Specific Topics/Unit Operations
advertisement

P.E. Review Session
V–C. Mass Transfer between Phases
by
Mark Casada, Ph.D., P.E. (M.E.)
USDA-ARS
Center for Grain and Animal Health Research
Manhattan, Kansas
casada@ksu.edu
Current NCEES Topics
Primary coverage:
Exam %
V. C. Mass transfer between phases
4%
I. D. 1. Mass and energy balances
Also:
I. B. 1. Codes, regs., and standards
Overlaps with:
I. D. 2. Applied psychrometric processes
II. A. Environment (Facility Engr.)
~2%
1%
~2%
3-4%
Mass Transfer between Phases
A subcategory of: Unit Operations
Common operations that constitute a process, e.g.:
pumping, cooling, dehydration (drying), distillation,
evaporation, extraction, filtration, heating, size reduction,
and separation.
How do you decide what unit operations apply to
a particular problem?
Experience is required (practice; these examples).
Carefully read (and reread) the problem statement.
Specific Topics/Unit Operations
Heat & mass balance fundamentals
Evaporation (jam production)
Postharvest cooling (apple storage)
Sterilization (food processing)
Heat exchangers (food cooling)
Drying (grain)
Evaporation (juice)
Postharvest cooling (grain)
Principles
Mass Balance
Inflow = outflow + accumulation
Energy Balance
Energy in = energy out + accumulation
Specific equations
Fluid mechanics, pumping, fans, heat transfer,
drying, separation, etc.
Illustration – Jam Production
Jam is being manufactured from crushed fruit with
14% soluble solids.
Sugar is added at a ratio of 55:45
Pectin is added at the rate of 4 oz/100 lb sugar
The mixture is evaporated to 67% soluble solids
What is the yield (lbjam/lbfruit) of jam?
Illustration – Jam Production
mv = ?
mf = 1 lbfruit (14% solids)
ms = 1.22 lbsugar
mp = 0.0025 lbpectin
mJ = ? (67% solids)
Illustration – Jam Production
mv = ?
mf = 1 lbfruit (14% solids)
ms = 1.22 lbsugar
m = 0.0025 lb
p
pectin
Total Mass Balance:
Inflow = Outflow + Accumulation
mf + ms = mv + mJ + 0.0
mJ = ? (67% solids)
Illustration – Jam Production
mv = ?
mf = 1 lbfruit (14% solids)
ms = 1.22 lbsugar
m = 0.0025 lb
p
pectin
Total Mass Balance:
Inflow = Outflow + Accumulation
mf + ms = mv + mJ + 0.0
mJ = ? (67% solids)
Illustration – Jam Production
mv = ?
mf = 1 lbfruit (14% solids)
ms = 1.22 lbsugar
mp = 0.0025 lbpectin
Total Mass Balance:
Inflow = Outflow + Accumulation
mf + ms = mv + mJ + 0.0
mJ = ? (67% solids)
Solids Balance:
mf·Csf
Inflow = Outflow + Accumulation
+ ms·Css = mJ·CsJ + 0.0
(1 lb)·(0.14lb/lb) + (1.22 lb)·(1.0lb/lb) = mJ·(0.67lb/lb)
Illustration – Jam Production
mv = ?
mf = 1 lbfruit (14% solids)
ms = 1.22 lbsugar
mp = 0.0025 lbpectin
Total Mass Balance:
Inflow = Outflow + Accumulation
mf + ms = mv + mJ + 0.0
mJ = ? (67% solids)
Solids Balance:
mf·Csf
Inflow = Outflow + Accumulation
+ ms·Css = mJ·CsJ + 0.0
(1 lb)·(0.14lb/lb) + (1.22 lb)·(1.0lb/lb) = mJ·(0.67lb/lb)
Illustration – Jam Production
mv = ?
mf = 1 lbfruit (14% solids)
ms = 1.22 lbsugar
mp = 0.0025 lbpectin
Total Mass Balance:
Inflow = Outflow + Accumulation
mf + ms = mv + mJ + 0.0
mJ = ? (67% solids)
Solids Balance:
mf·Csf
Inflow = Outflow + Accumulation
+ ms·Css = mJ·CsJ + 0.0
(1 lb)·(0.14lb/lb) + (1.22 lb)·(1.0lb/lb) = mJ·(0.67lb/lb)
mJ = 2.03 lbJam/lbfruit
mv = 0.19 lbwater/lbfruit
Illustration – Jam Production
mv = ?
mf = 1 lbfruit (14% solids)
ms = 1.22 lbsugar
mp = 0.0025 lbpectin
mJ = ? (67% solids)
What if this was a continuous flow concentrator
with a flow rate of 10,000 lbfruit/h?
