Review Paper on Clustering Algorithms for Cell Formation in
advertisement

Review Paper on Clustering Algorithms for Cell Formation in Cellular Manufacturing
27
Review Paper on Clustering Algorithms for Cell
Formation in Cellular Manufacturing
1
2
D. SATYANARAYANA , M. PRAMILADEVI , AND T.VS.R.K. PRASAD
1
2
3
Associate Professor, School of Mechanical Engineering, Vignan University, Vadlamudi,
Guntur Distt.-522213, Andhra Pradesh, India. E-mail: d_satya23@rediffmail.com
Professor, Mechanical Engineering Deptt. Andhra University College of Engineering, Visakhapatnam,
Andhra Pradesh, India. E-mail: pramiladevi_m@yahoo.co.in
3
Associate Professor, School of Mechanical Engineering, Vignan University, Vadlamudi,
Guntur Distt.-522213, Andhra Pradesh, India. E-mail: prasad_tvsrk2@rediffmail.com
Abstract: The cell formation (CF) problem mainly deals with clustering of parts into part families and the
machines into machine cells. The parts are grouped into part families based on similarities in their
manufacturing and design attributes and the machines are allocated into machine cells to produce the
identified part families. The zero-one part machine incidence matrix is commonly used as input to any
clustering algorithm. The output is generated in the form of block diagonal structure. This paper presents
a literature review of the some important cell formation (CF) techniques focusing on description, step by
step procedure, merits and limitations of clustering algorithms proposed in the last three decades. All the
above mentioned algorithms may be useful for researchers in the area of cellular manufacturing.
Keywords: Group technology-Cellular manufacturing- Part machine clustering - Clustering algorithms.
1. INTRODUCTION
Group technology (GT) can be defined as a
manufacturing philosophy identifying similar parts
and grouping them together to take advantage of
their similarities in manufacturing and design [32].
Cellular manufacturing (CM) is an application of GT
and has emerged as a promising alternative
manufacturing system. CM could be characterized
as a hybrid system linking the advantages of both
the jobbing (flexibility) and mass (efficient flow and
high production rate) production approaches. CM
entails the creation and operation of manufacturing cells. Parts are grouped into part families and
machines into cells. As reported by Wemmerlov and
Hyer [35] the aim of CM is to reduce setup and flow
times and therefore to reduce inventory and market
response times. Setup times are reduced by using
part-family tooling and sequencing, whereas flow
times are reduced by minimizing setup and move
times, wait times for moves and by using small
transfer batches. Moreover, in a sur vey by
Wemmerlov and Johnson[36], CM is promoted as
the primar y factor for the simplification of
production planning and control procedures. The
design of cellular manufacturing systems has been
called cell formation (CF). Given a set of part types,
processing requirements, part type demand and
available resources (machines, equipment, etc.), a
general design of cellular manufacturing consists
of the following approaches: (a) part families are
formed according to their processing requirements, (b) machines are grouped into manufacturing cells, (c) part families are assigned to cells. Note
that the above steps are not necessarily performed
in the above order or even sequentially. Depending
upon the procedures/formulations employed to
form manufacturing cells and part families; three
solution strategies are identified [32]: (a) part
families are formed first and then machines are
grouped into cells according to the part families.
This solution strategy is referred to as part-family
identification (PFI), (b) manufacturing cells
(grouped machines) are first created based on similarity in part routings and then the parts are
allocated to cells. This solution strategy is referred
to as machine group’s identification (MGI), (c) part
families and manufacturing cells are formed
simultaneously. This is referred to as part families/
machine grouping (PF/MG) solution strategy. The
machine cells formulation problem based on
process information is often modeled by a binary
machine-part incidence matrix derived from route
card data. In Cell Formation, a binary machine/part
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1
28
D. Satyanarayana, M. Pramiladevi and T.VS. R.K. Prasad
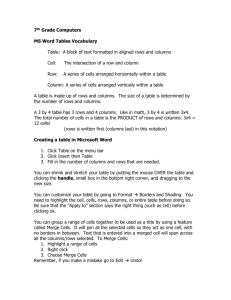
matrix of m × p dimension is usually provided
(see Table 1.1(a)). The m rows indicate ‘m’ machines
and the p columns represent ‘p’ parts. Each binary
element in the m × p matrix indicates a relationship
between parts and machines where “1” (“0”) represents that the pth part should be (not) worked on
the mth machine. The matrix also displays all
similarities in parts and machines. Our objective is
to group parts and machines in a cell based on
their similarities.
