A
Raytheon Six Sigma
Global Benchmarking Council - Toronto
August 9, 2001
Bill Baker
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Agenda
Agenda
History
Process
Organization
Raytheon Blitz
Success Stories
Knowledge Sharing
Summary
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Raytheon Businesses
C3I
Aircraft
Integration Systems
Electronic Systems
Raytheon
Technical Services
Raytheon Commercial
Electronics
Raytheon Systems Limited
Raytheon Aircraft
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Raytheon’s Heritage
Acquisitions that have lead to the NEW Raytheon
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Dan Burnham’s Vision
“Raytheon Six Sigma…is a whole new way to think
about work…
It’s going to touch everything that we do.”
Dan Burnham
Raytheon Leadership Forum
Jan. 14, 1999
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
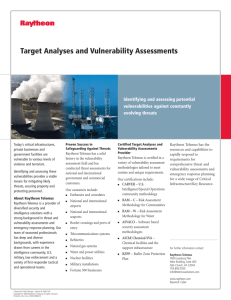
Raytheon Six Sigma versus
Traditional Six Sigma
The classical 6 Sigma approach, utilized by Motorola,
has its underpinnings in Hardware design and
manufacturing.
The Raytheon 6 Sigma Approach is based on
Benchmarking with Allied Signal and General Electric
and is more broad in scope –
– Includes all processes and functions
– Integrates Proven Philosophies
and a Number of Continuous
Raytheon
Improvement Techniques
6 Sigma Approach
and Tools
– Supported by a full time
Six Sigma Expert Network
Motorola
6 Sigma Approach
– Leads to a Culture Change
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Why is R6 Different?
Built on Legacy knowledge and talent
Combining tools, customers and culture
transformation
Applies to every part of our business
Designed from bottom-up – developing ownership
Leadership commitment and support
Focused on empowerment
Intensive communication, education and training
Made sure it is NOT a Quality program
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Raytheon Six Sigma – Definition:
Raytheon Six Sigma is a
Knowledge Based Process
we will use to
Transform Our Culture
in order to
Maximize Customer Value
and
Grow Our Business
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Alignment and Convergence
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Raytheon Six Sigma – Principles
Specify value in the eyes of the
customer
Identify value stream; eliminate waste
and variation
Make value flow at pull of the customer
Involve, align & empower employees
Continuously improve knowledge in
pursuit of perfection
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Knowledge Based Management
Ask the right questions
Act based on facts, not opinions
– Get data, use data
– Make it visual
Have a closed loop process
Capture lessons, share them widely
In God we trust,
all others bring DATA!
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
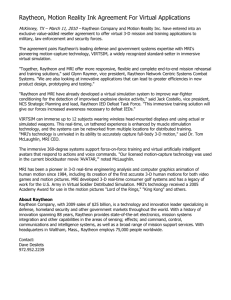
R6 Scorecard
Leaders
7,200 Educated
Experts
639 Into Training
527 Completed Training
144 Certified
Specialists
5221 Into Development
1202 Qualified
Projects
994 Started
442 Completed
Benefits
$375+M Financial Benefits
(As of January 2001)
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
What We Discovered
The “why” is as important as the “what”:
It’s about culture and leadership more than tools
It’s about changing how we do business and think about
work
We must change (leadership)
– It requires alignment at every level of our company
– We don’t know how to work together (yet)
– We each have to make a sacrifice… change our behavior
…It’s up to us… not the consultants
Louise Francesconi
1st Leadership Session Jan 4-8, 1999
Get alignment … then deploy
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
16
A Continuum of Opportunity
Simple
–
–
–
–
Everyone
Common Sense
Empowerment
Bureaucracy
Busting
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Complex
– Specialists
– Some Tools
– Some Training
and experience
– Raytheon Blitz
– Experts
– Multi-disciplined
tool set
– Lengthy training
and experience
– Expert Projects
R6s Process
Visualize the Future
Visualize
Celebrate &
Plan for the
Future
Design &
Implement
Changes
Achieve
Commit
Improve
Prioritize
Characterize
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Define Current State
Commit to
Change
Determine
Improvement
Opportunities
Visualize – IPO
Inputs
Current State
Clear & pressing need
for change
Stakeholder demand
Customer perceptions
& Desires
Market position
& pressures
Aspirations, Values, Goals
Process
1) Assess the current state.
2) Visualize alternate future states “blue
sky” with stakeholders.
