Optimize Ethylene Fractionation Train

Technical
Paper
Optimize Ethylene Fractionation Train
Authors: P. Lucas, Technical Marketing Leader Ethylene & Derivatives, and YW Park, Technical Manager Asia.
Polymer fouling in olefin plant fractionation trains can be a serious operating difficulty. In most ethylene plants, the deethanizer and/or depropanizer columns can become the primary bottleneck for operating the plant at maximum throughput and maximum service time. Approximately 90% of all ethylene producers are applying antifoulants to protect their distillation equipment as a means to increase plant efficiency and reliability. The untreated plants are typically “front-end depropanizer” design with very low bottoms temperatures or plants where “front-end acetylene converters” have removed virtually all of the diolefins from the fractionation train feedstocks.
Antifoulants are used by the ethylene industry worldwide to control fractionation train column and reboiler fouling. “Antifoulant” is a generic term for formulation components that can include antioxidants, antipolymerants and metal deactivator. Polymerization inhibitors most often provide the most effective solution to fouling.
Opportunities for antifoulant programs can be found in most ethylene plants regardless of the type of furnace feedstock. However, the specific purification columns/reboilers affected and the actual fouling potential is a direct function of the feedstock being cracked.
When NGL’s are cracked, fouling occurs in deethanizer and depropanizer systems. In general, while deethanizer column fouling is minor, deethanizer reboiler runlengths (untreated) can be very short (2-8 weeks). Almost all depropanizers require treatment. Condensate strippers may also exhibit polymer fouling.
When naphthas/gas oils are cracked, the overall fouling potential in distillation columns/reboilers is less than typically seen in NGL crackers. Deethanizers generally are untreated due to minimal fouling tendency.
Depropanizers require some form of antifoulant treatment because of high butadiene concentration in the column bottoms which can form polybutadiene rubber. Debutanizers may also require treatment if additional free radicals are generated by heat in the column bottoms.
While each ethylene producer may have their own objectives and different set of benefits for a fractionation train fouling control program, these are the general needs expressed by ethylene producers.
Unplanned shutdowns or throughput restrictions due to fouling are not acceptable.
Antifoulant program effectiveness should be verified today, tomorrow, regularly; then the long-term unit goal could be reached with confidence.
Ethylene producers are pushing runlengths between major turnarounds out to beyond six years on average.
Because of the ongoing pressure on ethylene product margins, the cost for chemical treatment should be no higher than what is needed for current operating conditions, i.e., the treatment program must be highly cost-effective.
Find a contact near you by visiting www.ge.com/water and clicking on “Contact Us”.
* Trademark of General Electric Company; may be registered in one or more countries.
©2011, General Electric Company. All rights reserved.
TP1185EN.doc May-11
Fouling Mechanisms
The mechanisms that cause polymer fouling of column trays, downcomers and reboilers are peroxides, metals, and heat. These promote free radical polymerization reactions of the feedstock containing reactive materials such as 1,3 butadiene, isoprene, propadiene, cyclopentadiene, etc. The polymerization reactions are initiated by heat and catalyzed by peroxide and metals such as iron.
A general free radical polymerization mechanism consists of a sequence of three steps: initiation, propagation, and termination.
In the initiation step, free radical formation is generated by heat and/or metals coming from impurities present in the cracked gas stream.
In the presence of oxygen, the initiator will rapidly react to form peroxy radicals, which at elevated temperatures will associate with the vinyl monomer (di-olefin) and generate larger free radical species.
In the absence of oxygen, the initiators form an addition reaction with another monomer molecule to form a new free radical. The process is repeated hundreds of times and monomer molecules are successively added to the propagating chain, which continues growing the molecular weight of the polymer. It will grow large enough to lay down on the equipment internals.
The fouling rate accelerates rapidly once solid polymer forms on equipment surfaces. Newly formed polymer acts as a seed for additional branching/cross linking reactions. A reboiler inspection is a valuable method to determine where the polymer is forming. If thin, skin-type polymer is found attached directly to process side tube surfaces, polymer is being generated in the reboiler itself. However, if moderate to large chunks of polymer are found on the inlet tube sheet and channel, polymer is forming on column trays, breaking loose, and ultimately migrating into the reboiler. Column fouling is the most severe case and quickly necessitates antifoulant application.
Deethanizer reboiler
Debutanizer column
Depropanizer reboiler
Page 2 Technical Paper
Column fouling may result in the following process difficulties:
1.
Restricts plant production rate.
2.
Requires additional reboiler energy – Steam flow increase.
3.
Loss of desirable olefins in column bottoms product.
4.
Inadequate Separation, Temperature profile changes.
5.
Instrument Problems (Lead Plugging)
6.
Requires unscheduled shutdown for cleaning of column intervals.
7.
Increased waste incineration cost.
