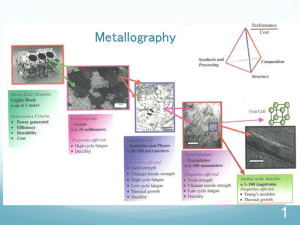
Grinding - machiningbymorley
advertisement

PowerPoint to accompany Technology of Machine Tools 6th Edition Krar • Gill • Smid Grinding Section 15 Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display. 80-2 Grinding • Characteristics of an abrasive must be: – Harder than material being ground – Strong enough to withstand grinding pressures – Heat-resistant so that it does not become dull at grinding temperatures – Friable (capable of fracturing) so when cutting edges become dull, they will break off and present new sharp surfaces to material being ground PowerPoint to accompany Technology of Machine Tools 6th Edition Krar • Gill • Smid Types of Abrasives Unit 80 Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display. 80-4 Objectives • Describe the manufacture of aluminum oxide and silicon carbide abrasives • Select the proper grinding wheel for each type of work material • Discuss the applications of grinding wheels and abrasive products 80-5 Abrasive Classes • Natural abrasives – – – – Sandstone, garnet, flint, emery, quartz, corundum Used prior to early part of 20th century Almost totally replaced by manufactured abrasives Best natural abrasives is diamond (high cost) • Manufactured abrasives – Used because grain size, shape and purity can be closely controlled – Aluminum oxide, silicon, carbide, boron carbide, cubic boron nitride and manufactured diamond 80-6 Aluminum Oxide • • • • Most important abrasive Make up 75% of grinding wheels Used for high-tensile-strength materials Manufactured with various degrees of purity – Hardness and brittleness increase as purity increases 80-7 Aluminum Oxide Purities • Regular aluminum oxide (Al2O3) at 94.5% – Tough abrasive capable of withstanding abuse – Grayish in color – Used for grinding steel, tough bronzes, etc. • Aluminum oxide at 97.5% – Not as tough as regular but still gray in color – Used in manufacture of grinding wheels for centerless, cylindrical, and internal grinding of steel and cast iron • Purest form of aluminum oxide – White material that produces sharp cutting edge – Used for grinding hardest steels and stellite 80-8 Manufacture of Aluminum Oxide • Made from bauxite ore – Mined by open-pit method in Arkansas and Guyana, Suriname, and French Guiana – Calcined (powered form) in large furnace – Mixed with coke screenings, iron borings • Coke used to reduce impurities – Electrodes lowered, coke heated and fusion of bauxite starts then more bauxite and coke added • When furnace full, shut off, let cool • Material broken up and fed into crushers 80-9 Silicon Carbide • Suited for grinding materials that have low tensile strength and high density • Harder and tougher than aluminum oxide • Color varies from green to black • Green used mainly for grinding cemented carbides and other hard materials • Black used for grinding cast iron and soft nonferrous metals (also ceramics) 80-10 Manufacture of Silicon Carbide • Mixture of silica sand and high-purity coke heated in electric resistance furnace – Sawdust added to produce porosity and to permit gas to escape during operation – Salt added to assist in removing impurities • Time required for operation is 36 hours • Cool for 12 hours, remove sidewalls where unfused mixture falls to floor leaving silicon carbide ingot • Ingot crushed; resultant silicon carbide treated, screened and graded 80-11 Zirconia-Aluminum Oxide • First alloy abrasive produced – Made by fusing zirconium oxide and aluminum oxide at extremely high temperatures – Contains about 40% zirconia • Used for heavy-duty rough and finish grinding in steel mills, for snagging in foundries and for rapid rough and finish grinding of welds • Performance superior to standard aluminum oxide (last 2 to 5 times longer) 80-12 Advantages of Zirconia-alumina Over Standard Abrasives • • • • Higher grain strength Higher impact strength Longer grain life Maintains its shape and cutting ability under high pressure and temperature • Higher production per wheel or disk • Less operator time spent changing wheels or disks 80-13 Boron Carbide • Hardest material manufactured with exception of diamond • Not suitable for use in grinding wheels – Used only as loose abrasive and as cheap substitute for diamond dust • Manufacture of precision gages and sand blast nozzles – Used in ultrasonic machining applications 80-14 Manufacture of Boron Carbide • Produced by dehydrated boric acid being mixed with high-quality coke – Mixture heated in horizontal steel closed cylinder, hole for graphic electrode and hole for escaping gases • To remove air, dampen mixture with kerosene to volatize and expel air • High current at low voltage applied for about 24 hours, then cooled • Resultant product is hard, black lustrous material 80-15 Cubic Boron Nitride (CBN) • Synthetic abrasive