3) Converge to a common vision & validate
(create need & generate excitement).
4) Draw the mental image that excites
people and creates a need for change
that demonstrates it.
5) Align and validate throughout the value
stream:
• Customer
• Employees
• Suppliers
• Shareholders
6) Develop strategy (1st steps):
• Identify Sponsor / Change Agent
Tool Chest
– Survey Questions
– Assessment Models
– Change Management Techniques
– Quality Function Deployment (QFD) Tools
– Balanced Scorecard
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Outputs
–
–
–
–
Vision of the Future
Need for Change
Strategy
Accountable Sponsor
Analysis Tools
Value Stream Analysis
Catchball
Benchmarking
Achieve – IPO
Inputs
Process
Outputs
Embedded New Process
Management &
Control Systems
Improved Process
Performance
Transferred
Knowledge
1) Define responsibilities to support &
enable process.
2) Train, education & communicate new
process.
3) Measure and compare results and
expectations… take appropriate
action.
4) Create Success Summary.
5) Reward,& recognize change agent
team.
6) Capture & Share knowledge.
7) Monitor and analyze process for
Continuous Improvement
Opportunities.
Delivered Results
to the Organization
Documented Success:
• Case Study
• Lessons Learned
• Next Steps
Recognition & Rewards
Captured & Shared
Knowledge
Expanded R6s
Community
Tool Chest
–
–
–
–
Knowledge Management System (transfer)
New Financial/ Accounting Systems
Change Management Tools
Control Charts
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
– Organizational Development
– Employee Satisfaction Monitoring
Systems
– Communication Systems
– Data Analysis Tools
Raytheon Six Sigma Principles
Apply To:
Product Development
Order Taking and Scheduling
Manufacturing
Logistics
Administrative Systems
Human Resources . . .
All products, processes and services
. . . Everything!
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Typical VA/NVA (Waste) Distribution
Value
Added
NVA Pure Waste
NVA Planned Waste
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Eliminate Waste
Seven Types of Waste*
Correction
Overproduction
Material movement
Motion
Waiting
Inventory
Processing
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
* from Tacchi Ohno
Waste (Administrative examples)
Correction – incorrect data entry
Over Production – preparing reports, not
acted upon/multiple copies
Material movement – extra steps in the
process; distance traveled
Motion – steps/data entry
Waiting – processing monthly, not as the
work comes in (closings)
Inventory – transactions not processed
Processing – signoffs, reports, etc.
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Deployment
Leadership
Champions/Master Experts
Experts
1% of population
Specialist
Specialist
Specialist
Specialist
Project Team
Specialist
Specialist
Specialist
Project Team
Project Team
Specialist
Specialist
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Specialist
Specialist
Specialist
10% of population
Organize for Success
Sets vision
Approves action plan
Removes barriers
Tracks progress
RSC
RAC
Raytheon
Leadership Team
Dan Burnham
Comm
RE&C
Corp
Staff
RSL
Champion
Champion
Raytheon Six Sigma Council
Chairman — Don Ronchi
Champion
Champion
Champion
Champion
Platform for corporate consistency
Coordinate plans, schedules, and resources
Communicate vision, expectations, and experiences
Build and sustain momentum
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Key Six Sigma Team Members
Champions
– Senior leaders who plan and execute the deployment in
their organizations
Master Experts
– Fully-trained, highly-experienced, full-time leaders
responsible for planning, training, mentoring, and results
Experts
– Fully-trained, full-time experts who lead improvement
teams, work complex projects across the business, and
coach Specialists
Specialists
– Trained for applying skills to projects in their job areas
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Identifying target areas
Strategy
Business
Plan
Visualize
Assess Business to Identify
Target Areas
Commit
Strategic
Business
Assessment
Tactical
Visualize
Prioritize
Characterize
Achieve
Commit
Improve
Prioritize
Characterize
Improve
$$$
Achieve
Repeat all 6-Steps (including
Visualize & Commit)
for every project
Assess Business to Define Target Areas
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
R6s Improvement Tools
Empowerment
Constraint Management
Performance Based Payments
Tolerance Allocation
Takt
Work Standards
Cross-training
Blitz
PCAT
Teamwork
Pull
Run Rules
Statistical Design Statistical Analysis
FIFO
Waste Elimination
Visual Controls
Less Multi-Tasking
Setup Reduction
Co-location
Benchmarking
Mistake Proofing
Critical Chain
6S
Design For Manufacturability
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
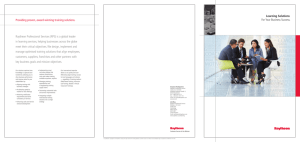
Expeditionary Warfare
IR Lookout – R6 Sigma Review
Tools help Build Process Knowledge
Pareto
Chart
1-May-99 thru Defect
30-Nov-99
AT Test Yields
60%
40%
60
80%
45
60%
30
40%
Percent
Baseline &
Determine
Gap
80%
100%
Quantity
100%
75
15
20%
0%
Pareto Causes of Gap
0
Vision of
the Future
0%
As Is
May
Process Capability Measures Chart
Mean = 42.375
StdDev = 2.48779
USL = 57.301
LSL = 27.448
Sigma Level = 6.
