Test Results - Department of Mechanical Engineering
advertisement

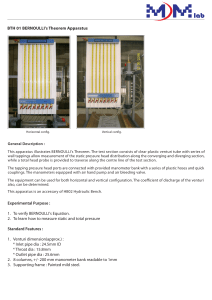
TeamPAC Phase 3 3/6/2016 The Design and Testing of Pulse-Jet Cleaning Systems Prepared For: Date: December 15, 2004 Precision AirConvey Corp. Pencader Corporate Center 210 Executive Drive #6 Newark, DE 19702 Senior Design Advisor Dr. Michael Keefe University of Delaware Newark, DE 19716 Team PAC® is pleased to report our design, testing, and conclusions to a semester long research project on the Pulse-Jet cleaning system of an Industrial Filtration System ________________________________________________________________________ Precision AirConvey Sponsors: Tom Embley Precision AirConvey, CEO Kevin Byrne Product Development Manager Erik Adams Manager of Sales Operations Senior Design Team: Cliff Cieslak -----------clifford.cieslak@us.army.mil Anthony Davis --------antsurf@udel.edu Danté Gabrielli --------dante@udel.edu Michael Kutzer --------mkutzer@udel.edu The attached information describes the process used in completing the proposition presented in response to PAC®’s desire for a dust collector to add to their line of products. 1 TeamPAC Phase 3 3/6/2016 Table of Contents I. Title Page ...........................................................................................................1 II. Table of Contents ...............................................................................................2 III. Executive Summary ...........................................................................................3 IV. Introduction ........................................................................................................3 V. Prelude ...............................................................................................................4 VI. Benchmarking ....................................................................................................5 VII. Concept Development ........................................................................................6 VIII. Test Box Design .................................................................................................9 IX. Venturi Design .................................................................................................11 X. Venturi Validation ...........................................................................................13 XI. Sensor Selection ...............................................................................................14 XII. Data Acquisition Box Selection .......................................................................15 XIII. Test Plan...........................................................................................................15 XIV. Test Expectations .............................................................................................16 XV. Test Results ......................................................................................................17 XVI. Conclusions from Testing ................................................................................23 XVII. Future Testing & Path Forward ....................................................................24 XVIII. Appendixes ...................................................................................................26 XIX. Equation Index .................................................................................................41 XX. Figure Index .....................................................................................................42 XXI. Special Thanks .................................................................................................43 2 TeamPAC Phase 3 3/6/2016 Executive Summary The proposed project is to design an Industrial Filtration System that steadily competes with companies in the market. PAC® (Precision AirConvey Corporation) is currently having trouble finding a reliable supplier for their specific needs in the paper and plastic trimming industry. Upon the completion of this project we have a working prototype, implementation of proven ideas and designs, and a positive path forward for the company. The overall intent was to aid PAC® in steps leading to a final product that they can sell to various customers. The success of this project has allowed PAC® to no longer depend on outside suppliers for products and product troubleshooting and allowing PAC® to deal with dust filtration problems directly. To achieve this goal, we broke down the full filtration system into a set of subsystems including a hopper, air inlet and outlet, access doors, filter alignments, and the cleaning cycle. This allowed us to improve the quality of the filtration system in small manageable steps. After some detailed benchmarking, we noted that the most discerning subsystem was the methods used in the cleaning cycle. According to our premise, slight modifications to the cleaning system may drastically impact its overall performance. To quantify this, we compared many tests performed on different aspects of our cleaning system design and of the competition’s system including source length1, Venturis, and source pipe diameter2. With accurate numeric measurements, PAC® will be able to easily convince customers of their superiority in the market. Figure 1: PAC’s line of equipment, circled is the required filtration system Introduction PAC® presented us with their problem of finding reliable dust-collectors from outside distributors for their industry’s specific needs. Our mission was to begin the process of designing a dust-collector that PAC® fully understands, manufactures, and distributes directly to their customers. 3 TeamPAC Phase 3 3/6/2016 Our approach is centered on a scaled down version of a competitor’s model. With this model we performed tests to optimize important variables that will set PAC® apart from their competition. To test the cleaning system, we scaled down a MAC® dust-collector (See Appendix A, Figure 18). We used this vendor because they used the same filter configuration we are using. The scaled version consisted of a single filter in the horizontal position. Our goal in Using this “Test Box” was to find pressure vs. time, peak pressures inside the filter, velocity of the air, a final source length and diameter, and prove our Venturi is superior. We tested the Torit® Venturi, no Venturi and the Venturi that we have designed, and compared the results to optimize the cleaning cycle for our dust-collector prototype. Prelude: From the start, we were given two fundamental sets of customer wants, one business and one academic. On the business end, we were given the task of designing a filtration system with several constraints and the goal of a working prototype. The academic side asked that we document all work, going into extensive detail on one aspect of the design, with the intent of proving all variables and staying true to the methods, and curriculum of the University of Delaware senior design course. Our goal was to satisfy both sets of wants, keeping an honest and accurate log of all work throughout the project, while maintaining a pace suitable for our lofty goal. Knowing what was ahead of us, we fsfsfsf decided to break down the project into weekly meetings, acceptable goals, and subsystems. In order to reach our goal we chose to separate the aspects of this project into parts that either Precision AirConvey or we could work on separately or as a group. This intent in mind, the overall model was broken into