Quality Loss Function considering dependant variables
advertisement

Quality Loss Function considering dependant variables for tolerance design
QUALITY LOSS FUNCTION CONSIDERING DEPENDANT
VARIABLES FOR TOLERANCE DESIGN
Daniel Brissaud1, Miha Junkar2, George Drăgoi3, Costel Emil Cotet3
1
Institut National Polytechnic of Grenoble, France
2
University of Ljubljana, Slovenia
3
University POLITEHNICA of Bucharest
Abstract – The paper addresses the issue of the
achievement of the quality by robust tolerance
allocation at the minimum cost. The basic idea is
that product functions are combinations of part
characteristics and the client view is a function of
the overall product (not of the part
characteristics in isolation). The complex
interactions between tolerances force to
individually analyze the relationships between
functional requirements and tolerances.
Key words – tolerance design, quality, product
life cycle
1. Introduction
Driven by the need to compete on cost and
performance, companies increasingly focus on
optimizing product designs. The earliest design
phases of product and process developments have
the greatest impact on product life cycle cost and
quality. Therefore, significant cost savings and
improvements in product and process quality can be
achieved by globally optimizing product and process
designs at the early stage of an engineering
development. In this framework, design of
dimensional tolerances can be considered as a
significant impact or and consequently is on focus in
research and within companies. During the design
phase, designer must allocate tolerance. It is the
inverse problem of tolerance analysis, where the
tolerance for each feature is determined when the
functional product dimension, its tolerance, and the
nominal dimension of the features involved in the
functionality, are given (Equation 1). Typically,
tolerance allocation is based on the experience of
designers, and the resulting tolerances usually do not
ensure the minimum production costs.
y = f(X1, X2,…, Xn)
(1)
where y is the functional dimension (ty the
functional tolerance given) and Xi the nominal
dimension for feature i (ti the tolerance on dimension
i unknown). Tolerance allocation considers
simultaneously manufacturability, cost and quality at
the product design stage. Generally, tighter
tolerances drive higher manufacturing costs while
looser tolerances do not always mean low costs.
Literature had many focus on this problem.
Statistical approaches leads to better results than
worst-case approach. ‘(Taguchi (1986)’, defined a
loss function to deals with this problem. The paper
addresses the issue of the achievement of the quality
by robust tolerance allocation at the minimum cost.
The basic idea is that product functions are
combinations of part characteristics and the client
view is a function of the overall product (not of the
part characteristics in isolation). The complex
interactions between tolerances force to individually
analyze the relationships between functional
requirements and tolerances. A systematic procedure
should define the permissible dimensional and
geometrical deviations, and expert knowledge and
experience in tolerancing should help. The paper
features the following contributions. First, QLF
(Quality Loss Function) is defined in the
multidimensional case taking into consideration
dependent variables. Secondly, the QLF is
decomposed into a sum of variances and cross
products of the deviations from the arithmetical
averages, which are obtained at each target feature
for each constitutive part. Data modelling is based
on now well-known mechanisms. Part models are
appropriated to the type of tolerance. The
manufacturing results are simulated stochastically on
the basis of deviations of the machine-tools, coming
from basic standards. Thirdly, results enable to
extract capable processes and to select among
alternatives. A comparison of the part tolerance
zones to resulting calculated deviations from the
process chain provides first criteria for acceptance or
rejection of the matching part tolerance - process.
Alternative processes can be compared by an
integrated estimation of the manufacturing effort.
And fourthly, the proposed system is basically used
to connect tolerancing modules to the functional,
manufacturing, inspection or utilization requirements.
The paper is organized in 4 sections following this
introduction. Section 2 gives the main features on
tolerancing and quality loss function initially defined
by Taguchi. Section 3 introduces the formulation of
The Romanian Review Precision Mechanics, Optics & Mecatronics, 2008 (18), No. 34
159
Quality Loss Function considering dependant variables for tolerance design
the tolerancing issue with dependent variables and
section 4 compares results obtained by this
formulation to other results on the Fortini’s example.
Conclusions are drawn in section 5 towards further work.
function. The product with smaller loss has the
better quality figure 2.