Sigma Capability = 6.
Cpk = 1.9999
Cp = 2.
D.P.M. = 0.002
Series1
USL
LSL
LSL
25
USL
30
35
40
Critical Measure
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
45
50
55
60
20%
Jun
Jul
Aug
Sep
Fishbone Chart
Oct
Nov
Percent of total
Business Knowledge in four areas
CASH
Financial
MARGIN
Growth
Orientation
• Innovative financial arrangements
• Equity investments
Customer
• Build annuity business
• Cultivate synergy
• Leverage initiatives
REVENUE
ROI
AWARD FEE
MARKET SHARE
SPI
Meet
Commitments and
Expectations
Process
• Raytheon campus
• R6 initiatives
CPI
ROI ON
IMPROVEMENTS
Process
Improvement
Integrated
Planning &
Forecasting
GATE II
COMPLETION
Learning
• Employee development
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Share
Best
Practices
Focused
People
Strategy
ANNUAL
GROWTH
Protect, Expand
Diversify
Customer Base
PERFORMANCE
TO PLAN
CAPTURE RATE
ROI
Market, Capture,
Propose
RETENTION
RATE
Skill
Development
Business
Solutions
PERFORMANCE
TO PLAN
Investment
People/Assets/
Technology
Raytheon Six Sigma Blitz
It’s a Lean Tool adapted
from Kaizen Blitz
(copyrighted by AME)
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Raytheon Six Sigma Blitz
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Raytheon Six Sigma Blitz
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Raytheon Six Sigma Blitz
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Raytheon Six Sigma Blitz
Sample Raytheon Blitz
Impact
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Some Success Stories
• Assembly & Test
• Supply Chain
• Invoice Payment
•Supply Chain
•Invoice payment
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
ExW: TWS Yield Improvement
Assy & Test Optimization
Assy & Test Optimization
Yield Improvement
Baseline &
Determine
Gap
Standards
Actuals
ECAC
0
5
10
15
20
Average
Assembly/Test Hours
per Unit Summary
Visualize
25
Visualize
IR Lookout Breakout of sfdm "Assembly" Issues
by month (1-May-99 through 4-Jan-00)
20
Pareto Defects
Causing Gap
Quantity
16
12
8
4
In
co
M
rre
is
ct
w
Lo
ire
in
s
os
e/m talla
ti
is
sin on
g
H
dw
r
O
-rin Pie
zo
g
m
is
sin
g
D
irt
ey
W
e
ire
br
ok
M
is
sin e
g
H
Pa
dw
rt
rs
ta
C
on ck-u
n
p
da
m
In
ag
co
e
rre
c
Ke t LE
D
yp
ad
R
C
TV
on
H
ne
cto an
r in dlin
sta g
lla
tio
Pa
n
pe
D
am rwo
rk
ag
ed
Pa
Ke
rt
yp
a
Pin d te
R
ep
ar
ch
air
ed
no
w
tc
ire
om
ple
O
-rin ted
g
pin
W
ch
ire
R
ou
te
En
gin
ee
r
0
Jan
Dec
Nov
Oct
Sep
Aug
Jul
Jun
Prioritize
May
Prioritize
Achieve
Time Study Assembly
Walk the flow on line
Identify & reduce NVA Activities
Chart the Build Process
Time Value Map to ID white space
Characterize
Test/Assy Optimization Activity
Characterize
Closed Loop Corrective Action Process:
•
Reduce Leaks at Emergency Switch
•Eliminate use of Loc-Tite
•
Detector Assembly Screening @ IRCoE
•
Eyepiece Screening @ Elcan
•
Developed COTIB screening test.
