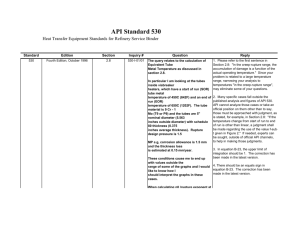
Guidelines
advertisement

2-5. Formulation Development Issues: Solid Orals Satish Mallya January, 2011 Goal Innovator QTPP Generic QTPP Develop a stable, bioavailable, clinically relevant formulation Develop a stable, essentially similar formulation, bioequivalent to the innovator product Commence PD from basics Information on formulation ingredients, strengths, presentations and storage conditions available prior to PD 2| January20-22, 19-22,2010 2011 Satish Mallya January Critical Parameters Solubility of API (BCS) Excipient compatibility Influence of raw material variability on dissolution Impact of granulation process on dissolution and homogeneity Moisture content of granules after drying Influence of compression force on dissolution. 3| January20-22, 19-22,2010 2011 Satish Mallya January Optimization Studies Studies are undertaken to optimize: – quantity of binder – quantity of disintegrant – LOD Different trial batches having varying amounts of disintegrant and binder are used; Results of granule flowability, tablet characteristics and comparative dissolution profiles are compared; Granules with different LOD levels are compressed and results with respect to flowability and tablet characteristics are used to finalize formulation; The formulation so developed is considered to be optimized when there are no problems (e.g. capping) and the dissolution profile matches the innovator product 4| January20-22, 19-22,2010 2011 Satish Mallya January Single API- IR Ingredient % per tablet API 50 Lactose 25 Mag. stearate 0.25 MCC 20.75 Croscarmellose sodium 3 Mag Stearate 1.0 Coating 5| Coating Agent 10 Purified Water 90 January20-22, 19-22,2010 2011 Satish Mallya January Flow Chart API Filler Binder(s) screening Mixing of granulation blend Preparation of binder solution Granulation Drying LOD Milling Disintegrant screening lubricant screening Initial Blending Final Blending Compression Film Coating of Tablets Solvent Film coating agent 6| Preparation January20-22, 19-22,2010 2011 Satish Mallya January Packaging and Labelling Weight Hardness Friability Single API- IR Steps in PD API is characterized; Qualitative formulation is developed and each excipient is selected for its intended use based on optimization studies; Dry granulation process is generally preferred as the manufacturing process as this involves less unit operations; All the critical steps of the manufacturing process are optimized; Analytical methods are developed and validated for determination of assay, related substances and analytical method for dissolution testing of the tablets; The packaging system is chosen and development batches are tested for stability; Bioequivalence study is undertaken with the comparator product as reference; For innovator products: if market formulation is not identical to the formulation used in phase III (pivotal) clinical studies comparative dissolution profiles may be required to establish equivalency of formulations (f2). 7| January20-22, 19-22,2010 2011 Satish Mallya January Single API-IR API characterization studies API exhibits polymorphism and exists in two forms - low melting form and high melting form; DSC spectra are compared with the information available in literature and found to be matching with e.g. high melting form; Thermograms from various API batches exhibit endotherm at an identical temperature - confirmation that the synthetic process consistently produces the high melting form; Different batches of API are tested for: – particle size distribution – flow properties, – bulk density and tapped density If the API degrades by hydrolysis residual moisture in the tablet can induce degradation - wet granulation technique may not be suitable. 8| January20-22, 19-22,2010 2011 Satish Mallya January Single API-IR Preformulation Studies Pre-formulation studies are conducted using the API and commonly used formulation excipients; These excipients may be chosen on the strength of previous experience with manufacturing of this type of solid oral immediate release dosage forms; A physical compatibility study is undertaken to determine the interaction of API with various excipients. The excipients and drug admixtures in specified ratio are stored e.g. for four weeks at 40ºC/75 % RH and at 50ºC/ambient humidity and periodically checked for any change in physical appearance. 9| January20-22, 19-22,2010 2011 Satish Mallya January Single API-IR Dissolution If more than 85% of the drug is released within 15 min. in 0.1 N HCl, pH 4.5 acetate buffer and pH 6.8 Phosphate buffer dissolution profiles may be accepted as similar without any further mathematical (f2) calculations; The discriminatory power of the dissolution method is established; Comparative in vitro profiles are generated with comparator product. 10 | January20-22, 19-22,2010 2011 Satish Mallya January Single API-IR Development Strategy Direct compression may not be suitable if API exhibits poor flow properties; If the API degrades by hydrolysis wet granulation may not be an option since the residual moisture in the tablet can induce degradation; Dry granulation method may be explored, as it requires lesser unit operations - roller compactor may be used for preparing compacts; Various experiments are performed to optimize quantities of excipients: – disintegrant, diluent and lubricant concentrations; – removal of incompatible excipients 11 | January20-22, 19-22,2010 2011 Satish Mallya January Single API-IR Development Strategy Impact on other process parameters: – Blend uniformity – Compaction process – Compression process • Rotation speed • Uniformity of weight, • Hardness, • Thickness, • Friability, • Disintegration time, • Dissolution. 