individual parts (Figure 2). Each individual part, or subsystem, was then assessed by our team and further labeled as either an independent or dependent subsystem. The explosion Figure 2: Overall Subsystem Layout vent (Figure 2, Label 1) represents the main safety precaution of the project. Because this system does not directly effect, and is not directly affected by, any of its mechanical surroundings it can be considered an independent subsystem. When dealing with flammable dust particles, like flour or paper, the combination of low humidity and a spark can cause a flash ignition, resulting in a short, but powerful burst or explosion. Like the explosion vent, the dust collection barrel (Figure 2, Label 3) can be considered an independent subsystem. Since it is a stand-alone part and the only requirements are 4 TeamPAC Phase 3 3/6/2016 that the barrel opening matches the size of the seal. Unlike the explosion vent, the dust collection system requires little design, as the seal and barrel are used universally by competitors and can be ordered commercially. The major concern with this subsystem was introduced in our visit to Avery Dennison in North Carolina. Ken Perdue, our contact in industry, brought up the important point that his employees have no way of knowing when their particular dust collection barrel is full. Further, checking the dust level requires them to shut off the entire scrap and dust collection system for several hours requiring them to cease production completely or dump all paper scraps during the down time. Regardless of the alternative, both result in losses for the customer that could be solved with an effective system to measure the level of dust in the collection barrel. Upon further research we found that a barrel capacity meter can be bought commercially and field installed. As a team, our main concern with the project as a whole lies in the cleaning system (Figure 2, Label 2). This feature includes aspects of the system that will set us apart from the competition. If we can introduce a similar product that cleaned quieter, faster, or more efficiently than the competitors, it would easily put Precision AirConvey in a position to contend with far more established filtration companies. After consulting with Precision AirConvey and our sources in the University, we concluded that, building a scaled test container mimicking the cleaning cycle of a full sized system, would allow us to validate our ideas through testing on a more cost-effective scale. Benchmarking: Through our research we have found many useful benchmarks. Most of these came from engineering brochures from companies who already produce dust collectors. The first of these companies is MAC® Equipment, Inc. From their engineering brochure we were able to obtain several very useful drawings of their dust collection system, and its subsystems. In our supply of product catalogues, a copy of the Torit® Company’s products proved to be very useful. In the catalogue a picture of their Venturi (See Appendix M, Figure 34) design and a graph of, the pressure in inches of H2O of the shockwave created by the Venturi versus time of the shockwave in seconds (See Appendix M, Figure 35) was gave us numbers to shoot for when designing our Venturi. Another major contribution of the Torit® catalogue was their illustration of their “filter yoke,” (See Appendix M, Figure 36) or method of securing the filters inside the unit. This aspect greatly helped to visualize the interior of a standard dust collection system. Appendix O, Figure 39 was initially one of our more useful discoveries; it simply illustrates how the Torit® filtration system operates in both normal operation and filter cleaning. This gave us a better understanding of what we needed to design and how we could improve upon the current technology in an attempt to create new solutions to the problem. Although less useful than the others, the DUST-HOG® brochure gave us a look at the 5 TeamPAC Phase 3 3/6/2016 innovative ideas being produced by the younger competitors in the market. Appendix N, Figure 37 shows the one of a kind cleaning system they use which, although useful in some applications, is likely too weak for uses with paper dust and those sharing a similar particle nature. Also shown is the closure system for the filter change hatch (Appendix N, Figure 38). This is a very simple and easy configuration which, according to our sales input at Precision AirConvey, is the main selling point of DUST-HOG®’s industrial filtration systems. Concept Development In Phase 1, we focused on creating concepts for a test system that could accurately represent and measure aspects of the overall cleaning process. We defined critical measurements as those pertaining to pressure, pulse velocity, source length1, and source diameter2. The main constraints in designing this “Test Box”3 included: Low Total Cost Ease of Manufacturing Laminar air inlet under standard operating conditions The ability to integrate our design into the final prototype A fan connection capable of fitting existing PAC® hardware The ability to test multiple source diameters (1” and 1 ½”) An air to cloth ratio 1.5 to 1 A Can Velocity of 382.7 FPM (feet per minute) The ability to test multiple Venturis The ability to test multiple source lengths For our final concept, we chose an inexpensive design capable of producing effective adverse conditions, allowing the filter to easily clog. Before reaching this final concept, we considered many designs including angled filters, multiple filters, a hopper, and a tilting “Test Box” design. While most of these concepts were disregarded due to cost, several were immediately removed because the ideas in general were not applicable to the final prototype. In our concept consideration, we theorized that through data acquisition, adding extra filters would become trivial; as a correlation could be estimated between pressure drop and filter length. Once this data is collected, a trend line can be produced that represents the drop in pressure as it is applied to the change in length. From this trend line, we initially thought we would be able to estimate the pressure drop as additional filters are added (assuming the trend applies as the pressure approaches zero). This assumption eliminated the need for excess materials to accommodate for extra filters. We also found that using 1 Source length is defined as the distance between the opening of the Venturi and the opening of the compressed air source pipe (see Fig. 2). 2 Source diameter is defined as the diameter of the pipe used to release compressed air into the clean air plenum of the “Test Box” 3 The scaled version of the Mac® dust collector 6 TeamPAC Phase 3 3/6/2016 angled filters or a tilt design would not be applicable in our final design due to the increase in cost4. After combining all knowledge and designs, we decided to make a single horizontal filter test system with a separate clean airside and a separate dirty airside. Both the competition’s clean airside and ours can house a Venturi in addition to inserting a pipe that can inject the burst of high-pressure air used in the cleaning process. The dirty airside holds both the clean and dirty filters. With the approval of PAC® on our overall “Test Box design, we were able to move forward and build our “Test Box”. Figure 3: Final “Test Box” Specifications 4 Based on research of the competition, it became obvious that the benefit to cost ratio was too low to merit extensive research on the angled filter design. 