Paper24
advertisement

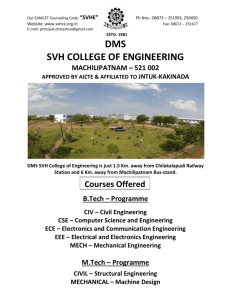
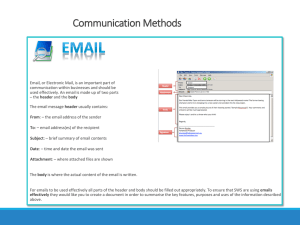
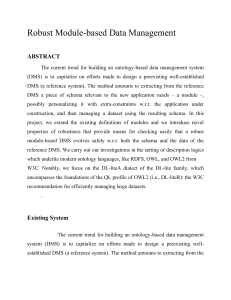
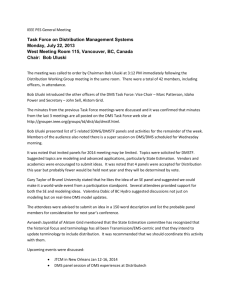
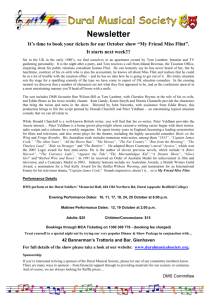
Maggie Gutierrez, James McCoog, and Timothy Zitkevitz, Lockheed Martin Effective COTS Obsolescence Management and Supportability ABSTRACT Establishing an effective, proactive obsolescence management program that can maximize supportability of weapon systems is difficult. Logistics is often faced with an insufficient budget to address all of the identified obsolescence issues. However, when the configuration contains COTS parts, the challenges are larger and the stakes are higher. With the increase of COTS content in our programs, COTS obsolescence processes have been put to the test, improved, and tested again. Today, the result is a set of processes and supporting toolsets where the myriad of data needed to effectively predict, analyze, and address COTS obsolescence issues is obtained, stored, updated, and reviewed on a systematic basis so that system supportability is maintained, in a cost-effective manner. INTRODUCTION Fifteen years ago, when Secretary of Defense Perry mandated the use of COTS, he envisioned that weapon system designs would be able to leverage COTS vendor R&D efforts to facilitate implementation of the latest technologies while taking advantage of lower costs resulting from commercial market competition (Perry 1994). While true, because military system life spans are far longer (and are getting even longer due to budget constraints) than those of the commercial electronics parts used to build them, there is a fundamental disparity that results in significant sustainment challenges and costs. Traditional approaches to obsolescence management have been reactive. Before COTS parts became a significant part of military designs, a typical approach for component obsolescence management was that engineering completed the design, then part obsolescence issues were tracked, identified, evaluated and resolved. This approach, while reactive, was generally sufficient to address the risks associated with obsolete parts. It is not, however, sufficient to address the risks associated with a more dynamic COTSbased design. Traditional mil spec based designs are frequently supported for 20, 30 or more years. Due to the short vendor production period, it is not cost-effective to use the same approach for a COTS-based design. It is far less costly to refresh the design periodically throughout the life of the system (Sandborn 2005). As a result, the new focus of obsolescence management is the concurrent management of the inevitable obsolescence issues and implementing a well-conceived technology refresh framework that minimizes the cost of the system upgrades. Ensuring that the resulting system can remain viable while meeting performance requirements and minimizing Total Ownership Cost (TOC) demands careful planning and selection between the myriad of evolving technologies. Studies have shown that 60 to 80 percent of the TOC is committed by decisions made during the early stages of design as is clearly shown in Figure 1, below (OSD CAIV 2007). Clearly, then, effective obsolescence management must begin during the design phase of a program. By ensuring that supportability is considered at part selection, increased reliability and reduced total operating cost can be realized. 1 FIGURE 1. Typical Program Lifecycle Costs (OSD CAIV, p. 2-1, Fig 2-1) Lockheed Martin has developed a proactive and strategic approach to delivery of life cycle obsolescence management services, from design through disposal, including specific tailored processes to address the unique issues associated with obsolescence management of COTS parts. This approach is innovative with respect to tools, processes, analysis, reports and metrics, and has improved cost-effectiveness while minimizing production and fleet support issues. The Lockheed Martin process has twice been recognized as a Best Practice by the U.S. Navy. In 2002, the Naval Surface Warfare Center (NSWC) in Crane, Indiana found our processes to be an industry Best Practice. In a January 2006 letter, Department of the Assistant Secretary of the Navy Logistics (DASNL), Nicholas Kunesh, stated that this process, as executed for the Aegis Weapon System, was a “Best of Breed” to be emulated by others. The Lockheed Martin team has been most recently recognized for its superior performance as part of the Aegis Weapon System (AWS) DMS Working Group and was granted the DOD 2008 DMSMS (Diminishing Manufacturing Sources and Material Shortages) Team Achievement Award. SUCCESSFUL OBSOLECSCENCE MANAGEMENT Establishing an effective, proactive obsolescence management program to maximize the supportability of a military weapon system has its challenges. Logistics activities often have an insufficient budget to perform a thorough surveillance of the system’s bill of material (BOM) list, let alone address all of the identified obsolescence issues. Obsolescence Management Process The Lockheed Martin Obsolescence Management approach has evolved over time. The foundation consists of a DMS Management Team (or DMS Working Group), performing DMS case management using predictive tools and proactive processes which provide a framework for DMS case resolution. The DMS Management Team processes are thorough and programmatic, yet nimble enough to react to emergent issues. The approach is utilized from the design phase through disposal, and identifies obsolescence issues early, allowing sufficient time to develop the optimum solution to address risk resulting in maximized cost avoidance for its customers. It is innovative with respect to tools, processes, reports and metrics, has improved productivity, and minimized production and fleet support issues. 