SteamStripping
advertisement

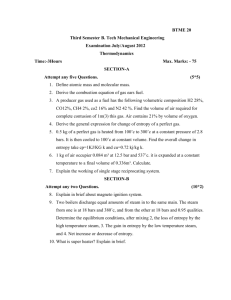
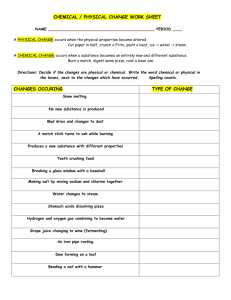
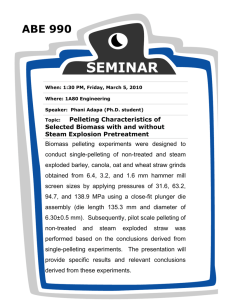
ENVE 436 Project Fall 1998 Steam Stripping Presented to : Dr. Sczechowski Presented by: Duane White Ryan Piner Linda Louie INTRODUCTION Industrial chemical production of benzene, vinyl chloride, and polychlorinated biphenyl, has increased over the past 50 years. At that time, it was often the case that these chemicals were disposed in the most simple and cheapest way. This usually meant storing the chemical on the company's property or sending them to a landfill. Little did the chemical producers realize that eventually these chemicals would migrate through the soil and into the groundwater. Several years later, the chemicals would be discovered in the local water supply. Once the public was aware that industrial chemicals were found in the water supply, causing low birth rates and early deaths, Congress passed the Resource Conservation and Recovery Act (RCRA) in 1976, and later the Comprehensive Environmental Response Compensation and Liability Act of 1980 (CERCLA). CERCLA's objective was to clean up contaminants at hazardous waste disposal sites. In response to CERCLA, several technologies were developed to treat different contaminants at Superfund sites across the country 1. Steam stripping was one of the technologies developed. It was developed at the University of California at Berkeley to remove volatile organic compounds (VOC’s) and reduce the level of semi-volatile organic compounds from the groundwater and soil. APPLICATIONS Steam stripping, which is also known as hydrous pyrolysis/oxidation and in-situ steam extraction, has been used for oil recovery and is now being used as a potential method to treat soils contaminated with non-aqueous phase liquid (NAPL), as well as light non-aqueous phase liquids (LNAPL) 2 . It is a physical and chemical process where steam, at a temperature of about 170 F to 180 F, is forced into an aquifer through injection wells to vaporize volatile and semi-volatile contaminants. These vaporized components rise to the vadose zone, where they are removed by vacuum extraction and then are treated. The steam stripping process is applicable to deep (i.e. the saturated zone), as well as shallow (i.e. up to five feet in the vadose zone) contaminated areas. They are often used at manufactured gas plants, wood-treating sites, petroleum-refining facilities, and other sites with soils containing organic liquids 3 (Figure 1). Although there are several slightly varied types of steam strippers available, we will focus our attention to the physical characteristics of an in-situ steam/hot air-stripping unit. We will discuss the physical process and theory of steam stripping. Then we will look at two different case studies, and lastly we will discuss the cost of steam stripping. 1 2 3 United States Environmental Protection Agency, Toxic Treatments, In-Situ/Hot Air Stripping Technology (Washington: ORD, 1991) 3. “Hot Water or Steam Flushing/Stripping,” www.ftr.gov/matrix2/section4/4_43.html. 15 Nov 98. “Hot Water or Steam Flushing/Stripping,” www.ftr.gov/matrix2/section4/4_43.html. 15 Nov 98 APPARATUS The steam stripper is a mobile unit that can be transported from treatment area to treatment area. It is composed of the two major constituents: 1) the process tower and 2) the process train. The process tower includes the treatment shroud, the kelly bars, the cutter bits, the rotary table, and the crowd assembly (Figure 2). Collectively, these components loosen the soil, inject the steam, and collect the VOC from the soil. At the end of the kelly bars are the cutter bits, which has nozzles for injecting the steam. The rotary table and crowd assemble provides power to the kelly bars. The steam raises the temperature of the soil to 170 - 180 F, which increases the vapor pressure of the organic compounds and allows them to travel to the surface by a vacuum. At the surface, the volatized vapors and hot air are collected beneath the treatment shroud and then travel to the gas treatment system of the process train. The gas treatment includes the scrubber, the cyclone separator, cooling system, carbon adsorption system, and compressor. The air first goes