If we consider a machine/part matrix as shown
in Table 1.1(a), the result shown in Table 1.1(b) is
obtained by a Cell Formation Clustering Method
based on the similarities in parts and machines
from the machine/part matrix of Table 1.1(a) and
1.1(b) demonstrates that parts 1 and 4, and
machines 1 and 3 are in one cell while parts 3, 5
and 2, and machines 2 and 4 are in another cell. In
this case, there are no “1” outside the diagonal
block and no “0” inside the diagonal block so that
we call it a perfect result. That is, the two cells are
completely independent where each part family will
be processed only within a machine group.
Unfortunately, this perfect result for a machine/part
matrix is rarely seen in real situations. On the other
hand, another machine/part matrix is shown in
Table 1.1(c) with its result in Table 1.1(d). We see
that there is a “1” outside the diagonal block. In
this case, part 3 is called an “exceptional part”
because it works on two or more machine groups,
and machine 1 is called a “bottleneck machine” as
it processes two or more part families. There is also
a “0” inside the diagonal block in Table 1.1(d). In
this case, it is called a “void”. In general, an optimal
result for a machine/part matrix by a Cell Formation
Clustering Method is desired to satisfy the following
two conditions:
(a) To minimize the number of 0’s inside the
diagonal blocks (i.e., voids);
(b) To minimize the number of 1’s outside the
diagonal blocks (i.e., exceptional elements).
Based on these optimal conditions, Table 1.1(b)
is an optimal result of Table 1.1(a) and Table 1.1(d)
is an optimal result of Table 1.1(c). There are some
popular measures such as Number of exceptional
elements, Grouping Efficiency, Machine Utilization,
and Grouping Efficacy proposed by Kumar and
Chandrasekaran, [18] for measuring the goodness
of the block diagonal structure of the output matrix
in Cell Formation Problems.
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1
Review Paper on Clustering Algorithms for Cell Formation in Cellular Manufacturing
2. CLUSTERING ALGORITHMS
2.1 Production Flow Analysis (PFA)
Production flow Analysis is an approach to part
family identification and machine cell formation
that was pioneered by J. Burbidge[4]. Production
Flow Analysis (PFA) is a method for identifying part
families and associated machine groupings that
uses the information contained on production
route sheets rather than on part drawings. Work
parts are with identical or similar routings are
classified into part families, and these families can
then be used to form logical machine cell in a group
technology layout. The main disadvantage with
implementation of PFA is the manual work involved
in grouping parts and machines. Burbidge [4] did
not give any other way for grouping, but trying all
the possibilities and combinations manually. It is
practically impossible to form cells in a factory,
which may have thousands of parts and hundreds
of machines. But, the basic principle of PFA builds
the foundation for developing sophisticated
approaches later. Burbidge [4] suggested that a part
can have more than one routing and a process can
be done on more than one type of machines. This
was a major and very important suggestion which
helped to explore various economic and technical
possibilities in forming cells. Burbidge [5]
introduced a wholistic approach to Group
Technology (GT) called Production Flow Analysis. It
discussed the production situation and recommended a systematic solution to the problems of batch
production. Burbidge [5] introduced a two dimensional representation with a tick mark used to
indicate the visit of a component to a machine. The
method uses hand computations, which limits
its applicability.
The procedure in PFA consists of the following
steps:
1. Data Collection: The minimum data needed
in the analysis are the part number and
operation sequence. Each operation is
usually associated with a par ticular
machine, so determining the operation
sequence also determines the machine
sequence.
2. Sortation of process routings: The parts are
arranged into groups according to the
similarity of their process routings. The
operation codes are listed in the order in
which the groups of parts with identical
routings.
3. PFA Chart: It is referred to as part machine
incidence matrix.
29
4. Cluster Analysis: From the pattern of data
in the PFA chart, related groupings are
identified and rearranged into new pattern
that brings together pack with similar
machine sequence. In which different
machine groupings are indicated within
blocks. The block might be considered as
possible machine cells.
2.2 Rank Order Clustering (ROC) Algorithm
ROC was developed by King [17]. ROC is a wellknown clustering technique that attempts to create
a block diagonal form by repeatedly reallocating
the columns and rows of a machine/part matrix
according to binary values. The binary values are
calculated by reading the pattern of cell entries as
a binary word. Each row and column is assigned a
weight that is the decimal equivalent of its binary
word. Although ROC is easy to apply, the quality of
the results is strongly dependent on the initial
disposition of the machine/part matrix. Second, the
binary value (a power of 2) that is used for the
reallocation restricts the size of the problem that
the technique can handle. On the other hand, the
ROC algorithm is easy to use and understand, and
has modest computational requirements. It can
also be modified to form more complex (and more
effective) algorithms. The ROC algorithm is applied
by alternately re-arranging rows (machines) and
columns (parts) until no further re-arrangement is
possible. In this algorithm both machines and parts
are grouped simultaneously.
2.2.1 Limitations of ROC
•
With increasing number of machines and
parts clear diagonal structure will not be
formed.