7 TeamPAC Phase 3 3/6/2016 Our overall design setup for testing is shown below (Figure 4). Figure 4: Final Concept Layout The labeled aspects of Figure 4 are as follows: 1. The test box, used to house the filter and overall system. 2. The Venturi (not specifically shown). This is one of if not the most important part of the cleaning cycle. The compressed air will be forced into the diverging portion of the nozzle, then into the converging area. According to the basic principles of fluid dynamics, this flow, upon exit and given the correct backpressure, will create a shock wave within the filter, knocking dust off as it propagates. In this exit, we are hoping to achieve compressed flow at speeds nearing three times the speed of sound. 3. Pneumatic Actuator. Compressed air release valve controller. 4. Goyen Valve. Air release valve, capable of releasing air in intervals as short as 1/10 of a second. 5. 1 ¼ inch tubing to connect the compressor to the valve, and valve to clean airside. 6. Compressed Air Tank 7. Pressure gauge. Reports to us the maximum pressure achieved during the cleaning cycle 8. Pump inlet to compress air 9. Pressure gauge for Tank 10. Differential pressure reading from clean air and dirty air. 8 TeamPAC Phase 3 3/6/2016 Test Box Design: After choosing the single horizontal filter configuration by breaking down each concept of the “Test Box” and deciding which concept was best according to the needs and constraints of PAC® we determined dimensions of the “Test Box”. The “Test Box” is a scaled down version of a full size MAC® dust-collector, which uses the same filter configuration we use. The two variables that dictate the dimensions of the “Test Box” are the Air to Cloth Ratio and the Can Velocity. The Air to Cloth Ratio is defined as the amount of airflow into the dust-collector in CFM (cubic feet per minute) divided by the square footage of filter media5 in the dust collector. The Can Velocity is defined as the upward air stream speed calculated at the horizontal cross-sectional plane of the collector housing that passes through the bottom surface of the filters. To calculate Can Velocity the following equation was used (Eq. 1): Can _ Velocity ACFM ( Area _ of _ Tube _ Sheet ) ( No. _ of _ Bags)( Area _ bag _ bottom) In this equation, the ACFM (actual cubic feet per minute) is the volume of the air flowing per minute at the operating temperature, pressure, and composition. The dust-collector we scaled down is a standard 12-filter system6 rated for 4000 CFM. Each filter is 13.8” OD (outer diameter), each with a filter media square footage of 254 ft2. At the request of our sponsor, we were asked to keep the A/C (Air to Cloth) ratio at approximately 1.5 to 1. The first step in designing the “Test Box” was using the A/C ratio to scale the CFM down to our single filter design. The scaled CFM was calculated to be 381 CFM. Because fans are not rated to be this exact CFM, we rounded up to 400 CFM for all remaining calculations. This additional 29 CFM was found to be negligible & only increased the A/C ratio by 0.07. When this was complete we calculated the Can Velocity for the full size dust-collector to be 382.7 FPM. The width of the “Test Box” was taken directly from the MAC® dustcollector and is 20.125”. Using the calculated CFM, Can Velocity, the known width of the “Test Box”, and the dimensions of the filter, the height of the “Test Box” was calculated to be 15”. The next logical step was to calculate the dirty air inlet and clean air outlet dimensions. According to ASHRAE7, air flow in a main branch duct (in an industrial application) should remain between 1300 FPM and 2200 FPM to keep noise at a moderate level. We chose 1300 FPM because it fit this constraint and gave round numbers for the inlet and outlet dimensions. Using 400 CFM at 1300 FPM, the inlet and outlet dimensions were 5 Filter media refers to the material actively being used in the filtration process. A standard 12 filter system is one containing two columns, and three rows of double stacked filters. 7 American Society of Heating, Refrigeration & Air Conditioning Engineers 6 9 TeamPAC Phase 3 3/6/2016 determined to be 7.5”Φ or 6”x8” rectangular equivalent8. To help evenly distribute airflow, the inlet to the dirty air side and outlet from the clean air side, were placed centered on top of the box. Calculations are listed in Appendix B, Figure19. The “Test Box” was constructed using plexi-glass. Constructing the box using plexi-glass allows us to view the cleaning of the filter and get a visual of how the cleaning system actually functions. The plexi-glass has flexure strength of 1200 PSI and the “Test Box” must only withstand 120 PSI, therefore the plexi-glass is more than sufficient for this given application. Additional dimensions and specifications including the length of the dirty air side, length of the clean air side, thickness of the plexi-glass and number, location, and distribution of screws required to hold the box together were provided by PAC®. The filter brace was added with the intent of restraining the filter without effecting flow. We suspended the filter brace on the open side of the filter using four threaded rods; one in each corner, which were tightened using hex bolts until the filter was air tight on both ends. The other ends of the threaded rods were tightened on the clean air side of the tube sheet, securing the Venturi in place. The only governing variable controlling the dimensions of the brace was that it had to fit in the box. Based on this variable, the dimensions were determined to be Clean Air Outlet 12.38”x12.26”. With the “Test Box” dimensions complete, the dimensions for the compressed air source inlet were determined. This inlet was asked to accommodate two different source pipe diameters (1” and 1.5”). Torit® Venturi 1.5” Flange Pressure Transducers Figure 5: Fabricated “Test Box”. The connection between the source and “Test Box” was also required to be a slip fit, accommodating for the variation of source length. This was accomplished by making the 8 The inlet and outlet dimensions were determined using an ASHRAE approved ductulator. 10 TeamPAC Phase 3 3/6/2016 source inlet 1.5” and placing a slip fit flange capable of being bolted to the “Test Box” on each source pipe. For detailed drawings of the “Test Box” refer to Appendix D, Figure 21. Venturi Design The problem of designing a Venturi for the pulse jet cleaning system needed to be redefined in terms of fluid dynamics. From the customer’s perspective, we were asked to define a successful Venturi that is capable of cleaning the filters while using minimal amounts of the in-house compressed air9. In Laymen’s terms, the customer wanted the “biggest bang for their buck.” To put this into fluid terms, we needed to define the most effective cleaning cycle. In order to do this, we made use of our industry veteran, Bob Betances, who gave us one highly applicable paper10 published on the topic of Venturis that described their uses in Pulse Jet Cleaning Systems. From this paper, we were able to define an effective pulse jet cleaning cycle with the highest possible exit velocity11. This effectively gave us adequate grounds to redefine a successful Venturi as one that is capable of achieving the highest exit velocity possible; given specific flow conditions. The problem was further simplified after speaking with a University of Delaware professor, Andras Szeri, who specializes in areas of fluid