through the scrubber, which removes particulate matter in the air stream. Then the air stream travels to the cyclone separator, which removes water droplets from condensing steam. The water collected is sent to the distillation system. Afterwards, the air stream passes three stages of cooling by heat exchangers, which removes water vapor and volatile compounds from the air stream by condensation. The condensation that is accumulated is directed to the distillation process. The air stream then goes through two alternately used carbon beds. The first bed is used for adsorption of the volatile organics, while the second undergoes a regeneration process. The liquids from the regeneration are sent to the distillation system. The air stream is then drawn through a filter of a compressor. The compressor increases the air from atmospheric to 250 pounds per square inch gauge (psig) and temperature to 275 F. The compressed air is sent back down through the kelly bars to remove more contaminants in the soil. The condensates generated from the cyclone separator, cooling system, and regeneration of activated carbon travels through the distillation system into a condensed organics collection tank (Figure 2) 4. The contaminated water enters the distillation column at the feed point and flows downward, while steam passes upwards through the column. The steam causes the volatile organics to exert a higher pressure than at ambient conditions, causing the organics to transfer from the liquid phase to the gas phase. The steam is now contaminated with vaporized volatile components. The steam is then compressed at an elevated pressure, causing the gas to condense to a liquid in the 4 LaGrega, Micheal, D., et al., Hazardous Waste Management (New York: McGraw-Hill, Inc., 1994) 488-490. compressor. The compression of the steam creates a vacuum on the compressor inlet side that creates the vacuum conditions. The compression releases heat which is recovered by vaporizing part of the liquid to create the stripping steam. The organics will have a different density than water, which will cause the organic phase to float or sink in water, called the organic phase in the diagram. This aqueous phase returns to the top of the distillation column. LIMITATIONS When evaluating the feasibility of using a steam stripper, there are certain conditions to follow. First, only soils containing VOC can be remediable since this is what this apparatus is designed to work with. Soils that are comprised of a high clay content will promote binding of the contaminants and will delay the time of treatment. Clay soils also promote resistance to penetration by the drill augers. Therefore, sandy soils are ideal for shorter remediation times. Extreme weather conditions should also be avoided. Not only will cold temperatures freeze the soil, making for difficult penetration, they would increase heat loss from the equipment, as well, thus, demanding large quantities of energy to operate. Conversely, hot weather conditions decrease the cooling capacity of the cooling tower and lowers its effectiveness. Furthermore, volatile organic compounds with lower boiling points require less treatment time than those compounds with higher boiling points. In general, the temperature of the site should be between 35 to 95 F. Studies show that compounds with boiling point below 175 F, were more likely to be removed to undetectable levels. 5 When selecting a suitable site for steam stripping usage, surface and subsurface materials such as rock, concrete, and trash metal with diameters greater than 12 inches, must be removed to prevent damage to the stripper. The ground area to be treated must be flat and level, gradeable to less than 1 % slope. It must be able to support the rig, which can apply 25 psi, so it so will not sink or tip. A minimum treatment area of 0.5 acres is and a buffer zone is necessary for easy maneuverability of the steam stripping unit. Trailers transporting the stripper, weighing 80,000 pounds should be able to drive on the roads leading to the area. The stripping process requires 8 – 10 gallons per minute at 30 psi for a water supply. 6 CASE STUDY 1 In 1991, the Environmental Protection Agency (EPA) published a report on the removal efficiency of the in situ steam / hot air stripping technology. 