Use of HYSYS & UniSim to design fluidized-bed reactors
advertisement

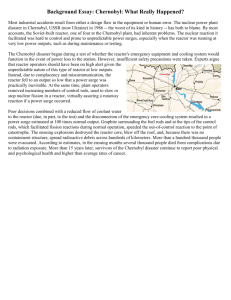
Wilcox home ChE design home Profession General Properties Equipment Separation Aspen + HYSYS & UniSim Costs Safety Case studies Excel MATLAB Experiment Design Simulation of a fluidized bed reactor See Chapter 17 in Perry's, the Fluidization chapter in Kirk-Othmer, and Fluidization, Solids Handling, and Processing. The problem with fluidized bed reactors is that they do not correspond to any of the easilymodeled ideal reactors. While most of the gas flows upward through the liquid-like suspended particles, some passes through in bubbles with scant contact with any catalyst particles. In addition, there is generally some circulation and turbulent back-mixing. Since process simulators are not set up to model this, one must use one of the approximate methods indicated below. You can model a fluidized-bed reactor as a: Plug flow reactor with a non-reacting bypass stream to account for bubbles and circulation. (If the overall reactor conversion efficiency is known, determine the required volume for a plug flow reactor and divide by this efficiency.) A step-by-step example is given below for HYSYS & UniSim, with other simulators such as Aspen Plus being very similar. Use the Plug Flow Reactor unit. Usually assume the inlet and outlet T are the same, i.e. isothermal conditions. This is a good approximation because the volumetric heat capacity of the circulating particles is so much larger than that of the gas, and because of the very high heat transfer coefficient to heating or cooling surfaces. Set Design Parameters Delta P to User Specified (not 0) and Cooling Direct Q Value, enter temperatures in Worksheet Conditions. Vary T, P and Rating Total Volume until you get the best performance, as indicated in Performance Plots for T and Compositions. Record the calculated Qr (<0 for exothermic reaction) for use later to calculate the required flow of coolant, and the heat exchange area inside the reactor. The outlet pressure must be less than the inlet pressure. The pressure drop is approximately the weight of catalyst per cross sectional area. In a real reactor, the inlet gas temperature will be different from the outlet temperature, but it will be rapidly heated to the outlet T by the circulating particles. One must add a fictitious heater to bring the feed stream up to the reactor T just prior to the fictitious split off of the bypass stream, which recombines with the reactor effluent. Record the Qfh (>0 for heating of the feed) in order to calculate the heat exchange duty inside the reactor (Qr + Qfh). The fictitious heat exchanger, plug flow reactor, and bypass stream constitute the actual reactor. Series of stirred-tank reactors (CSTRs), e.g. fluidized-bed catalytic cracker (FCC) Series of parallel plug flow reactors and stirred tank reactors (see Simulation of a fluidized-bed steam reformer). By “emulsion phase” in this and other papers on fluidized-bed reactors is meant the portions containing large amounts of suspended particles; these portions behave as a liquid. Computational fluid mechanics: Detailed numerical computations can be carried out for fluid mechanics, particle motion, reaction kinetics, heat and mass transport, etc. While research papers have been published illustrating this, and while companies are no doubt pursuing it, thus far it remains beyond ready use by students. 1 Example: Production of maleic anhydride by partial oxidation of n-butane using air with a vanadium phosphate catalyst. Selected references for the ALMA process: 1. G. Stefani, F. Budi, C. Fumagalli, G.D. Suciu, “Fluidized bed oxidation of n-butane: a new commercial process for maleic anhydride,” in New Developments in Selective Oxidation, edited by G. Centi and F. Trifiró (Elsevier, Amsterdam 1990) pp 537 - 552. 2. S.C. Arnold, G.D. Sucium, L. Verde, A. Neri, “Use fluid bed reactor for maleic anhydride from butane,” Hydrocarbon Processing (September 1985) 123-126. 3. G. Stefani, F. Budi, C. Fumagalli, G.D. Suciu, “Fluidized bed oxidation of n-butane: a new commercial process for maleic anhydride,” Chimica & Industria (Milano) 72 (1990) 604609. The advantages of a fluidized-bed reactor over a packed bed are claimed to be the following: 1. Avoids hot spots. (Fluidized beds are nearly isothermal because the heat capacity of the solid catalyst particles far exceeds that of the gas, and because the solids circulate.) 