2. Tolerancing and QLF
Quality Loss Function
Taguchi defines quality as « the quality of the
product is the minimum loss imparted by the product
to the society from the time product is shipped »
‘(Byrne and Taguchi 1986)’. This economic loss is
associated with losses due to rework, waste of
resources during manufacturing, warranty cost,
customer complaints and dissatisfaction, time and
money spent by customers on failing products, and
eventual loss of market share. The principle is very
simple. When a performance is targeted, a variation
from this target means a loss of quality of the
system. Quality simply means no variability or only
a very little variation on target performances ‘(Di
Lorenzo 1990)’ when a quality characteristic
deviates from the target value, it causes a loss.
Taguchi proposed to formalize the loss by a quality
loss function (equation 2).
(2)
2
2
L k[ ( y t ) ]
where k=C/2 ; (C=cost, ∆ = standard deviation).
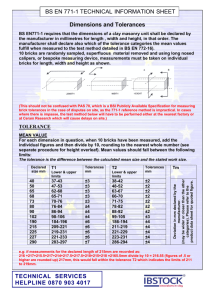
Figure 1 illustrates the Taguchi quality loss function
and how it relates to the specifications limits. LCT
(figure 1) represents lower consumer tolerance and
UCT (figure 1) represents upper consumer tolerance.
This is a customer-driven design rather than an
engineer’s specification. Experts often define the
consumer tolerance as the performance level where
50% of the consumers are dissatisfied. Your
organization's particular circumstance will shape
how you define consumer tolerance for a product.
Figure 1 The quadratic loss function.
The equation for the target-is-best loss function uses
both the average and the variance for selecting the
best design. The equation for average loss is
presented in equation (2). What if both average and
variance are different? Calculating the average loss
assumes you agree with the concept of the loss
160
Figure 2 QLF and how it relates to the specification
limits
If curve B is far to the right, then curve A would be
the better. If curve B is centred on the target, then
curve B would be better. Somewhere in between,
both have the same loss. The concept of the quality
loss function (QLF), figure 1 and figure 2, uses the
principle of the electrical engineering signal/noise
ratio used to maximize the ratio of useful energy to
wasted energy. In the production process there exists
certain variability. We try to have no difference
between the actual process means and the nominal
values, and the smallest variances when the number
of items is relatively big, i.e. a robust design. The
ideal function of a design represents the theoretically
perfect relationship between the expected
performance of the product and the performance that
can be achieved. Unfortunately, many sources of
variations increase the discrepancy between those
two values. The quality loss function is the function
characterizing this discrepancy and based on a
formulation of the loss for the client due to the non
perfect realization of the product. The best design
should minimize this function. This minimization
function is constrained by the cost of the
manufacturing processes to be operated to achieve
the tolerance; deviations must be compatible with
the requested quality. In the absence of constraints,
minimizing the Taguchi quality loss function would
result in tolerance values equal to zero, which is not
technological feasible. The tolerance allocation
problem involves optimizing the manufacturing cost
in addition to the quality cost subject to a tolerance
stack up and other constraints.
Previous studies
A lot of work has been already done in the field.
Zhang and Huq (1993) made a review on tolerance
design, after Chase (1991) focused on tolerance
analysis on design. Krishnaswani & Mayne (1994)
The Romanian Review Precision Mechanics, Optics & Mecatronics, 2008 (18), No. 34
Quality Loss Function considering dependant variables for tolerance design
proposed to optimize tolerance allocation based on
manufacturing and quality costs. Kusiak addressed
the issue of the achievement of quality by robust
tolerance design in several papers. It extended the
Taguchi QLF to multi-dimensional chains and
considered discrete tolerances rather than
continuous. He proposed the stochastic integer
programming to modelize the relationship between
manufacturing cost, manufacturing yield and
discrete tolerances. He also proposed to use the
design of experiments approach to minimize
sensitivity of tolerances to manufacturing process
variations (Feng & Kusiak 2000). The assumptions
needed to be made in his approach are:
The
process
independence
law.
The
manufacturing processes used to generate each
tolerance are independent.
The normal distribution law. The processes used
to generate each tolerance follow the normal
(Gaussian) distribution for a huge number of
identical items. This assumption is only due to the
mathematical techniques and does not come from the
physics of the production even if it is generally true.
The value of the standard deviation Δ of each
process can be known previously the tolerance
allocation made.