2 In this section, the discussion focuses on the most basic element of life cycle obsolescence management services. The basic obsolescence management process begins with monitoring and identification of DMS issues, resolution identification and implementation, and finally, DMS case closure. Each DMS problem must be evaluated to ensure that all reasonable resolution options are considered and a business case analysis performed to determine the optimum resolution. The Lockheed Martin DMS case resolution process is shown in Figure 2. Cost, technical, and schedule risk all play in part in case resolution identification. FIGURE 2. Basic DMS Case Resolution Process COTS AND OBSOLENCENCE MANAGEMENT While proactive obsolescence management recognizes that obsolescence issues need to be identified as early as possible so that the timeframe for resolution evaluation and implementation is maximized, designing systems to accommodate COTS hardware and software is very different from the “design by requirements” of mil-spec and unique-development systems. Inherent in COTS is the ability to potentially develop better systems with more life cycle flexibility and at a lower cost. Ensuring that the resulting system can remain viable, while meeting performance requirements, demands careful planning of the evolving technologies using a programmatic and cost-driven process that fosters supportability, enhancement, and interchangeability of COTS items (Sandborn 2005). Planning begins early in the life cycle of a system, influencing part selection decisions to ensure that sustainability and total operating cost goals are met in conjunction with first cost and performance objectives. Recognition that COTS items have relatively short life cycles due to rapidly changing technologies and uncertain market demands and, in some applications provide mission critical functions, has resulted in the need for more aggressive obsolescence management strategies, including a focus on technology trends. These additional strategies have been put into a framework for successful COTS obsolescence management and are shown in Figure 3 below. 3 Technology Roadmapping Technology Transition Market Surveillance Obsolescence Forecasting Product Selection System Health Assessments Tech Refresh Planning TOC Optimization DMS Case Management FIGURE 3. Framework for COTS Obsolescence Management (Gutierrez, 2008) The framework of the COTS Obsolescence Management process used by Lockheed Martin to specifically address COTS obsolescence includes: Monitoring / Market Surveillance Technology Roadmapping Product Selection Inputs Obsolescence forecasting & Health Assessments Asset Reutilization Technology Refresh Planning & TOC Analysis Monitoring Changing Global Regulations (RoHS, REACH) DMS case management and prioritization Monitoring and Market Surveillance To minimize the effects of a dynamic commercial environment, suppliers are contacted on a regular basis to obtain data on products being used, to refresh existing data, obtain data on products considered for future use, identify industry technology trends, corporate directions, monitor supplier viability, product end of sale dates, etc (Bradley 2007). Vendors can be contacted in a variety of ways: by e-mail, phone or in person. The frequency of vendor contact is dependent on part cost, risk to the program, and program budget. If the end of sale of a product is within the upcoming 12-24 months, additional information is obtained regarding the last order date, whether there is a replacement, when samples will be available (for testing), when the replacement part will be in production, the cost of the new item, etc. Some vendor representatives, when contacted for market surveillance information, are unwilling or unable to provide end of sale forecasts for their products. However, most vendors are willing to provide 4 market entry dates and information on part maturity. From this information, either using an algorithm or past experience with the product category, it is often possible to develop credible end of sale forecasts. (Sandborn 2005) Adequate understanding of technology, including technology introduction, evolution, and roadmaps, is important to fully appreciate the maturity of the technology and its expected life cycle. The primary goal of market surveillance is to identify obsolescence issues before they occur, allowing the program sufficient time to assess alternatives and develop cost-effective resolutions. It should be noted that, although there are currently no robust subscription obsolescence tools with COTS market information, there is at least one in commercial development. At some time in the future, it will be possible to implement a hybrid approach of automated surveillance supplemented by manual surveillance. Technology Roadmapping The technology assessment process implements an integrated, Systems Engineering approach that teams major disciplines in the design process to identify and mitigate COTS technical and life cycle risks (while optimizing system costs). The fundamental element of this is technology roadmapping. The goal of technology roadmapping is to ensure that, from a technology viewpoint, the long-term sustainability of COTS-based design solutions remains viable. To accomplish this, system engineers identify the key performance characteristics required and the candidate technologies associated with these characteristics. Market research is then performed on these technologies to ascertain both their long-term viability and Technology Readiness Level (TRL). The TRL, which is a measure of a technology’s maturity, ranges from 1 (breadboard) to 9 (commercially available). Technology roadmaps are developed for each of the candidate technologies to visually represent the results of these analyses. Roadmaps show the technology’s viability over time, including follow-on technologies. These roadmaps, when used as an input to the selection