste in a crystallizer Reject from RO unit will be placed in a tank and that will be hauled away about once a month General cost information based on assumed flow rates 02/15/2013 Meeting - Telecon (48 minutes) ● Purify standards to the lowest amount allowed ● Find more information to see if there is a membrane separator we could use since it’s probably cheaper ● Follow David Field’s advice on water treatment and feel free to contact him for any questions 02/22/2013 Meeting - Telecon (55 minutes) ● Speak to the class, not to the screen or wall ● Overall good presentation ● Need to focus on getting more detailed information for water treatment ● Can’t slow down, need to keep busy to get the project done on time 03/01/2013 Meeting - Telecon (55 minutes) ● Economic Evaluation ○ RO vs. Evaporator ○ Reject tank vs. Crystallizer ● Flowsheeting ● Call vendors to get pricing/sizing for equipment ● ASPEN may not be the best program for getting equipment pricing and sizing ● Need to find horsepower ● Assume total installed costs are about 3-4 times the cost of equipment (as a general rule) ● Contact David Fields for more information regarding equipment sizing and general pricing for waste water treatment ● Make sure no other plant requires process plant water and get rough estimates of how much is required per plant 36 ○ Need to figure out size of storage tank or specifications for discharge into a local river 3/8/2013 Meeting - Telecon (1 hour) ● Catalytically oxidize waste from CO2 ● Membrane and operating pressure for UF and RO ● Need to know what the CHP water needs are ● Say 30 psig for all pumps ● UF ahs 150 psig ● RO has 300 psig ● Discuss questions not answered in this meeting ● Contact David Field for pricing of UF and RO unit ● Get estimates in ASPEN Cost Estimator 3/22/2013 Meeting - Telecon (32 minutes) ● Get parallel compressor so that we can lower cost and hp requirement ● Speak to David Field about stream input (technical explanation) ● Tell everyone our design basis is complete ● Need to show the loops for the flow control ● Mat balance and sizing calculations ○ Probably pick the compressor since it’s something we need to make sure we have anyways (hand calculations necessary, no ASPEN) ● Next meeting cancelled unless we need help ● Total reject water from membrane - need enough steam to evaporate (1000 BTU/lb) ○ such a good crystallizer that we can get: 1 lb steam/1lb water ○ CHP will send us the steam required ○ Need to haul away solid garbage (conveyer belt needed) ○ Other reject is for landfill for sure (hazardous landfill) 4/5/2013 - Meeting Telecon (27 minutes) ● Fix the general plant layout to include places where trucks can come in to load/unload and add in pipes ● Mentor won’t be able to come for the 4th meeting presentation ● Need to send everything done to him by Monday night ● A negative NPV and IRR value are okay since many things are not taken into consideration ○ Make sure to explain what was taken into consideration ● Pick only one thing to focus on for control scheme 37 4/26/2013 - Meeting Telecon (1 hour) ● Discuss final report ● Edit several parts to make more sense Appendix 15: Information Sources and References Huchler, Loraine A. "Understanding the refinery wastewater treatment basics-Part 1." HPIN Water Management. (August 1999). Print. 