Principles
• Mass Balance:
C i
t
Inflow = outflow + accumulation
Chemical
m 1
concentrations:
Ci ,1
2
m
• Energy Balance:
Ci , 2
Energy in = energy out + accumulation
mass flow rate, kg/s
m
T temperatur e, K
c p specific heat capacity, J/kg K
T
t
m 1
T1
2
m
T2
Principles
• Mass Balance:
Inflow = outflow + accumulation
Chemical
Ci
concentrations:
Ci ,1 m 1 Ci , 2 m 2 V
t
• Energy Balance:
Energy in = energy out + accumulation
T
m 1 c p T1 m 2 c p T2 c p V
t
(sensible energy)
Principles
• Mass Balance:
Inflow = outflow + accumulation
Chemical
Ci
concentrations:
Ci ,1 m 1 Ci , 2 m 2 V
t
• Energy Balance:
Energy in = energy out + accumulation
T
m 1 c p T1 m 2 c p T2 c p V
t
(sensible energy) total energy = m·h
Illustration − Apple Cooling
An apple orchard produces 30,000 bu of apples a year, and
will store ⅔ of the crop in refrigerated storage at 31°F. Cool
to 34°F in 5 d; 31°F by 10 d.
Loading rate: 2000 bu/day
Ambient design temp: 75°F (loading) decline to 65°F in 20 d
…
Estimate the refrigeration requirements for the 1st 30 days.
Apple Cooling
qfrig
Principles
Mass Balance
Inflow = outflow + accumulation
Energy Balance
Energy in = energy out + accumulation
Specific equations
Fluid mechanics, pumping, fans, heat transfer,
drying, separation, etc.
Illustration − Apple Cooling
qfrig
Illustration − Apple Cooling
energy in = energy out + accumulation
qin,1+ ... = qout,1+ ... + qa
qfrig
Illustration − Apple Cooling
energy in = energy out + accumulation
qfrig
qin,1+ ... = qout,1+ ... + qa
Try it identify: qin,1 , qin,2 , ...
Illustration − Apple Cooling
Try it...
Illustration − Apple Cooling
Try it...
An apple orchard produces 30,000 bu of apples a year, and
will store ⅔ of the crop in refrigerated storage at 31°F. Cool
to 34°F in 5 d; 31°F by 10 d.
Loading rate: 2000 bu/day
Ambient design temp: 75°F (loading) decline to 65°F in 20 d
…
Estimate the refrigeration requirements for the 1st 30 days.
Apple Cooling
qfrig
qm
qso
qr
qb
qe
qs
qm
qin
Apple Cooling
Sensible heat terms…
qs = sensible heat gain from apples, W
qr = respiration heat gain from apples, W
qm = heat from lights, motors, people, etc., W
qso = solar heat gain through windows, W
qb = building heat gain through walls, etc., W
qin = net heat gain from infiltration, W
qe = sensible heat used to evaporate water, W
1 W = 3.413 Btu/h, 1 kW = 3413. Btu/h
Apple Cooling
Sensible heat equations…
qs = mload· cpA· ΔT = mload· cpA· ΔT
qr = mtot· Hresp
qm = qm1 + qm2 + . . .
qb = Σ(A/RT)· (Ti – To)
0
qin = (Qacpa/vsp)· (Ti – To)
0
qso = ...
Apple Cooling
definitions…
mload = apple loading rate, kg/s (lb/h)
Hresp = sp. rate of heat of respiration, J/kg·s (Btu/lb·h)
mtot = total mass of apples, kg (lb)
cpA = sp. heat capacity of apples, J/kg·°C (Btu/lb°F)
cpa = specific heat capacity of air, J/kg·°C (Btu/lb°F)
Qa = volume flow rate of infiltration air, m3/s (cfm)
vsp = specific volume of air, m3/kgDA (ft3/lbDA)
A = surface area of walls, etc., m2 (ft2)
RT = total R-value of walls, etc., m2·°C/W (h·ft2·°F/Btu)
Ti = air temperature inside, °C (°F)
To = ambient air temperature, °C (°F)
qm1, qm2 = individual mechanical heat loads, W (Btu/h)
Example 1
An apple orchard produces 30,000 bu of apples a year, and will
store ⅔ of the crop in refrigerated storage at 31°F. Cool to 34°F
in 5 day; 31°F by 10 day.