process, help to mitigate program risk through the early identification of potential long-term sustainability issues, thereby reducing through life costs associated with product obsolescence. After technology selection comes specific part selection. Part Selection COTS part selection occurs at the outset of a new program and/or when a program is implementing a planned Tech Refresh event. The detail and formality of the selection process should be tailored to the complexity and cost of the COTS product(s) being selected. The product selection is typically accomplished through a cross-functional team approach. The various subject matter experts on the team identify the selection criteria and the relative weighting of each of these criteria. A typical selection team consists of representatives from system & design engineering, supportability/COTS engineering, purchasing/sourcing, project management, production engineering, and the customer (Bradley 2007). Data from technology roadmapping and/or trade studies are reviewed in conjunction with performance criteria, technologies selected, and vendor information. A part-specific criteria and weighting system (“balanced scorecard”) is put in place, allowing IPT members to score the parts under consideration based on vendor responses to a part-specific questionnaire. Typically, products being evaluated in this process meet the technical performance, thereby allowing the selection team to place a greater weighting on such things as long-term supportability, life cycle cost, supplier viability, etc. The result is a product selection that is optimized, repeatable, unbiased, and justifiable. The results and recommendations are documented and forwarded to the customer for concurrence. 5 Obsolescence Forecasting and Health Assessments Information regarding COTS is dynamic. As a result, in addition to a robust and proactive market surveillance effort, periodic health assessments must be conducted to review the current data (including market surveillance data) in the context of its impact to the program. The data needed to perform a health assessment on a system, subsystem, or piece of equipment includes: Stock information – program stock, OBAs, supply system stock Failure rates for all parts Configuration / configuration changes End of sale and End of vendor support forecasts Updated support spares modeling / impact date calculation, PBL contract implications Tech refresh plan (e.g. support period), extent to which asset reuse can be implemented The number of spares needed to sustain the fleet to tech refresh can be calculated. This calculation takes into account the program stock and stock in the supply system. It can also consider asset re-use (e.g. that when a part is removed from equipment with an earlier tech refresh date, there will be asset reutilization to support the equipment with later tech refresh dates, thereby reducing the total number of parts needed). The value of COTS health assessments is in their application as program management communication tools, most notably by providing graphical information which greatly simplifies the identification of potential obsolescence driven supportability risks. Graphical depictions of health information are discussed in a later section. COTS Obsolescence Analysis Report (COAR) The results of the supportability & obsolescence analysis of each COTS item used in the program are documented in a COTS Obsolescence Analysis Report (COAR). It represents the latest “snapshot” of available spares, failure rates, market surveillance data, etc. and is based on the most recent program of record (fielding plans, tech refresh plans). The COAR, which is issued regularly (typically quarterly) to account for the time-dependant nature of COTS market data, is provided to both program management and government personnel and is comprised of five main sections: Summary / High Level System Analysis Current Tech Refresh Plan Obsolescence Curves (for each system / baseline) Health Charts (for each system / baseline) Baseline Assessments – summary of actions being taken to mitigate obsolescence risks Obsolescence Curves Obsolescence Curves graphically display system, baseline, or equipment health, at a particular point in time. Although they are generated automatically from the Lockheed Martin COTS Database, they can also be generated manually. The five zones depicted in an obsolescence curve are defined in Figure 4. Status In Production Vendor Repair Spares Support Supportable Not Procurable Color Definition Percentage of parts which have not reached the End of Sale (EOS) date in each year. Percentage of parts which have not reached the End of Support date in each year. Percentage of parts which have not reached the calculated PFID (projected fleet impact date) in each year. Percentage of parts for which the PFID is reached in each year, but whose parts are still procurable as of the PFID.. Percentage of parts for which sufficient support is not available through Tech Refresh and the parts are no longer procurable. FIGURE 4. Obsolescence Curve Key / Definitions 6 The obsolescence curve set includes four views of the information provided. The upper left Obsolescence Curve shows the overall picture of the supportability/sustainability of the system in terms of the percentage of items affected by some event each year. The other three charts are extractions of the same information and are provided to make the data easier to read. A sample set of Obsolescence Curves is shown below in Figure 5. 