dynamics. After several conversations, we were reminded that we could calculate the ideal ratio of throat diameter to exit diameter using the input and output pressures of the Venturi. Furthermore, by Figure 6: Theoretical pressure ratio relationships of converging diverging nozzles. (White, 628; figure 9.11) 9 Minimizing compressed air usage lowers cost which was found to be the top concern of customers. Filtration & Separation, K Morris, C. J. Cursley & R. W. Allen; Presented June 1990 at the 5th World Filtration Congress, Nice. France 11 Exit Velocity is defined as the speed at which a fluid leaves an opening (in this case the Venturi). More commonly, a volumetric flow rate or mass flow rate is used to better describe a flow. 10 11 TeamPAC Phase 3 3/6/2016 designing a Venturi that has a slightly higher exit pressure than expected, we could create flow expansion within the filter, by increasing the cleaning efficiency through potential vibration of the filter medium. To accurately estimate the input and output pressures, the operating conditions of the filter were defined before cleaning. We noted that a pressure difference of 4” of water between the clean and dirty airsides initiated the cleaning cycle on most of the competitor’s systems. The assigned electronically controlled industrial filtration systems have an expected output pressure of 4” of water below atmospheric12 or 100.33 kPa (absolute)13. The input pressure was approximately equal to the back pressure within the compressed air tank, 90 PSI (gauge) or 721.88 kPa (absolute)14. This assumption was made using the theory that the total energy of the air exiting the source pipe should equal that of the air entering the Venturi (zero losses). Furthermore, the use of a substantially large compressed air reservoir allowed a near constant 90 PSI source exit pressure to be accurately assumed. Knowing these pressures, a mach number was calculated using an exit pressure 2.9 PSI or 20 kPa above the expected ideal exit pressure (mentioned earlier as 14.55 PSI or 100.33 kPa), which compensated for a small exit flow expansion. According to Compressible Flow Theory15, the result will produce a series of complex super-sonic waves, releasing excess energy until the Venturi exit pressure matches the back pressure16 within the filter. Ideally, the energy of these waves will produce additional movement of the filter medium, aiding in the dust removal process. With the pressure ratio (Po/P) determined as approximately 6 to 1, we found that an estimated exit mach number of 1.83 was associated with our given design using the following formula17 (Eq. 2): Po 2 / 7 2 Ma 5 1 P With the Mach number calculated, the ratio between the throat area (At) and the exit area (A) was estimated using the following, solved for A/At18 (Eq. 3): Ma 1 1.2 12 A 1 At This assumes the pressure within the clean air plenum to be approximately equal to 1 atmosphere This calculation assumes a standard conversion factor of 2.490E2 kPa per 1” Water, and 1 atmosphere equal to 101.33 kPa (http://www.members.optusnet.com.au/ncrick/converters/pressure.html). 14 This calculation assumes a standard conversion factor of 6.895 kPa per 1 PSI, and 1 atmosphere equal to 101.33 kPa (http//www.vikingpump.com/documents/Metrics_and_US_Conversion_Formulas.pdf). 15 Compressible Flow Theory specifically referring to frictionless, isothermal, compressible flow through converging-diverging nozzle. 16 Fluid Mechanics, Fifth Edition. Frank M. White, page 630. 17 White, 610; formula 9.35 18 White, 616; formula 9.48c (Assuming a ratio between 1.0 and 2.9) 13 12 TeamPAC Phase 3 3/6/2016 This resulted in a ratio of approximately 1.47, which then gave us the throat diameter equal to approximately 7.492 inches assuming that the exit diameter was equal to one half-inch below the inner diameter of the filter, or 9 inches 19. Once the throat and exit diameters were chosen, the inlet diameter was chosen to be a half-inch larger than the exit diameter, or 9.5 inches20. With the one-dimensional analysis complete and knowledge of effective Venturi shapes from our previous research21, we proceeded to design the overall Venturi shape. We chose lengths based on general input from our industry expert regarding angles of convergence and divergence. The theoretical design, shown in Figure 7, shows the ideal Venturi shape. The actual prototype, shown in Appendix H Figure 22 was produced using five pieces of rolled sheet metal welded into the basic shape of the Venturi. This basic shape was then machined to better fit the ideal design of the Venturi. Figure 7: Theoretical Venturi Design Venturi Validation Considering the design specifications of the Venturi prototype, the major design validation test must included one, which proves that the Venturi promotes aspiration of near stagnant air within the clean air plenum, and proof that the exit velocity of the actual pulse matches the estimated exit velocity. To accomplish this task the theoretical exit velocity of the pulse was estimated using the Mach number associated with the Venturi, and the speed of sound in air; assuming a fixed temperature and pressure22. To calculate the speed of sound in air, given these conditions, and a known specific-heat ratio (k) and density (given as 1.40 and 1.20 kg/m3 respectively, we can use the formula below to calculate the speed of sound (a) assuming air to be a perfect gas (Eq. 4): 19 This one half inch allows for small errors to be made in the alignment of the filter while still creating desirable flow conditions. 20 The inlet diameter was chosen noting that a larger inlet diameter creates more potential for aspirated air during the pulsing process, leading to a larger cleaning burst. 21 Filtration & Separation, K Morris, C. J. Cursley & R. W. Allen 22 Temperature and Pressure shall be defined as 20oC and 101.33 kPa (68oF and 1 atm) 13 TeamPAC Phase 3 3/6/2016 a kp From this formula, the speed of sound at the given conditions was approximated to be 343.83 m/s or about 1128.05 ft/s. With that said, and a distance between sensors of less than a foot (approximately 10 inches), a duration between samples of approximately 0.7 milliseconds, or approximately 1500 samples per second were required to accurately estimate velocity based on a correlation between pressures in the given sensors. Given our estimated exit Mach of 1.83, we expected an exit velocity equal to approximately 2064.33 ft/s. At this speed, the required sample rate increased to approximately 2500 samples per second to calculate an average velocity based on pressure readings. It should further be noted that the above sample rates assumed minimal data acquisition. This means that each sensor was expected to acquire one to two points of data as the pressure wave passed. With the specified data application requiring the estimation of accurate peak pressures, an absolute minimum of three to four data points per sensor was required. This increased the sample rate to approximately 10,000 samples per second. Sensor Selection Sensor specifications were implicitly defined to include the ability to sample an estimated peak pulse differential of approximately 2.90 PSI (20 kPa) with a response time of 0.1 milliseconds. Upon browsing various catalogues and categories of sensors, it became clear that pressure accuracy was not possible with a low response time sensor. Higher response time came in relation to higher peak pressures. Fundamentally, this should not have posed a problem; however the minimum