Improve
•
Redesigned D-hole on cover
Redesigned
© 2001, Raytheon Company. All•
Rights Reserved.rail grabber
Bill Baker, GBC August 2001
•Collocate & Combine UT, ASSY, UT
•
Reduce WIP from 250 to 125
•
Establish WIP Limits
•
Establish Run Rules
•
Minimize SFDM activities
•Point of use material and supplies
•Automate test data collection
•Purchase equip. to reduce touch-up
Improve
ExW: W1000
Production Yield Improvement and Assy/Test Optimization
Assy/Test Process Analysis
Production Flow Simulation Model
Lens
Store
PFMEA
Reduced Rework
Nine_deg
lens
3181050-1
Theoritical Performance:
No resource restrictions
100% Yield
100% Resource and equipment availabiltiy
W1000 Assembly and Test
Lens Kit
Store2
Weapon
Knob
3116823-1
Store3
Battery
Cover
3116890-1
Store1
Battery
Contact
3113778-1
Weapon
Knob Kit
Test
Repair
Oven Cure
3
Battery
Cover Kit
Repair2
Battery
Contact Kit
Leak
Check 1
Store4
Encl Assy
#1
Leak1
Storage
Encl Assy
#2
Opt/Norm
Test Prep
Opt/Norm
Test
Diopter
Test
Sight
Sub-Assy
3258701-1
Opt/Norm
Post Test
Leak Test
2
Oven Cure
1
Burn In
Weapon
Fire
Vibe
Leak Test
3
Leak2-3
Repair
Trouble
Shoot
AT
3
Repair
Short
Application of Lean
Principles to Factory Floor
AT
Test Area
Leak Check
TS
Flexcable
CCA
Store 1
Repair
Long
Display
CCA-1&2
3216611-1
UT
3216611-1
Production
Chopper
3161970-5
Store6
Quality Issues Addressed
• Reviewed >100 steps for
failure potential
Aux Pwr
Cable
3138515-1
Oven Cure
2
Operating
Test
CCA
Repair
Store15
WS Acc
Assy
3182570-4
Final Assy
and Touch
Up
Aux Pwr
Cable Kit
Misc
Store
Prod
Chopper
Kit
Eyepiece
3116880-1
Detector
3191655-3
Paint Cure
Batt 9V
3138507-2
Lens
Cleaning
Kit
3182322-1
Hand
Strap Kit
3258722-1
Repair5
Det_
Store
Off Site
CCA
Store 2
Display Kit
Eyepiec
e Store
Weapon
Fire
BI Vibe
Pack and
Ship
Eyepiece
Kit
SECCA
_Store
• 30 actions identified to
reduce failure/defect risk
• Modify flow to catch defects
early to minimize rework cost
Prior 100 Units
Secure Lanyards
Fix Eyepiece Detent Breaking
ImproveFocus Knob Positive Stop
Improve Focus Rack Gear
Strength
Add Metal Lens Housing Retainer
Eyepiece Lens Distortion
(ongoing improvement study)
Customer Requested
Increase Front Lens Housing
Strength
Eliminate Knobs loosening
Improve Lens Cover
Use Black Hardware
Hand Strap Improvement
Reduce Battery Noise
Improve Battery Pack Contacts
ASELSAN Display Redesign
(PO is TBD)
WIP Shelves
Custom
ICs &
SECCA
ANTS
• Performed multiple “what if” runs
• Conducted capacity analysis with goal of 3
units/day (50 units/month)
Leak
Assy Workstations
• Identified bottlenecks (Leak Test, AT)
Work Cell
• Predicted estimates for cycle time and
touch labor
Pack/Ship
•Reduced batch sizes
• Establish kanbans to control
WIP levels
40
Internal Improvements
Improve Enclosure Sealing Surface
Increase Diopter Focus Range
Improve Sealing Gaskets & Change
Grease
Use 6V Ball Bearing Chopper
Improve Battery Removal Strap Design
Improve Flex PWB Layout
Low and High Voltage PS Redesign
(Thomas CRT)
Use 35C Detector
AA Battery Cassette Redesign