100% 80% In Production 60% Vendor Repair 93% 88% 40% Spares Support Procurable 74% Not Procurable 42% 20% 29% 2010 2012 2014 2016 2018 2020 0% 21% 11% 11% 10% 8% 6% 6% 6% 3% 3% 3% 20 06 20 07 20 08 20 09 20 10 20 11 20 12 20 13 20 14 20 15 20 16 20 17 20 18 20 19 20 20 100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0% 2006 2008 100% 100% 80% 80% 60% 60% 97% 96% 40% 100% 92% 90% 40% 78% 74% 60% 51% 20% 20% 8% 8% 8% 8% 7% 7% 33%33% 32% 26% 25% 24% 21% 19%19%19%19% 18%18%18%18% 0% 20 06 20 07 20 08 20 09 20 10 20 11 20 12 20 13 20 14 20 15 20 16 20 17 20 18 20 19 20 20 0% 14% 20 06 20 07 20 08 20 09 20 10 20 11 20 12 20 13 20 14 20 15 20 16 20 17 20 18 20 19 20 20 19% FIGURE 5. Sample Obsolescence Curve The green zones represent the declining percentage of parts which remain in production or that are repairable over time. The yellow zone represents the percentage of parts that have not reached the stockout (PFID, projected fleet impact date) in each year. The cross-hatched zone represents the area where risk can be mitigated if action is taken before the End of Sale date. (If spares are procured, this zone would change to yellow.) The red zone is the area requiring immediate attention, representing the percentage of parts that don’t reach PFID and the parts are no longer procurable, indicating that action must be taken to identify potential solutions. Health Charts Health charts are more granular graphical representation of COTS products’ market status at a particular point in time and are used to help identify and prioritize COTS issues and resolutions. The “health” is represented by a color code indicating whether the product is in the supplier production period, supplier support period, residual spares period, or stock-out. Health Charts can be used to display multiple or single systems, and LRUs within the systems. They can be generated manually or can be produced by tools such as the COTS Database. The data that appears on a Health Chart is explained below in Figure 6 and a sample health chart is shown below in Figure 7. 7 Status Supplier Production Period (vendor forecast) Supplier Production Period (engineering forecast) Supplier Support Period Color Spares Attrition Unsupportable/ Unsustainable LRU has been replaced DEFINITON: Indicates the period during which a product is procurable, ending at the manufacturer’s announced (or vendor forecasted) “end of sale.” Indicates the period during which a product is procurable, ending with a forecasted “end of sale” s not supplied by the vendor, but is forecasted by engineering. Indicates the time when a product is no longer procurable, but is supported (e.g. repaired, under warranty, etc.) by OEM, 3rd parties, etc. Product is supported through spares attrition only (e.g. no longer procurable, no supplier repair). The end of this period is the PFID (projected fleet impact date). Indicates the time when the fleet may be impacted by the unavailability of spare parts. This period starts on the PFID. Indented blue text indicates that the part replaces the part immediately above it on the health chart. FIGURE 6. Health Chart Key / Definitions 2006 2007 2008 2009 REFRESH PERIOD Notional X Notional X Notional X ships ships ships 2010 2011 2012 OEM_PN 123456 DESCRIPTION 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 CCA #1 67890 ASSY AB2394 PART A ST-659-X ORIG PART ST-660A REP. #1 ST-661B REP #2 324DC-3 PART C 845902-94- PART D 95825 PART E 68747698 PART F MCN530 PART G 45IDZ92 PART H 69486BS PART H1 FIGURE 7. Sample Health Chart The supplier production and support periods are shown in shades of green and are the result of market surveillance activities. The spares attrition period is calculated taking into account parameters such as failure rate, Quantity End Item (QEI), fielding profile, reuse profile, end of support date and available assets (including both supply system stock and program-specific stock.) The spares attrition period ends at the PFID date, after which the part is unsupportable (red). The Technology Refresh period (shown as the shaded portion) is displayed so that stock-out events (prior to tech refresh) can be easily identified. It should be noted that Health Charts do not identify the likelihood of a follow-on product; rather they indicates the supportability of the current baseline configuration, although such activities can be annotated on the chart. DMS Case Prioritization Since there is rarely sufficient funding to address all of the identified obsolescence issues in a proactive DMS program, it is important to incorporate a technique for DMS case prioritization. (OSD-ATL 2003) Lockheed Martin has developed a DMS case prioritization methodology which assigns weights to factors such as: available assets, system criticality, field usage rate, number of LRUs impacted, modeled support 8 requirements, etc. The “scores” from each parameter are complied into an overall score which is used to assign a priority to the DMS case. An example of the prioritization methodology is presented in Figure 8. System Criticality 0 to 4 Case No. 605-1 668-1 503-2 541-4 1359-1 1228-1 1815-1 1852-1 16-2 1261-1 1847-1 1856-1 1173-2 587-2 1002-2 1326-2 1043-1 Repairable / Consumable 0 to 2 Part No. DMS Example 1 DMS Example 2 DMS Example 3 DMS Example 4 DMS Example 5 DMS Example 6 DMS Example 7 DMS Example 8 DMS Example 9 DMS Example 10 DMS Example 11 DMS Example 12 DMS Example 13 DMS Example 14 DMS Example 15 DMS Example 16 DMS Example 17 Notio Description DMS Sample Part 1 DMS Sample Part 2 DMS Sample Part 3 DMS Sample Part 4 DMS Sample Part 5 DMS Sample Part 6 DMS Sample Part 7 DMS Sample Part 8 DMS Sample Part 9 DMS Sample Part 10 DMS Sample Part 11 DMS Sample Part 12 DMS Sample Part 13 DMS Sample Part 14 DMS Sample Part 15 DMS Sample Part 16 DMS Sample Part 17 Case Status nal Da ta Total 17 14 12 11 11 10 10 10 9 9 9 9 8 5 5 5 3 Immediately Available Assets 0 to 4 Priority High Modeled Support Qty Required 0 to 4 Med. Low Refresh/ Redesign Planned -3 to 0 2-Year Field Usage Rate 0 to 4 Number of LRUs/NHAs Impacted 0 to 4 FIGURE 8. Lockheed Martin DMS Case Prioritization Methodology Example (McCoog 2007) The results of the prioritization can be complied into a matrix as shown in Figure 9. This prioritization methodology