error associated with these pressure transducers was 1%. With 10,000 Hz (0.1 millisecond response time) sensors, the minimum available peak pressure was 250 PSI. This gave the sensor an error of less than or equal to 2.5 PSI. For our purposes, the 10,000 Hz sensors would give us accurate velocity reading if we compared the time difference associated with the initial pressure change readings23. While this would give us potentially accurate average pulse speed-readings, the error associated with the pressure reading would be as high as 86% of the expected peak pulse reading. We found this result to be an inexcusable error. A more plausible solution was introduced by our partners at Precision Air Convey based on the assumption that lower response time sensors could still record single peak pressures. For this reason, it was decided that the sensor selection should be based on the overall maximum pressure rating. With this assumption, sensors with a maximum pressure reading of 5 PSI were chosen. The resultant error when compared to our expected peak pressure reduced to 1.72% (noting that these sensors also demonstrate a 1% error of their maximum pressure rating). For the 5-PSI sensors, 200 Hz (5 millisecond response-time) was the highest frequency response available. 23 Initial pressure change readings are defined as the first above zero pressure reading as recorded by the data acquisition card. 14 TeamPAC Phase 3 3/6/2016 With the lower frequency response sensors, an accurate multiple point pressure versus time curve became impossible; however, according to supplier input, the sensors were capable of producing a single data point at the peak pulse pressure. With high-speed data acquisition software, the peak pulse pressure was assigned to a set system time24. By calculating the difference between system times for each transducer reading and measuring the lengths between transducers, an average velocity can be calculated using the fundamental definition of average velocity (Eq. 5): V L t Data Acquisition Box Selection We were required to accurately sample data with a minimum input duration of 0.1 milliseconds, and a data acquisition card capable of a minimum of 10,000 samples per second. Due to the generosity of a university professor, J. Q. Sun, our group was given access to an E-series PCI Data Acquisition Board25. This board was specifically designed for high speed data acquisition of both digital and analogue signals. The board is capable of acquiring signals as fast as 250,000 samples per second26 on each of the multi-channel inputs. With this data acquisition setup, professor Sun also made an up-to-date version of LabView software available to the team. With this software, we could effectively interface with the National Instruments DAQ Board, in addition to collecting and analyzing data. Test Plan To accomplish our goals, we have implemented three sensors into the “Test Box.” Our hope, through extensive testing, was to gain a detailed understanding of the correlation between pressure and time, both at one single point in the filter, and over the entire filter length. Our testing will include variations in source length, source diameter, and pulse duration. The goal was to find an ideal source length, source diameter, and pulse duration for our Venturi prototype, and compare our competitor’s prototype. Figure 8: Static Pressure sensor layout 24 Note that standard set system time is fundamentally a millisecond timer assigning January 1 st, 1922 as time 0. 25 Specifically labeled PCI-MIO-16E-4 DAQ board, now known as the NI PCI-6040E DAQ board 26 National Instruments product specifications; http://sine.ni.com/apps/we/nioc.vp?cid=10795&lang=US 15 TeamPAC Phase 3 3/6/2016 We then compared these ideals with the hope of showing the overall superiority of our design. Further, as a control in our experimentation, we then tested the system with no Venturi implemented. With this test, we proved that a Venturi is a necessary part of the Pulse Jet Cleaning System. Through multiple iterations, we showed that our data is valid through an overall repeatability of the various pressure readings. Test Expectations We were able to define an angle of propagation for the compressed air pulse using several methods made viable through research27 (Figure 9). . Figure 9: Linear propagation diagram with variable definitions Defining the angle of propagation gave us the ability to define algebraically. This was done using basic trigonometry associating the exit diameter of the source (d), the entrance diameter of the venturi (D), and the source length (L) (Eq. 6): Dd 2L tan 1 With this equation, (and various measurements from a Torit® dust collector28), we were able to calculate the angle of propagation that is associated with the standard operation29 to be equal to approximately 13.4o. Using this angle, the entrance diameter of the PAC® prototype, and solving equation XX for L, we estimated the ideal source length of the PAC® venturi to be approximately 17.84”. (Eq. 7) 27 Major assumptions include linear fluid expansion, and negligible boundary conditions associated with the clean air plenum. 28 Measurements from Torit® dust collector include a source length (L) equal to 14”, source diameter (d) equal to 1”, and a venturi diameter equal to 7.67”. 29 Standard operation is defined as operation under industrial conditions, including both constant air flow, and material clogging. 16 TeamPAC Phase 3 3/6/2016 L Dd 2 tan( ) Test Results For testing, we programmed in LabView with the idea of acquiring data from the three pressure sensors simultaneously30 using an inlaid sub-VI in the LabView code. When the VI was unable to collect the desired data, we attempted writing our own sequential acquisition code, which slowed down the sampling rate. In order to assign a time to each data point, we used a ‘start/stop’ system and logged the system time at the beginning and end of each test. By doing this, we assumed that the time between samples would be equal. This meant t could be calculated with a time assigned to each data point. While early tests proved promising, further work showed large discrepancies in average speed calculations. In a second iteration, we used the method of system times assigned to each data point to compensate for the inaccuracy. This method proved to be too complex for the processor to handle at high speeds and yielded fewer than 200 samples per second. Multiple sensor data collection, high speed, and single sensor acquisition became our only viable option. Although, this option proved to be effective in peak pulse pressure and pulse duration measurements, it made calculating average speed impossible (Due to variations in each location and peak pressures in each individual pulse). In preliminary single sensor testing, peak pressures occurred at the third pressure transducer, rather than the first. The single sensor testing contradicted our initial assumption associated with a pressure drop over the length of the filter. By speaking with an expert in the field of industrial filtration, we learned that a pressure rise over the first several feet of a filter wall is a common outcome, and can be attributed to both the exit angle and diameter of the venturi. We began further testing to further validate this phenomenon, which we labeled shadowing. Shadowing is a restriction of the expansion of a flow caused by the exit angle and diameter of the venturi. This then creates a low-pressure area (with respect to the static pulse pressure) in the shadowed area (Figure 10). 