•
Different arrangements of the same initial
matrix lead to different final matrices (and
hence different cells).
•
While there is a tendency for 1’s to collect
in the top left corner of the final matrix, the
rest of the final matrix may be disorganized.
•
This method does not take into account the
effect of number of parts being produced
and process sequence and also this method
doesn’t incorporate any means for accommodating constraints on cell size.
The step-by-step procedure is:
Step 1: Rank the rows (machines) in the order
of decreasing value. For rows m = 1, 2… M, Compute
the decimal equivalent “Cm” by reading the entries
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1
D. Satyanarayana, M. Pramiladevi and T.VS. R.K. Prasad
30
as binary words and then reorder the rows on
decreasing Cm.
C m = ∑ p =1 2
P
P −p
× apm
(apm = 0 or 1)
Rows with same values should arbitrarily be
ranked in the same order in which they appear in
their current matrix (M = number of machines and
P = number of parts).
Step 2: Is current matrix row order and the rank
order just calculated the same? If yes, go to Step 4
or else go to Step 3.
Step 3: Reform the machine part matrix starting
with the first row by rearranging the rows in
decreasing rank order. Then go to Step 1.
Step 4: Rank the columns (parts) in order of
decreasing binary value. For column p = 1, 2…., P,
compute the decimal equivalent rp by reading the
columns in decreasing rp.
rp = ∑ m =1 2M − m × apm
M
(apm = 0 or 1)
Step 5: Is the current matrix column order and
the rank order just calculated the same? If yes, go
to Step 7 or else go to Step 6.
Step 6: Reform the machine- part matrix
starting with the first column by rearranging the
column in decreasing rank order. Then go to
Step 4.
Step 7: Stop.
2.3 Rank Order Clustering -2 (ROC-2) Algorithms
ROC-2 was developed by King and Nakornchai [17]
to overcome the limitations of ROC. This algorithm
is a fast and efficient method comparing with ROC.
The main feature of ROC-2 is that it can identify
block diagonal structure (of a machine part
incident matrix) ver y quickly, which makes it
practicable to use in an interactive manner even
for large matrices. In ROC-2 algorithm the whole
sorting procedure is reduced to that of shifting the
order of rows and columns. Quick sort reduces the
complexity of ROC-2. In ROC-2 use of binary is
eliminated, but the idea of rank ordering still
remains. ROC-2 algorithm provides pure block
diagonal form in just two iterations. The major steps
involved in ROC-2 algorithm are:
Step 1: Start from the last column, move the
rows with positive entries to the top of the matrix.
Step 2: Repeat step 1 for all the columns.
Step 3: Start from the last row, move the
columns with positive entries to the left of
the matrix.
Step 4: Repeat step 3 for all rows.
Step 5: Compare the matrix with the previous
result. If the matrices are different go to step 1
otherwise go to step 6.
Step 6: Print the final machine-part incidence
matrix.
2.4 Modified Rank Order Clustering
(MODROC) Algorithm
The modified rank order clustering (MODROC)
algorithm was developed by Chandrasekharan and
Rajagopalan [9] seeks to remedy the problems of
the rank order clustering algorithm while still
keeping its simplicity. They noticed that the ROC
algorithm tends to produce a final part/machine
matrix where there are ‘1’s in the top left corner
while the rest of the matrix is disorganized. The
MODROC algorithm takes the largest sub-matrix
from the top left corner and groups the machines
and parts in the sub-matrix into a cell. The columns
in the matrix are then removed from the part/
machine matrix and the ROC algorithm is executed
again. The resulting final matrix will again contain
a sub-matrix in the top left corner from which the
next grouping of machines and parts is formed.
This process is repeated until the last part/ machine
group is formed. This procedure often produces
many small part/machine groups, and so a
clustering procedure is run to combine the part/
machine groups into larger groups. This is done by
computing a measure of association, called
similarity coefficient Si,j between pairs of part/
machine groups, i and j. Si,j is defined as the number
of machines common to both groups i and j, divided
by the minimum number of machines in either
group i or j. The pair of groups having the largest
value of Si,j is joined to form a single part/machine
group, and the clustering procedure is repeated.
Si , j = n(C i ∩ C j ) / n[min (C i , C j )]
(1)
The different steps involved in MODROC are
represented in algorithmic form here.
1. Apply ROC algorithm on the rows and
columns of the initial data matrix repeatedly for two iterations. This result in an
ordered matrix called diagonal block.
2. Store the corresponding part family and
machine cells as partial output and call
these cells as primary cells.
3. Then the columns corresponding to the
block are sliced off and removed from
further consideration.
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1
Review Paper on Clustering Algorithms for Cell Formation in Cellular Manufacturing
4. Repeat the process till all part families are
identified.