2 Aerts, Peter, and Flora Tong. "Membrane technologies increase the sustainability of industrial processes by enabling large-scale water reuse ." Strategies for Water Reuse. (November 2000). Print. 3 Colley, Rachel. "Natural Gas and Green Completion in a Nut Shell." Energy in Depth. 2012 NOVEMBER 26. <http://eidmarcellus.org/marcellus-shale/natural-gas-and-greencompletion-in-a-nut-shell/15507/>. 4 " Energy & Environmental Research Center." 1992-2013 : <http://www.eerc.und.nodak.edu/>. 5 "Marcellus shale fracking threatens region’s wastewater systems, researchers find." Waste Water Processing . JANUARY 22, 2013. Grand View Media Group. <http://www.processingmagazine.com/articles/124962-marcellus-shale-frackingthreatens-regions-wastewater-systems-researchers-find>. 6 "Green completions now the standard in Barnett Shale." 2008. Devon Energy Corporation. <http://www.dvn.com/corpresp/initiatives/pages/greencompletions.aspx>. 7 "Marcellus Shale Gas Wastewater Reuse and Recycle." Oct 3, 2012. AIChE Webinar. <http://www.aiche.org/resources/chemeondemand/webinars/marcellus-shale-gaswastewater-reuse-and-recycle-0>. 8 "Municipal and Industrial Wastewater Treatment."PRAESTOL® Anionic and Nonionic Polymers. Demols Inc. <http://www.demolscorp.com/pdf/AnionicNonionic_TechData.pdf>. 9 "BAKKEN WATER OPPORTUNITIES ASSESSMENT – PHASE 1." March 15, 2010. EERC. <http://www.nd.gov/ndic/ogrp/info/g-018-036-fi.pdf>. 10 "Dissolved Air Flotation." 2013 . Hoffland Environmental. <http://hoffland.net/equipment/dissolved-air-flotation/>. 11 Cartwright, Peter S. "Membranes for Process Water Reuse." June 2004. Carwright Consulting Co. <https://docs.google.com/file/d/1Ywashw1dpNnWlCOwjNIIqkcke6Uosp4GWVSCleeag ppJYDL0isr6VrUsXgnj/edit>. 12 "Boiler Water Treatment." 2011 . NALCO. <http://www.nalco.com/applications/boilerwater-treatment.htm>. 1 38 13 "Cooling Water Treatment." 2011 . NALCO. 14 15 16 17 18 19 20 21 22 23 24 25 <http://www.nalco.com/applications/cooling-water-treatment.htm>. "Marcellus Shale Gas Wastewater Reuse and Recycle Marcellus Shale Gas Wastewater Reuse and Recycle." Oct 3, 2012. AIChE Webinar. <http://www.aiche.org/resources/chemeondemand/webinars/marcellus-shale-gaswastewater-reuse-and-recycle-0>. Agrawal., R., S.R. Auvi, S.P. DiMartino, J.S. Choe, and J.A. Hopkins. "Membrane/cryogenic hybrid processes for hydrogen purification." Vol 2 March 1988. <http://industrialgasesplant.wikispaces.com/file/view/Cryogenic%20and%20membrane% 20for%20hydrogen.pdf/407560206/Cryogenic%20and%20membrane%20for%20hydrog en.pdf>. "Hydrogen Separation Membranes." May 2010. EERC. <http://www.undeerc.org/NCHT/pdf/EERCMH36028.pdf>. "Rare Gas/Nitrogen Purification - PS3-MT3." 2013. SAES Pure Gas, Inc. <http://www.saespuregas.com/Products/Gas-Purifier/PS3-MT3.html>. "Lab Scale Nitrogen Plant Model." Sam Gas Projects Pvt. Ltd. <http://www.samgasplants.com/psa-nitrogen-gas-plant.html>. Ivanova, Svetlana, and Robert Lewis. "Producing Nitrogen via Pressure Swing Absorption." 2012 AIChE. <http://www.airproducts.com/~/media/Files/PDF/products/producing-nitrogen-via-psaCEP-Article_20120638.pdf>. "The Energy Costs Associated with Nitrogen Specifications." 2013. Flowe Nitrogen Systems. <http://www.airbestpractices.com/system-assessments/air-treatment/n2/energycosts-associated-nitrogen-specifications>. "PERP Program - Carbon Monoxide ." 2011 . Nexant, Inc. <http://www.chemsystems.com/about/cs/news/items/PERP 0910S11_Carbon Monoxide.cfm>. "H2S removal." CO2 Purification. 