Choi, Park and Salisbury (2000) developed a model
for the allocation of statistical tolerances to part
features to minimize the sum of machining cost and
quality loss under alternate processes with different
cost models. Assumption is made that the loss is an
incremental cost from the centre of the tolerance to
the tolerance limits since the functionality is worst at
the tolerance limits than at the tolerance centre. It is
entirely true when parts are addressed in isolation.
But the assembly of the parts in a product can fit the
best results even when some inclusive parts are
tolerance-limit. It is due to the interactions between
parts and variables cannot reasonably be considered
independent. Kim et al. (1999) proposed a heuristic
algorithm to optimize the tolerance allocation based
on the two criteria tolerance and cost. Liu and Wei
(2000) proposed a non-linear formulation to
minimize manufacturing loss due to non conform
parts. Robust process tolerance can be generated
based on a mix of both manufacturing and quality
costs. Our formulation of the problem leans on
Kusiak’s work to define the quality loss function in a
multi-variables case and on Choi’s work for the
models of the manufacturing costs. It rids of the
assumptions on independent variables and
symmetrical distribution to address dependences
among variables and loose distributions.
can be generalized at n-variables easily; our example
will be a three variable one.
The considered function y is expressed as a threevariable function:
Formulation of tolerancing based on the QLF
with independent variables.
The best tolerancing consists in tolerances Δi of
dimensions xi satisfying the designer’s wishes in
Equation 5 and minimizing company costs in
Equation 6.
Let us quickly introduce the classical formulation of
tolerancing in the case of a three-variable function. It
y = f(x1, x2, x3)
(3)
The quality loss function is taken as the deviation of
the function y relative to the target point yt:
L( x1 , x2 , x3 ) y yt
(4)
Using the Taylor development of the L(x1,x2,x3) in a
general formulation with three variables, the
following Equation (5) is obtained:
y yt
[(
2
f
f
f
1 2 f
1
2
3 ) ( 2 21
x1
x 2
x 3
2! x1
2 f
x 22
2
22
2 f
x 32
23 2
2 f
1 2
x1x 2
(5)
f
2 f
1 3 2
2 3 )] ( a1 ,a2 ,a3 )
x1x 3
x 2 x 3
where Δi is the deviation on a dimension xi, where
i=1,2,3.
Ensuring the functionality of a product and of each
component is the most important purpose of
tolerancing. But ensuring this functionality at the
least cost is a driven for a company. The
rework/scrap cost of a product can be defined by the
quality loss function parameters that state the larger
the deviation from the nominal the larger the quality
loss incurred by the customer. Basically, the cost of
the product is addressed by the sum of the costs of
each component, and the cost of a component
increases with decreasing tolerances. The tolerancecost relationship means that an overly tight tolerance
results in a necessary high manufacturing cost and is
generally approximate to a curve. When a number of
processes can compete to successfully manufacture a
component, the relationship between tolerance, cost
and process can be established by various curves
depending on machining cost models and tolerance
settings for each process. The cost function of the
product can be evaluated by Equation 6.
C(product) = Sumcomponents C(component) +Assembly
Cost
(6)
The Romanian Review Precision Mechanics, Optics & Mecatronics, 2008 (18), No. 34
161
Quality Loss Function considering dependant variables for tolerance design
3. Formulation of the tolerancing issue with the
QLF
A formulation of the QLF with dependent
variables to perform tolerancing
Taguchi's Loss Function is a method of measuring
quality central to Taguchi's approach to design. It
establishes a financial measure of user
dissatisfaction on a product performance deviating
from a target value. Thus, both average performance
and variation are critical measures of quality. The
use of the QLF with dependent variables in the
multidimensional case was proposed and justified.
‘{Dragoi, Tarcolea, Draghicescu and Tichkiewitch
1999)’. The following assumptions are made as
usual:
a) By definition, the Quality Loss Function is zero at
the point (a1,…, an).
L (a1,…,an) = 0,
(7)
b) At the target point, the function L has a minimum,
so it’s all first order partial derivatives at this
nominal value vanish,
L
(a 1 , a 2 ,...., a n ) 0,
x i
i 1, n
(8)
c) It can also be assumed that the argument x is close
enough to the target point, xa, and consequently it
can be considered that terms of orders higher than
two, are zero because the rest of the Taylor formula
tends towards zero. In these conditions, the
approximate formula (9) is got:
It is possible that losses caused by deviations
have unequal values for the lower and upper limits
respectively. In other words, for a given pair of
indices, kij can take a single value or two values,
depending on the position of the variable in regard to
the target point.