Loading rate: 2000 bu/day
Ambient design temp: 75°F (at loading)
declines to 65°F in 20 days
A = 46 lb/bu; cpA = 0.9 Btu/lb°F
What is the sensible heat load from the apples on day 3?
Example 1
qfrig
qm
qso
qr
qb
qe
qs
qm
qin
Example 1
qs = mload·cpA·ΔT
mload = (2000 bu/day · 3 day)·(46 lb/bu)
mload = 276,000 lb
(on day 3)
ΔT = (75°F – 34°F)/(5 day) = 8.2°F/day
qs = (276,000 lb)·(0.9 Btu/lb°F)·(8.2°F/day)
qs = 2,036,880 Btu/day = 7.1 ton
(12,000 Btu/h = 1 ton refrig.)
Example 1, revisited
mload = 276,000 lb
(on day 3)
Ti,avg = (75 + 74.5 + 74)/3 = 74.5°F
ΔT = (74.5°F – 34°F)/(5 day) = 8.1°F/day
qs = (276,000 lb)·(0.9 Btu/lb°F)·(8.1°F/day)
qs = 2,012,040 Btu/day = 7.0 ton
(12,000 Btu/h = 1 ton refrig.)
Example 2
Given the apple storage data of example 1,
= 46 lb/bu; cpA = 0.9 Btu/lb°F; H = 3.4 Btu/lb·day
What is the respiration heat load (sensible) from the
apples on day 1?
Example 2
qr = mtot· Hresp
mtot = (2000 bu/day · 1 day)·(46 lb/bu)
mtot = 92,000 lb
qr = (92,000 lb)·(3.4 Btu/lb·day)
qr = 312,800 Btu/day = 1.1 ton
Additional Example Problems
Sterilization
Heat exchangers
Drying
Evaporation
Postharvest cooling
Sterilization
First order thermal death rate (kinetics) of microbes
assumed (exponential decay)
N No ek
D
t
D = decimal reduction time
= time, at a given temperature, in which the number
of microbes is reduced 90% (1 log cycle)
N
t
k D t
ln
D
No
Sterilization
( 250 FT )
Thermal death time: t Fo 10
The z value is the temperature increase that will result in a
tenfold increase in death rate
The typical z value is 10°C (18°F) (C. botulinum)
Fo = time in minutes at 250°F that will produce the same degree
of sterilization as the given process at temperature T
z
Standard process temp = 250°F (121.1°C)
Thermal death time: given as a multiple of D
Pasteurization: 4 − 6D
Milk: 30 min at 62.8°C (“holder” method; old batch method)
15 sec at 71.7°C (HTST − high temp./short time)
Sterilization: 12D
“Overkill”: 18D (baby food)
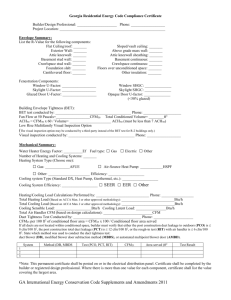
Sterilization
Thermal Death Time Curve
(C. botulinum)
(Esty & Meyer, 1922)
( 250 FT )
t Fo 10
z
t = thermal death time, min
Sterilization
z
Thermal Death Time Curve
(C. botulinum)
(Esty & Meyer, 1922)
( 250 FT )
t Fo 10
z
t = thermal death time, min
z = DT for 10x change in t, °F
Fo = t @ 250°F (std. temp.)
2.7
Sterilization
10
Thermal Death Rate Plot
N No ek
D
t
D = decimal reduction time
N t
ln
D
No
Decimal Reduction Time
(Stumbo, 1949, 1953; ...)
1
0.1
0.01
100
110
120
Temperature, °C
130
Sterilization
10
Thermal Death Rate Plot
(Stumbo, 1949, 1953; ...)
t
D = decimal reduction time
N t
ln
D
No
1
Dr = 0.2
D
Decimal Reduction Time
N No ek
z
0.1
0.01
100
110
121.1
120
Temperature, °C
130
Sterilization equations
DT D250 10
D To T
log
Do
z
( 250 T )
z
N o Fo FT
log
N Do DT
No
Fo D250 log
N
Fo t 10
(T 250 F )
z
Fo t 10
(T 121.1C )
z
Sterilization
Common problems would be:
−
Find a new D given change in temperature
−
Given one time-temperature sterilization process,
find the new time given another temperature, or
the new temperature given another time
Sterilization equations
DT D250 10
D To T
log
Do
z
( 250 F T )
z
N o Fo FT
log
N Do DT
No
Fo D250 log
N
Fo t 10
t Fo 10
(T 250 F )
z
( 250 F T )
z
Fo t 10
t Fo 10
( T 121.1C )
z
(121.1C T )
z
Example 3
If D = 0.25 min at 121°C, find D at 140°C.
z = 10°C.