Factors Influencing Fractionation Train Fouling
The polymerization rate and fouling potential of any fractionation train system proceeds via a free radical mechanism and is directly related to the following factors:
Diolefin Concentration - The fouling rate of the fractionation columns increases when the diolefin concentration in columns bottoms increases. It can be measured by running a Maleic Anhydride Value analysis
(MAV).
Temperature/Residence Time - As temperature and residence time increase, the fouling rate tracks more along a logarithmic path than a linear function. The temperature also has a direct bearing on the rate of free radical formation and inhibitor consumption.
Oxygen Content - Contamination of the feedstock with oxygen will result in peroxide formation which further increases fouling rate when heated.
Iron - Transition metals, iron and copper, also catalyze polymerization. Iron catalyzes the decomposition of peroxides into peroxy radicals and can increase the rate of Diels - Alder reactions that generate initiators.
Inhibitor System Employed - Polymer formation is also a function of the rate at which propagating free radicals can be terminated. This is why inhibitors are used. If effective, they can reduce or virtually eliminate polymer formation depending upon their own reaction kinetics.
The inhibitor applied must control peroxide formation and be reactive with peroxy, heat and metal catalyzed free radicals.
Inhibitor Components
Proprietary blends of fractionation train antifoulants can contain one or more ingredients. The active ingredients are usually preblended into an easy to handle liquid product using aromatic solvents as the diluent.
Active ingredients and the solvents are non-volatile at fractionation train operating conditions and will move through the system to debutanizer bottoms.
Antioxidants - Control peroxide formation and terminate peroxy radicals formed during peroxide decomposition
Antipolymerants - Control heat induced alkyl (or carbon) free radicals hydrogen donation
Metal Deactivators - Control iron catalyzed free radical polymerization and iron catalyzed peroxide decomposition
Technical Paper Page 3
Fouling Control
Major components of a fractionation train program include an understanding of fouling and inhibitor mechanisms with product formulations that specifically address these mechanisms.
GE’s Water and Process Technologies has developed a combination of newly patented plus proven technologies (OptiFrac) designed to improve ethylene producers’ profitability and reliability. These products are blends of free radical inhibitors, new GE patented anti-oxidant and metal deactivator (optional). OptiFrac reacts very efficiently with peroxy (anti-oxidants) and alkyl radicals (antipolymerants) to control fractionation train fouling.
The GE technologies provide significant benefits such as:
Inhibit free radical polymerization – Control fouling
Decrease production losses - Extend tower and reboiler runlengths
Reduce pressure drop constraints
Increase efficiency of heat transfer equipment and other process equipment
Lower operating and maintenance costs due to less frequent equipment cleaning and improved process efficiency
Reduce Disposal cost – Less exposure to carcinogenic chemicals found in deposits
Improve profitability by using the most cost effective treatment program
Improve Reliability
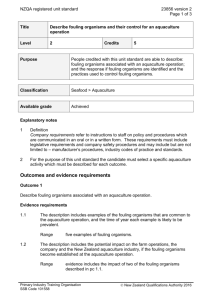
These technologies were developed as a result of research testing using the heat induced gum method. The heat induced gum test is utilized to evaluate and develop these inhibitor products for fractionation train fouling control. This is a static test where a high concentration of a diolefin is polymerized under an inert gas pressure. Oxygen is excluded from the sample as it is polymerized. Heat alone at 100–120°C (210-250°F) is used to generate radicals and test inhibitor efficacy. The test is conducted in a stainless steel reactor, which is constantly stirred to avoid hot spots. The amount of polymer formed during 4 hours is measured to evaluate the best product compared to a blank. The inhibitor that results in the lowest amount of polymer formed during the period of heating is the best product for a specific temperature region. This test closely simulates the polymer formed in distillation columns.
The effectiveness of individual inhibitors, as well as inhibitor blends, can be determined over a broad temperature range using this test. This allows for program optimization by identifying the most cost/effective inhibitor for each temperature region.
Page 4 Technical Paper
Induction Period Test 20% Isoprene / 80% Heptane @ 100 °C under 7 bar oxygen
.
Bl an k k
A o
1
AO
2
AO
3
AO
4
AO
5
AO
6
AO
7
AO
8
N ew
A
O
N ew
A
O
/A
O
1
AO
4
/A
O
1
(1
:3
)
N ew
A
AO
O
/A
7
O
/A
2
O
2
/A
O
3
(1
:1
:2
) )
Complementary to the supply of the inhibitors, GE has developed other accurate and timely tools to monitor, optimize and determine the most cost effective treatment program. Free residual testing on the bottom of each column, pretreatment/passivation techniques for both column/reboilers and the Multiple Regression
Analysis software MRA/SPC are commonly used to achieve these objectives.