12 | January20-22, 19-22,2010 2011 Satish Mallya January Single API-IR Development Strategy Container Closure Systems & Stability studies: – HDPE bottle pack/Blister strip pack (choice based on innovator presentations) – Moisture permeation studies – Results of photostability testing, accelerated stability testing (40ºC / 75 % RH) and long-term stability (30ºC / 75 % RH) used to justify choice of the packaging materials. 13 | January20-22, 19-22,2010 2011 Satish Mallya January Coating Reasons for coating: – – – – 14 | to cover unpalatable taste of the cores to facilitate swallowing non functional coating moisture or photo sensitive API: tablets may be coated with an agent to provide moisture barrier (e.g. translucent grade of opadry AMB) [AMB = aqueous moisture barrier] or an opacifying agent (deemed to be functional coating) January20-22, 19-22,2010 2011 Satish Mallya January Coating Coating by spraying: – using organic solvents (e.g.isopropyl alcohol, methylene chloride) – as aqueous solution – relevant quality parameter of the coated tablets is dissolution of the APIs –if there are no significant differences, aqueous coating may be preferred due to environmental reasons and cost. 15 | January20-22, 19-22,2010 2011 Satish Mallya January Coating Parameters for coating: – Weight gain during coating, – Amount of solids in the coating dispersion, – Distance between spray gun and tablet bed, – Spray rate and pattern, – Spray atomizing pressure, – Pan Speed, – Inlet air temperature, – Inlet and outlet air flows, – Tablet-bed temperature, – Homogeneity of coating. 16 | January20-22, 19-22,2010 2011 Satish Mallya January 2 FDC 17 | Ingredient % per tablet API 1 40 API 2 20 MCC 35 Sod. Starch Glycolate 4 Colloidal Silicone Dioxide 0.3 Mag. Stearate 0.7 January20-22, 19-22,2010 2011 Satish Mallya January Key Parameters Stability of the APIs under stress conditions; Compatibility of the APIs with each other and with the excipients; Dissolution of both APIs; Content uniformity of the mixture of APIs with the excipients Polymorphic changes of the APIs in the FPP. 18 | January20-22, 19-22,2010 2011 Satish Mallya January Challenges Stress testing: – Both APIs degrade under different stress conditions Flowability: – May be excellent for one API but may be good or even poor for other API Powder densities (bulk and tapped): – API 1: fair compressibility (Hausner factor NMT 1.15) – API 2: passable compressibility (Hausner factor NMT 1.25) Hygroscopicity: – Both APIs non hygroscopic, but one API forming lumps at high humidity Particle size analysis: – Not critical if both APIs are soluble 19 | January20-22, 19-22,2010 2011 Satish Mallya January Conditions For compatibility of mixture of APIs, only those stress factors may be selected at which both API1 and API2 are stable during stress testing: – API 1 - unstable under oxidation and base – API 2 – unstable under UV light and temperature Stress Time Humidity 75% RH 10 days Acid 2M HCl 10 days Photolysis Visible light : 1.2 million lux hours If incompatibility is not observed at any investigated condition, a monolayer tablet is possible. 20 | January20-22, 19-22,2010 2011 Satish Mallya January Optimization of disintegrant content Dissolution: – 3% sodium starch glycolate (pH 1.2) • API 1: 88.4 % • API 2: 90.2% – 4 % sodium starch glycolate (pH 1.2) • API 1: 94.0 % • API 2: 94.5 % – 8 % sodium starch glycolate (pH 1.2) • API 1 : 86.7% • API 2 : 88.3 % 21 | January20-22, 19-22,2010 2011 Satish Mallya January optimum Other Considerations Formulations used for biostudy and for marketing are identical; Pilot batches are manufactured by a procedure fully representative of and simulating that applied to production scale batch; Dissolution profiles of comparator & test products are comparable; Scoreline – content uniformity of halves (both APIs). 22 | January20-22, 19-22,2010 2011 Satish Mallya January Bilayered Tablets Major issues: – Selection of manufacturing processes for granules in both layers; – Adjustment of tablet weight -individual layers could be large; – Possible scale-up issues – reformulation may be preferred over change of tooling, if scale-up unsuccessful; – If reformulation required, should one or both layers be reformulated? • Optimization of formulation and manufacturing process – Disintegrant and lubricant levels – Blending time and moisture content of final blend – Tablet hardness 23 | January20-22, 19-22,2010 2011 Satish Mallya January Bilayered Tablets Major Issues: – Essential to establish uniformity of distribution within and between batches • Determination of content on a mixed sample may not provide assurance of uniform distribution between individual units • Content uniformity in the FPP specifications may be the best solution – Selection of dissolution method and medium – Scoreline and divisibility studies - may not be necessary if SmPC indicates score line is only to facilitate breaking for ease of swallowing and not to divide into equal doses. 24 | January20-22, 19-22,2010 2011 Satish Mallya January 3 FDC 25 | Ingredient % per tablet Ingredient % per tablet API 1 20.5 API 3 4.2 API 2 27.5 MCC 7.8 MCC 21.6 Lactose 6.8 Sod. Starch Glycolate 4.0 Sodium Starch Glycolate 0.45 Purified water qs Mag. stearate 0.05 Ingredient % per tablet Sodium Starch Glycolate 1.8 MCC 4.1 Talc 0.2 Magnesium Stearate 1.0 January20-22, 19-22,2010 2011 Satish Mallya January 3 FDC Compatibility of APIs and between APIs and excipients; Direct compression of 3 APIs with excipients may result in poor flowability; If one API is susceptible to hydrolytic degradation in aqueous environment direct compression may be necessary for that API and wet co-granulation of the remaining APIs; The excipients chosen may be similar to those contained in respective single innovator products; Overages may be necessary due to complicated manufacturing process; Challenges with selection of dissolution media; Comparative dissolution profiles with respective to individual comparator products, in three media 26 | January20-22, 19-22,2010 2011 Satish Mallya January 27 | Satish Mallya January 20-22, 2010 Thanks