Example 3
equation
log
D To T
Do
z
D121 = 0.25 min
z = 10°C
substitute
D140
121.1C 140C
log
0.25 min
10C
solve
...
answer:
D140 0.003 min
Example 4
The Fo for a process is 2.7 minutes. What
would be the processing time if the processing
temperature was changed to 100°C?
NOTE: when only Fo is given, assume standard
processing conditions:
T = 250°F (121.1°C); z = 18°F (10°C)
Example 4
Thermal Death Time Curve
(C. botulinum)
(Esty & Meyer, 1922)
(121.1 C T )
t Fo 10
z
t = thermal death time, min
z = DT for 10x change in t, °C
Fo = t @ 121.1°C (std. temp.)
2.7
Example 4
t Fo 10
(121.1 C T )
z
t100 (2.7 min) 10
t100 348 min
(121.1 C 100 C )
10 C
Heat Exchanger Basics
q U Ae DTm
Heat Exchanger Basics
q U Ae DTm U A DTlm
Heat Exchanger Basics
Dtmax
or
Dtmin
Dtmin
or
Dtmax
q U Ae DTm U A DTlm
DTlm
DT DT
max DT min
ln DTmax
min
(T T ) (T T )
(T T ) (T T )
Hi
Co
Ho
Ci
Ci
Ho
Co
Hi
THi TCo
THi TCi
ln
ln
T
T
T
Ho
Ci
Ho TCo
counter
parallel
H cH DTH m
C cC DTC q
m
Heat Exchangers
subscripts:
– hot fluid
C – cold fluid
H
i
o
– side where the fluid enters
– side where the fluid exits
variables: m = mass flow rate of fluid, kg/s
c = cp = heat capacity of fluid, J/kg-K
C = mc, J/s-K
U = overall heat transfer coefficient, W/m2-K
A = effective surface area, m2
DTm = proper mean temperature difference, K or °C
q = heat transfer rate, W
F(Y,Z) = correction factor, dimensionless
Example 5
A liquid food (cp = 4 kJ/kg°C) flows in the inner pipe of
a double-pipe heat exchanger. The food enters the
heat exchanger at 20°C and exits at 60°C. The flow
rate of the liquid food is 0.5 kg/s. In the annular
section, hot water at 90°C enters the heat exchanger
in counter-flow at a flow rate of 1 kg/s. Assuming
steady-state conditions, calculate the exit temperature
of the water. The average cp of water is 4.2 kJ/kg°C.
Example 5
Solution
Example 5
90°C
Solution
mf cf DTf = mw cw DTw
60°C
?
20°C
Example 5
90°C
Solution
mf cf DTf = mw cw DTw
60°C
?
20°C
(0.5 kg/s)·(4 kJ/kg°C)·(60 – 20°C)
= (1 kg/s)·(4.2 kJ/kg°C)·(90 – THo)
THo = 71°C
Example 6
Find the heat exchanger area needed from
example 5 if the overall heat transfer coefficient
is 2000 W/m2·°C.
Example 6
Find the heat exchanger area needed from
example 5 if the overall heat transfer coefficient
is 2000 W/m2·°C.
Data:
liquid food, cp = 4 kJ/kg°C
water, cp = 4.2 kJ/kg°C
Tfood,inlet = 20°C, Tfood,exit = 60°C
Twater,inlet = 90°C
mfood = 0.5 kg/s
mwater = 1 kg/s
Example 6
90°C
Solution
q U Ae DTlm
60°C
C cC DTC
qm
71°C
20°C
Example 6
DTmin = 90°–60°C
90°C
DTmax = 71°–20°C
Solution
q U Ae DTlm
60°C
C cC DTC
qm
71°C
20°C
q = mf cf DTf = (0.5 kg/s)·(4 kJ/kg°C)·(60 – 20°C) = 80 kJ/s
DTlm = (DTmax – DTmin)/ln(DTmax/DTmin) = 39.6°C
Example 6
DTmin = 90°–60°C
90°C
DTmax = 71°–20°C
Solution
q U Ae DTlm
60°C
C cC DTC
qm
71°C
20°C
q = mf cf DTf = (0.5 kg/s)·(4 kJ/kg°C)·(60 – 20°C) = 80 kJ/s
DTlm = (DTmax – DTmin)/ln(DTmax/DTmin) = 39.6°C
Ae = (80 kJ/s)/{(2 kJ/s·m2·°C)·(39.5°C)}
2000 W/m2·°C = 2 kJ/s·m2·°C
Ae = 1.01 m2
More about Heat Exchangers
Effectiveness ratio (H, P, & Young, pp. 204-212)
(Ta1 Ta 2 )
Ecooling
,
(Ta1 Tb,in )
UA
NTU
,
Cmin
One fluid at constant T: R
DTlm correction factors
q U A DTlm F ( Z , Y )
Cb
R
Ca
Time Out
Reference Ideas
Need
Mark’s Suggestion
Full handbook
Processing text
Standards
Other text
The one you use regularly
ASHRAE Fundamentals.
