US Foundry Inspection Report

U.S. Foundry Facility ID No. 0250022 Inspection Conducted June 23 & 24, 2008
On June 23 & 24, 2008, DERM staff engineers Claire Jordahl and Marta March arrived at US Foundry to conduct a compliance inspection. On both days we were attended by Doug Linne, Environmental
Manager. DERM staff explained the purpose of the visit to inspect operations and review record keeping for compliance with the facility Title V air permit. Mr. Linne provided a tour of the facility and explained operations.
US Foundry is a grey iron foundry that manufactures manhole rings and lids by melting scrap iron in a furnace (cupola); pouring the molten iron into molds made by machine from a mixture of sand, clay & certain chemical binders; after cooling, the formed iron is released from the mold, cleaned & prepared for shipment to the customer.
The following observations were made and/or information provided by Mr. Linne:
Scrap Metal Receiving & Inspection Area: The entrance to the weight station ramp is equipped with a radiation detector; signs posted in English & Spanish explain types of scrap not accepted; elevated balcony area for US Foundry employees to inspect incoming truckloads of scrap metal. Observed the daily delivery log. Mr. Linne stated that ‘auto frag’ is not accepted; main vendor of scrap metal is
‘National Scrap’.
CORE Making Area: The DISA core making machine was not operating at the time of the inspection; Mr.
Linne stated the DISA has not operated since 1/2008 due to a business downturn. Mr. Linne explained that they stopped using triethylamine (TEA) in February 2007 in anticipation of the NESHAP. Since that time, when the DISA is operating a different, non-HAP catalyst (also a gas) has been used instead of TEA.
The DISA is a sand-set core making machine with a wet scrubber (sulfuric acid); ‘isocure’ is the binder used for these cores; observed four 55-gal drums labeled “clean power degreaser” w/closed covers stored adjacent to the DISA/scrubber.
OIL FILTER Processing Area: facility receives oil filters; the filters are processed (drained & compacted); observed crushed oil filters being added to the cupola charge.
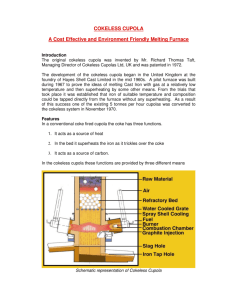
CUPOLA Building: the cupola was on ‘blast’ at the time of the inspection; coke (fuel) & limestone (flux) & scrap metal (including oil filters) were observed as input to the cupola; observed water cascading on outer cupola for cooling; Mr. Linne pointed out openings in the building where they conduct the required visible emissions test.
Cupola operating parameters noted at 11:50 am in the control room as follows:
Afterburner (upper stack) temperature 1664 0 F with set-point range of 1600 0 F (low) to 1650 0 F (high);
Cupola baghouse air flow 38,500 acfm with pressure delta 10.5 wc;
Three (3) input bins weighing the cast iron, steel & oil filters;
Total of 76 ‘charges’ with 244,496 lbs input from 5 am to 12 noon; [244,496 lbs/7 hours = 34,928 lb/hr/2000 lb/ton = 17.46 tons per hour] (limit of 22).
Total lbs as of 12 noon on 6/23/08: coke steel cast filters
42,509 99,545 113,244 34,567
Observed the stream of molten iron poured from the cupola to the primary ladle and in turn poured into forklift ladles which transport the molten iron to one of the pouring stations at Loop 1, 3A or 4.
Loop 4 Area: Loop 4 in operation with a large belt conveyor operation moving black sand molds (silica sand + clay) from a mold making machine to the pouring station area (about 60’ in length); from the forklift ladle molten iron is poured into the molds. Observed auto-ignition of flames coming from the filled molds (casting); flaming lasted about 4-5 minutes on each mold. Castings continue on the conveyor around the loop for cooling and then shakeout.
Loop 4 production as noted on the overhead electronic monitor: Average molds per hour (MPH) 61.85; total molds 454.