Let us suppose now that m observations of identical
products with multiple dimensions are taken. The
expected loss given by the expression of the Quality
Loss Function for a sample of m items is defined as
the arithmetic mean of the loss,
L( x1 , x 2 ,...., x n )
L( x1 ,...., x n )
1
m
( x
j
1
m
1
2!
n
L
2
x x
i 1 j 1
i
(a1 , a 2 ,..., a n )( xi ai )( x j a j )
m
Then it is natural to take the following quadratic
form as a model for the Quality Loss Function:
i 1 j 1
(11)
n
ij ( x i
n
a i )( x j a j )
1 i 1 j 1
n
ij
i
i
1 i 1 j 1
x j ) (x j a j )
i
ai )
(12)
So:
k s
n
ij
2
ij
( x i a i )( x j a j )
i 1 j 1
with x i
and s ij
1
m
m
x
i
1
1 m
( xi xi )( x j x j ),
m 1 1
(13)
(10)
Here (kij) denote the costs that can be determined for
each specific case.
Remarks:
If kij = 0 for each pair (i, j), i j, the model of
Multi-Component Tolerances ‘(described by Feng
and Kusiak 1997)’ is obtained.
For a given pair (i, j), the cost kij is determined
by estimating the loss when xi deviates from ai by i
and xj deviates from aj by j.
162
n
i 1, n ; j 1, n
n n
L(x 1 ,...., x n ) k ij ( xi ai )( x j a j )
n
k ( x x ) ( x
m
(9)
j
1
1
k
n
n
L( x ,...., x )
Considering the observed values as outcomes of a
random vector, risk can be computed in terms of
mathematical statistics. The arithmetical Quality
Loss Function can be decomposed into the following
factors: the sum of variances of the arithmetic mean
value and the cross products of deviations of the
empirical mean from the target value for every
constitutive part:
L( x1 ,..., x n )
L( x1 , x 2 ,..., x n )
m
1
m
Value kii is determined by estimating the loss when
xi deviates from a by i. Value kij (ij; i, j=1, 2, 3) is
determined by estimating the loss when xi and xj
deviates from ai and aj by i and j . In the bidimensional case, some previous results (Dragoi,
Tarcolea, Tichkiewitch, 1999) were proposed (see
equation 14)
2
2
L( x, y) k11 s11
( x a) 2 k 22 s 22
( y b) 2
2
k12 s12
( x a)( y b)
2
k 21 s 21
( x a)( y b)
The Romanian Review Precision Mechanics, Optics & Mecatronics, 2008 (18), No. 34
Quality Loss Function considering dependant variables for tolerance design
An pplication of the equation (14) in the bidimensional case is presented in the next example.
Example
Consider that a big fragment of iron plate has to be
cut into rectangular parts (length x, width y). It is
assumed that the nominal length of each part is 6
cm, the nominal width is 4 cm and that functional
limits of each dimension are of 0.01 mm and
respectively ±0.02 mm. If the length or width of a
part is more than 0.01 mm smaller than the nominal
size, the device is considered a failure. If the length
or the width of a part is more than 0.01 mm larger
than the nominal size, the part may be cut again, but
the exceeded material is lost. In this case, the loss
cost is proportional to the lost surface and the
manufacturing cost and gives for the different cases
(see equations 15).
k11
4( x 6) C if x 6.01 and 3.98 y 4.02
if x 5.99 and 3.98 y 4.02
xyC
( x 6)( y 4)C if x 6.01 and y 4.02
k12 xyC
if x 5.99 and y 3.98 or
x 5.99 and y 4.02
( x 6)( y 4)C if x 6.01 and y 4.02
k 21 xyC
if x 5.99 and y 3.98 or
x 6.01 and y 3.98
5( y 4)C if 5.99 x 6.01 and y 4.02
k 22
if 5.99 x 6.01 and y 3.98
xyC
(15)
4. Case study: Application on the Fortini’s
example
Figure 3 shows the classical example of Fortini’s
(1997) overrunning clutch [6] studied by many
authors ‘{Fortini (1997), Krishmaswami and Mayne
(1994), Chase (1988), Feng and Kusiak (1997),
Choi, Park and Salisbury (2000)’.