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
40
35
30
25
20
15
10
5
0
• Document Production Run
Rules Maximize co-location of
assy/test stations
25
22
Previous
AT
Model
Prediction
Avg Assy/Test Touch Labor (Hours per
Unit)
• Establish data collection points
ExW: Supply Chain Management
Improve the Materiel Program Management Process
Baseline of Current Processes
• Material Strategy
• Systems
Information
Visualize Future Process and Quantify Potential Savings
• Quantified the savings
when material strategy used
to leverage opportunity
TOTAL NUMBER OF SYSTEMS ORDERED = 280
PART NUMBER
DESCRIPTION
USING ASSY
C.C PER
. ASSY
SUPPLIER
B KIT -TWV
3253259.0002 Sensor Assy, TWV(Assy,ESS,UT)
A
3253289.0001 Enclosure Assy DVE
3253259.0002 A
3245726.0001 Enclosure
DVE
3253289.0001
PART
NUMBER
SUPPLIER M
3216237.0002 Enclosure,Common
3245726.0001 M
3253290.0001 Normalized Det. Elec Assy
3253289.0001 A
1
3
4
3
2
4
5
3
• Investigated materiel
receive, inspect, and stock
locations
CURRENT QUOTE
QTY
LEVEL
4
4
4
3
3
3
3
3
3
3
2
3
3191655.0007
3221551.0001
3221553.0001
3221554.0001
3221556.0001
3113914.0001
1996546.0009
1996821.0007
3228875.0001
3236614.0001
3236614.0002
3236615.0001
1996483.0015
3216266.0001
3226290.0001
1
1
1
0
1
CURRENT % OF BOM
CMIX
EXTENDED
$ BY
PO
TOTAL SUPPLIER
Assy, IR Cam Factory
Assy, IR Cam Factory
Cambridge
n/a
-
Assy, IR Cam Factory
CURRENT
TARGET
CURRENT CURRENT
QUOTE or
QUOTE
BASIS of ESTIMATE EXTENDED
UNIT
UNIT
(per system)
PRICE*
PRICE
TOTAL
-
387.00
0.00
14.28
CUM%
3.26
0.00
BASELINE
EXTENDED
COST
387.00
PREF (P)
0.00
CERT14.28
(C) SOCIO-ECON STATUS
0.00
0.00
AGREEMENT
QUOTE % OF
Detector, Omnibus
E
1 IR Detector Factory
JE BOM
525.00
525.00
CURRENT
( PART
AGREEMENT
CCA, Det. DVE
Detector
E
1 Plexus
91.00
QTY PER EXTENDED PO$ BY
PREF91.00
(P)NUMBER ) ( SUPPLIER )
C.C
EXTENDED
PWB, Det, DVE
CCA,Det. DVE
E
0 n/a
0.00
0.00
.
SUPPLIER
NUMBERTOTAL DESCRIPTION
PART NUMBER
SYSTEM
SUPPLIER
CERT156.29
(C) YES/NO
SOCIO-ECONYES/NO
STATUS
SUPPLIER E PART
CUM% TOTAL
CCA, Proc. DVE
Detector
1 Plexus
PO
156.29
PWB, Proc. DVE
CCA, Proc. DVE
E
0 n/a
0.00 CURRENT 0.00
AGREEMENT
IC, Analog (EGL2209A)
CCA, Proc. DVE
E
1 Raytheon IC Dev (TISC)
JE
42.23 QUOTE 42.23( PART
AGREEMENT
IC, Digital (CF99014C/PPM
CCA, Proc. DVE
E
1 Raytheon IC Dev (TISC)
JE
52.60EXTENDED 52.60
C.C
NUMBER )
( SUPPLIER )
Stand-off,Hex (Lyn-Tron)
Detector
M PART NUMBER
4 Lyn-Tron
Stock 9059
0.14 TOTAL
0.56YES/NO
.
DESCRIPTION
YES/NO
SUPPLIER
Litton
Clamp Detector (Common) Detector
M
2 Wylie
Q
1.09
2.18
Rubber Pad, snubber #1 Optice
Detector
M
4 LGS Technology
Q
0.29
1.16
Enterprise Dallas
0 Litton
3245325.0001
2,569 0.18
Rubber Pad, snubber
#1
Detector
M
1 LGS TechnologyDCM,Litton Q
0.18$
0 Optice
Enterprise
3189404.0001
1,140 0.30
Rubber Pad, snubber
#2 IR
Detector
2 LGS TechnologyLens Cell Assy
Q (Optics Shop)
0.15$
DetectorDallas
Factory M
internal Raytheon
0 IR Detector
Factory
3191655.0007
Detector,PO/Stk
Omnibus
525 0.10
Thread Forming Screw
Detector
M
2 Cam-Carr
3059
0.05$
Pad, Heatsink (Common)
