HTThermalExMeasure - Precision Measurements and
advertisement

HIGH TEMPERATURE THERMAL EXPANSION
MEASUREMENTS BY LASER DIFFRACTION
Ernest G. Wolff * and James E. Sharp*
1
ABSTRACT
A new method of determining the coefficient of thermal expansion (CTE) of
materials has been developed based on Fraunhofer-Fresnel diffraction from a thin
aperture. The method is ideal for rectangular parallelepipeds and works in air or
vacuum to temperatures in excess of 1100oC. Analysis of errors predicts an
accuracy of δCTE/CTE of 0.5% when the assumption of Fraunhofer diffraction
is made. Typical data for molybdenum and a dispersion strengthened copper
composite agree well with measurements from Michelson laser interferometer
tests. Use of basic Kirchoff-Fresnel theory together with accurate input beam
characterization should further increase the accuracy of the diffraction method.
INTRODUCTION
Highly precise thermal expansion measurements are typically made with
interferometry [1] The use of Michelson interferometry permits strain
measurements with sub-micrometer accuracy on arbitrary sizes or shapes.
However, difficulties with this technique for high temperature use include the
requirement of specular reflective surfaces and discrimination of a fringe pattern
from sample radiation. The use of polished sample ends in a double Michelson
configuration requires combination of data from two interferometers, and if the
ends are not perfectly parallel and perpendicular to the line connecting the laser
impingement points, there is an error in the initial length Lo parameter.
Maintenance of specular surfaces at high temperatures requires exceptional
vacuum conditions and protection from vaporizing or degassing furnace
components. Mirror materials can
be subject to phase transformations,
recrystallization, grain growth, oxidation or other surface roughening processes.
A new technique has been developed which overcomes these problems and is
shown to provide highly precise CTE data. It is based on limited prior work using
diffraction for high temperature strain measurements. H. Pih and K.C. Liu [2]
measured moduli of elasticity at high temperatures and Tang et al [3] compared
temperature and expansion of thin films during laser pulse heating. An analysis of
Pih and Liu’s work, assuming Fraunhofer diffraction, suggested that sufficient and
observable fringe motion could provide the basis for a new technique for the study
of the thermal expansion characteristics of materials, components and structures.
*Precision Measurements and Instruments Corporation, Corvallis OR 97
2
THEORY
Fraunhofer-Fresnel diffraction from a long, narrow aperture (slit) is described
by Hecht [4] in terms of the normalized intensity in the image plane;
I (θ) / I(0) = sinc2 β
(1)
β = (ka/2) sin θ
(2)
k=2π/λ
(3)
θ = tan-1 (h/Z2)
(4)
With a horizontal rectangular aperture, “a” is the width, Z2 is the distance to the
image plane, and “h” is the height in the x direction of the image plane. The
wavelength λ characterizes a monochromatic plane wave impinging on the
aperture in the z direction. The diffraction pattern consists of narrow fringes
parallel to the aperture length. The change of intensity with respect to β is;
δI/δβ = I(0) * 2 sin β ( β cos β - sin β) / β3
(5)
Minima occur whenever β = +/- nπ at h1, h2, etc. For small values of θ, sin θ =
tan θ = h/z, so that the distance between fringes is
S = h2 – h1 = λ Z2 / a
(6)
Changes in width ”a” are detected by observing changes in “S”. (This would not
work using maxima since these occur at slightly unequal distances apart since the
criterium for maxima is tan β = β ). The aperture width is increased by the
expansion of its support (fused silica) so that the CTE of the sample is then defined
as:
α = CTE = Δ L/(Lo Δ T) = [ΔLs - Δ a] / Lo ΔT
= [ΔLs - (λ * Z2 ) / (Δ( h2-h1) ] / ( Lo * Δ T)
(7)
where ΔLs is the expansion of the silica support.