2009 . Johnson Matthey. <http://www.jmcatalysts.com/ptd/site.asp?siteid=671&pageid=676>. "What is carbon capture and storage (CCS)?." 2011 . Australian Government's Cooperative Research Centres Program. <http://www.co2crc.com.au/publications/all_factsheets>. Moon, Sungjun, Sungyoul Pak, Sungchan Nam, and Yeoil Yoon. "Heat of reaction for CO2 absorption using aqueous K2CO3 solution with homopiperazine ." Korea Institute of Energy Research. <http://www.sintef.biz/project/TCCS6/Posters/190_Heat of reaction for CO2 absorption using aqueous K2CO3 solution with homopiperazine.pdf>. "Removing CO2 using amines." Zero Emission Resource Organisation. <http://www.zeroco2.no/capture/capture-technology/post-combustion/removing-co2using-amines>. 39 26 Underwood, Jason, Gwendolyn Dawson, and Christin Barney. "Design of a CO2 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 Absorption System in an Ammonia Plant." November 10, 1997. <http://www.owlnet.rice.edu/~ceng403/co2abs.html>. Zagoria, Alan, and Rudolf Huycke. "Air Separation: Mature Processes, Modern Improvements." Feb 2003. "Nitrogen Generators - Oxygen Generators - Instrument Air - Gas Compression." 2013 . <http://www.igs-global.com/>. Khan, Faisal I., and Aloke Kr. Ghoshal. "Removal of Volatile Organic Compounds from polluted air." Rajasthan, India: "Product Profiles." Dakota Gasification Company. <http://www.dakotagas.com/Products/Product_Profiles/index.html>. "Recover Feedstock and Product from Reactor Vent Streams." December 2000. <https://docs.google.com/file/d/1hKKlqF6-p6E5w7hPLPv__ZKlr18GIjDqNrcGHzv4Yf9Rg8RjjJjyyYklqX3/edit>. "Pressure Swing Adsorption." <http://www.cheme.cmu.edu/course/06302/airsep2/PSADesign.html>. "Gas Separation by PSA." Chengdu, Sichuan, China: 2008. <http://www.sepmem.com/products_en.asp?caid=1>. "Gas Products." Bemidji Welders: 2009 . <http://www.bemidjiwelderssupply.com/a/j/gas-products>. Elert , Glenn . "Price of Liquid Nitrogen." 2007. <http://hypertextbook.com/facts/2007/KarenFan.shtml>. "Polyacrylamide: Just the Facts." 2005. <http://waterquality.montana.edu/docs/irrigation/pamfacts.shtml>. "Liquid Ferrous Chloride ." Springs, CA: <http://www.californiawatertechnologies.com/pdf/FerrousSpecSheet.pdf>. "FERROUS CHLORIDE SOLUTION." <http://www.gulbrandsen.com/ourcompanies/water-purification/ferrous-chloride-solution>. "Executive Summary Sheet." San Diego: March 28, 2010. <http://docs.sandiego.gov/councilcomm_agendas_attach/2011/NRC_110420_1C.pdf>. "Potassium Carbonate." Princeton, New Jersey: October 14, 2011. <http://www.armandproducts.com/pdfs/POTCARB_price_list.pdf>. "Sodium Hydroxide (NaOH) Practicality Study." 19 February 2010. <http://yosemite.epa.gov/sab/sabproduct.nsf/953CCBEB820F0470852577920076316D/$ File/NaOH Practicality Study.pdf>. "Pending Sulfuric Acid Shortage?." 2013 . Tecumseh Group, Inc. <http://www.engtips.com/viewthread.cfm?qid=201569>. "Ultrafiltration (UF) Systems for Wastewater Treatment and Recycling." 2012 . Proceco LTD. <http://www.proceco.com/products/wastewater-treatment/Wastewater-TreatmentUltrafiltration.php>. 40 44 "Industrial Ultrafiltration Systems." 2011. Pure Aqua, Inc. <http://www.pure45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 aqua.com/product_files/ultrafiltration-systems-1-UF.pdf>. "pH Adjustment - A Primer -." Skaneateles, NY: 2012. Digital Analysis Corporation. <http://www.phadjustment.com/pH.html>. "pH/ORP Digital Controller with Sensor Check." 