5. Using Equation 1, calculate similarity
coefficient and generate the lower
triangular matrix, S i,j where S i,j is the
measure of association between groups Ci
and Cj. Using this measure of association,
carry out hierarchical clustering of primary
cells.
6. Locate the highest Si,j and join groups i and
j and the corresponding part families.
7. Update Si,j and check Max (Si,j). If Max (Si,j)
equal to 0 then go to step 9, else go to
step 8.
8. Go to step 6 and iterate until the number of
groups is equal to one.
9. Stop.
2.5 Cluster Identification Algorithm (CIA)
This method was suggested by Iri and later on
Kusaik and Chow [20] developed the CIA procedure.
The method results in block diagonal form provided
a solution exists, otherwise the entire machine–
part incident matrix treated as one group. The CIA
procedure is explained in an algorithm form here.
1. Select any row of the machine par t
incidence matrix and draw a horizontal line
(say, h1) through it.
2. For each “1” (operation) lying on the line h1
draw vertical lines.
3. For each entry “1” crossed by the vertical
lines (s) drawn in step 2, draw horizontal
lines.
31
component cells from 0-1 machine part matrix. The
ones are considered the positive cells and the zeros
are the negative ones. DCA rearranges the rows with
the left-most positive cells to the top and the
columns with the top-most positive cells to the left
of the matrix. After several iterations, all the
positive cells will form diagonal blocks from the top
left corner to the bottom right corner. This method
allows for more flexibility in the size of the problem.
Furthermore, the sensitivity of the ROC algorithm
to the initial matrix is eradicated because DCA
initiates the procedure by counting the number of
positive cells instead of depending on intuition. The
solution converges very quickly and uses a progressive procedure. The step-by-step procedure is
given as follows: Algorithm
Step 1: Count the number of 1’s in each row
and column. Rearrange the machine component
matrix with columns in decreasing order of
magnitude, i.e: the column with highest number of
1’s should be on the left and column with lowest
value of 1’s should be placed to the right. Similarly
rearrange rows in the ascending order such that row
with lowest number 1’s should be on the top and
rows with highest number of 1’s should be placed
at the bottom.
Step 2: Start with the first column of the matrix.
Transfer all the rows with 1’s to the top to form block
while considering 2nd and subsequent columns,
ignore any row with 1’s already in the block. Form
a new block with rows having 1’s not in the block.
Once a row is assigned to a block don’t move it.
Hence, it may not be necessary to go through all
the columns.
Step 3: If the previous matrix and current matrix
are same, go to step 6 else step 4.
4. Repeat step 2 and step 3 until there are no
single crossed entries “1” left.
Step 4: Start with the first row of the matrix and
Transfer all the columns to the left.
5. Form machine cells and part families with
double crossed entries.
Step 5: If the previous matrix and current matrix
are the same, go to step6 else go to step 1.
6. Re-write the matrix by removing rows and
columns corresponding to machine groups
and part families identified. Don’t consider
these rows and columns for subsequent
iterations.
7. Repeat the procedure till no elements are
left in the matrix.
2.6 Direct Clustering Analysis (DCA)
Direct Clustering Algorithm was developed by Chan
and Milner [8]. Direct Clustering Algorithm is
a heuristic technique of for ming machine-
Step 6: Stop
2.7 Bond Energy Algorithm (BEA)
Mc Cormick, et al. [22] formulated BEA, which
attempts to identify and exhibit the interrelations
within each cell and the associations among the
clustered groups by means of total bond. A bond is
claimed to exist between each pair of the neighboring rows and columns (machines and parts) if
they have positive cells in the machine part matrix.
BEA begins with an arbitrarily selected column
(or row). It then places that column with the greatest
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1
D. Satyanarayana, M. Pramiladevi and T.VS. R.K. Prasad
32
contribution to the total bond energy besides the
assigned column (or row). It repeats the same
procedure for all rows and columns. The method is
applicable to problems of any size because the BEA
has nothing to do with calculating the binary values.
However, since the first step of the algorithm is
determined by intuition, many possible solutions
can be generated; that is, the solution depends on
the initial choice of row (or column) selected for
starting the process.
Authors proposed MEASURE OF EFFECTIVENESS (ME) which is a measure of summed bond
energy over all rows and columns permutations of
an array. An array which process large number of
1’s will have higher value of ME. Measure of
effectiveness of an array is given by:
ME = 0.5
I
J
∑∑A
i =1 j =1
i, j
( Ai , j −1 + Ai , j +1 + Ai −1, j + Ai +1, j )
I = Number of parts (columns)
J = Number of machines (rows)
Ai,j = 0 or 1 (‘1’ if part i gets processed on
machine j; ‘0’ otherwise).
The different steps involved in the method are
shown in an algorithmic form here.