Henderson, Perry, & Young (1997),
Principles of Processing Engineering
Geankoplis (1993), Transport Processes
& Unit Operations.
ASABE Standards, recent ed.
Albright (1991), Environmental Control...
Lower et al. (1994), On-Farm Drying and...
MWPS-29 (1999), Dry Grain Aeration
Systems Design Handbook. Ames, IA: MWPS.
Studying for & taking the exam
Practice the kind of problems you plan to
work
Know where to find the data
See “Preparing for the Exam”
and/or presentation V-D (Biological Materials)
Unit ops. questions: casada@ksu.edu
Standards, Codes, & Regulations
Standards
ASABE
ASAE D245.6 and D272.3 covered in examples
ASAE D243.3 Thermal properties of grain and…
ASAE S448 Thin-layer drying of grains and crops
Several others
Others not likely for unit operations
Mass Transfer Between Phases
Psychrometrics
A few equations
Psychrometric charts
(SI and English units, high, low and normal temperatures; charts
in ASABE Standards)
Psychrometric Processes – Basic Components:
Sensible heating and cooling
Humidify or de-humidify
Drying/evaporative cooling
Mass Transfer Between Phases
cont.
Grain and food drying
Twb
Sensible heat
Latent heat of vaporization
Moisture content: wet and dry basis, and equilibrium
moisture content (ASAE Standard D245.6)
Airflow resistance (ASAE Standard D272.3)
Psychrometrics
Mass Transfer Between Phases
cont.
Equilibrium Moisture
Content, %
25
Effect of temperature on
moisture isotherms (corn data)
20
15
0°C
20°C
40°C
10
5
0
0
20
40
60
Relative Humidity, %
80
100
Mass Transfer Between Phases
Equilibrium Moisture Content, %
cont.
25
20
ASAE Standard D245.6 –
15
Use previous revision (D245.4) for constants
.
or
10
use psychrometric charts in Loewer et al.
5
0°C
20°C
(1994)
40°C
0
0
20
40
60
Relative Humidity, %
80
100
Mass Transfer Between Phases
cont.
Loewer, et al. (1994)
Mass Transfer Between Phases
cont.
Equilibrium Moisture
Content, %
25
Effect of temperature on
moisture isotherms (corn data)
20
15
0°C
20°C
40°C
10
5
0
0
20
40
60
Relative Humidity, %
80
100
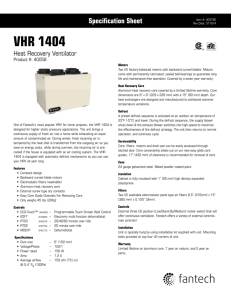
Deep Bed Drying Process
rhe
Twb
rho
TG
To
Equilibrium Moisture Content, %
Use of Moisture Isotherms
Air Temp.
Grain Temp.
Mo
To
TG
Me
rho
Relative Humidity, %
rhe
Drying
Deep Bed
Drying grain (e.g., shelled corn) with the drying air
flowing through more than two to three layers of
kernels.
Dehydration of solid food materials
≈ multiple layers drying & interacting
(single, thin-layer solution is a single equation)
M wb
1
1 M db
M db
1
1 M wb
W1 (1 M wb ,1 ) W2 (1 M wb ,2 )
Drying
Deep Bed vs. Thin Layer
Thin-layer process is not as complex. The common
k t n
Page eqn. is: MR e
(falling rate drying period)
Definitions:
k, n = empirical constants (ANSI/ASAE S448.1)
t = time
M M equilibrium
; M dry basis moisture content
MR
M initial M equilibrium
Deep bed effects when air flows through more than two
to three layers of kernels.
Grain Bulk Density
for deep bed drying calculations
kg/m3
lb/bu[1]
Corn, shelled
721
56
Milo (sorghum)
721
56
Rice, rough
579
45
Soybean
772
60
Wheat
772
60
1Standard
bushel.