2013. Hana Instruments <http://www.hannainst.com/usa/prods2.cfm?id=025004&ProdCode=HI 504>. "API Oil Water Separators." 2011 . Simems. <http://www.water.siemens.com/en/products/separation_clarification/oil_water_separator s/Pages/envirex_products_api_separator.asp&xgt;.> "API Oil/Water Separator." 2011 . Monroe Environmental. <http://industrialgasesplant.wikispaces.com/file/view/Monroe Environmental.pdf/407562242/Monroe Environmental.pdf>. Frink, Amy, Timilehin Kehinde, and Brian Sellers. "Water Management in Refining Processes." 5/8/2009. <http://www.ou.edu/class/che-design/a-design/projects-2009/Water Management.pdf>. "Sand Filters – Multi Media Filters." Mira Loma, CA . Everfilt. <http://everfilt.com/sand_media_filter.php>. "Reverse Osmosis Systems." 2012. Pure Aqua Inc. <http://www.pure-aqua.com/reverseosmosis-systems.html>. Phillips, James N. "GAS POWERED AIR CONDITIONING ABSORPTION vs. ENGINE-DRIVE." 1996. Fort Worth, TX. <http://repository.tamu.edu/bitstream/handle/1969.1/6696/ESL-HH-96-05-32.pdf>. "PSA Nitrogen Generators." 2013 . Focus Technology Co., Ltd. <http://hzklqy.en.madein-china.com/product/QMXEnlUcaCWI/China-PSA-Nitrogen-Generators.html>. "Pumps." Minneapolis, MN: 2013. Cat Pumps. <http://www.catpumps.com/products/pumps.asp>. "Air Separation Unit." KLM Technology Group. <http://kolmetz.com/pdf/EDG/ENGINEERING%20DESIGN%20GUIDELINE%20Air%20Separation%20Rev%2001%20web.pdf> "Process Specifications." <http://www.cheme.cmu.edu/course/06302/airsep2/design.html.> "Wastewater Treatment Workers." <http://www.statefundca.com/safety/safetymeeting/SafetyMeetingArticle.aspx?ArticleID =480> "Ferric Chloride MSDS." <http://www.sciencelab.com/msds.php?msdsId=9924033>. "Sodium Hydroxide 50% MSDS." <http://www.sciencelab.com/msds.php?msdsId=9924999>. 60 "Occupational Safety and Health Guideline For Acrylamide." <http://www.cdc.gov/niosh/docs/81-123/pdfs/0012-rev.pdf>. 61 “Gas: Carbon Dioxide MSDS.” <http://www.brooksequipment.com/msds/144.pdf>. 41 62 “Specific Work of Turbo Machines - Pumps, Compressors and Fans.” <http://www.engineeringtoolbox.com/specific-work-turbo-machines-d_629.html>. 63 “Gas Encyclopedia”. <http://encyclopedia.airliquide.com/Encyclopedia.asp?GasID=26>. 64 “The Individual and Universal Gas Constant.” <http://www.engineeringtoolbox.com/individual-universal-gas-constant-d_588.html>. 65 “STEPS TO COMPRESSOR SELECTION & SIZING.” <http://trukare.com/document_library/Blackmer/Compressors/CompSelectionandSizing.p df>. 66 “Personal Protective Equipment (PPE).” <http://www.osha.gov/SLTC/personalprotectiveequipment/>. 67 “Emergency Response Guidebook (ERG)” <http://phmsa.dot.gov/hazmat/library/erg>. 68 “Guidance for the EPA Halon Emission Reduction Rule” <http://www.epa.gov/ozone/title6/608/halons/halonfinal.pdf>. 69 “Pressure Vessels.” <http://www.asme.org/kb/standards/bpvc-resources/boiler-and- pressure-vessel-code---2013-edition/pressure-vessels>. 70 “SAE Standards for Compressors, Pumps, and Cylinders.” <http://webstore.ansi.org/RecordDetail.aspx?sku=SAE+J+1317-2013+(SAE+J13172013)#.UXiLbbU4unY>. 71 “Rotating Equipments.” <http://webstore.ansi.org/RecordDetail.aspx?sku=SAE+J+13172013+(SAE+J1317-2013)#.>. 72 “AWWA Standards.” <http://www.awwa.org/portals/0/files/publications/documents/samples/2013catalog.pdf>. 42