Fortini’s example : the overrunning clutch
Let us consider that the functional condition y is the
contact angle. The results from a functional analysis
coupled with the engineers’ know-how give a
tolerance value on y. Design variables are
dimensions x1, x2 et x3 as shown on figure 3. The
design problem consists in determining the tolerance
requirements Δi on a dimension xi.
Let us also consider the figures for the example:
1) The nominal value and tolerances of angle y are
0.144 0.02 rad based on the results from the
functional analysis and engineers’ know-how.
2) The target vector (a1, a2, a3) =
(2.17706 , 0.9000, 4.000) in inches, is considered
as the designer’s wish on the three dimensions xi
respectively.
3) The tolerance requirements for dimensions i are:
1 for a1, 2 for a2, 3 for a3. Those are the unknown
of our synthesis problem.
4. Tolerancing based on the Quality Loss
Function with independent variables
4.2.1 Quality Loss Function
The contact angle y is expressed as a three-variable
function:
x1
y f ( x1 , x 2 , x3 ) arccos
x
3 2 x2
(16)
Therefore, the quality loss function is the deviation
of the contact angle y relative to the target point yt:
L( x1 , x2 , x3 ) y yt
(17)
Using Taylor development of L(x1,x2,x3) proposed in
equation (5) in a general formulation with three
variables and applied on the function f from
Equation (10), Equation (18) is obtained with figures
of the example.
y y t 3.1558 1 6.2458 2 3.1229 3
1
[68 .4237 21 279 .3729 22 69 .8432 23
2!
2 (69 .8432 ) 1 2 2 69 .1443 1 3
(18)
2 (138 .2894 ) 2 3 ]
Figure 3 The Fortini’s overrunning clutch.
In the next sections we propose: firstly, to determine
what are the best manufacturing processes for the
three parts of the overrunning clutch minimizing the
global cost of manufacturing processes and
respecting the specific quality imposed (section
4.2.2.); secondly, to determine what are the best
manufacturing processes for the three independent
parts of the product minimizing the global cost
(optimization by two criteria: manufacturing costs
The Romanian Review Precision Mechanics, Optics & Mecatronics, 2008 (18), No. 34
163
Quality Loss Function considering dependant variables for tolerance design
(i.e. assembly costs) and costs due of loss), see
section 4.2.3.; and to determine what are the best
manufacturing processes for the three dependant
parts of the product (section 4.2.4).
4.2.2 Component tolerance – manufacturing cost
relationship.
From a manufacturing point of view, it is aimed to
observe tolerance zones and manufacturing costs
progress. Accuracy of the machining process,
processes combination and global enterprise effort to
produce, are required to be examined and modelized.
The tolerance-cost relationship means that an overly
tight tolerance results in a necessary high machining
cost. If the cost function is the cost of the three
elements constituting the overrunning clutch, these
costs can be evaluated according to process used and
precision obtained for each part, based on Table 1
(revised after Krishmaswami and Mayne 1994, Feng
and Kusiak 1997, Dragoi, Tarcolea, Draghicescu and
Tichkiewitch 1999).
2
4
8
16
30
60
120
Roller
Tol. [in
10-4 in.]
1
2
4
8
16
30
60
120
19.38
13.22
5.99
4.505
2.065
1.24
0.825
Cage
Tol. [in
10-4 in.]
1
2
4
8
16
30
60
120
Cost
[in $]
3.513
2.48
1.24
1.24
1.20
0.413
0.413
0.372
Cost
[in $]
18.637
12.025
5.732
2.686
1.984
1.447
1.20
1.033
These costs can be determined as continuous curves
as follows (figure 4):
C1 ( 1 )
1
a1 21
b1 1 c1
1
( 5.441 1 0.1651 1 ) 10 3
2
C 2 ( 2 )
1
a 2 22
b2 2 c 2
(19)
1
( 3.3607 2 2 0.0595 2 ) 10 4
C3 ( 3 )
1
a 3 3 b3 3 c 3
2
1
( 1.1319 3 0.0205 3 ) 10 4
2
164
The overall problem can now be solved (Table 2).
What are the best manufacturing processes for the
three parts of the overrunning clutch minimizing the
global cost and respecting the specific quality?