EXPERIMENTAL
Figure 1 illustrates the main features of a horizontal diffraction based
dilatometer. A quartz tube holder (QH) sitting on a quartz plate (QP) supports an
alumina rod (A) directly above a leading edge of the rectangular parallelepiped
3
sample (S). This aperture is illuminated by a 1 mW HeNe laser. The diffraction
pattern is scanned by a photodiode sensor (PD) behind a narrow band filter (F) and
slit. The vertical motion of the sensor is tracked by a linear variable differential
transformer (LVDT) with 76 nm resolution. An alumina sheathed K-type
thermocouple (TC) is embedded in the sample and the heated system is maintained
at a vacuum of 50 mTORR. An XY chart recorder tracks the change in fringe
spacing (S) with temperature. Figure 2 is a typical trace where the diffraction
pattern is scanned. The Y scale is an arbitrary voltage proportional to
photodetector output and the X scale is proportional to the LVDT voltage output.
Each chart must be calibrated for voltage range:
ΔS = Δ( h2-h1) = (Δ mm )minima on chart x (Volts/mm)chart x (mm/V) lvdt
(8)
Figure 2 shows that a part of the diffraction pattern that is scanned at four
temperatures. It is seen that the X spacing of the minima increase with
temperature, implying a positive CTE.
RESULTS
Figures 3 -5 represent typical measurements of ΔL/Lo in the length direction
of metallic samples with dimensions of 21.08mm x 9.398 x 9.398 mm. Figure 3
is for Glidcop® Al-25, a dispersion strengthened composite using 0.5 wt%
alumina particles in copper [5]. The average CTE is calculated by a least squares
regression analysis. For the diffraction data (21 to 1050oC) the CTE is 21.19
ppm/oC, while the Michelson interferometry data gave 20.37 ppm/oC for the same
range. This technique is described in [1,6], and is considered highly accurate
except for the difficulties outlined in the introduction. Another diffraction
measurement in the transverse direction gave 20.36 ppm/oC, with a correlation
coefficient of R2 = 0.99947. Figures 4 and 5 show diffraction data for 316 stainless
steel and oxygen free copper, resp. All data for these metals agree within 0-2 %
of the values reported in [7].
ERROR ANALYSIS
Equations 6 and 8 indicate that the error in CTE will depend on the errors in each
of the parameters:
δ(CTE) = CTE
[( δΔLo/Lo)2
+ ( δ ΔLs/Ls)2 + (δΔT/T)2 + (δz/z)2 + (δλ/λ)2
+ (δΔmm/Δmm minima)2 + (δ(V/mm)/(V/mm)chart)2 + (δ(mm/V)/(mm/V)lvdt t)2 ]0.5
.
(9)
The LVDT has a sensitivity of 3 μ-in. (7.62e-8 m). It is initially calibrated against
a high precision micrometer with a resolution of 0.001 mm. In the linear region
of ± 8.5 V the characteristic is 0.8575 mm/V with a correlation coefficient of R 2
= 0.9994. (For ± 6 volts the correlation coefficient rises to 0.9998)
4
Figure 1 Schematic of diffraction based CTE apparatus
Figure 2 Typical signal traces on XY chart recorder at different temperatures.
5
Figure 3 Comparison of thermal strain of “Glidcop® Al-25” obtained by
diffraction (discrete points) and Michelson interferometry (solid line).
Figure 4 Strain versus temperature of 316 stainless steel by diffraction method.