Source: ASAE D241.4
Basic Drying Process
Mass Conservation
Compare:
moisture added to air
to
moisture removed from product
Basic Drying Process
Mass Conservation
humidity ratio : a,out
Da a ,out a ,in
mg total mass of grain
DWg change in grain MC
a
m
humidity ratio : a,in
Fan
Basic Drying Process
Mass Conservation
Try it:
Total moisture conservation equation:
Basic Drying Process
Mass Conservation
Compare:
moisture added to air
to
moisture removed from product
Total moisture conservation:
a t Da mg DWg
m
Basic Drying Process
Mass Conservation
Compare:
moisture added to air
to
moisture removed from product
Total moisture conservation:
kga
kgw
s s kga
kgg
kgw
kgg
a t Da mg DWg
m
Basic Drying Process
Mass Conservation – cont’d
Calculate time:
Assumes constant outlet conditions (true initially)
mg DWg
t
a Da
m
but outlet conditions often change as product dries…
use “deep-bed” drying analysis for non-constant outlet
conditions
(Henderson, Perry, & Young sec. 10.6 for complete analysis)
Drying Process
Constant
Rate
Drying Rate
time varying process
Falling
Rate
Time
Evaporative
Cooling
erh = 100%
aw = 1.0
(Thin-layer)
→
erh < 100%
aw < 1.0
Assume falling rate period, unless…
Falling rate requires erh or exit air data
Drying Process
cont.
Twb
Drying Process
cont.
erh
ASAE D245.6
Twb
Example 7
Hard wheat at 75°F is being dried from 18% to 12%
w.b. in a batch grain drier. Drying will be stopped
when the top layer reaches 13%. Ambient
conditions: Tdb = 70°F, rh = 20%
Determine the exit air temperature early in the
drying period.
Determine the exit air RH and temperature at the
end of the drying period?
Example 7
Part II
Use Loewer, et al. (1994 ) (or ASAE D245.6)
RHexit = 55%
Texit = 58°F
emc=13%
rhexit
Twb
Texit
Example 7
13%
58
Loewer, et al. (1994)
Example 7
Hard wheat at 75°F is being dried from 18% to 12%
w.b. in a batch grain drier. Drying will be stopped
when the top layer reaches 13%. Ambient
conditions: Tdb = 70°F, rh = 20%
Determine the exit air temperature early in the
drying period.
Determine the exit air RH and temperature at the
end of the drying period?
Example 7b
Part I
Use Loewer, et al. (1994 ) (or ASAE D245.6)
emc=18%
Texit = Tdb,e = TG
Twb
Tdb,e
Example 7b
18%
53.5
Loewer, et al. (1994)
Example 7b
Part I
Use Loewer, et al. (1994 ) (or ASAE D245.6)
emc=18%
Texit = Tdb,e = TG = 53.5°F
Twb
Tdb,e
Cooling Process
Energy Conservation
Compare:
heat added to air
to
heat removed from product
Sensible energy conservation:
a t ca DTa mg cg DTg
m
DTg Tinitial TII
Cooling Process
Energy Conservation
Compare:
heat added to air
to
heat removed from product
Sensible energy conservation:
a t ca DTa mg cg DTg
m
Total energy conservation:
m a t Dha mg cg DTg
DTg Tinitial TII
Cooling Process
(and Drying)
Cooling Process
(and Drying)
erh
Twb
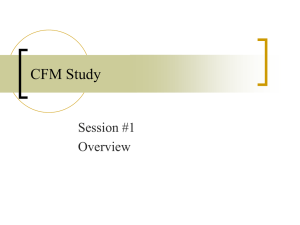
Airflow in Packed Beds
Drying, Cooling, etc.