7 Testing showed that the stripper averaged a removal efficiency of 85% for VOC and 50 % for semivolatiles, although where the semivolatiles went was not determined. Sampling of the 5 6 United States Environmental Protection Agency, Toxic Treatments, In-Situ/Hot Air Stripping Technology (Washington: ORD, 1991) 8. United States Environmental Protection Agency, Toxic Treatments, In-Situ/Hot Air Stripping Technology (Washington: ORD, 1991) 12. site took place in a 12-block area down to the water table, which is about 5 feet in depth, and in an alternative 6-block test area down to the saturated zone, which was approximately 8 to 11 feet deep. Pretreatment data showed that both testing blocks were heavily contaminated with volatile and semivolatile contaminants and the soil had high clay content. The predominant VOC in the 12-block area were chlorbenzene, trichloroethene, and tetrachloroehene, and in the 6-block area, there were ketones such as acetone, 2-methyl-4-pentanone, and 2-butanone, which are more difficult to remove in the 12-block area because of their increased water solubility. The semivolatiles found in both areas were bis (2-ethylhexyl) phthalate, phenol, napthalene, and phenanthrene. In the pretreatment 12-block area, the average levels of VOC ranged from 28 parts per million (ppm) to 1,130 ppm and post treatment ranged from 12 to 196 ppm. In the same 12-block area, the semivolatile compounds found in the pretreatment ranged from 336 to 1310 ppm and for post treatment, the range was 49 to 818 ppm (Table 1 and 2). In the 6-block area, only posttreatment data of VOC were collected because the study was to evaluate contaminant concentration after treatment and not removal efficiency. Values for these concentrations ranged from 16 to 119 ppm (Table 3). The objective of the study was to get post-treatment concentrations down to the 100 ppm federal standard. But, results showed that one out of every six cores used in the 12-block area still had concentrations above that standard. Experts believe that the reason for this is that “the augers may have passed below the maximum treatment depth of 5 feet and brought up contamination from below...without allowing sufficient time for treatment of this contaminated soil.”8 This issue could be resolved by treating all zones below the contamination. CASE STUDY 2 In another study, Korfiatis and Shah published laboratory experiments that were conducted to evaluate the effects that steam injection pressures, soil grain size distribution, and LNAPL type, would have on steam stripping. 9 The experiments were performed with two steam injection pressure settings, two soil types (1. poorly- graded, uniform-grain size and 2. well-graded, multiple-grained soils) of different distribution slopes (Tables 4 and 5), and two LNAPLs, No 2 heating oil and jet fuel (Tables 6 and 8). Data showed that as the steam injection pressure increased in the same grain size, the LNAPL recovery efficiency increased. However, it was shown that when the grain size decreases, the effect of the steam inlet pressure on LNAPL recovery efficiency is reduced because the steam flow rate for the same increase in pressure is 7 United States Environmental Protection Agency, Toxic Treatments, In-Situ/Hot Air Stripping Technology (Washington: ORD, 1991) 5-10. 8 United States Environmental Protection Agency, Toxic Treatments, In-Situ/Hot Air Stripping Technology (Washington: ORD, 1991) 6. G.P. Korfiatis and Hadim, F.H. Shah, “Laboratory Studues of Steam Stripping of LNAPL-Contaminated Soils,” Journal of Soil contamination. (1993): 1-22. 9 reduced (Tables 6 and 8). Reducing the flow rate also reduces the rate of energy, which saves money. To study the effect of grain size, data was collected with No. 2 heating oil , four coil types, and the steam pressure was fixed at 44.8 kPa. A mean grain size of 1.22 mm gave maximum LNAPL recovery efficiency while a soil grain of 0.22 mm took more than 30 hours to achieve the same recovery efficiency. This indicates that as mean grain decreases, the LNAPL recovery efficiency does as well. According to the results of this lab sudy, “Soils with finer grain sizes have a lower porosity, which reduces the total amount of steam occupying the pore volume, leading to reduced heat transfer rate between the steam an dthe LNAPL ganglia.” 