has proven to be an excellent tool for managing a large number of DMS cases with a limited budget andPRIORITIZATION can be modified based on FOR a program’s CASE STATUS ANALYSIS METHODOLOGY DMS CASESbudget (McCoog 2007). PRIORITY SORT No. Cases As of 2007/07/02.15:08:50 Case No. Part No. Description LC No. Part No. Description 605-1 DMS Example 1 DMS Sample Part 1 1067-2 20508652-707 Meg Flash Memory,SP 668-1 DMS Example 2 DMS Sample Part 2 Global Memory 503-21118-2 DMS 20521003-1 Example 3 DMS Sample Part 3 1225-1 75343-1 Fan Assembly, 541-4 DMS Example 4 DMS Sample Part 4Centri 1243-1 Resistor 1359-1 DMS RLR32C1001GS Example 5 DMS Sample Part 5 1228-1 DMS 2916266-1 Example 6 DMS Sample Part 6 1301-1 Transformer,Pulse 1815-1 DMS 2898669 Example 7 DMS SampleIntermediat Part 7 1054-1 Amplifier 1852-1 DMS 2900278-3 Example 8 DMS Sample Part 8 1055-1 Dummy Load,Electrical 16-21645-1 DMS 6710809 Example 9 DMS Sample Part 9WT CAS Delay Line,BIN 1261-1 DMS Example 10 DMS Sample Part 10 1646-1 6262322-3 Delay Line,Fixed 1847-1 DMS Example 11 DMS Sample Part 11 1660-1 7627498 Printer Assy,ADP 1856-1 DMS Example 12 DMS Sample Part 12 1827-1 Transformer Pulse 1173-2 DMS 2905188 Example 13 DMS Sample Part 13 Microcircuit,Amplifie 587-21043-1 DMS 5616770-27 Example 14 DMS Sample Part 14 1107-2 XSTAB Assembly 1002-2 DMS 6379461 Example 15 DMS Sample Part 15 1154-1 Fan, Assy;Part VME16 1326-2 DMS 133-161-01 Example 16 DMS Sample 1043-1 Example 17 DMS Sample Part 17 10 139-1DMS 013-X0062 Diode Array, Dual 1543-2 7011744 Case Status Total Priority Case Status Priority 17 14 High 12 HighHigh 11 High 11 High 10 High 10 Medium 10 Medium 9 Medium Med. 9 Medium 9 Medium 9 8 Medium 5 Low 5 Low Low 5 Low 3 Low Microcircuit,MEM-FIFO KEY for Case Status High Medium Low Priority Priority Priority 0 Totals % 17 % 8 3 9 1 13 8% 28 67 6 101 59% 23% 8 28 4 40 39 113 19 171 23% 66% 11% 10% CASE BREAKDOWN LC Cases (MIL SPEC only): 92 Production Cases (MIL SPEC only): Subtotal (MIL SPEC only) LC Cases (COTS): KEY for Case Type Needs funding LC (MIL SPEC) Approaching completion Production (LC impact, MIL SPEC) Resolution in process LC (COTS) Resolution not identified Production (LC impact, COTS) FIGURE 9. Sample DMS Case Priority Matrix (McCoog 2007) 18 110 59 Production Cases (COTS): Low 9 Total 9 2 Subtotal (COTS) 61 Total LC Cases 171 Sustainment and Tech Refresh Planning Tech refresh (TR) is a planned system upgrade (or set of upgrades) performed at defined intervals to address obsolescence issues by introducing new / interchangeable equipment. Tech refresh planning is part of an overall sustainment strategy aimed at ensuring that a system with COTS content is supportable at all times. Tech refresh is driven by the need to sustain or improve system performance while minimizing both the cost and risk associated with supporting aging technology in a constantly changing commercial environment. The technology migration path is complex in that existing programs typically are in various stages of their life cycle, many with huge investments, and are providing necessary, even critical, operational capability that must be maintained. Having a viable TR plan is critical to the ability to maintain a system that is technically capable, available, sustainable, and cost effective. Benefits of a good TR plan may include smaller life-of-type buys as well as shorter availabilities needed for “major” refreshes. A tech refresh plan is an important tool used to control many critical COTS elements in the architecture. Some programs seek to optimize TR periodicity through Total Ownership Cost (TOC) optimization where other programs prefer to set up a regular periodicity of refreshes on which to build a framework for part selection optimization. A notional refresh schedule is shown in Figure 10. US Navy Year 1 CR3 TR2 D Year US Navy 2 CR2 TR1 eploy D Year 3 HCM 2009 2009 YEaeYear Toronto Hull 3loy Yr 1 Calgary Hull 2 Halifax Hull 3 CR3 TR2 CR3 TR2 CR3 TR2 CR4 TR3 CR4 TR3 CR2 TR1 CR3 TR2 CR3 TR2 CR3 TR2 CR3 TR2 2010 2011 2012 2013 2014 BL1 BL1 CR4 TR3 TR3 CR4 CR5 TR4 CR5 TR4 CR5 TR4 CR5 TR4 CR6 TR5 CR6 TR5 CR6 TR5 CR6 TR5 CR4 TR3 TR3 CR4 CR4 TR3 CR4 TR3 CR5 TR4 CR5 TR4 CR5 TR4 CR5 TR4 CR6 TR5 CR6 TR5 2015 2016 2017 2018 2019 2020 2021 2022 2023 2024 BL1 BL1 CR7 TR6 CR7 TR6 CR7 TR6 CR6 TR5 CR6 TR5 CR7 TR6 CR7 TR6 2025 2026 2027 2028 BL2 BL2 BL3 BL3 BL2 BL3 Montreal Hull 4 Hull 5 Winn. BL1 BL2 BL3 BL1 BL2 BL3 Hull Fred. 6 Vancouver Hull 7 Charlott Hull 8 . BL1 BL2 BL1 BL1 CR7 TR6 BL3 BL2 BL2 BL3 BL3 Ottawa Hull 9 BL1 BL2 BL3 StHull John 10’s 11 Hul l12Q. Ville Hullde 11 BL1 BL2 BL3 BL2 BL2 BL3 BL3 BL1 BL1 6 year window 2 to 3 year window 2 to 3 year window FIGURE 10. Notional Tech Refresh Schedule In this example, ships were selected for refresh in the years indicated, resulting in a refresh cycle of approximately 8 years. As can be seen from the chart below, the refresh plan calls for the equipment to skip a Tech Refresh (TR); i.e., the equipment migrates from TR2 to TR4 and then TR6. This allows all hulls to remain at the same configuration, thereby reducing the impact on logistics products and their associated changes and minimizing through life costs. As new equipment is installed on each hull the old equipment can be reclaimed to help support the not yet refreshed hulls of the same configuration. At each refresh cycle there is the potential to introduce new technologies, whether to provide state of the art equipment or to meet new functional requirements. In either case, integrating the part selection process with refresh planning will result in optimal system design at minimum sustainment cost. Benefits of Asset Reutilization Implementation of an asset reuse strategy can reduce costs associated with COTS obsolescence management. An asset reuse program identifies parts that can be reclaimed from test labs, ships, etc. which are upgraded (refreshed) earlier in the