30 Note that simultaneous data acquisition is impossible with a single processor, however for our purposes high speed sequential (1, 2, 3, 1, 2, 3…) data acquisition can be considered simultaneous. 17 TeamPAC Phase 3 3/6/2016 Low pressure ‘shadow’ Figure 10: Shadowing diagram The effects of shadowing along with finding a correlation between the pressure drop and the filter length became impossible to do with our single filter “Test Box.” Peak pressures at each source length were found to be both measurable and repeatable using a constant source pressure. A rise in pressure was found as the source pipe reached the back wall of the clean air plenum when we tested the Torit® venturi however, no specific peak was found. A simple sleeve, when proposed and constructed increased the length and volume of the clean air plenum (note length and volume change). In doing so a uniform increase in pressure was noted at the two overlapping source lengths 31. This showed initial signs of a positive correlation between the volume of the clean air plenum and the peak static wall pressure. The new sleeve also produced enough additional source length to find a peak when plotting the static pressure versus the source length. 31 Overlapping source lengths are defined as pressure readings taken at the same measured source length with and without the sleeve implemented. 18 TeamPAC Phase 3 3/6/2016 Static Wall Pressure (PSI) 0.4 0.35 0.3 0.25 0.2 0.15 0.1 0.05 0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 30.5 Source Length (inches) Extended Plenum Original Plenum Figure 11: Torit® venturi Pressure versus Source Length Static Wall Pressure (PSI) For comparison, we took the difference in the static pressure readings of the two overlapping source lengths, and by averaging them we were able to define a scaling factor. When subtracted from all data taken with the extension sleeve, the scaling factor created a uniform data set from the two setups. 0.3 0.25 0.2 0.15 0.1 0.05 0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 30.5 Source Length (inches from venturi opening) Torit® Venturi Figure 12: Scaled Torit® venturi Pressure versus Source Length 19 TeamPAC Phase 3 3/6/2016 After scaling the data collected from the Torit® venturi, we found a visible peak at 29”. This, when applied to equation 6, gave us an angle of expansion of only 6.56o, less than half our expected angle of 13.4o. To explain this low angle of expansion, we considered the differences between our tests and realistic operational conditions32. Of those discussed, the most plausible, and only realistic difference causing the disparity was that we were testing on a dead box33. Further research on theoretical fluid flows proved promising as the decrease in expansion occurred with a decrease in counter flow. With the new theoretical angle of expansion defined as 6.56o, a simple calculation was made using this angle in equation 7 to calculate the theoretical source length for the PAC® venturi, which we found to equal 36.96”. Immediately we realized that this source length, even with a larger expansion sleeve would be impossible to reach given the special restrictions of our testing area. Realizing this limitation, we continued testing with the hope of seeing a rise in the peak pressures as we neared our maximum possible source length with the PAC® prototype. Immediately, we began testing the PAC® prototype with the hopes of finding a rise in the peak pressure as the source length neared our new theoretical value. As testing progressed, we saw no such increase in peak static wall pressures, which lead us to no reasonable conclusions about the PAC® prototype, except that at low source lengths, it was grossly outperformed by the Torit® venturi. (Figure 13) Static Wall Pressure (PSI) 0.3 0.25 0.2 0.15 0.1 0.05 0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 30.5 Source Length (inches from venturi opening) PAC® Venturi Prototype Figure 13: Scaled PAC® venturi Pressure versus Source Length Realistically, this result is understandable as the maximum source length that we were capable of testing was only 27”, which is nearly 10” away from our theoretical optimized length. 32 33 Assuming Torit®’s optimization testing was done under standard operating conditions Dead Box is defined as the “Test Box” with zero flow when the cleaning cycle is not initiated. 20 TeamPAC Phase 3 3/6/2016 Static Wall Pressure (PSI) Our final filter testing included optimizing the pulse-jet system using no venturi. While our theoretical equation can be applied to the no-venturi-case, a much larger margin of error is associated between the theoretical and the actual value. The main argument behind this is that with no venturi, the filter entrance is a far more abrupt transition leading to complex flow conditions. The theoretical value was calculated to be 34.78” which, like the Torit® venturi, proved to be impossible to measure with our testing apparatus. The small difference between the maximum source length tested and the theoretical source length is small enough to see a general rising trend. The major discrepancy is that no general rising trend is seen. This leads us to conclude that with no venturi, no predictable peak will occur. 0.3 0.25 0.2 0.15 0.1 0.05 0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 30.5 Source Length (inches from venturi opening) Source Pipe Only Figure 14: Scaled No venturi Pressure versus Source Length When comparing the optimum source length plots, an apparent difference is seen between the peak of the Torit® venturi and the peaks from the other two test conditions (Figure 15). 21 Static Wall Pressure (PSI) TeamPAC Phase 3 3/6/2016 0.3 0.25 0.2 0.15 0.1 0.05 0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 30.5 Source Length (inches from venturi opening) Torit® Venturi PAC® Venturi Prototype Source Pipe Only Figure 15: Scaled Comparison of Pressure versus Source Length The difference between the two highest peaks, when calculated, only shows a 3% difference. This seemingly minute difference leads to a 278 lbs increase in cleaning force34 when applied to the entire filter area35. This 278 lbs increase comes at no apparent expense, as it is achieved solely be implementing the venturi and without any increase in the use of compressed air. To find where this additional cleaning force came from, we tested the pressure drop within the clean air plenum during the cleaning process. Our intent was to find a negative correlation between the increase in static wall pressure, and a decrease in the pressure between the clean air plenum. The thought process behind these tests was centered on the idea that, the more negative the pressure within the clean air plenum, the more air is aspirated into the filter during cleaning (increasing the volume of the cleaning pulse). Due to time constraints, it became impossible to test all three systems with and without the extension sleeve. To minimize potential error associated with leaking due to the additional seems of the extension sleeve, we tested only with the original “Test Box.” Immediately, an inverted bell curve was noted while plotting the raw pressure data versus time. Further testing showed a good correlation between data points, allowing us to accurately compare the pressure drops at different source lengths. After collecting data for each cleaning system36, setup a comparison plot similar to figure 15 above (Fig 16). 