2. Enables use of separate feed streams for n-butane and air, so that one can operate overall within the combustible range. (Again, this is because the high heat capacity of the gas particles would prevent a flame from propagating, i.e. “deflagration.” In addition, the heat transfer coefficient to the cooled wall or tubes is extremely high.) This reduces the air requirement, the compressor size and power, the reactor size, and the size of the downstream separation equipment, and permits use of an incinerator for the waste gas with production of valuable steam. 3. Cost is much lower than for tubular reactors cooled by a molten salt. 4. The size can be much larger. From reference 2, “The maximum capacity with a single reactor vessel is 20-25,000 metric tons per year. Such a reactor vessel has over 25,000 tubes which must be filled with precision each time a new catalyst charge is loaded.” 5. Easy to load and unload. 6. Can generate valuable steam while cooling the reactor. Reference 1 above indicates that the catalyst particles used in the ALMA fluidized bed are type A (Geldart classification), and are very nearly spherical. We assume that these particles are mostly silicon oxide (for abrasion resistance), incorporating or coated with vanadium phosphate. We first determine the approximate operating parameters of a fluidized-bed reactor for maleic anhydride, using the material, particularly the figures, in Kirk-Othmer’s section on fluidization. 1. Determine a reasonable density for the catalyst particles, in kg/m3. Determine a reasonable particle size, in mm, using Figure 4 of K-O. 2. Determine a reasonable void fraction () from Figures 7 and 10 with turbulent flow. 3. Determine a reasonable range for the superficial gas velocity U (velocity as if there were no particles present, i.e. the volumetric flow rate of the gas divided by the cross-sectional area), in m/s. (Use Figures 8b and 10, for example.) 4. From Figure 11a, find a reasonable heat transfer coefficient at 200 kPa between the bed and the wall or immersed tubes, in w/m2.K. 5. Find a reasonable value for the Transport Disengaging Height (TDH) and the reactor diameter, from Figure 17. 6. Determine a reasonable density for the catalyst particles, in kg/m3. Determine a reasonable particle size, in mm, using Figure 4 of K-O. 7. Determine a reasonable void fraction () be, from Figures 7 and 10 with turbulent flow. 2 8. Determine a reasonable range for the superficial gas velocity U (velocity as if there were no particles present, i.e. the volumetric flow rate of the gas divided by the cross-sectional area), in m/s. (Use Figures 8b and 10, for example.) 9. From Figure 11a, find a reasonable heat transfer coefficient at 200 kPa between the bed and the wall or immersed tubes, in w/m2.K. 10. Find a reasonable value for the Transport Disengaging Height (TDH) and the reactor diameter, from Figure 17. Following is approximately what a suitable PFD should be in HYSYS & UniSim, without the white rectangle, which represents the actual reactor. Actual reactor The butane and the air are to be fed separately into the reactor, which can be considered isothermal. You will simulate it by a plug-flow reactor with 10% bypass to account for backmixing and bubbling. You will use several fictitious units to simulate the actual reactor. Carry out the following steps: 1. In the Basis Environment enter the components for air and n-butane, and select a suitable thermodynamics package. 2. Find a source for reaction kinetics, e.g. G. Centi, G. Fornasari and F. Trifirò, “n-Butane Oxidation to Maleic Anhydride on Vanadium-Phosphorus Oxides: Kinetic Analysis with a Tubular Flow Stacked-Pellet Reactor,” Ind. Eng. Chem. Prod. Res. Dev. 24 (1985) 32-37. From this, determine the kinetics constants suitable for use in the software. Note that HYSYS & UniSim assume that the reactions all take place in the gas phase, even though in this case they all occur on the surface of the catalyst particles (i.e., heterogeneous catalysis). Thus the kinetics expressions (actually the pre-exponential A values in the numerators) depend on the void fraction , particle size and porosity. Enter appropriate constants into the Basis. 3. Create a second basis for water with either the ASME steam or NBS steam package. 3 4. Go to the Simulation Environment. Set the n-butane flow rate to correspond to that required for the desired maleic anhydride production rate assuming a reasonable overall yield for the plant. Assume room T and 1.5 atm. 5. Change the air flow rate such that if the butane and air streams were mixed there would be 4% butane in the mixed gas. (See the references above.) 