Design Values for Airflow Resistance in Grain
100
Airflow, cfm/ft2
Soybeans (MS=1.3)
Corn (MS=1.5)
10
Sunflower (MS=1.5)
Milo (MS=1.3)
Wheat (MS=1.3)
1
0.1
0.001
Source: ASABE D272.3, MWPS-29
Barley (MS=1.5)
0.01
0.1
Pressure Drop per Foot, inH2O/ft
1
10
Aeration Fan Selection
Pressure drop (loose fill, “Shedd’s data”):
DP = (inH2O/ft)LF x MS x (depth) + 0.5
Pressure drop (design value chart):
Shedd’s curve multiplier
(Ms = PF = 1.3 to 1.5)
DP = (inH2O/ft)design x (depth) + 0.5
Aeration Fan Selection
Pressure drop (loose fill, “Shedd’s data”):
DP = (inH2O/ft)LF x MS x (depth) + 0.5
Pressure drop (design value chart):
DP = (inH2O/ft)design x (depth) + 0.5
0.5 inH2O pressure drop in ducts Standard design assumption
(neglect for full perforated floor)
Final Thoughts
Study enough to be confident in your strengths
Get plenty of rest beforehand
Calmly attack and solve enough problems to pass
- emphasize your strengths
- handle “data look up” problems early
Plan to figure out some longer or “iffy” problems
AFTER doing the ones you already know
More Examples
Evaporator (Concentrator)
mV
mF
Juice
mP
mS
Evaporator
Solids mass balance:
F X F m
P X P
m
X Concentration, lb
lb
Total mass balance:
m F m V m P
Total energy balance:
m F c pF TF m S (h fg ) S m V hgv m P c pP TP
Example 8
Fruit juice concentrator, operating @ T =120°F
Feed: TF = 80°F, XF = 10%
Steam: 1000 lb/h, 25 psia
Product: XP = 40%
Assume: zero boiling point rise
cp,solids = 0.35 Btu/lb·°F, cp,w = 1 Btu/lb·°F
Example 8
mV
TV = 120°F
TF = 80°F
XF = 0.1 lb/lb
mF
TP = 120°F
Juice (120°F)
XP = 0.4 lb/lb
mP = ?
mS
Example 8
Steam tables:
(hfg)S = 952.16 Btu/lb, at 25 psia (TS = 240°F)
(hg)V = 1113.7 Btu/lb, at 120°F (PV = 1.69 psia)
Calculate: cp,mix = 0.35· X + 1.0· (1 – X) Btu/lb°F
cpF = 0.935 Btu/lb·°F
cpP = 0.74 Btu/lb·°F
Example 8
mV
TV = 120°F
hg = 1113.7 Btu/lb
TF = 80°F
XF = 0.1 lb/lb
mF
TP = 120°F
Juice (120°F)
XP = 0.4 lb/lb
mP = ?
cpF = 0.935 Btu/lb°F
mS
hfg = 952.16 Btu/lb
cpF = 0.74 Btu/lb°F
Example 8
Solids mass balance:
F X F m
P X P
m
Total mass balance:
F m
V m
P
m
Total energy balance:
m F c pF TF m S (h fg ) S m V (hg )V m P c pP TP
Example 8
Solve for mP:
m P
m S ( h fg ) S
c pP T P R X c pF TF ( R X 1) ( h g )V
mP = 295 lb/h
Aeration Fan Selection
1. Select lowest airflow (cfm/bu) for cooling rate
2. Airflow: cfm/ft2 = (0.8) x (depth) x (cfm/bu)
3. Pressure drop: DP = (inH2O/ft)LF x MS x (depth) + 0.5
DP = (inH2O/ft)design x (depth) + 0.5
4. Total airflow:
or:
cfm = (cfm/bu) x (total bushels)
cfm = (cfm/ ft2) x (floor area)
5. Select fan to deliver flow & pressure (fan data)
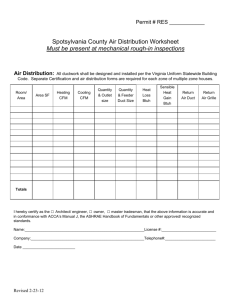
Aeration Fan Selection
Static Pressure, inH2O
1.4
1.2
1
0.8
System
Fan
0.6
0.4
0.2
0
0
500
1000
1500
Airflow, cfm
2000
2500
3000
Final Thoughts
Study enough to be confident in your strengths
Get plenty of rest beforehand
Calmly attack and solve enough problems to pass
- emphasize your strengths
- handle “data look up” problems early
Plan to figure out some longer or “iffy” problems
AFTER doing the ones you already know
Aeration Fan Selection
Example
Wheat, Kansas, fall aeration
10,000 bu bin
16 ft eave height
pressure aeration system
Example 9
1. Select lowest airflow (cfm/bu) for cooling rate
2. Airflow: cfm/ft2 = (0.8) x (depth) x (cfm/bu)
3. Pressure drop: DP = (inH2O/ft)LF x MS x (depth) + 0.5
4. Total airflow:
or:
cfm = (cfm/bu) x (total bushels)
cfm = (cfm/ ft2) x (floor area)
5. Select fan to deliver flow & pressure (fan data)
Example 9
Recommended Airflow Rates for Dry Grain
(Foster & Tuite, 1982):
Recommended rate*, cfm/bu
Storage
Type
Temperate
Climate
Subtropic
Climate
Horizontal
0.05 0.10
0.10 0.20
Vertical
0.03 0.05
0.05 0.10
*Higher rates increase control, flexibility, and cost.