1. Start.
2. Select any one column (part) arbitrarily. Set
i =1.
3. Place each of the other columns beside
column i.
4. Calculate each column’s contribution to
total bond energy.
5. Place the column with the largest contribution beside column j.
6. Set i = i + 1.
7. If i = I (I = Number of columns)
If yes go to step 8 else go to step 3.
8. Select one row arbitrarily. Set j = 1.
9. Place each of the other rows beside row j.
10. Calculate each rows contribution to total
bond energy.
11. Place the row with the largest contribution
beside row i.
12. Set j = j+1
13. Is j = J? (J = number of rows).
14. If yes go to step 15 else step 9.
15. Stop.
Bond energy algorithm suffers from serious
drawbacks such as:
(a) If the matrix size is large, BEA algorithm
involves tremendous amount of computational work.
(b) Clustering obtained from BEA algorithm
does not always result in a block diagonal
form.
(c) Final solution depends on the initial choice
of row (or column) selected for starting the
process.
2.8 Zero One Data Ideal Seed Algorithm for
Clustering (ZODIAC)
ZODIAC algorithm developed by Chandrasekaran
and Rajagopalan [11] is a seed clustering cell
formation technique. In ZODIAC algorithm parts
and machine types are treated independently in the
initial phase. Rows of the machine–part incidence
matrix represent machine types in binary vector
format. Similarly, binary vector for a specific part
can be obtained from the corresponding column.
Parts and machine types are clustered separately
by means of seeds where seed represents a binary
vector. Parts and machine clusters are then
assigned to each other by the use of similarity
coefficient. Consequently each assignment
produces a cell.
ZODIAC chooses an arbitrary representative
seed for each group, which may fail to represent
the corresponding cluster. The densest binary
vector in each cluster is offered as the first
representative seed. The remaining representative
seeds can be determined in such a way that they
will be distant from the distant seeds. First the
candidates with the maximum distance from all the
seeds become representative seeds. The maximum
distance is controlled by machine difference factor
and this factor is decreased by a threshold
percentage for the next representative seeds.
Authors argued that non-hierarchical methods
should be preferred over hierarchical methods,
because in case of hierarchical method of clustering, when two points (row vectors or column
vectors) are grouped together at some stage of the
algorithm there is no way to retrace the step even if
it leads to suboptimal clustering at the end.
The different steps involved in ZODIAC method
are given below.
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1
Review Paper on Clustering Algorithms for Cell Formation in Cellular Manufacturing
Phase I: Non -Hierarchical Clustering Of
Columns and Rows
Phase I: classifies the machines into cells and
the parts into families
1. Compute limiting number K for clusters
using the equation
K ≤ 1 + (m + n − 1) − {(m + n − 1)2 − 4(mn − O )} / 2
Where
m = number of rows (machines)
n = number of columns (parts)
O = number of operations (1’s)
33
η = grouping efficiency
η R = relative efficiency = η/η 0 = Grouping
efficiency/Limiting efficiency
The relative efficiency is a useful check to find
out whether a given algorithm has achieved the best
of what is achievable under the constraints of the
given data. Whereas grouping efficiency serves as
an absolute scale of comparison of solutions,
relative efficiency is a decision criterion to
terminate the iterations or further search for a
better solution. It should be noticed here that,
irrespective of the nature of the data, the relative
efficiency would reach a value close to ‘1’ if the
algorithm has performed its task well enough.
2. Choose K seeds for columns.
4. If (ηR = 1) Stop.
3. Cluster columns
PHASE III: Clustering by ideal seeds
4. Choose representative seeds.
1. Generate ideal seeds for columns clusters
5. Cluster columns.
2. Runs steps 3 to 10 of phase 1 skipping step 4
6. Find number of non-null clusters Kc.
3. Repeat 1 and 2 for rows
7. Modify K ← Kc.
4. Reorder columns and rows as per the new
cluster
8. Repeat steps 2 and 5 for rows.
9. Find number of non-null clusters KR.
5. Compute η and ηR
10. Modify K ← Min(Kc, KR)
6. If (ηR = 1) go to step 12
I
11. If (Kc # KR) go to step 2
12. Re-order rows and columns in the order of
cluster membership.
7. If (η< η ) revert to earlier grouping, else go to
step 9
8. Go to step 12
I
PHASE II: Diagonalization
9. Set (η ← η)
The different steps involved in phase II are listed
below.
1. Do for I = 1, …., K
(a) Compute Fi for all columns clusters not
already allotted.
(b) Find Fr the maximum value (Fr is the
efficiency like factor for the assignment of rth part
family to the cell under consideration.)