tech refresh period to provide support for ships which are refreshing later, thereby reducing the total number of parts that need to be procured. Depending on TR 10 periodicity and commonality of parts, an effective asset reuse program can offer significant savings of downstream supportability costs. Figure 11, below, demonstrates the benefits of asset reuse. The asset reuse case is depicted by the orange line, reflecting the reclamation, testing and reissue of parts into the supply system as ready for issue (with an allowance for reclaimed parts which cannot be certified as ready for issue). The model where reuse is not utilized is defined by the blue line, showing the need to procure additional parts to provide support until the next tech refresh. % of Cost Normalized to 8 Yr Refresh w/ Reuse 600% 550% 500% 450% Includes Reuse 400% No Reuse 350% 300% 250% 200% 150% 100% Normalized costs to 8 year TR cycle 50% 0% 0 2 4 6 8 10 12 14 16 18 20 22 24 Years from 1st Ship Leaving the Yard Until Tech Refresh Happens FIGURE 11. Cost of Spares Over Time Assuming a nominal 8 year refresh cycle, a study of one program’s data determined that spares procurement costs are 80% higher if no reuse of parts is done. Another way to interpret this graph is that for the same spares procurement cost, incorporating reuse into the lifecycle strategy will add about 4 years of support at little cost. Although the cost of spares is fairly linear over time, funding to purchase those spares (or qualify the next generation parts) is needed early in the production cycle, as COTS components typically have short life cycles. This high upfront cost may make it cost-prohibitive to increase the time between refreshes as well as limiting the upgrade path of the platform. Purchasing substantial quantities of spares through a lifetime buy has significant risk because the procurements are often made prior to or at initial deployment when failure rates are based solely on analysis (predicted), with little or no actual in-service experience. Figure 12 shows obsolescence data over time. The blue and gold bars show the percentage of unique and total parts that go end of sale each year, respectively, where the green bar shows the total annual cost impact. All parts were still available within three years of product selection, but during the 4th year, products started to reach end of life. Though only a few unique items were impacted (4%), these part types made up 12% of total parts and 33% of the anticipated cost of all spares. These parts include hard drives, display equipment, and printers, which are upgraded frequently by COTS manufacturers. Hard drives and display equipment typically have a higher failure rate than many other COTS equipment types. This combined with early end of sale dates increase the cost and amount of spares required. 11 100.0% 90.0% 80.0% 70.0% Unique Parts % 60.0% Total Parts % Total Cost % 50.0% Cumulative Unique % Cumulative Parts % 40.0% Cumulative Cost % 30.0% 20.0% 10.0% 0.0% -4 ^ Product Selection ^ -3 ^ Development and Test Sites Buys ^ ^ -2 ^ 1st Ship Buy ^ -1 0 1 ^ 1st Ship Leaves Yard 2 3 4 ^ Last Ship Upgraded 5 6 7 8 9 10 ^ Year (-4 = Production Selection, ^ Program 0 = 1st Ship in the Yard) FIGURE 12. Obsolescence over Time Most of the parts are obsolete by the Year 4 (eight years after part selection), which for this program, was the time that the last ship is upgraded. Based on this data, 50% of spares cost will be incurred during Year 1 (five years after part selection), which for this program, was the first year after the ship exits the yard, and 95% by year eight, the time the last ship is upgraded. This evaluation was based on the assumption that replacement products will not be qualified for use even though there are some products (such as hard drives) that will have follow-on offerings. Consideration of qualified replacements would push the obsolescence curves slightly to the right, but they are still likely to remain within or just after the fouryear install cycle. The total number of spares required peaks at Year 0 (four years after part selection). It also represents the year requiring the 2nd highest funding requirement. This time period coincides with the typical lifespan of commercial servers and storage devices (4-5 year life). These products are used in higher quantities which drives the number of spares. By the end of Year 1 (five years after part selection) 45% of the unique parts will become obsolete, the highest number of unique parts becoming obsolete in any year. Networking equipment and server infrastructure equipment (bladecenters, server power supplies, single board computers) all are predicted to go end of sale. Though these parts have lower failure rates than other equipment, significant requalification costs are typically associated with many of these parts, often resulting in a life time as the most cost-effective resolution. With the significant costs associated with both lifetime procurements and refreshes, a decision on the length of service for a particular baseline (set of hardware) is necessary early in a program. Changing the length of time a baseline must be supported will impact the POMing, funding and budgeting process. Further, if the refresh periodicity is extended after a baseline is fielded, additional cost and risk is introduced via increased use of aftermarket suppliers (and associated counterfeit part concerns). 