34 Cleaning force is defined as the force perpendicular to the filter median which is thought to be responsible for much of the cleaning process. 35 Filter area is set at (FILTER SPECS!) 36 Cleaning Systems are simply defined as specific venturi’s (i.e. PAC® venturi prototype or the Torit® venturi) or the use of a source pipe alone. 22 TeamPAC Phase 3 3/6/2016 0 -0.05 1 3 5 7 9 11 13 15 17 19 21 23 25 27 Static Pressure (PSI) -0.1 -0.15 -0.2 -0.25 -0.3 -0.35 -0.4 -0.45 -0.5 Source Length (inches from venturi opening) Torit® Venturi PAC® Venturi Prototype Source Pipe Only Figure 16: Comparison of Pressure versus Source Length in Clean Air Plenum From this data, we see some correlation between the rising static wall pressures in and the decreasing pressure within the clean air plenum, but even more so, we see a distinct rise in the level of aspirated air37 as we increased the source length. This increase, with further testing, and an increased clean air plenum may further explain and validate the use of a venturi in the process of pulse-jet cleaning. One major discrepancy between this data (Figure 16) and the static wall pressure data (Figure 15) is the lower clean air pressure readings produced when testing the PAC® prototype in comparison to the source pipe alone. This difference does not correlate to the higher static wall pressures measured with the source pipe alone (when compared to the PAC® prototype). This discrepancy, which contradicts the negative correlation between static wall pressures within the filter and static pressures within the clean air plenum, cannot be confidently explained without further testing. This being said, when looking at the pressure data collected from the clean air plenum, it appears that both venturis out perform a source pipe alone38. Conclusions from Test Results Based on the static pressure data collected in the extensive testing of the various cleaning systems, we found that the Torit® venturi outperformed both the PAC® venturi prototype, and the source pipe alone. It must be noted that these test results are based on testing done on a range of source lengths from 0.0” to 30.5”. The Torit® venturi showed a 37 We assume a more negative pressure reading within the clean air plenum to directly correspond to a larger volume of aspirated air (this assumption is based on idea gas behavior). 38 This assumes the idea that a larger volume pulse will clean more effectively than a pulse with less volume. 23 TeamPAC Phase 3 3/6/2016 notable advantage of approximately 3% when compared to the maximum reading from the competition, which subsequently corresponds to a 278 lbs increase in cleaning force. Future Testing & Path Forward Due to our initial success in designing and testing aspects of the pulse-jet cleaning system, our sponsor has offered to support our team for the duration of the spring semester. The goals for the spring have been defined as, but are not limited to: 1. Repeating testing under standard operating conditions. 2. Determining the relationship between the volume of the clean air plenum and the magnitude of static wall pressure. 3. Further defining the parameters required to achieve maximum static wall pressures. 4. Determining the cleaning effects of various pulse durations over the length of to filters in series. 5. Defining the effects of different filter media areas on the cleaning process. 6. Correlating the pressure loss in the compressed air tank to the pulse duration. 7. Repeating testing on dirty filters to verify assumptions on increased cleaning efficiency. Repeating testing under standard operating conditions will be done using the full sized prototype produced by PAC® (Figure 17). With this prototype, we will be able to test the pulse-jet cleaning system during live operation. These tests will allow us to verify our linear propagation assumptions, and further increase our understanding of the process of pulse-jet cleaning. Figure 17: Front and back views of the PAC® full prototype 24 TeamPAC Phase 3 3/6/2016 Determining the relationship between the volume of the clean air plenum and the magnitude of static wall pressure will allow PAC® to decide on an efficient size of the clean air plenum. This will potentially allow PAC® to produce dust collectors using minimal material, while achieving maximum cleaning potential. To do this, we will need to design an adjustable sleeve for the existing “Test Box” that will allow us to test multiple volumes of the clean air plenum. Further defining the parameters required to achieve maximum static wall pressures was defined as a want based on our finding during senior design. Through testing, we actually discovered that changing aspects of the “Test Box” gave us more desirable cleaning results. If this holds true next semester, future testing should increase our familiarity with the system, increasing our understanding, and thereby increasing our ability to define parameters that achieve higher static wall pressures. Determining the cleaning effects of various pulse durations over the length of to filters in series will hopefully give us the pressure drop over filter length correlation we hoped to achieve during senior design. By adding an additional filter, we will hopefully be able to find exactly where the effect of shadowing ends and the pressure drop begins. This will allow us to define the overall cleaning efficiency over the entire filter, rather than focusing on one portion. Defining the effects of different filter media areas on the cleaning process is something that we initially ignored based on our sponsors cost restraints, and initial assumptions on filter performance. Further research has shown that changing the type of filter material may increase the performance of the cleaning system as different dust particles cling to different surfaces in previously unforeseen ways. The idea behind this testing is that by choosing a filter media specifically for paper dust, PAC® will easily increase their overall cleaning performance. Correlating the pressure loss in the compressed air tank to the pulse duration is a calculation that can be calculated in almost any introductory thermodynamics course making many assumptions on the behavior of the gas being used. We hope to correlate this calculation to actual data so that PAC® can more accurately choose a compressed air holding tank for the pulse-jet cleaning process. Repeating testing on dirty filters to verify assumptions on increased cleaning efficiency is by far the most important of our future goals. While initially, dirty filter testing was postponed based on problems with repeatability of filter clogging, and the messy overall process, we hope to finally validate the assumptions made correlating ideal cleaning conditions39 to actual filter cleaning. By proving our assumptions correct, the project will finally come full circle, demonstrating its obvious application to industrial filtration. 