Detector
M
1 Thermagon
0.29$
FabMS
Mck MS
internal Raytheon
0 Fab Mck
3236601.0001
Front Hsg,PO/Stk
TWV9736
188 0.29
Rubber Pad
M
4 LGS TechnologyCCA, Proc.
PO/Stk
9736
0.21$
0 Plexus Detector
3221554.0001
DVE
156 0.84
3245325.0001
3189404.0001
3191655.0007
3236601.0001
3221554.0001
Plexus
0 Coherent
3229072.0001 Chopper Assy Omnibus
0 Continental
Coherent
3216255.0001 Brkt,3183006.0002
Chopper (Auto)
0 Plexus
0 Optice Continental
Enterprise Dallas
3253273.0001
0 Fab Mck MS
3221551.0001
Plexus
0 Raytheon
IC Dev (TISC)
Chopper Assy
0 A.L. Johnson
0 Raytheon IC Dev (TISC)
A
M
1 2,569.00 47.8% 47.8%
1 1,140.00 21.2% 69.0%
1 525.00 9.8% 78.8%
1 188.44 3.5% 82.3%
1 Chopper
156.29 Disc,Drilled
2.9% 85.2%$
3183006.0002
1
13.00
3253273.0001 Lens Hsg
$
1 130.00 2.4% 87.6%
1
1.14
3221551.0001 CCA, Det. DVE
$
3236603.0001
Window2.2%
TWV
1 Front
120.00
89.8%$
3236602.0001 Retainer, Front Window
$
1
91.00
1.7%
91.5%
1996546.0009 IC, Digital (CF99014C/PPM $
Assy,IR Cam Factory
Fab Non-metalics
CMIX
CMIX MLO
3253272.0001 Lens Hsg Casting (RPM)
3113914.0001 IC, Analog (EGL2209A)
$
$
RECOMMENDATION
• Revised MPM Templates
130
120
91
13.00
1.14
RECOMMENDATION
« Pilot Program - DVE
77
59
• Reset System Profiles for
planners
53
50
42
MPM’s and
100
90
MPM Process and Materiel Strategy
80
• Revise MPM templates
• Loaded DVE data
% 70
• Sorted for 80% material $$
• Develop Cost Reduction strategies by
60
part number
• Completed Risk Mitigation Plan by Key
50
Supplier
Materiel Logistics
• Revised system defaults for all users
• Revised Warehouse Store locations on key
program parts
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
2000 Implementation Plan
Mat'l $
Budget
Program Material Costs
Goal
• Deploy MPM Process/templates
all programs
• Maximize leveraging across
ExWarfare programs
• Key Supplier Involvement on IPT’s
to
Sample Non-Manufacturing
Process Improvement
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Expert networking and
Knowledge sharing
Annual Expert
Symposiums
eCoach
&
and
Docushare
systems
R6 Project Improves
Spitfire Radio Deliveries
Benchmarking
Library
• R6 Team Conducted a Baseline
Analysis and Used Findings to
Establish Improvement Plans
• First Pass Yields Increased by Using
Controlled Experiments to Identify
Major Causes of Failure
• Material Availability Improved by
Using Pull Systems, Point-of-Use
Supermarkets, and Kanban Signals
• Cycle Time Was Reduced 24% by
Eliminating Constraints, Bottlenecks
and Excessive Queue Times
• Productivity Increased by 22% and a
New Production Delivery Record
Was Set
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
Project
Library
Key Concepts
Look at the entire business
Focus on the Value Stream
– Make waste visible
– Fix one value stream at a time
Do it cross functionally
– Converge/Diverge group problem solving
methodology
– Storyboard – keep the collective mind
Use systems thinking
– Discover linkage/leverage
– Concentrate on the vital few
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001
What have we learned
What have we learned?
Implementing major change has the best chance
when top management is INVOLVED & COMMITTED
Common language is important in a large company
Defining financial benefits is crucial to getting
business unit buy-in
Continual communication and reinforcement of the
goals is needed to maintain focus
It’s the Performance Review stupid!
© 2001, Raytheon Company. All Rights Reserved.
Bill Baker, GBC August 2001