has hardness properties between silicon carbide and diamond • Developed by General Electric Company in 1969 • Capable of withstanding grinding temperatures up to 2500ºF • Cool-cutting and chemically resistant to all inorganic salts and organic compounds • Capable of maintaining very close tolerances 80-16 Manufacture of CBN • Synthesized in crystal form from hexagonal boron nitride with aid of catalyst, extreme heat (2725ºF) and tremendous pressure – Strong, hard, blocky crystalline structures with sharp corners • Two types – Borozon CBN: uncoated abrasive used for general-purpose grinding – Boraxon Type II CBN: nickel-plated grains used in resin bonds for general-purpose dry and wet grinding 80-17 Manufactured Diamonds • 1954, General Electric Company produced ManMadey diamonds in laboratory • 1957, General Electric Company began commercial production of diamonds • First success involved carbon and iron sulfide in granite tube closed with tantalum disks were subjected to pressure of 66,536,750 psi and temperatures between 2550ºF – Temperatures must be high enough to melt metal saturated with carbon and start diamond growth • Industrial diamonds referred to as bort 80-18 Diamond Types • Type RVG Diamond – Elongated, friable crystal with rough edges – Letters indicate it can be used with resinoid or vitrified bond and used for grinding ultrahard materials • Tungsten carbide • Silicon carbide • Space-age alloys – Used for wet or dry grinding 80-19 • Type MBG-II Diamond – – – – Tough and block-shaped crystal Not as friable as RVG type Used in metal-bonded grinding wheels Used for grinding cemented carbides, sapphires, and ceramics as well as electrolytic grinding • Type MBS Diamond – Blocky, extremely tough crystal with smooth, regular surface and not friable – Used in metal-bonded saws to cut concrete, marble, tile, granite, stone, and masonry 80-20 Ceramic Aluminum Oxide • Known as SG abrasive, introduced by Norton Company in 1988 • Outperforms conventional aluminum oxide • Made by nonfused process – Thousands of submicron-sized particles are sintered to provide single abrasive grain of uniform shape and size with more cutting edges that remain sharp • SG abrasive well suited to CNC grinding – Fewer wheel changes, less wheel dressing, higher productivity and therefore lower labor costs 80-21 SG and CBN Abrasives • Combination of technologies of CBN and SG abrasives used to produce vitrified CVSG abrasive grinding wheel – Provides most of high material-removal rates and low wheel wear of CBN yet can be trued with single point diamond tools • Free-cutting, allow increased depths of cuts and feedrates, reduce burning, and lower grinding costs 80-22 Advantages of SG Abrasives Over Conventional Abrasives • Last 5 to 10 times longer than conventional wheels • Metal-removal rates are doubled • Heat damage to surface of very thin workpieces reduced • Grinding cycle time reduced • Dressing time reduced as much as 80% 80-23 Abrasive Products • After abrasives produced, formed into products – Grinding wheel • Most important • Abrasive material held together with suitable bond • Material components are abrasive grain and bond; other physical characteristics such as grade and structure – Coated abrasives – Polishing and lapping powders – Abrasive sticks 80-24 Basic Functions of Grinding Wheels 1. Generation of cylindrical, flat and curved surfaces 2. Removal of stock 3. Production of highly finished surfaces 4. Cutting-off operations 5. Production of sharp edges and points 80-25 Abrasive Grain • Aluminum oxide or silicon carbide abrasive used in most grinding wheels • Each grain on working surface of grinding wheel acts as separate cutting tool – Removes small metal chip as passes over surface of work – As grain becomes dull, fractures and presents new sharp cutting edge to material • Fracturing action reduces heat of friction, producing relatively cool cutting action 80-26 Grain Size • Abrasive ingot (pig) removed from electric furnace, crushed, grains cleaned and then sized by passing them through screens – Contain certain number of meshes or openings per inch 8-grain Copyright © The McGraw-Hill Companies, Inc. Permission required for reproduction or display. 