Observed pick-up point about 60’ above the cooling portion of the Loop 4 conveyor line, & 40’ away from the pouring area; pick-up points also noted near the mold machine & another near the shakeout end of the conveyor line. Exhaust fans along the side of the building & overhead fans provide movement of the air inside the building. Mr. Linne indicated that the pickup points in the Loop 4 building collect & convey building air over to the dustex baghouse. He also stated that Loop 4 continues to produce about 75% of the facility castings. No objectionable odors were noted in the area and no visible emissions observed inside or outside the building.
Loop 1 Area: Loop 1 was not in operation; molds in the area were observed to be about 6‘ in diameter; no conveyor for the molds & no pick up points existing. Mr. Linne stated that Loop 1 is used for large castings and that it is a manual casting line, not automatic.
Loop 3A: This is the recently re-built casting line; observed in operation; automatic; observed pouring & flaming at the seam of each mold with flame lasting about 5 minutes; auto-ignite; closest pickup point to the pouring area of loop 3 is about 100’ away; the pouring area is about 50’ in length; no objectionable odors noted. Dust collector (blue) observed outside the building adjacent to Loop 3A. Mr. Linne stated that the overhead pick-up points in the Loop 3A area collect and conduct to the …. Baghouse.
Finishing Building Area: Observed operations in a building separate from the melting & casting buildings; cleaning sand from the castings including shot blasting. Observed the dust collector on the shot blast equipment. All castings observed in the facility inventory (awaiting shipment to customers) were bare metal in various stages of oxidation. Surface coating when done is a dip tank operation; observed the dip tank (in-ground) with steel cover; no painting observed; no odors noted in the area; hoist over the dip tank rated at 4,000 lb weight capacity. Mr. Linne stated that less than 1% of the castings are painted.
Outside/Open Air Storage Area: storage of finished castings; carbon riser; sand and limestone piles.
Emergency Generator: inside free standing building near the office. Mr. Linne stated that the diesel fueled generator is primarily on-site as back up power for the cupola in case of power outage (if the power goes off the melted iron must continue to be heated or it will solidify inside the cupola).
Following a tour of the facility and operations, DERM staff requested records for review. Records were readily available and provided for review as follows:
Title V Production Data for Dec 1998 to May 2008 showing monthly log of pounds metal melted, pounds of coke used, production hours, rate of production (tons metal melted/# of hours), molds
per month for loop 4, tons sand per hour, tons CO from the cupola (calculated using a derived emissions factor of 0.89 lb CO/ton melted).
Emission factors.
Emissions from loop 4 for formaldehyde, VOC, HAP for 12/98 to 5/08; monthly totals.
Monthly emissions of formaldehyde, VOC & total HAP from Loops 1, 3 & 4 and 12-month totals for
12/98 to 5/08.
Cupola emissions (Cr, Man, Hg, Ni, Sel, VOC, total HAP) monthly & 12-month rolling totals for 1998 to 5/08.
DISA Machine Core Production 2004 to 1/08 w/ lbs, totals/day & MSDS for the new, non-HAP catalyst; monthly and 12-month HAP emissions from the DISA for 3/05 to 1/08.
Coke shipments received for 10/06 to 5/08 with rolling 12-month total sulfur (tons), tons coke, average % sulfur content (taken from the shipping labels/invoice); per shipment the % sulfur, lbs, lbs sulfur, 10/05-6/10/08; total sulfur as SO2; incoming coke for 2007; monthly total sulfur, total coke, average coke % (monthly).
Operation & Maintenance Manual (previously submitted to DERM).
Mr. Linne stated that he plans to send a letter to notify DERM Air Facilities that an additive (carbon riser) they have been testing is not considered a fuel; it reduces the amount of coke needed and reduces sulfur emissions; they consider it an additive and not a fuel; it doesn’t burn. We obtained a sample while on the tour of the facility.
The 2007 Annual Operating Report (AOR) and Statement of Compliance have been submitted to our office.
FDEP Title V Permit will expire on October 21, 2009.