Average CTE = 19.50 ppm/oC (21-1050oC)
6
The following errors were measured or estimated:
Sample ………………….δ Lo and Lo …………………… 0.1% of 25.4 mm
Reference edge …………δΔLs and ΔLs……… 10-8 m and 10-5 m (at 814oC)
Aperture to image plane ..δZ2 and Z2 …………………. 1 mm and 940 mm
Temperature…………….δT and T……………………….. 2 K and 1000K
Wavelength……………..δλ/λ ………………………… 0.1 nm per 632.8 nm
Chart Reading…………..δΔmm and typical Δmm…….. 0.5mm and 140 mm
Chart Calibration……….δV/mm/V/mm….2x 10-5 (V/mm) per 0.015 (V/mm)
LVDT (fringe spacing) ...δ(mm/V) (LVDT)………. 0.0006 in 0.8575 mm/V
(r2 = 0.9994)
Calipers normally measure Lo to ± 1 mil (0.0254 mm) but if the sample ends
are not flat, parallel and perpendicular to the length axis, then additional errors
occur, especially when using polished ends or mirrors in a Michelson
interferometer. In the present method, there is an added advantage that the Lo can
be measured exactly at the point where the 1 mm diameter laser beam impinges on
the lower edge of the slit (sample edge). However, it is important that the lower
sample face be flat, for otherwise the imbedded thermocouples and their insulators
may expand and induce the sample to tilt, and cause the slit to narrow incorrectly.
Inserting the parameter errors into equation 9 yields δCTE/CTE = 0.0047 or
0.47%. The largest errors predictably come from measurement of fringe spacing S
and the temperature. In principle, knowledge of the exact quartz tube temperature
is required, but whether the sample temperature or an average of sample and
adjacent vacuum tube temperatures is used, the maximum possible error here is
less than 0.1%. (The two curves in Fig 3 tend to coincide as the assumed
temperature of the quartz decreases, suggesting the quartz tube temperature be
measured independently).
Further accuracy may be achieved by the use of a high speed data acquisition
system which establishes the fringe spacing change by fitting a polynomial curve
to the I vs h curve and differentiating to find the zero slope (minimum). We have
found a repeatability of 0.5% from one point to the next (h2,h1) and from two
measurements at the same temperature. This approach eliminates the need to
measure the V/mm characteristic of each chart trace.
VISIBILITY
Will the heat radiation from the sample eventually mask the visibility of
interference or diffraction fringes at high temperatures? The answer is likely to be
no if the laser energy exceeds the energy radiated by the sample at the same wave
length. From Planck’s law we note that the monochromatic emissive power is
given by;
(dE/dλ)T
= C1 λ –5 [ exp ( C2 / λ T ) – 1 ] –1
(10)
7
where C1 = 3.742 e-16 W/m2 , C2 = 1.439 e-2 m*K, and (dE/dλ)T dλ
represents the energy per unit area per unit time emitted by a black body in the
wavelength range λ + dλ. At λ = 632.8 nm and a temperature of 1127 oC (1400K),
equation 10 predicts dE/dλ = 3.2548 x 108 W/m3 or 325.48 W/m2 -μm. The red
filters used for the photodetectors have a spectral transmission range of about
0.015 μm; hence the sample will transmit a total energy of 325.48 * 0.015 or 4.88
W/m2 to the photodetector.
The laser energy is 1 mW and the (Gaussian) beam covers a beam spot of
about 2 mm diameter. This translates to an average energy density of 318 W/m2,
which clearly exceeds the sample radiation. However, this energy must be
distributed throughout the entire diffraction pattern. The difference in irradiance
between the first maxima and the first minima are found from equations 1 and 2.
For the criterium tan β = β, the first peak is at β = 1.4303 π and the first
minimum is at β = π, so that the corresponding irradiance ratios from equation 1
compare the sinc2 function at these two values of β. This turns out to be 0.047 at
the first peak and 0.016 at the first minima. The contrast will be 318 W/m2 *
(0.047 - 0.016) or 9.86 W/m2. This is more than the sample energy density of
4.88 W/m2, so that fringes will still be distinguishable at T = 1127oC. A more
powerful laser (> 1 mW) will extend the temperature range of this technique. In
addition, the laser beam is linearly polarized as opposed to the sample radiation
which is more randomly polarized. Consequently, no loss of fringe signal or signal
to noise ratio was expected or observed at the highest temperatures tested so far –
about 1050oC.