24-grain 60-grain 80-27 Commercial Grain size Classification Very Coarse Coarse Medium 1 14 30 8 16 36 10 20 46 12 24 54 60 Fine 70 80 90 100 120 Very Fine Flour Size 150 280 180 320 220 400 240 500 600 80-28 Grain Sizes • General applications for various grain sizes – 8 to 54 for rough grinding operations – 54 to 400 for precision grinding processes – 320 to 2000 for ultra precision processes to produce 2 to 4 µ (micron) finish or fine 80-29 Factors Affecting Selection of Grain Sizes 1. Type of finish desire 2. Type of material being ground 3. Amount of material to be removed 4. Area of contact between wheel and workpiece 80-30 Bond Types • Function of bond is to hold abrasive grains together in form of wheel • Six common bond types used in grinding wheel manufacture: – – – – – – Vitrified Resinoid Rubber Shellac Silicate Metal 80-31 Vitrified Bond • Used on most grinding wheels • Made of clay or feldspar • Fuses at high temperature and when cooled forms glassy bond around each grain • Strong but break down readily on wheel surface to expose new grains during grinding • Bond suited for rapid removal of metal • Not affected by water, oil, or acid 80-32 Resinoid Bond • Synthetic resins used as bonding agents • Generally operate at 9500 sf/min • Wheels are cool-cutting and remove stock rapidly • Used for cutting-off operations, snagging, and rough grinding, as well as for roll grinding 80-33 Rubber Bond • Produce high finishes – Ball bearing races • Used for thin cutoff wheels because of its strength and flexibility • Used also as regulating wheels on centerless grinders 80-34 Shellac Bond • Used for producing high finishes on parts such as cutlery, cam shafts, and paper-mill rolls • Not suitable for rough or heavy grinding 80-35 Silicate Bond • Not used to any extent in industry • Used principally for large wheels and for small wheels where necessary to keep heat generation to minimum • Bond (silicate of soda) releases abrasive grains more rapidly than does vitrified bond 80-36 Metal Bond • Generally nonferrous • Used on diamond wheels and for electrolytic grinding operations where current must pass through wheel 80-37 Grade • Defined as degree of strength with which bond holds abrasive particles in bond setting • Hard grade – When bond posts very strong (retain abrasive grains during grinding operation) • Soft grade – Grains released rapidly during grinding operation • Wheel grade symbols indicated alphabetically, from A (softest) to Z (hardest) 80-38 Factors that Determine the Grade Selected for Particular Job 1. 2. 3. 4. 5. 6. Hardness of material Area of contact Condition of machine Speed of grinding wheel and workpiece Rate of feed Operator characteristics 80-39 Structure • Space relationship of grain and bonding material to the voids that separate them – Density of wheel • Dense structure has close grain spacing • Open structure has relatively wide spacing • Selection of wheel structure depends on type of work required • Indicated by numbers ranging from 1 (dense) to 15 (open) 80-40 Factors Affecting the Selection of the Proper Wheel Structure 1. Type of material being ground • Soft material require greater chip clearance, therefore open wheel 2. Area of contact • Greater area of contact, more open structure 3. Finish required • Dense wheels give better, accurate finish 4. Method of cooling • Open-structure wheels provide better supply of coolant 80-41 Grinding Wheel Manufacture • Most grinding wheels used for machine shop operations are manufactured with vitrified bonds • Main operations in manufacture of vitrified grinding wheels: 1. 2. 3. 4. Mixing Molding Shaving Firing (Burning) 5. 6. 7. 8. Truing Bushing Balancing Speed Testing 80-42 • Mixing – Correct proportions of abrasive grain and bond carefully weighed and thoroughly mixed in rotary power mixing machine – Certain percentage of water added to moisten mix • Molding – Proper amount of mixture placed in steel mold of desired wheel shape and compressed in hydraulic press to form wheel slightly larger than finished size – Amount of pressure used varies with size of wheel and structure required 80-43 • Shaving – Some machines requires special wheel shapes and recesses • Shaped or shaved to size in green, or unburned, state on shaving machine which resembles potter's wheel • Firing (Burning) – Green wheels carefully stacked on cars and moved slowly through long kiln 250 to 300 ft long with temperature held at ~2300ºF – Takes about 5 days – Causes bond to melt and form glassy case around each grain producing hard wheel 80-44 • Truing – Cured wheels mounted in special lathe – Turned to required size and shape by hardenedsteel conical cutters, diamond tools, or special grinding wheels • Bushing – Arbor hole in grinding wheel fitted with lead or plastic-type bushing to fit specific spindle size – Edges of bushing are trimmed to thickness of wheel 80-45 • Balancing – Remove vibration that may occur while wheel revolving – Small, shallow holes drilled in "light" side of wheel and filled with lead to ensure proper balance • Speed Testing – Wheels rotated in heavy, enclosed case and revolved at speeds at least 50% above normal operating speeds – Ensures wheel will not break under normal operating speeds and conditions 80-46 Standard Grinding Wheel Shapes • Nine standard grinding wheel shapes established by: – United States Department of Commerce – Grinding Wheel Manufacturers – Grinding