39 Ideal cleaning conditions as defined during senior design include: High exit mach, high static wall pressure, and high volume of aspirated air. 25 TeamPAC Phase 3 3/6/2016 Appendix A Figure 18: MAC® dust collector and highlighted “Test Box” dimensioning 26 TeamPAC Phase 3 3/6/2016 Appendix B Figure 19: “Text Box” calculations 27 TeamPAC Phase 3 3/6/2016 Appendix C Figure 20: “Text Box” calculations 28 TeamPAC Phase 3 3/6/2016 Appendix D Figure 21: Test Box Dimensions 29 TeamPAC Phase 3 3/6/2016 Appendix E Figure 22: Test Box Sleeve Dimensions 30 TeamPAC Phase 3 3/6/2016 AppendixF Figure 23: Test Box Set-UP 31 TeamPAC Phase 3 3/6/2016 Appendix G Figure 24: Sensor Wiring Layout 32 TeamPAC Phase 3 3/6/2016 Appendix H Figure 25: Venturi Prototype Figure 26: DAQ Box 33 TeamPAC Phase 3 3/6/2016 Appendix I Figure 27: Compressed air tank and Goyen valve setup 34 TeamPAC Phase 3 3/6/2016 Appendix J Figure 28: UDesign customer wants Figure 29: UDesign ordered wants Figure 30: UDesign top 10 wants and descriptions 35 TeamPAC Phase 3 3/6/2016 Appendix K Figure 31: UDesign comparing, scaling and scoring benchmarks and metrics Figure 32: UDesign ordered metrics 36 TeamPAC Phase 3 3/6/2016 Appendix L Figure 33: UDesign ranking of initial concepts 37 TeamPAC Phase 3 3/6/2016 Appendix M Figure 34: This is an example of Torit®’s model venturi attached to one of their cartridge filters. Figure 35: The above graph illustrates the pressure versus time tests conducted by Torit® with their venturi implemented in the pulse-jet cleaning system. Figure 36: The above illustrates a basic overview of our main competitor’s industrial dust collector. Shown in the cutaway is an illustration of their filter support system. This is an aspect of our system that we are yet to fully design. 38 TeamPAC Phase 3 3/6/2016 Appendix N Figure 37: The cleaning system on the DUST-HOG® SUPRA-BLAST. Figure 38: The DUST-HOG® quick change filter door. 39 TeamPAC Phase 3 3/6/2016 Appendix O Figure 39: The above illustration shows both normal, and cleaning cycle operation as shown in the Torit® product catalogue. 40 TeamPAC Phase 3 3/6/2016 Equation Index Equation 1 ..........................................................................................................9 Equation 2 ........................................................................................................12 Equation 3 ........................................................................................................12 Equation 4 ........................................................................................................14 Equation 5 ........................................................................................................15 Equation 6 ........................................................................................................16 Equation 7 ........................................................................................................17 41 TeamPAC Phase 3 3/6/2016 Figure Index Figure 1 ..............................................................................................................3 Figure 2 ..............................................................................................................4 Figure 3 ..............................................................................................................7 Figure 4 ..............................................................................................................8 Figure 5 ............................................................................................................10 Figure 6 ............................................................................................................11 Figure 7 ............................................................................................................13 Figure 8 ............................................................................................................15 Figure 9 ............................................................................................................16 Figure 10 ..........................................................................................................18 Figure 11 ..........................................................................................................19 Figure 12 ..........................................................................................................19 Figure 13 ..........................................................................................................20 Figure 14 ..........................................................................................................21 Figure 15 ..........................................................................................................22 Figure 16 ..........................................................................................................23 Figure 17 ..........................................................................................................24 Figure 18 ..........................................................................................................26 Figure 19 ..........................................................................................................27 Figure 20 ..........................................................................................................28 Figure 21 ..........................................................................................................29 Figure 22 ..........................................................................................................30 Figure 23 ..........................................................................................................31 Figure 24 ..........................................................................................................32 Figure 25 ..........................................................................................................33 Figure 26 ..........................................................................................................33 Figure 27 ..........................................................................................................34 Figure 28 ..........................................................................................................35 Figure 29 ..........................................................................................................35 Figure 30 ..........................................................................................................35 Figure 31 ..........................................................................................................36 Figure 32 ..........................................................................................................36 Figure 33 ..........................................................................................................37 Figure 34 ..........................................................................................................38 Figure 35 ..........................................................................................................38 Figure 36 ..........................................................................................................38 Figure 37 ..........................................................................................................39 Figure 38 ..........................................................................................................39 Figure 39 ..........................................................................................................40 42 TeamPAC Phase 3 3/6/2016 Special Thanks The Precision Air Convey Corporation Senior Design team would like to especially thank Professors Cloud, Glancey, Keefe, Schwartz, Sun, Szeri, and Wilkins for their help during senior design, and their never-ending patience with our team. In addition, we would like to thank Bob, Dennis, Kevin, Tom, Eric, Andy, and everyone else we may have forgotten at PAC® for their help, guidance, and input over the course of this project. 43