REFRACTION EFFECTS
The diffraction pattern is transmitted first through a distance of dv in a
vacuum (n = 1), then through a window of thickness d w(T) and index of refraction
nw, and then for a distance da through air. Refraction here will decrease the
measured fringe spacings and thus cause an error in the ΔL. From Snell’s law,
nv sin θv = nw sin θw = na sin θa
(11)
The angle θ is the angle between the direction of beam propagation and the normal
to the window, the sample to detector direction. For given values of “a”, λ and z,
equation. 1 gives the values of θv to the first and second minima:
θv = sin-1 ( λ /a) to h1
(12)
θv = sin-1 (2 λ /a) to h2
(13)
The predicted value of h (from equation 4) can be compared to sum of the vertical
beam displacements, which are the measured ones:
h’ = dv tan θv + dw tan θw + da tan θa
(14)
8
Hence refraction, especially through the window, reduces the measured h which
in turn reduces h2 – h1 or S which , via equation 6. This in turn increases the
derived value of “a” and a larger gap means reduced sample expansion. A
parametric analysis indicates that the error will increase as dw, nw da, and na all
increase. The maximum error will occur when the sample has expanded the most,
when the window becomes hot from the furnace radiation, and its thickness and
index of refraction has increased. To illustrate the analysis, suppose a = 0.1mm,
nw = 1.5, na = 1.0006, dv = da = 500mm and dw = 3.2 mm. The first spacing
between minima h2 – h1 will appear to be 6.34066m, whereas it shown be recorded
as 6.34913 mm. It is therefore too small by 0.0084803 mm, an error of 0.13%.
This error is fairly constant over the practical range of “a”, namely 0.05 < a < 1
mm where 12.7 > S > 0.63 mm. The analysis suggests that to minimize this
error only the first two minima be used, since other minima involve larger θv.
FRAUNHOFER APPROXIMATION
We have thus far assumed the Fraunhofer approximation to the basic KirchoffFresnel equation for diffraction from a thin slit, namely
L-1 = [(1/Z1) + (1/Z2) ] << λ / a
(15)
For practical reasons, Z2 was taken as 0.94m, and as no lenses were used to assure
plane waves, an error may be involved. We recall the basic Kirchoff-Fresnel
equation [8] for a single linear slit pattern:
u2
I(x) = ½ Io │ ∫
u1
u1(x) = [(2 / λ L ]
u2 (x) = [ (2/ λ L ]
e
i (π/2) u2
du│2
(16)
½
{ [ (Z1
x ) / (Z1 + Z2 ) ]
- a/2
}
(17)
½
{ [ ( Z1
x ) / (Z1 + Z2) ] + a/2
}
(18)
Use of Euler’s identity allows us to write equation (16) as:
I(x) = ½ Io │ [ C(u2) – C(u1) ] + i (S(u2) – S(u1)] │2
(19)
Where C and S are the Fresnel integrals;
C (u) = ∫ u0
S(u) =
cos (π /2) u2 du
(20)
∫ u0 sin (π /2) u2 du
(21)
We note that the x-y plane is the image plane (not the aperture plane) so that the
9
Z1 / (Z1 + Z2) terms in equations 16 and 17 are merely scaling factors. These can
be taken outside the integral of equation 19, which is then re-written;
I (x) = ⅛ λ2 L2 [C (g (x +a/2)) – C(g (x-a/2)) ]+ i [ S (g (x+a/2)) – S(g(x-a/2))] 2
(22)
where g = [ 2 / λ L ]
½
This analysis leads to the general equation:
a = (λ L ) / S
(23)
where L is defined in equation 15. We see that as Z1 → ∞, equivalent to a plane
wave source, equation 23 reduces to equation 6. The laser divergence ( here
0.0013 radians) applies only in the far field (large Z1). If w(z) is the laser beam
half-width, its variation along the beam path is given by [9];
w(z) = wo [ 1 + (λ z / π wo2 ) 2 ]
½
(24)
In the present experiments Z1 varied from 0.3 to 0.5m, which is at the borderline
between near and far field divergence. Modifications to the laser wave front will
also occur at the windows and transitions between air/glass/vacuum. An effective
Z1 of ≥ 200m gives a ≤ 0.4% variation in the thermal strain results. Smaller Z1
values reduce “a” in equation 23 and this translates to a larger ΔL for the sample.