Machine Manufacturers • Dimensional sizes for each of the shapes have also been standardized – Table 80.3 in textbook 80-47 Mounted Grinding Wheels • Driven by steel shank mounted in wheel • Produced in variety of shapes for use with jig grinders, internal grinders, portable grinders, toolpost grinders, and flexible shafts • Manufactured in both aluminum oxide and silicon carbide types 80-48 Grinding Wheel Markings • Standard marking system chart used by manufacturers to identify grinding wheels – Information found on blotter of all small and medium-size grinding wheels – Stenciled on side of larger wheels • Six positions in standard sequence – Prefix is manufacturer's symbol and not always used by all grinding wheel producers • Marking system used only for aluminum oxide and silicon carbide wheels, not diamond wheels 80-49 Standard Marking System opt. 1 2 3 51 36 L A 4 5 5 6 V 23 V – Vitrified Manufacturer's size GradeStructure SGrain –Type Silicate Abrasive BondManufacturers type Manufacturers R – Rubber Soft Medium Hard Asymbol – Aluminum Oxide Dense to OpenRecord private indicating exact ASB –C Silicon DE FG H– I JRubber K LM RSTUVWXYZ RF reinforced Carbide 1 2Nmarking 3O4P5Q…..etc. to identify wheel kind of abrasive B – Resinoid (use optional) BF – Resinoid reinforced E – Shellac O - Oxychloride 80-50 Selecting a Grinding Wheel for a Specific Job: Example 1 It is required to rough surface grind a piece of SAE 1045 steel using a straight wheel. Coolant is to be used. Type of abrasive: steel to be ground, use aluminum oxide Size of grain: surface not precision-finished, medium grain about 46 grit Grade: medium-grade wheel will break down reasonably well, use grade J Structure: steel of medium hardness, wheel should be medium density: about 7 Bond type: operation standard surface grinding and since coolant is to be used, a vitrified bond should be selected After all factors have been considered, an A46-J7-V wheel should be selected to rough-grind SAE 1045 steel. 80-51 Selecting a Grinding Wheel for a Specific Job: Example 2 It is required to finish-grind a high-speed steel milling cutter on the cutter and tool grinder. Type of abrasive: cutter is steel, an aluminum oxide wheel should be used Size of grain: must have a smooth finish, a medium to fine grain (60 grit) Grade: cool-cutting wheel be used to prevent burning, medium-soft grade J Structure: smooth cut, medium-dense wheel should be used, use a #6 Bond type: most cutter and tool grinders designed for standard speeds, vitrified bond should be used; when speed excessive for wheel size, a resinoid bond should be used The wheel selected for this job (disregarding the manufacturer’s prefix and records) should be A60-J6-V. 80-52 Precautions to Observe When Handling and Storing Grinding Wheels 1. Never handle wheels carelessly • Treat them as precision instruments 2. Dry at a reasonable temperature 3. Store wheels properly • • • • Straight or tapered wheels best stored on edge in individual racks to prevent rolling Thin, organic bonded wheels laid on flat horizontal surface to prevent warping Small cup and internal wheels put separately into boxes, bins, or drawers Large cup and cylindrical wheels should be stored on flat sides with packing between wheels 80-53 Wheel Grade Faults • Grade of grinding wheel most important and difficult to select to suit workpiece material and grinding operation • Wise to start medium-grade wheel such a J • Note performance, adjust grade until best grinding conditions are reached • Know characteristic of wheels that are too soft or too hard 80-54 Characteristics That Indicate Wheel Too Soft 1. 2. 3. 4. 5. 6. Breaks down too fast Poor surface finish Cuts freely Sparks out quickly Difficult to maintain size Scratches (fishtails) 80-55 Characteristics That Indicate Wheel Too Hard 1. 2. 3. 4. 5. 6. 7. 8. 9. Wheel glazes quickly Loading (material ground fills voids) Burned work surface Squealing noise Doesn't cut freely Inaccurate work dimensions Surface finish get progressively better Won't spark out Heat checks 80-56 Inspection of Wheels • Inspect wheels after they have been received – Damage might occur during transit • Suspend and tap lightly with screwdriver handle for small wheels or with wooden mallet for larger wheels – Vitrified or silicate wheels give clear, metallic ring when sound – Organic-bonded wheels give duller ring – Cracked wheels do not produce ring 80-57 Diamond Wheels • Used for grinding cemented carbides and hard vitreous materials • Manufactured in variety of shapes – Straight, cup, dish, and thin cutoff wheels • Wheels ½ in. diameter or less have diamond particles throughout wheel, larger than ½ in. made with diamond surface on grinding face only 80-58 Diamond Grain Sizes • Grain sizes range from 100 to 400 • Proportions of diamond and bond mixture