12 As more complex weapon systems migrate to a truly COTS environment, the ability to procure products after the end of sale date will diminish. Older legacy COTS weapon systems, though COTS-based, were comprised primarily of niche COTS, and have allowed flexibility on supporting hardware well after the true End of Sale dates. Monitoring Changing Global Regulations (RoHS, REACH) The EU’s RoHS Directive, effective July1, 2006, addresses “the restriction of the use of certain hazardous substances in electrical and electronic equipment.” This directive bans the placing on the market of new electrical and electronic equipment containing more than agreed levels of heavy metals such as lead, cadmium, mercury, etc. REACH (Registration Evaluation and Authorization of Chemical Hazards) is the latest EU legislation requiring registration, evaluation, restriction of chemicals. Both chemicals and metals are involved and its implementation is expected to be more costly than RoHS. The global transition to RoHS/REACH compliant products impacts DoD programs and has an enormous potential impact to obsolescence. Even thought military equipment was exempted from RoHS scope, the migration to COTS based systems and the allowance of the usage of non-Military grade components brings RoHS issues to the forefront. An obsolescence management program should treat material issues related to RoHS/REACH as DMS issues since a supplier’s system qualified product offering is no longer available. The change to RoHS/REACH compliant materials are to be evaluated to determine the impact on the manufacturing and repair process, and on maintaining the system’s qualification status before accepting the altered product into the system configuration (Abrams 2005). RoHS/REACH impacts may result in system configuration and drawing changes if the supplier implements a new part number for the product. DATA MANAGEMENT Effectively managing COTS Obsolescence requires access to a significant quantity of data. Without a structure in which to house and maintain the data, replete with the capability to easily access necessary information for analysis, it is easy to become overwhelmed by the data. In fact, it can easily become quite burdensome. The Lockheed Martin COTS (COTS Obsolescence Technical Sustainment) Database is used by a number of programs to keep COTS data organized and to facilitate sharing of data between programs (as allowed). Data Requirements Raw data must be collected for each part, including all relevant part numbers, NSN/NIIN, vendor information, SMR code, failure rate, configuration data (usage and quantities) , fielding data, tech refresh plan upgrade dates, market surveillance data, program and supply system spare counts, replacement part strings, and so on. From this raw data, other information data can be developed, such as modeled spares forecasts, stock-out date forecasts, etc. COTS Database Organizes Data Data organization facilitates access to and an improved ability to analyze the data itself. The COTS Data Management tool organizes data for over 3,000 parts into categories, such as: Part Numbers: part number, vendor (OEM) part number, NSN/NIIN, altered item part numbers Vendor Info: Vendor Name, Cage, Address, Contact Name, Contact Info, Web Page Market Info: End of Sale, End of Support, Unit Cost, Vendor Contact History / Data Provisioning: Program and Supply System Spares info, SMR code RMA & Modeling: Failure Rate; Spares Required, Excess/Shortfall, Stock-Out Forecasts Configuration Data: Usages and Quantities 13 Obsolescence: DMS Case Information, Obsolescence Action Summary Associated documents: End of Sale notices, test results, vendor correspondence Replacement Part String: Relates Parts to Replaced / Replacement Parts LRU / Constituent String: Relates Key Constituent Parts to Tracked LRU COTS Database Capabilities In addition to housing volumes of data, the COTS Database generates a number of reports, metrics, graphics, and queries to facilitate analysis and generates automated notifications for specific tasks and/or data changes. Some of the reports, graphics and queries that can be generated on demand include: Obsolescence Curves: Can be generated by program, baseline, equipment or vendor Health Charts: Can be generated by program, baseline, equipment or vendor Obsolescence Analysis Charts: Can be generated by program, baseline, equipment or vendor User-Defined Queries: Can be generated on demand (very flexible) Vendor Report: Parts, Descriptions, End of Sale dates for user-selected vendor(s) The COTS Database automatically generates reports and alerts based on time schedule or if specific conditions are met, including the following: Weekly Market Surveillance Reports: Provides list of contacts to be made based on frequency Weekly Part Review Report: Provides lists of weekly part checks to ensure each part is addressed Automatic Notifications: Generates e-mail to the team when end of sale data is changed to within 24 months, when spares modeling or failure rates change, etc. Notifications are user definable. Funding Forecasting Having a credible process to forecast obsolescence costs is critical to a program’s ability to obtain funding for its obsolescence management efforts. The data used to generate program health information can also be used as the basis to forecast funding requirements. Modeled shortfalls and unit prices can be used to predict costs, while the end of sale dates obtained from market surveillance can be used to predict the year(s) in which the costs will be incurred. For parts where a follow-on part is likely, a qualification can Sample Financial Projection List be forecasted instead of a procurement. Figure 13, below, is an example of a funding forecast. Key LTB/BB Qualification Projected Expenditures by FY IDs DESCRIPTION PN EOS FY Spares short/ex req tra buy_qty FR Unit Cost Extended Cost Assumption FY10 Follow-on product should be available. Assume minor qualifications in FY12 and FY15 1 CCA #1 xxxxxxxx 2012 10 90 70 70 $ 10,000 $700,000 2 CCA #2 xxxxxxxx 2010 2.5 20 15 15 $ 3,000 $ 45,000 LTB in 2010 3 CCA #3 xxxxxxxx 2015 1 30 30 30 $ 1,200 $ 36,000 LTB in 2015 4 CCA #4 xxxxxxxx 2011 5 200 140 5 CCA #5 xxxxxxxx 2012 5 50 35 6 CCA #6 xxxxxxxx 2010 15 30 30 160 $ 1,000 $160,000 20 $ 20,000 $400,000 Assume no follow-on product. LTB in 2013. CCA #7 xxxxxxxx 2013 0.5 10 10 10 $ 15,000 $150,000 8 CCA #8 xxxxxxxx 2012 3.5 75 60 60 $ 1,200 $ 72,000 LTB in 2012 9 CCA #9 xxxxxxxx 2013 4 10 10 10 $ 10,000 $100,000 LTB in 2013 CCA #10 xxxxxxxx 2014 7 25 25 20 $ 7,500 $150,000 FY15 FY16 $ 50,000 $ 160,000 $ 52,500 $ 100,000 $ 400,000 $ 150,000 $ 72,000 $ 100,000 Minor qualification in FY14 and buy in FY16 (lower qty). FIGURE 13. Funding Forecasting FY14 $ 36,000 FY10 Total by FY $ 145,000 Subtotal LTBs $ 45,000 Subtotal Qualifications $ 100,000 14 FY13 $ 50,000 35 $ 1,500 $ 52,500 LTB in 2012 Medium complexity qualification in FY10 and buy in FY14 (lower qty). FY12 $ 45,000 FR seems low. No follow-on product. Assume buy in FY11. 