6. Insert a pump for the butane and a compressor for the air. Specify the outlet pressure only for the pump, from 200 to 500 kPa. 7. Insert a Set unit and make the compressor outlet pressure equal to the butane pump outlet pressure. In this way you can change the pressure to the reactor without having to change the outlet pressures for both compressor and pump. 8. Add a heat exchanger for the butane to increase its temperature as high as possible using high pressure steam. (Follow applicable heuristics.) Print a plot of temperature (Y) versus heat flow (X). There should be at least 20 points for the butane (tube) side. 9. Add a heat exchanger for the air using high pressure steam. Use a Set unit to make the exit temperature equal to that for the butane heat exchanger. Print out a plot of temperature versus heat flow. 10. Add a fictitious mixer to combine the butane and air streams. (These would be fed separately into the real reactor, as described in the ALMA references above.) 11. Add a fictitious heater (not a heat exchanger). For now, leave its exit temperature blank. (Later it will be set equal to the reactor exit temperature, since the reactor is assumed isothermal. In the actual reactor, the feed streams are rapidly heated by the circulating catalyst particles.) 12. Add a fictitious splitter, with 10% of the stream going to the bypass. 13. Insert a plug-flow reactor with the following specifications: a. Design Parameters page. From the Kirk-Othmer fluidization section, the Delta P in a fluidized bed is approximately the weight of the catalyst divided by the cross-sectional area, or catalystgh. Use your value for the catalyst density and assume a reasonable value for bed height h. For Duty Parameters, click Cooling and Direct Q Value. (You want HYSYS/UniSim to calculate the duty so that you can estimate how much steam will be produced by the reactor. Since you’re assuming isothermal conditions, you don’t want to calculate heat transfer for this fictitious reactor.) b. Design Heat Transfer. Direct Q Value. Name the Energy Stream whatever you want; you’ll be generating steam from boiler feed water in the real reactor. c. Rating. Set 1 tube, as the water-steam will be inside the tubes while the catalyst and process gas will be on the shell side. Guess a Volume. The Length and Void Fraction should be the values used in 13.a above. d. Set the fictitious heater temperature equal to the reactor effluent temperature. e. On the reactor Worksheet page, guess an effluent temperature. If the green run icon is depressed, the reactor should converge. f. Performance Compositions Plot. Select butane, MA and carbon dioxide as the components. Change the Component Basis to Molar Flow. From the plot, estimate the yield of MA. Play around with T, P, volume, length until you get a yield greater than 50% (based on the butane feed stream, since in actuality all of this enters the reactor --the bypass is fictional). g. If necessary, redo step a (reactor pressure drop). 14. Check the superficial gas velocity at the entrance and exit of the reactor, using streams 8 and 12 to get the actual volumetric flow rate of the gas. (Why are these significantly different?) Make certain these are within the range you found above. If not adjust or the reactor crosssectional area until all is okay. 15. Calculate the amount of steam produced by the reactor. First subtract the duty of the fictitious heater from the reactor duty --- this gives the actual duty of the actual reactor. Then 4 divide this by the latent heat of evaporation of the steam to be produced (difference between specific enthalpy of saturated vapor and liquid at the chosen pressure). 16. Estimate the heat transfer area required for the real reactor. Estimate the overall U from the h found in L-14 for the bed side and from heuristics for the boiling water side. 17. From the area in 17, assume a tube diameter and calculate how many vertical tubes would have to be inserted in the bed to cool it by generating steam. 18. From Kirk-Othmer, pick a reasonable value for the Transport Disengaging Height. 19. Determine the overall volume of the reactor by adding the volume used in your reactor calculations, the volume occupied by the steam tubes, and the volume occupied by the Transport Disengaging Height. 20. Make certain the diameter and height conform to the applicable heuristic for a vessel. If not, make the appropriate changes in your design. 21. Later, in CAPCOST, cost the reactor both as a vessel (by volume) and heat exchanger (by heat exchange area), just as for a packed bed reactor with heat transfer. Created June 21, 2007; last modified December 10, 2009. comments and suggestions to W.R. Wilcox Please submit all questions, Disclaimer: The material on these pages is intended for instructional purposes by Clarkson University students only. Neither Clarkson University nor Professor Wilcox is responsible for problems caused by using this information. Wilcox home ChE design home Profession General Properties Equipment Separation Aspen + HYSYS & UniSim Costs Safety Case studies Excel MATLAB Experiment Design 5