10. Liquidate the smallest block (optional)
11. Go to step 1
12. Stop
End
Li mi t a ti ons of Z O DIAC : Though ZODIAC
performs better than ROC and BEA algorithms, it
suffers from drawbacks such as:
(a) Improper choice of initial seeds can lead to
collapse of groups
(c) Allot cluster Cr to GI
Where
GI and Cr are number of vectors in the ith row
cluster and column cluster respectively.
End of loop.
2. Reorder columns as per the new order of
clusters.
I
3. Compute η, ηR (Set η , ← η
II
ηR )
(b) The clustering criterion based on minimum
block distance is not justified
(c) The existence of a solution depends upon
whether the matrix can be rearranged in a block
diagonal form in which almost all 1’s occupy. The
diagonal sub matrices and almost all zero’s the off
diagonal sub matrices. But such a solution may not
always exist.
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1
D. Satyanarayana, M. Pramiladevi and T.VS. R.K. Prasad
34
2.9 Similarity Coefficient Methods
McAuley [21] introduced the first hierarchical
method called Single linkage clustering algorithm
(SLC), which is based on the Jaccard similarity
coefficient, to for m groups with the highest
similarity in the manufacturing systems. Carrie [7]
employed the numerical taxonomy to classify the
objects numerically expressed. The average linkage
clustering (ALC) algorithm was adopted by
Seifoddini and Wolfe [31] for solving the cell
for mation problems. The average similarit y
coefficient is defined as the average of Jaccard’s
coefficients for all the machines or parts within two
clusters. Seifoddini [30] suggested the use of the
ALC algorithm in order to overcome the chaining
problem that means to group dissimilar parts into
the same cell. They reported that ALC has a better
performance than SLC in the aspect of intercellular
moves. Khan, Islam and Sarker [15] compared the
existing similarity coefficients and developed a
heuristic using the new similarity coefficient.
Yasuda and Yin [37] proposed the dissimilarity
coefficient, called an average voids value,
indicating the average number of new voids within
a new machine group.
Srinivasan et al. [33] made use of similarity
coefficient as input to an assignment model for
producing part families. In similarity coefficient
methods, the basis is to define measure(s) of
similarit y between machines, tools, design
features, etc. Then use these similarity measures
to form part families and machine groups based
on methods such as Single Linkage Cluster
Analysis. The procedure involves to construct a tree
called a Dendogram.
Single Linkage Cluster Analysis Algorithm
•
Compute similarit y coefficient for all
possible pairs of machines.
•
Select the two most similar machines to
form the first machine cell.
•
Lower the similarity level and form new
machine cells by including all the machines
with similarity coefficients not less that the
threshold valve.
•
Continue previous step until all the
machines are grouped into a single cell.
Similarity coefficient =
Sij =
∑
No. of parts visiting both machines
N
k =1
No. of parts visiting
∑
N
k =1
Xijk
(Yij + Zjk − Xijk )
Where, Xijk = Operation on part k performed
both on machine i and j
Yik = Operation on part k performed on machine i
Zjk = Operation on part k performed on machine j
A similarity matrix contains entries sij, i = 1, 2, .
. ., M; j = 1,2, . . ., M; called similarity coefficients
which represent the degree to which pairs of
machines perform operations on the same parts.
A pair of machines will have a high similarity
coefficient when they perform operations on the
same parts: sij = nij/mij where, nij is the number of
parts processed on both machines i and j, and mij
is the number of parts processed on both machines
i and j. After these coefficients are computed, the
pair of machines with the highest similarity
coefficient is grouped into a cell. Similarit y
coefficients between this cell and all other
machines are computed from the original similarity
coefficients. If K1 is the set of machines in cell k1,
then
Si,k1 = max (Sij) j€ k1
This is called the single linkage clustering
for mula. After these coefficients have been
computed, the pair of machines (or a machine and
a cell, or two cells) with the highest similarity
coefficient is grouped together. This process
continues until the required number of machine
cells has been formed.
2.10 Similarity Coefficient-fuzzy Logic Approach
Nagendra Parashar and Somasundar [25] proposed
a three phase heuristic approach for machine cell
and part family formation. In the first phase
machine cell and part family formation is executed,
considering similarity between machines and
components. In second phase, elimination of
exceptional components is carried out considering
economic tradeoff between different alternatives of
eliminating exceptional components. In the third
phase, arrangement of machines within the cells
and arrangement of the cells is carried out to
minimize intracellular and intercellular movements. The user can change machines and parts
between cells and part family and study the effect
of the same on different performance measures.
Hence, it is possible for the user to experiment with
different combinations of machines and parts till
an optimum answer is obtained. Different steps
involved in machine cell formation phase are
explained below.