7 10 FY11 FY11 $ 160,000 $ 160,000 $ - FY12 $ 174,500 $ 124,500 $ 50,000 FY13 $ 250,000 $ 250,000 $ - $ 50,000 FY14 $ 450,000 $ 400,000 $ 50,000 FY15 $ 86,000 $ 36,000 $ 50,000 $ 150,000 FY16 $ 150,000 $ 150,000 $ - The funding forecast in Figure 13 depicts a format for documenting the basis of a funding forecast which includes the elements of funding projections (e.g. the end of sale year, failure rate, unit cost, and modeled shortfall) as well as any clarifying assumptions. Procurements and qualifications are distinctly indicated so that totals by year can be calculated. This analysis can be further delineated by adding case priority information too. Metrics Selection and use of meaningful DMS metrics has become an increasingly important aspect of Obsolescence Management. DMS Metrics are used to provide information on the current DMS Program status, provide insight into what trends are occurring and to demonstrate the value of the DMS program. Program metrics can include the following: Caseload – active, new, resolution identified, closed DMS Case Identification Trends DMS Case Resolution Trends COTS vs. non-COTS Caseload DMS Case Aging Report Cost Avoidance Sample metrics can be found in Figures 14, 15, and 16 below. DMS Caseload Metric Example 160 140 100 80 60 40 20 Closed Resolution Identified FIGURE 14. DMS Caseload Metric Example 15 08 g l0 8 Au Ju Active Ju 08 n 08 M ay 8 r0 Ap 08 M ar Fe b 08 08 Ja ec D N Opened n 07 07 ov 07 O ct pt 0 7 0 Se Number of Cases 120 180 Total Number of Active Cases 160 140 120 100 80 60 40 20 Se pt 06 O ct 06 No v 0 De 6 c 06 Ja n 0 Fe 7 b 07 M ar 07 Ap r0 M 7 ay 07 Ju n 07 Ju l0 Au 7 g 0 Se 7 pt 0 O 7 ct 07 No v 0 De 7 c 07 Ja n 0 Fe 8 b 08 M ar 08 Ap r0 M 8 ay 08 Ju n 08 Ju l0 Au 8 g 08 0 FIGURE 15. COTS COTS Vs. Non-COTS DMS Caseload Metric Example MIL Spec Replace on Failure Reclamation N/A (No Additional Action Required) Replacement Supplier - MILSPEC Replacement Supplier - COTS Replacement Part - MILSPEC Replacement Part - COTS LTB / BB - MILSPEC LTB / BB - COTS Excess Stock - MILSPEC Excess Stock - COTS 0 20 40 60 80 100 120 140 160 FIGURE 16. DMS Case Resolution by Type Metric Example Number of Cases Closed to Each Resolution Type CONCLUSION FY2006 Total FY2007 Total FY2008 Total Establishing an effective, proactive COTS obsolescence management program can help maximize the supportability of weapon systems while minimizing unexpected life cycle costs. Lockheed Martin has been successful in managing COTS obsolescence for its customers using a combination of market surveillance, regular data updates and analysis, robust tools, and a viable tech refresh plan. While these capabilities are facilitated by Lockheed Martin developed tools, the concepts can be adapted to suit other programs’ existing tools, databases, etc. 16 REFERENCES Abrams, Fern, “Implications of European Union’s RoHS Directive and the Move to Lead-Free Electronics”, DMSMS 2005 Bradley, Maureen, Albert Montemuro, and Daniel L. Ceretti, “Coping with COTS - Preparing for Potential Pitfalls when using COTS in Legacy Military Systems”, Asia Pacific Systems Engineering Conference, 2007 Gutierrez, Maggie, “The Complexities of COTS Obsolescence Management”, DMSMS 2008 Conference McCoog, James R. and Maggie Gutierrez, “Effective Obsolescence Management Strategies to Optimize Operation Availability”, DMSMS 2007 Conference McCoog, James R. and Melissa Singleton, “DMSMS Management Program for the Sustainment of the AEGIS Weapon System”, DMSMS 2008 Conference Office of the Secretary of Defense Cost Analysis Improvement Group, “Operating and Support CostEstimating Guide”, October 2007 Office of the Under Secretary of Defense, Acquisition, Technology & Logistics, “Diminishing Manufacturing Sources and Material Shortages (DMSMS) Guidebook”, SD-22, November 2006 Perry, William J, “DoD Policy on the Future of MILSPEC”, Memorandum, June 1994 Sandborn, Peter and Parmeet Singh, “Forecasting Technology Insertion Concurrent with Design Refresh Planning for COTS-Based Electronic Systems”, Proc Reliability and Maintainability Symposium, 2005. Sandborn, Peter, F. Mauro and R. Knox, “A Data Mining Approach to Electronic Part Obsolescence Forecasting,” DMSMS 2005 Conference ACKNOWLEDGMENTS We would like to thank the following members and former members of the Lockheed Martin COTS and Obsolescence Management team for their contributions to the development and long-term success of our Obsolescence Management program: Maureen Bradley, Dennis Genaw, Joanne Smith, and Curt Weller. BIOGRAPHIES Maggie Gutierrez is a Systems Engineer within the Global Sustainment organization of Lockheed Martin MS2. She earned a bachelor’s degree in Mechanical Engineering at Lafayette College. James R. McCoog is a Systems Engineer within the Global Sustainment organization of Lockheed Martin MS2. He earned a bachelor’s degree in Electrical Engineering from Drexel University, and a Masters in Management from Steven’s Institute of Technology. Timothy J. Zitkevitz is a Systems Engineer within the Global Sustainment organization of Lockheed Martin MS2. He earned a bachelor’s degree in Systems Engineering at the University of Virginia and a Masters of Engineering Management at Old Dominion University. 17