Table 2 Results of manufacturing costs optimized in
a manufacturing point of view.
Table 1 Cost-tolerance data for the clutch
Hub
Tol. [in Cost
10-4 in.] [in $]
Figure 4 Cost-tolerance data for the clutch.
(y-yt)
1
(in.)
2
(inches)
0.009
0.007
0.0026
Manufacturi
3
(inches) ng Cost
[in dollars]
0.0117
3.064
0.0111 0.0080
0.0020
0.0100
3.062
0.0036
0.0107
2.6972
0.02
0.0084
Each manufacturer aims to minimize manufacturing
costs; the optimizing function gives the best solution
for each manufacturer that satisfies the problem (see
table 2). It is optimized from a manufacturing point
of view in isolation. But, the concept of quality loss
addresses the loss due to the deviation from target
values set by customer requirements, i.e. customer
satisfaction due to product utilization and service.
Targets are valued from market utility analysis
acquiring or estimating customer requirements (or
satisfaction) based on key product attributes, product
failures, service and maintenance costs; all that is the
loss for the enterprise. Let us discuss the example.
As technologist knows, functional play between
parts of a product greatly influences product life
cycle conditions and customer satisfaction. It is
particularly clear in this example that the play will
influence elements wear and rolling conditions. Play
results from part tolerances. What is needed is to
integrate the dependencies among those variables as
contributors in tolerance allocations and global cost.
In other words, the process usually translates
qualitative information into quantitative product
attributes and vice versa.
The Romanian Review Precision Mechanics, Optics & Mecatronics, 2008 (18), No. 34
Quality Loss Function considering dependant variables for tolerance design
4.2.2 Quality loss function with independent
variables
Results in table 3 are obtained from independent
variables and symmetric distribution. If kij = 0 for
each pair (i, j), i j, the model of Multi-Component
Tolerances described by Feng and Kusiak [5] and
the work of Choi, Park and Salisbury (2000) are
both refound. The overall problem can now be
solved (Table 3). What are the best manufacturing
processes for the three independent parts of the
overrunning clutch minimizing the global cost
(manufacturing cost + loss cost)?
Tolerancing based on the Quality Loss Function
with dependent variables
Now, the following calculation model is proposed:
let us consider the «optimal» dimensions for each
component (that implies «optimal» costs), devices
with different sizes (and different costs implicitly)
are taken into consideration. Considering the values
observed as outcomes of a random vector, risk can
be computed in terms of mathematical statistics.
Deviations around the «optimum» can be used to
define kij. Obviously, there exist many other
possibilities for evaluating kij. Loss caused by
respectively unacceptable hub, roller, cage, hub and
roller, hub and cage, cage and roller, is estimated by
statistical methods [0.12, 0.2, 0.7, 0.1, 0.3, 0.4]*C,
where C is the repairing cost (i.e. service cost,
manufacturing cost and assembly cost, customer’s
dissatisfaction). When value Y is not in the
tolerances for given (x1, x2, x3), the devices is
rejected. When value Y is in the tolerances, the
given (x1, x2, x3) values are used for the arithmetical
mean.
Value kii is determined by estimating the loss when
xi deviates from a by i. Value kij (ij; i, j=1, 2, 3) is
determined by estimating the loss when xi and xj
deviates from ai and aj by i and j respectively.
k11
0.12 C
k 12
0.1C
0.3C
0.4C
; k 13
; k 23
1 2
1 3
23
21
0.2C
; k 22
22
; k 33
0.7C
23
;
(20)
In this case, the arithmetical mean of values of
Quality Loss Function is (21) using L(x1, x2, .., xn,)
proposed in equation (12) for three-variable
function:
k s
3
L( x1 , x 2 , x3 )
ij
2
ij
( xi ai )( x j a j )
(21)
i 1
where kij is determined by equation (20).
Results in table 4 are obtained from dependent
variables and symmetric distribution. The overall
problem can now be solved (Table 3). What are the
best manufacturing processes for the three
independent parts of the overrunning clutch
minimizing the global cost (manufacturing cost +
loss cost)?
This model proposes an optimization model taking
into account the process capability; it allows design
process tolerances to minimize the total cost due to
both the manufacturing process and the global loss
cost. In practice, a work piece flowing through
process operations implies that the work piece must
be conformably produced by all preceding
operations.