Step 1: Compute similarity coefficient (SC)
between machines i,j (for forming machine cells)
using the following equation:
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1
Review Paper on Clustering Algorithms for Cell Formation in Cellular Manufacturing
SCij = 1 if i = j
(∑
SCij =
nj
p =1
)
aip × a jp / ∑ p =1 aip If i ≠ j
nj
Where
aip = 1 if part is processed by the machine, ‘0’
otherwise.
j =1, 2 …., nj
i = 1,2, ….nm
Where nj = Number of parts
nm = Number of machines.
For parts compute similarity coefficient (SC)
between parts i, j (for forming part family) using the
following equation
35
Step 3: Arrange the rows and columns in
descending order of magnitude of the weights
obtained.
Step 4: Repeat the steps 2 and 3 till no change
in the order of rows and columns takes place.
3. CONCLUSION
Clustering algorithms for cellular manufacturing
developed during the last three decades have
been reviewed. The step by step procedures, merits
and limitations of above algorithms have been
identified and presented. This review may be
useful for researchers in the area of cellular
manufacturing.
REFERENCES
SCij = 1 if i = j
SCij =
(∑
nm
p =1
)
api × apj / ∑ p =1 api
nm
If i ≠ j
api = 1 if part is processed by the machine, ’0’
otherwise.
The similarity coefficient varies from 0 to 1. ‘0’
similarity coefficient implies machines/parts
within cell/part family are purely dissimilar and
they do not have even a single common machining
operation. Similarity coefficient ‘1’ implies
machines/parts have all operations in common.
For example, consider any two jobs having a
total of 3 operations, and all the 3 operations are
common. In this case, the value of similarity
coefficient will be 3/3 = 1.0. This is the highest value
similarity coefficient can take. In another situation,
consider any two jobs having a total of 3 operations,
and no common machining operation between
them. In this case, the value of similarity coefficient
will be 0/3 = 0.0. This is the lowest value similarity
coefficient can take. Hence, it is clear that the
similarity coefficient lies between 0 and 1 satisfying
the property of non-negativity.
Step 2: Compute weights for rows and columns
of similarity coefficient matrix (part-part matrix)
using the following equations.
∑
∑
nj
nj
SC i , j × X ( nj −t )
j =1
j =1
SC i , j × X ( nj − j )
for rows
s
for columns
X >1
Replace nj by nm for machine- machine
similarity matrix.
[1] Boctor F.F., 1991, “A Linear Formulation of
the Machine-part Cell Formation Problem”.
International Journal of Production Research, 29,
343-356.
[2] Boe W., and Cheng C.H., 1991, “A Close Neighbor
Algorithm for Designing Cellular Manufacturing
Systems”. International Journal of Production
Research, 29, 2097-2116.
[3] Burbidge J.L., 1963. “Production Flow Analysis”.
Production Engineer, 42, 742-752.
[4] Burbidge J.L., 1971. “Production Flow Analysis”.
Production Engineer, 50, 139-152.
[5] Burbidge J.L., 1975. “The Introduction of Group
Technology”, (New York, NY : Wiley).
[6] Burbidge J.L., 1991. “Production Flow Analysis in
Planning Group Technology”. Jour nal of
Operations Management, 10, 5-27.
[7] Carrie S., 1973. “Numerical Taxonomy Applied
to Group Technology and Plant Layout”. International Journal of Production Research, 11,
399-416.
[8] Chan H.M., and Milner D.A., 1982. “Direct
Clustering Algorithm for Group Formation in
Cellular Manufacture”. Journal of Manufacturing
Systems, 1, 65-74.
[9] Chandrasekharan M.P., and Rajagopalan R., 1986
a. “MODROC: An Extension to Rank Order
Clustering for Group Technology”. International
Journal of Production Research, 24, 1221-1233.
[10] Chandrasekharan M.P., and Rajagopalan R.,
1986b. “An Ideal-seed Non-hierarchical Clustering
Algorithm for Cellular Manufacturing”. International Journal of Production Research, 24, 451-464.
[11] Chandrasekharan M.P., and Rajagopalan R., 1987.
“ZODIAC: An Algorithm for Concurrent Formation
of Part Families and Machine-cells”. International
Journal of Production Research, 25, 835-850.
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1
36
D. Satyanarayana, M. Pramiladevi and T.VS. R.K. Prasad
[12] Chandrasekharan M.P., and Rajagopalan R., 1989.
“Groupability: Analysis for Concurrent Formation
of Part Families and Machine Cells”. International
Journal of Production Research, 27, 1035-1052.
[13] Dimopoulos C., and Mort N., 2004. “Evolving
Knowledge for the Solution of Clustering Problems
in Cellular Manufacturing”. International Journal
of Production Research, 42, 4119-4133.
[14] Gupta T., and Seifoddini H., 1990. “Production
Data Based Similarity Coefficient for Machinecomponent Grouping Decision in the Design of a
Cellular Manufacturing System”. International
Journal of Production Research, 28, 1247-1269.