10 For the effect of grain-size distribution slope, four soil types, having different slopes were tested with No. 2 heating oil and the steam injection pressure was 44.8 kPa (Tables 7). Data showed that as the slope decreases, the recovery efficiency decreases due to the associated decrease in the porosity and permeability. Furthermore, conclusions showed that compounds with great volatility have higher recovery efficiency. In this experiment, data showed jet fuel had higher recovery efficiency than No. 2 heating oil due to its volatility, higher vapor pressure and lower boiling point (Tables 6 and 8). In essence, the experiments showed that time required to reduce the contaminants in soil is a function of the pressure that is used, properties of the soil, and the volatility of chemicals. COST ANALYSIS In 1991, the EPA did an economic analysis of a steam stripper. 11 There were several assumptions made in calculating the cost of using a steam stripper. One assumption made was that the estimated costs are typical charges a vendor would charge a client, without including a profit. Another assumption made was that cost, such as a preliminary site preparation, permits and regulatory requirements, waste disposal, sampling and analysis, and site clean up are the owner’s responsibility and weren’t included in the estimate. For a 100 % on-line condition (i.e. the ratio of the operation time to the time spent on-site each workday), the treatment rate is assumed three cubic yards an hour. Operations are assumed to be 16 hours a day with one supervisor, two health and safety engineers, four operators, and five mechanics. The total volume of soil treated in the report was 8,925 cubic yards. A 65 % utilization factor is incorporated to account for depreciation, which occurs during maintenance, marketing, and regulatory delays, while the equipment is not on site. And finally, wastewater is assumed to meet local water quality standards. G.P. Korfiatis and Hadim, F.H. Shah, “Laboratory Studues of Steam Stripping of LNAPL-Contaminated Soils,” Journal of Soil contamination. (1993): 12. 10 The attached table (Table 9) shows the estimated costs ranging from 70 % and 266 treatment days, which is considered the average time, to 90 % and 207 treatment days for 12 different categories of. These twelve categories include site preparation costs, permitting and regulatory costs, equipments costs, startup and fixed costs, labor costs, supplies costs, consumables costs, effluent treatment and disposal costs, residuals and waste shipping costs, analytical costs, facility modification, repair and replacement costs, and site dmobilizations costs. In general, the report indicates that the cost ranges from $57 to $317 per cubic yard (Table 9). This is consistent with other findings that report cost ranges from $50 to $300. 12 The economic analysis also shows that 47% of the costs is attributed to labor, which incorporates living expenses and salaries of workers. However, as the treatment rate increases, the steam stripper becomes less labor intensive, which decreases the cost. That is, if VOC reduction is done at a faster rate less time is needed for operation and consequently, less labor is needed. Labor costs are followed by setup and fixed costs, which reflect transportation and assembly of the unit, at 30% of the total cost (Figure 3). This cost may be decreased by treating sites with few surface and subsurface obstacles and using power from a local electric company rather than by an on-board generator. CONCLUSIONS This report describes and explains the process and theory of a steam stripper. In addition, two studies and cost analysis is included. When selecting a steam stripper, post treatment results will vary from project to project. There are several other technologies developed for treating hazardous waste sites. The engineer’s responsibility is to research other technologies for the project. 11 United States Environmental Protection Agency, Toxic Treatments, In-Situ/Hot Air Stripping Technology (Washington: ORD, 1991) 15-24. 