Example 9
Select lowest airflow (cfm/bu) for cooling rate
Approximate Cooling Cycle Fan Time:
Season
Summer
Fall
Winter
Spring
Airflow rate (cfm/bu)
0.05
0.10
0.25
180 hr
240 hr
300 hr
270 hr
90 hr
120 hr
150 hr
135 hr
36 hr
48 hr
60 hr
54 hr
Example 9
1. Select lowest airflow (cfm/bu) for cooling rate
2. Airflow: cfm/ft2 = (0.8) x (depth) x (cfm/bu)
cfm/ft2 = (0.8) x (16 ft) x (0.1 cfm/bu)
cfm/ft2 = 1.3 cfm/ft2
Example 9
1. Select lowest airflow (cfm/bu) for cooling rate
2. Airflow: cfm/ft2 = (0.8) x (depth) x (cfm/bu)
3. Pressure drop: DP = (inH2O/ft)LF x MS x (depth) + 0.5
4. Total airflow:
or:
cfm = (cfm/bu) x (total bushels)
cfm = (cfm/ ft2) x (floor area)
5. Select fan to deliver flow & pressure (fan data)
Pressure drop: DP = (inH2O/ft) x MS x (depth) + 0.5
(note: Ms = 1.3 for wheat)
Airflow Resistance in Grain (Loose-Fill)
100
Airflow, cfm/ft
2
Soybeans
10
Corn
Barley
Milo
Wheat
1.3
1
0.1
0.0001
0.001
0.01
0.028
0.1
Pressure Drop per Foot, inH 2O/ft
1
10
Pressure drop: DP = (inH2O/ft)design x (depth) + 0.5
Design Values for Airflow Resistance in Grain
(w/o duct losses)
100
Airflow, cfm/ft
2
Soybeans
10
Corn
Barley
Milo
Wheat
1.3
1
0.1
0.001
0.01
0.037
0.1
Pressure Drop per Foot, inH 2O/ft
1
10
Example 9
1. Select lowest airflow (cfm/bu) for cooling rate
2. Airflow: cfm/ft2 = (0.8) x (depth) x (cfm/bu)
3. Pressure drop: DP = (inH2O/ft)LF x MS x (depth) + 0.5
DP = (0.028 inH2O/ft) x 1.3 x (16 ft) + 0.5 inH2O
DP = 1.08 inH2O
Example 9
1. Select lowest airflow (cfm/bu) for cooling rate
2. Airflow: cfm/ft2 = (0.8) x (depth) x (cfm/bu)
3. Pressure drop: DP = (inH2O/ft)design x (depth) + 0.5
DP = (0.037 inH2O/ft) x (16 ft) + 0.5 inH2O
DP = 1.09 inH2O
Example 9
1. Select lowest airflow (cfm/bu) for cooling rate
2. Airflow: cfm/ft2 = (0.8) x (depth) x (cfm/bu)
3. Pressure drop: DP = (inH2O/ft)LF x MS x (depth) + 0.5
4. Total airflow:
cfm = (cfm/bu) x (total bushels)
cfm = (0.1 cfm/bu) x (10,000 bu)
cfm = 1000 cfm
Example 9
1. Select lowest airflow (cfm/bu) for cooling rate
2. Airflow: cfm/ft2 = (0.8) x (depth) x (cfm/bu)
3. Pressure drop: DP = (inH2O/ft)LF x MS x (depth) + 0.5
4. Total airflow:
or:
cfm = (cfm/bu) x (total bushels)
cfm = (cfm/ ft2) x (floor area)
5. Select fan to deliver flow & pressure (fan data)
Example 9
Axial Flow Fan Data (cfm):
Static Pressure, in H2O
M o de l
12"
12"
14"
0"
0.5"
1"
1.5"
2 .5 "
3.5"
81 5
32 5
0
87 6
30 5
0
1.5 hp 3132 2852 2526 2126 1040
0
3/4 hp 1900 1675 1290
1 hp
2308 1963 1460
Example 9
Selected Fan:
12" diameter, ¾ hp, axial flow
Supplies: 1100 cfm @ 1.15 inH2O
(a little extra 0.11 cfm/bu)
Be sure of recommended fan operating range.
Final Thoughts
Study enough to be confident in your strengths
Get plenty of rest beforehand
Calmly attack and solve enough problems to pass
- emphasize your strengths
- handle “data look up” problems early
Plan to figure out some longer or “iffy” problems
AFTER doing the ones you already know