In-Plant Free Residual Analyses
The purpose of these tests is to determine the “free” or unreacted treatment residuals in fractionation train bottoms samples. By analyzing and measuring the unreacted residual of the antioxidant and antipolymerant in the plant samples, we can determine the consumption of the chemicals in the system and optimize feedrates to minimize fouling or to optimize treatment costs.
These analyses can be performed on samples of deethanizer, condensate stripper, depropanizer and debutanizer bottoms samples, although the typical target free residual is based on the depropanizer bottoms fluid. Two methods are available to determine the unconsumed or unreacted free residuals in the plant - spectrophotometric and gas chromatography.
Analyzing fractionation train bottoms samples for free residual antioxidant and antipolymerant is an integral part of administering the most cost/effective fractionation train program. The main benefit is meaningful residual measurements that can determine program efficacy and enable treatment optimization to match goals and needs. The guess work in dosing the system daily is virtually eliminated when inhibitor-free residuals are measured.
During its technical assistance, the GE sales representative can analyze for free residual antioxidant/antipolymerant in the field using the spectrophotometric methods and provide guidance and recommendation in real time to optimize the program.
It can also be determined using gas chromotography technology. This test procedure is preferably run at the customer’s plant by the customer’s analytical department. Both inhibitor component free residuals (antioxidant and alkyl free radical scavenger) can be determined with one GC injection of the sample. GCs with nitrogen phosphorous detectors (NPD) are employed. Before a customer can be given a copy of the test procedures utilizing GC technology, they will sign a confidential information agreement with GE to receive these test procedures.
Technical Paper Page 5
Pretreatment/Passivation
During major olefin plant turnarounds, the fractionation train columns and reboilers are normally cleaned of old polymer formed during the previous run. It is recommended that the newly cleaned columns and reboilers be pretreated or passivated before the start of the next run of the plant. A good passivation of the columns/reboilers coupled with an effective antipolymerant program will assure the success of meeting the desired plant run time. During the run, reboiler passivation of cleaned reboilers will extend run time when placed back into service.
The recommended passivation program effectively addresses several critical issues. First, passivation reduces the rate of polymerization at startup by effectively retarding seed growth and scavenging oxygen/peroxides. Another component of the passivation program forms a protective film on freshly cleaned metal surfaces. This minimizes iron catalyzed polymerization.
The GE passivation technique allows significantly extended equipment runlength.
MRA/SPC
Depropanizer column pressure drop and reboiler steam chest pressure may swing or fluctuate independently of process side fouling. Changes in column charge rate, reflux rate, feed composition, etc. will influence column delta P, reboiler heat duty and steam chest pressure. Therefore, to develop a true fouling trend, MRA should be used to model these important operating conditions.
The MRA program is a statistical method used to determine whenever one set of data has any relationship or correlation to another set of data.
This program is a tool for both diagnosis and control and has been designed to determine a mathematical function likely to describe, with a good correlation, the progress of a parameter in time according to other parameters it is subordinated to.
The "M.R.A." program allows us to:
• Normalize the behavior of a given variable (dependant variable) by using numerous other variables (independent variables)
• Predict process behaviors
• Analyze impact of process changes
• Generate control charts
• Identify key process variables
When modeling column delta P or steam chest pressure, independent variables that can be used include column charge, reflux and bottom flow, temperature of column feed and bottom, overhead and bottom pressure, column liquid level,…..
Page 6 Technical Paper
Case Histories & Applications
Petroflo* 20Y698 and Free Residual Analysis help Fractionation Train Runlengths Improvement
Naphtachimie, a 740Kton French naphta cracker owned by TOTAL Petrochemicals and INEOS was treated by competitive alternatives to GE, when GE started an antifouling program to in-crease deethanizer and depropanizer reboilers run-length but also achieve the best cost effective treatment program.
GE selected first Petroflo 20Y697 to prevent free radical polymerization induced with heat, metals and peroxides of the unsaturated hydrocarbons such as butadiene, isoprene, and pentadiene. GE Passivation/Pretreatment techniques were also applied on column & reboilers to help increase the runlength. A
GE passivator Petroflo 24Y617 and the antioxidant/antipolymerant Petroflo 24Y618 are currently used during each plant shutdown.
In order to optimize the program, active residual analysis on bottom columns for each component of the product were measured to fine tune/optimize the dosage and minimize the product addition to the system.
The active free residual analysis coupled with existent gums determination helps GE to deter-mine the impact of feedstock contaminants such as methanol, acetone and others on polymerization rate and inhibitor requirement. During the first year of the treatment, Petroflo 20Y697 was injected with good results: reboiler runlengths went from 6 to 7 months. Due to the change in feedstock quality and presence of contaminants, the program moved to Petroflo 20Y698, a technology more concentrated in peroxy-free radical inhibitor to prevent the bad impact of contaminants/peroxides. Free residual measurement was also applied on a regular basis in order to optimize the program.