[15] Khan M., Islam S., and Sarker B., 2000. “A
Similarity Coefficient Measure and Machine-parts
Grouping in Cellular Manufacturing Systems”.
International Journal of Production Research,
38, 699-720.
[25] Nagendra Parashar B.S., and Somasundar, 1998.
“Similarity Coefficient-fuzzy Logic Approach for
Machine Cell Formation in Cellular Manufacturing”, National Conference on Intelligent
Manufacturing Systems, Coimbatore, 6-7 Jan.,
Paper E-I.
[26] Sarker B.R., 2001. “Measures of Grouping
Efficiency in Cellular Manufacturing Systems”.
European Journal of Operational Research, 130,
588-611.
[27] Sarker B.R., and Mondal S., 1999. “Grouping
Efficiency Measures in Cellular Manufacturing: A
Survey and Critical Review”. International Journal
of Production Research, 37, 285-314.
[28] Sarker B.R., XU Y., 1998. “Operation Sequencesbased Cell Formation Methods: A Critical Survey”.
Production Planning and Control, 9, 771-783.
[16] King J.R., 1980. “Machine-component Grouping
in Production Flow Analysis: An Approach using
a Rank Order Clustering Algorithm”. International
Journal of Production Research, 18, 213-232.
[29] Seifoddini H., 1988. “Comparison Between Single
Linkage and Average Linkage Clustering
Techniques in Forming Machine Cells”.
Computers and Industrial Engineering, 15,
210-216.
[17] King J.R., and Nakornchai V., 1982. “Machinecomponent Group Formation in Group
Technology: Review and Extension”. International
Journal of Production Research, 20, 117-133.
[30] Seifoddini H., 1989. “Single Linkage vs. Average
Linkage Clustering in Machine Cells Formation
Application”. Computers and Industrial Engineering, 16, 419-426.
[18] Kumar, C.S. and Chandrasekharan M.P., 1990.
“Grouping Efficacy: A Quantitative Criterion for
Goodness of Block Diagonal Forms of Binary
Matrices in Group Technology”. International
Journal of Production Research, 28, 603-612.
[31] Seifoddini H., and Wolfe P.M., 1986. “Application
of the Similarity Coefficient Method in Group
Technology”. AIIE Transactions, 18, 271-277.
[19] Kusiak A., 1987. “ The Generalized Group
Technology Concept”. International Journal of
Production Research, 25, 561-569.
[20] Kusiak A., Chow W.S., 1987. “Efficient Solving of
the Group Technology Problem”. Journal of
Manufacturing Systems, 6, 117-124.
[21] Mcauley J., 1972. “Machine Grouping for Efficient
Production”. Production Engineer, 51, 53-57.
[22] Mccormick, W.T., Schweitzer, P.J. and White, T.W.,
1972. “Problem Decomposition and Data
Reorganization by Clustering Techniques”.
Operations Research, 20, 993-1009.
[23] Miltenburg J. and Zhang W., 1991. “A Comparative
Evaluation of Nine Well-known Algorithms for
Solving the Cell Formation Problem in Group
Technology”. Journal of Operations Management,
10, 44-72.
[24] Moier C.T., Yelle J., and Walker G., 1997. “Survey
of Similarity Coefficient Based Methods as
Applied to the Group Technology Configuration
Problem”. OMEGA, International Journal of
Management Science, 25, 65-79.
[32] Selim H.M., Askin R.G., and Vakharia A.J., 1998.
“Cell Formation in Group Technology: Review,
Evaluation and Directions for Future Research”.
Computers and Industrial Engineering, 34, 3-20.
[33] Srinvasan G., and Narendran T.T., 1991. Grafics-a
Non-hierarchical Clustering Algorithm for Group
Technology”. International Journal of Production
Research, 29, 463-478.
[34] Srinvasan, G., Narendran T.T., and Mahadevan B.,
1990. An Assignment Model for the Part-families
Problem in Group Technology”. International
Journal of Production Research, 28, 145-152.
[35] Wemmerlov U., and Hyer N.L., 1989. Cellular
Manufacturing in the US Industry: A Survey of
Users”. International Journal of Production
Research, 27, 1511-1530.
[36] Wemmerlov U., and Johnson D.J., 1997. “Cellular
Manufacturing at 46 User Plants: Implementation
Experiences and Performance Improvements”.
International Journal of Production Research,
35, 29-49.
[37] Yong Yin, and Kazuhiko Yasuda, 2002.
Manufacturing Cells Design in Consideration of
Various Production Factors”. International
Journal of Production Research, 40, 4, 885-906.
International Journal of Industrial Engineering Practice • January-June 2011 • Volume 3 • Issue 1