Table 3 QLF for Fortini’s overrunning clutch with independent variables (IV)
y-yt
system output
1
(in inches)
2
(in inches)
3
(in inches)
Manufacturing
Cost ($)
0.006
0.0089953
0.0099897
0.01082313
0.0117
0.0030
0.00425
0.00485
0.0048
0.00507
0.0004
0.0005
0.0005
0.0005
0,0005
0.0060
0.00256
0.00256
0.00256
0,0028
7.7550
7.33548
7.244214
7.1771794
7,1597
L (x1, x2, x3)
independent
variables
0.01131
0.0189
0.0189141
0.1890731
0.1355
Total cost
(in dollars)
7.76631
7.35438
7.43328
7.36627
7.2952
Table 4 QLF for Fortini’s overrunning clutch with dependent variables (DV).
y-yt
system output
0.008756
0.00988975
0.0128
0.013
1
(in
inches)
0.00425
0.00425
0.00485
0.006
2
(in
inches)
0.0006
0.0006
0.0006
0.0005
3
(in
inches)
0.00256
0.0025
0.0022
0.003
Manufacturing
cost ($)
6.582112
6.8203343
6.90069
6.66615
L (x1, x2, x3)
Dependent
Variables
0.016
0.0162
0.02074
0.0256
The Romanian Review Precision Mechanics, Optics & Mecatronics, 2008 (18), No. 34
Total cost
6.5981
6.8365
6.92629
6.69175
165
Quality Loss Function considering dependant variables for tolerance design
Obviously, it would like both the area under the
cumulative standard normal probability curve
between the range, and the conformance rate of each
part, to be maximized. It is widely known that the
larger the tolerance, the lower the manufacturing
cost. But, the overall objective of the problem
becomes to design tolerances minimizing the total
expected loss of the whole process (usage,
maintenance, service, client satisfaction). Criteria of
dependence between parts throughout the product
life-cycle are very significant.
Traditionally, process tolerances are allocated by
individual engineers based on personal expertise.
Consequently,
tolerances
are
frequently
underestimated or overestimated from the
manufacturing cost point of view. In addition, the
cost of the loss due to tolerances combinations
(dependence of parts) is often neglected.
Consequently, a lot of production costs with respect
to tolerances designed are unnecessarily wasted.
Our model enables the process design not only to
predict scrap rate in accordance with the tolerances
allotted, but also to minimize the total quality loss
due to the dependence of parts on the product lifecycle. Studying customer, product utilization and
service inputs, the product design group based on
technical and manufacturing constraints, derives
compromise values for tolerances of many parts of
the product.
Comparative results.
Two other approaches were illustrated based on the
same Fortini’s example. Even if it cannot be exactly
compared, the results are discussed here. Feng and
Kusiak (1997) indicated that the quality cost only
lightly impacts on the total cost, despite the fact that
any shift of the process mean in relation to the
design mean was penalized by a quadratic term.
Choi, Park and Salisbury (2000) purposed to allocate
optimal tolerance to each individual feature at a
minimum cost, considering the Taguchi loss
function and incorporating multiple potential
manufacturing processes. They also indicated that
the quality loss cost is only a small portion of the
total cost. We have postulated, and demonstrated in
section 4, that variables dependence highly impacts
on the estimated loss. Feng and Kusiak’s (1997)
quality loss function is applied to the single and
multicomponents
tolerance
synthesis
with
independent variables. Quality loss contributes to the
objective function and results are summarized in
Table 5 as model M1 and M2 (after Feng and
Kusiak 1997).
Table 5 Comparative results
In our model with dependent variables (called M* in
Table 5), global cost results from a global
optimization based on both manufacturing process
166
and quality loss. Loss is estimated with the
sensitivity of that particular change based on product
life-cycle and customer requirements. The higher
The Romanian Review Precision Mechanics, Optics & Mecatronics, 2008 (18), No. 34
Quality Loss Function considering dependant variables for tolerance design
the level of dependence the more its effect on the
user satisfaction function. The gap between the
current tolerance design solution and the purposed
solution widens the sensitivity of that particular
dependence changes, based on product utilization
and customer reflection. Consequently, a potential
user may decline the product although that particular
attribute do not have a high importance level rating
in the traditional approach. A compromise between
conflicting interests occurs and dependent variable
parts of the product (the user view) may purchase a
product that does necessarily meet the prerequisites.