12 “Hot Water or Steam Flushing/Stripping,” www.ftr.gov/matrix2/section4/4_43.html. 15 Nov 98 Table 1. Demostration Test Results for Volatiles Table 2. Demostration Test Results for Semivolatiles 12-Block Test Area Block Number A-25-e A-26-e A-27-e A-28-e A-29-e A-30-e A-31-e A-32-e A-33-e A-34-e A-35-e A-36-e Avg Std Dev PreTreatment (ug/g) 54 28 642 444 850 421 788 479 1133 431 283 153 466 457 PostTreatment (ug/g) 14 12 29 34 82 145 61 64 104 196 60 56 71 80 12-Block Test Area Percent Removal % 74% 57% 95% 92% 90% 66% 92% 87% 91% 55% 79% 63% 85 N/A Table 3. Demostration test Results for Volatiles 6-Block Test Area Block Number A-26-n A-27-n A-28-n A-29-n A-30-n A-31-n Avg Std Dev PreTreatment (ug/g) N/A N/A N/A N/A N/A N/A N/A N/A N/A Not applicable PostTreatment (ug/g) 16 22 36 80 119 45 53 73 Percent Removal % N/A N/A N/A N/A N/A N/A N/A N/A Block Number A-25-e A-26-e A-27-e A-28-e A-29-e A-30-e A-31-e A-32-e A-33-e A-34-e A-35-e A-36-e Avg Std Dev PreTreatment (ug/g) 595 1117 1403 1040 1310 1073 781 994 896 698 577 336 902 407 PostTreatment (ug/g) 82 172 439 576 726 818 610 49 763 163 192 314 409 407 Percent Removal % 86% 85% 69% 45% 45% 24% 22% 95% 15% 77% 67% 7% 55 N/A Table 4. Physical Properties of Soils with uniform Grain Size Mean grain Hydraulic U.S. std size (D50) conductivity sieve no. (mm) Slope (cm/s) Porosity 20-Oct 1.2 265.4 0.764 0.39 20-40 0.61 265.4 0.114 0.36 40-60 0.31 265.4 0.0665 0.33 60-100 0.22 265.4 0.0166 0.31 Table 6. Data for Experiments with No 2. Heating oil as LNAPL for Various Pressures and Soils of Uniform Grain Size Mean grain Steam inlet Inlet Flow Recover Max. y size Pressure temp. rate eff. After recovery (mm) (kPa) (C) (ml/min) 1 PV eff. (%) (%) 1.2 44.8 110.0 116.6 95.0 99.8 1.2 24.1 105.0 66.6 89.0 99.0 1.2 12.4 102.2 33.3 86.0 98.7 0.6 44.8 110.0 41.6 90.9 99.4 0.6 24.1 103.9 20.2 88.2 99.0 0.3 44.8 110.0 12.8 87.2 99.3 0.2 44.8 110.0 7.7 82.8 98.2 Table 7. Data for Experiments with No 2. Heating Oil Lnapl for Various Well Graded Soils Steam inlet Inlet Flow Max. Pressure temp. rate recovery Slope (kPa) (C) (ml/min) eff. (%) 265.4 44.8 110 122.7 99.6 95 44.8 110 56.5 99.1 56.6 44.8 110 4 97.3 41.3 44.8 110 2.8 96.8 Table 8 Data for Experiments with Jet Fuel as NAPL for Various Uniform Grain Size Soils and Pressures Recover Max y Steam inlet Inlet eff. After recovery Mean grain Pressure temp. Flow rate 1 PV eff. size (mm) (kPa) (C) (ml/min) (%) (%) 1.2 44.8 110.0 116.6 96.4 99.5 1.2 24.1 105.0 66.6 94.2 98.9 0.61 44.8 110.0 41.6 91.8 99.2 0.61 24.1 105.0 20.2 89.3 98.8 Table 5. Physical Properties of Well-Graded Soils Mean grain Hydraulic size (D50) conductivity Slope (mm) (cm/s) Porosity 265.4 1.2 0.764 0.39 95 1.2 0.0097 0.37 55.6 1.2 0.00255 0.37 41.3 1.2 -----0.21 Table 9: Summary of estimated Costs in $/Cubic Yard for Various Treatment and On-line Operating Factors 3 cubic Yards/Hour 0.80 0.90 3.67 3.67 0.70 3.67 10 cubic Yards/Hour 0.80 0.90 3.67 3.67 0.70 3.67 20 cubic Yards/Hour 0.80 0.90 3.67 3.67 Site Preparation Permitting and Regulatory Costs 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 Equipment Cost 14.24 12.53 11.19 7.37 6.51 5.85 4.62 4.11 3.71 2.56 2.30 2.10 Startup and Fixed Costs 93.62 83.74 76.05 54.05 49.14 45.29 38.26 35.30 32.98 26.39 24.92 23.77 Labor Costs 151.37 132.45 117.73 75.68 66.22 58.87 45.41 39.73 35.22 22.71 19.87 17.66 Supplies Costs 10.70 9.41 8.84 5.54 4.90 4.40 3.48 3.09 2.79 1.93 1.74 1.59 Consumables Costs 26.64 23.33 20.75 13.38 11.72 10.43 7.99 7.08 6.30 4.09 3.60 3.21 Effluent Treatment and Disposal Costs 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 Residual and Waste Shipping, Hangling and Transport Costs 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 Analytical Costs 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 Facility Modification Repair and Replacement Costs 13.62 11.91 10.59 6.81 5.96 5.30 4.08 3.57 3.18 2.04 1.79 1.59 Site Demobilization 3.21 3.21 3.21 3.21 3.21 3.21 3.21 3.21 3.21 3.21 3.21 3.21 317.07 280.25 252.03 169.71 151.33 137.02 110.72 99.76 91.06 66.60 61.10 56.80 Total Costs 0.70 3.67 6 cubic Yards/Hour 0.80 0.90 3.67 3.67 0.70 3.67 This cost analysis does not include profits of the contractors involved The American Association of Cost Engineers defines thre types of estimates: order of magnitude, budgetary, and definitive. This estimate would most closely fit an order of magnitude estimate with an accuracy of +50% to - 30%