vary with application – Diamond concentration identified by letter A, B, or C • C concentration contains four times number of diamonds in an A concentration • Mixture coated on grinding face of wheel in thickness ranging from 1/32 to 1/4 in. 80-59 Three Types of Bonds for Diamond Wheels 1. Resinoid-bonded – – – Give maximum cutting rate and require little dressing Remain sharp for long time and well suited to grinding carbides New development has been to coat diamond particles with nickel plating before mixed with resin Reduces tendency to chip and results in coolergrinding, longer lasting wheels 80-60 • Metal bonds – Generally nonferrous – Particularly suited to offhand grinding and cutting-off operations – Holds form extremely well and does not wear on radius work on small areas of contact • Vitrified-bonded wheels – Remove stock rapidly but require frequent cleaning with boron carbide abrasive stick to prevent loading – Suited for offhand and surface grinding of cemented carbides 80-61 Diamond Wheel Identification • Method differs from that used for other grinding wheels ASD 100 R 75 B99 1/8* Grit Size Bond 24 120 Grade 400S Abrasive Modification Concentration Depth of Bond Type 36 No 150 500shown Diamond to designate Res. Metal Vit.B Note: grade hand hones LowNumeral = 25 Diamond Section =for Resinoid 46 H R 180 L 500S D = Mined bond 1/8 1/4 Q H Pspecial 50= Metal 1/16 M 60 SD = Human-made Example: J220 N 600S R modification. J RV75 = Vitrified 80 ASD*= Armored diamond Manufacturer's identification L240 O 800S THighLResinoild T= 100 – 6 and 22symbol 100 N320 P1200S N This symbol may be 100S 400 1500S sometimes omitted. 80-62 Cubic Boron Nitride Wheels • Recognized as superior cutting tools for grinding difficult-to-machine metals • Have more than twice hardness of conventional abrasives – Also toughness to match so cutting edges stay sharp longer with much slower wear rates • Prolonged cutting capacity and high thermal conductivity help prevent uncontrolled heat buildup (reduce chances of glazing) • Thermally and chemically stable at temperatures above 1832ºF 80-63 Knoop Hardness Scale Hardness of Various Metals and Abrasives 7000 6000 5000 4000 3000 2000 1000 0 Diamond CBN Vanadium AL2O3 Tungsten High Steel Soft Steel Carbide Carbide HRC 65 HRB 85 80-64 Properties of Cubic Boron Nitride Wheels • Contain four main properties necessary to grind extremely hard or abrasive materials at high metal-removal rates: 1. 2. 3. 4. Hardness Abrasion resistance Compressive strength Thermal conductivity 80-65 Wheel Selection • Type of wheel selected and how used will affect metal-removal rate (MRR) and life of grinding wheel • Generally affected by: – – – – – Type of grinding operation Grinding conditions Surface finish requirements Shape and size of workpiece Type of workpiece material 80-66 Wheel Selection Guidelines • CBN grinding wheels available in complete range of shapes and sizes • Individually engineered wheels available to suit specific systems • Constructed with precision, preformed core with abrasive portion on grinding face of wheel – Usually between 1/16 to 1/4 in. in depth • Generally one readily available to suit any grinding operation 80-67 General Guidelines for Using CBN Grinding Wheels 1. Select bond 2. Specify normal wheel diameters and widths 3. Choose largest abrasive mesh size that produces desired finish 4. Choose wheels with optimum abrasive concentration 80-68 Coated Abrasives • Consist of flexible backing (cloth or paper) to which abrasive grains have been bonded • Two purposes – Metal grinding and polishing • Coarse-grit used for rapid removal of metal; fine grits used for polishing • Two types – Natural: garnet, flint, and emery – Manufactured: aluminum oxide, silicon carbide 80-69 Selection of Coated Abrasives • Emery (natural abrasive) – Black in appearance – Used to manufacture emery cloth and emery paper – Grains not as sharp as artificial abrasives – Generally used for polishing metal by hand 80-70 • Aluminum Oxide (manufactured abrasive) – – – – Gray in appearance Used for high-tensile-strength materials Characterized by long life of cutting edges Hand operations use 60-80 grit for roughing and 120 to 180 grit for finishing – Machine operations use 36-60 grit for roughing and 80-120 grit for finishing operations • Silicon Carbide (manufactured abrasive) – Bluish-black in appearance – Used for low-tensile-strength materials – Selection of grit size same as aluminum oxide 80-71 Coated Abrasive Machining • Over past few years, coated abrasive machining has become widely used in industry – Improved abrasives and bonding material, better grain structure, more uniform belt splicing, and new polyester belt backing, abrasive belt machining • Now capable of grinding to less than .001in tolerance and surface finish of to to 20 µin.