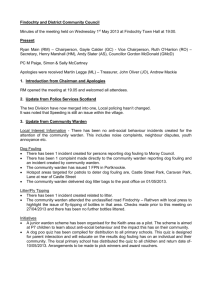
Naphtachimie ethylene plant
120
100
80
60
40
20
0
Dec-99 May-05 Oct-06 Feb-08 Apr-01 Sep-02
B residual
Jan-04
Date
D residual Product dosage
Naphtachimie ethylene plant
5
4
3
2
1
0
10
9
8
7
6
Sep-02 Jan-04 May-05
Date
Oct-06 Feb-08
Technical Paper Page 7
After three months implementation, guidance of the product injection was linked with the methanol concentration in the propylene finished product. Runlengths were increased from 6 to13 months on deethanizer, and from 6 to 10 months on depropanizer.
This application which has been running successfully for 10 years is a good example of success, results of combination of inhibitor, passivation techniques, residual analysis and technical assistance.
GE Treatment Program on Deethanizer and Depropanizer Improves Reliability and Efficiency of the plant
An antifoulant GE treatment program has been used on the ethylene fractionation train of an Eastern ethylene plant for 4 years to prevent polymerization on the columns, reboilers and maintain plant efficiency and reliability. The plant is processing low quality naphta, AGO with high nitrogen content and LPG. Despite the treatment, the plant experienced short runlength (1 to 6 months) on the deethanizer reboilers involving loss in maintenance but also from time to time some nitrogen spike above the specification on the feed going to the C
4
/C
5
hydrogenation reactor. Request from the plant was to improve runlength and reduce the nitrogen content in the system.
After a complete diagnosis, GE suspected that the high fouling was due to oxygen/peroxide contamination on the deethanizer and depropanizer system.
In order to improve both runlength of the deethanizer and C
4
/C
5
reactor, GE implemented newly developed technologies with low nitrogen content replacing the previous inhibitor program and the volume of catalyst was increased. The new program, combination of alkyl, peroxy free radicals inhibitors and new GE patented anti-oxidant, was initiated and implemented in 2006.
This technology is particularly suited to plants which experience feedstock contamination with oxygenates involving big decrease in runlength.
GE performs a technical assistance including the monitoring of the reboilers steam flow with the MRA/SPC.
After 16months operation, the unit is still running with no presence of fouling and the nitrogen content in the feed to C
4
/C
5
reactor has been significantly reduced involving reactor runlength increase.
This is another good example where GE completed the customer objectives by diagnosing; monitoring and implementing the right technology.
TVK2 Ethylene plant - Hungary
Reboiler T3161/2
TVK2 Ethylene plant - Hungary
Reboiler T3161/2
10000 12000
9000
8000
7000
10000
8000
6000
6000
4000
5000
2000
4000
1 21 41 61 81 101 121 141 161 181 201 221 241 261 281 301 321 341 361
Date of run (15/05/06 to 10/06/07) - still running
0
1 21 41 61 81 101 121 141 161 181 201 221 241 261 281 301 321 341 361
Date of run (15/05/06 to 10/06/07) - still running
Y Y Calc
Page 8 Technical Paper
GE Antifouling Program Eliminated Debutanizer Fouling and Reduced Treatment Cost by 50% at PTT
Chem I4 in Thailand
In August 2001, 6 months before the scheduled turn around, PTT Chem I4 ethylene plant in Thailand (former
TOC) had to shut down the plant due to the high pressure drop in the debutanizer.
The debutanizer was opened and severe fouling was observed at the upper trays although an antifouling program had been used in the HP depropanizer and the LP depropanizer. The foulant was sheet-type rubbery polymers (figure 1).
Figure 1 Figure 2
GE’s Water & Process Technologies was invited to review the existing antifouling program and concluded the need of antioxidants and additional injection point.
Petroflo 20Y98 and monitoring tools were recommended and tried.
The trends of pressure drop, reboiler steam consumption and 20Y98 residuals were monitored and the
Petroflo 20Y98 injection rate was optimized based on this monitoring result.
It was proved that GE chemical and monitoring tools were effective by showing no fouling with 50% less treatment cost in the debutanizer after 3 year operation (figure 2).
The HP and the LP depropanizers were not opened this time.
GE treatment program continued and the LP depropanizer (5 year operation) and the debutanizer (2 year operation) were opened in February 2007. Only small amount of polymer was found at the bottom of the LP depropanizer, which was easily removed by hand, and no fouling was observed in the debutanizer (figure 3 and 4). The HP depropanizer was not opened.
Reboiler runlengths of HP & LP depropanizers are more than 1,000 days and that of debutanizers are more than 650 days.
Technical Paper
Figure 3 - LP Depropanizer Figure 4 - Debutanizer
Page 9