This may explain the slight positive deviation of the diffraction data compared to
the Michelson interferometer data in Figure 3. Further investigation is needed to
define the nature of the input beam for future measurements. The best approach
would seem to involve all conditions favoring a plane wave source, such as a
collimating lens to minimize the divergence.
CONCLUSIONS
An accurate diffraction based dilatometer has been constructed and tested. It
overcomes problems with laser interferometers since specular surfaces are not
required, and the Lo can be measured at the point where the laser passes through
the slit. This means that machining requirements are greatly reduced – only one
straight edge is needed and only for the diameter of the laser beam (w o = 0.63
mm). Sample size and shape are flexible and the method is applicable to any
light transmitting environment. While initial tests were carried out in vacuum on
metallic samples over the range 21 - 1050oC, there is no inherent upper
temperature limit. However, as it is a differential technique, a stable material with
known and/or very small expansion is needed for the reference (knife edge). For
example, carbon or tungsten are good candidates in non-oxidizing atmospheres
for use to 3000oC. General errors are on the order of 0.5%. If the source is not a
plane wave, and practical aperture to observation plane distances are expected, the
effective point source to aperture distance must be determined and used with the
exact Kirchoff-Fresnel diffraction relation.
10
ACKNOWLEDGEMENTS
Thanks are also due to Darrell W. Oakes of PMIC for the Michelson laser
interferometer measurements. The authors also wish to thank Professor William
Hetherington of the Oregon State University Physics Department for help with the
Fresnel computer analysis.
REFERENCES
1. ASTM E289-94. 1994. “Standard Test Method for Linear Thermal Expansion of Rigid Solids
with Interferometry”
2. Pih, H., and K.C. Liu. 1991. “Laser Diffraction Methods for High Temperature Strain
Measurements’ Experimental Mechanics, March, pp60-64.
3. Tang, D.W., B.L. Zhou, H. Cao and G.H. He. 1991. “Dynamic Thermal Expansion under
Transient Laser Pulse Heating” Appl. Phys. Letters, 59(24) pp3113-3114
4. Hecht, E. 1975. “Optics”, McGraw Hill, p165
5. GLIDCOP ® tradename, OM Group, Inc
6. Norris, M.A., D.W. Oakes and E.G. Wolff. 1995. “Thermal Expansion Measurements of
Composite Structures” 40th Intl. SAMPE Symp. pp1867-187
7. TPRC Series “Thermal Expansion” CINDAS (Purdue University), (8)
8. Elmore, W.C., and M.A. Heald. 1969. “The Physics of Waves” McGraw-Hill Series in
Fundamentals of Physics , New York, p 407,
9. Svelto, O. 1982. “Principles of Lasers” Plenum Press, NY, p281
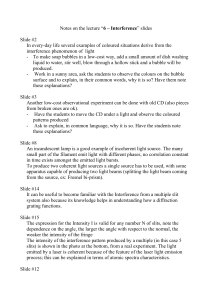
OFE Cu tested in Length Direction
21.08mm in length x 9.398 mm in width x 9.398 mm in thickness
0.025
0.02
Strain L/ L
0.015
0.01
0.005
0
0
200
400
600
800
1000
1200
-0.005
Temperature C
3
y = 5.9821E-12x - 5.3755E-09x2 + 1.8798E-05x 3.8868E-04
R2 = 9.9918E-01
Figure 5 Strain versus temperature for oxygen free copper by diffraction testing.
Average CTE = 19.12 ppm/oC (21-1050oC)
11
Lo = 21.09 mm
Avg CTE is by linear regression analysis of the data
12