In reality the customer may purchase the product
due to functionality and the perfection of design due
to the dependence of the constitutive parts.
Tolerancing aims to maintain functionality and it is
done in this approach.
5. Conclusions
Product and process design has a great impact on the
life cycle cost and quality. When the critical
characteristics deviate from the target value it causes
a loss. This paper has defined a quality loss function
in the multidimensional case taking into
consideration dependent variables. The most
significant result is the decomposition of the values
of QLF in a sum of variances, co-variances and
cross products of the deviations of arithmetical
means, which are obtained from each target point for
each constitutive part of the product. The method
provides an efficient and systematic way to optimize
product design in quality, cost and performance
points of view. Principal benefits of the method
include considerable time and resources saving:
(1) determination of the main factors affecting
manufacturing operations, product performance and
cost, and
(2) quantitative recommendations for designing a
product achieving lower cost and higher quality. It
contributes to a systematic approach for the
determination of an optimal product configuration.
The method can be generalized to all life cycle
processes of the product. It integrates data collected
throughout the life of the product, including client
reclaims, maintenance activity, product defaults, etc.
Based on these data, kij coefficients are
continuously updated to redesign. It also contributes
to statistically estimate product behaviour data
before redesigning.
.
Bibliography
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[1] Bryne and Taguchi, 1986 , The Taguchi
[2]
approach to Parameter Design, ASQC Quality
Congress Transactions, Anahaim, CA, p. 168.
Kim, Chae-Bogk, Pulat, P., S., Foote. B., L.,
and Lee D. H., 1999, Least cost tolerance
[13]
allocation
and
bicriteria
extension,
International Journal of Computer Integrated
Manufacturing, 12 (5), 418-426.
Liu, P. H., Wei, C.,C., 2000, Concurrent
optimization of process tolerances and
manufacturing loss, International Journal of
Computer Integrated Manufacturing, 13(6),
517-521.
Di Lorenzo, 1990, The Monetary Loss
Function or Why We need TQM,
Proceedings of The International Society of
Parametric Analysts, 12th Annual conference.
San Diego, CA, pp. 16-24.
Feng, C., X., Kusiak, A., 1997. Robust
Tolerance Design with the Integer
Programming
Approach,
Journal
of
Manufacturing Science and Engineering,
vol.119, pp 603-610.
Feng. C.-X., Kusiak, A., 2000, Robust
Tolerance Synthesis with the Design of
Experiments
Approach,
Journal
of
Manufacturing Science and Engineering,
vol.122, pp. 521-528.
Choi, R., Park M-H., Salisbury, E., 2000
Optimal Tolerance Allocation with Loss
Functions, Journal of Manufacturing Science
and Engineering, Vol. 122, pp.529-535.
Fortini, E., (1967) Dimensioning for
Interchangeable Manufacture (Industrial
Press, New York).
Krishnaswami, M. Mayne, R., 1994,
Optimising Tolerance Allocation Based on
Manufacturing Cost and Quality Loss,
Proceedings of the ASME on Advances in
Design Automation, DE-Vol. 69-1, ASME,
New York.
Dragoi, G., Tarcolea C., S., Draghicescu, D.,
Tichkiewitch S., 1999, Multidimensional
Taguchi's model with dependent variables in
quality system, in Integrated design and
Manufacturing
in
Mechanichal
Engineering'98, edited by de Jean Louis
Batoz, Patrick Chedmail, Gerard Cognet,
Clément Fortin, (in Kluwer Academic
Publisher Dordrecht/ Boston/London), pp.
635-642, ISBN 0-7923-6024-9.
Chase K. and Parkinson A., 1991, A survey
of research in the application of tolerance
analysis to the design of mechanical
assemblies, Research in Engineering Design,
Vol.1, n°3, pp23-37, 1991.
Zhang H. and Huq M., 1993, Tolerance
techniques: the state of the art, International
Journal of Production Research, Vol.30, n°9,
pp. 2111-2135.
Taguchi G., 1986, Introduction to quality
engineering, American Supplier Institute,
Dearborn, MI.
The Romanian Review Precision Mechanics, Optics & Mecatronics, 2008 (18), No. 34
167