VLG250 User Manual
advertisement

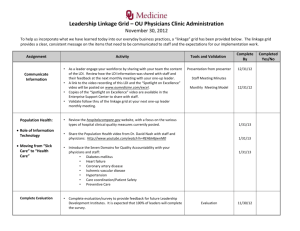
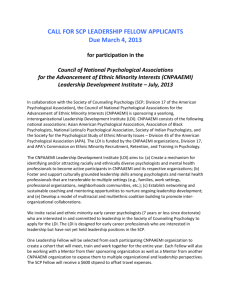
Laser-Doppler-Instrument LDI User Manual JENOPTIK Group. Dear User You are advised to read this manual carefully before you start using the Laser Doppler Instrument (LDI). This is necessary to ensure that you will be able to utilise all the capabilities which your new instrument offers. This technology is subject to further development. Note: No part of this User Manual may be reproduced in any way (by print, photocopying, microfilm or any other technique) without prior written approval by JENOPTIK Laser, Optik, Systeme GmbH, nor may it be processed, duplicated or disseminated with the help of electronic systems. Appropriate care was used in preparing this document. Editorial deadline: Documentation number: May 1999 012704-99-03-0699 JENOPTIK Laser, Optik, Systeme GmbH 2 Jena, 30.05.1999 Laser - Doppler - Instrument LDI User Manual Table of Contents 1. 2. 3. 4. 4.1. 4.2. 4.3. 5. 5.1. 5.2. 6. 7. 8. 9. 10. 10.1. 10.2. 11. 12. 13. 13.1. 13.2. 13.3. 13.4. 14. Safety Instructions Application of LDI Principle Product Description Instrument set-up Functioning of LDI Interfaces Initial Start-up Installation and adjusting Starting measurement and calibration Optional Versions Technical Specifications Standard Delivered Configuration and Accessories Instrument Error Reports Cleaning and Technical Safety Checks Cleaning Technical safety checks Customer Service EC Conformity Declaration Enclosures Enclosure 1: Calibration certificate Enclosure 2: Speed analysis Enclosure 3: Counter setting Enclosure 4: LDI-watch setting Telefax 27 3 4 5 6 7 7 8 9 11 11 13 14 16 17 18 19 19 19 20 21 22 22 23 24 26 1. Safety Instructions Safety and operating instructions must be read carefully and followed in practical usage. The specified operating conditions must be observed when working with this instrument. Noncompliance with these instructions or improper usage may cause physical injury to the user or cause damage to the instrument. Caution: There is danger of eye or skin injuries. The optical measurement head emits laser radiation (laser class 3B according to EN 60 825/1: 1994). The LDI may only be operated with its shielding (protective cover, absorber) properly installed. This is necessary to protect from laser radiation and uncontrolled spreading of such radiation (laser class 3B according to EN 60 825/1: 1994). An absorber is located behind the material being tested to protect from laser radiation in the event of sudden material failure (for example web or cable rupture). Do not remove any mechanical shields, nor look into the measuring head during LDI operation, nor direct the measuring head onto any part of the human body! This will result in eye or skin injuries! Shielding parts may not be removed by anyone other than authorised personnel performing installation or calibration work on the LDI. Caution: The use of control or adjustment tools or operating procedures others than those specified herein may lead to hazardous radiation exposure! Caution: There is danger of electrical shock! Repair work on the LDI must not be done by anyone but duly instructed service personnel, since life-threatening voltages are created inside the instrument. The same applies for calibration and counter setting. The LDI is to be opened only by trained personnel. Caution: There is danger of destroying the LDI! There is danger of eye or skin injury! The laser cassette of the basic LDI unit and the optical measuring head are linked via shielded glass fibres. This connection must not be removed. Do not loosen any strain-relief screws to avoid breaking the glass fibres which will inevitably lead to the destruction of the LDI! As a consequence, laser radiation may spread in an uncontrolled manner and cause eye or skin injury! 4 2. Application of the LDI Manufacturing plants with conveyor lines transporting tape, ribbon or web material are becoming more and more productive. This is achieved by increasing the advance speed, which, in turn, calls for new measurement techniques. The classical methods of mechanical measurements involve metrological errors that are caused by slippage. Also they impact the surface to be measured. Non-contact measurement provides a true alternative. The most frequently used measuring technique that avoids any surface contact is based on the laser Doppler principle. Laser Doppler units can measure the sample speed v and derived measures such as length L, material acceleration a and periodical material speed changes v. Most commercially available Laser Doppler units provide a multitude of functions and parameters designed for flexible use. This keeps the operating cost high and requires the user to have special technical knowledge. The new LDI (Laser Doppler Instrument) from JENOPTIK Laser, Optik, Systeme GmbH is a compact, rugged, easy-to-operate tool which allows non-contact longitudinal measurement on solid moving surfaces. It measures exactly, even with motion reversal, at „zero“ speed, and during acceleration phases. A high signal-to-noise ratio is achieved by narrow-band frequency filtering, so even weakly scattering surfaces are measured reliably. State-of-the-art optical technologies, using such features as laser diodes, integrated optical chips and glass fibre connection between the basic LDI unit and the measuring head, guarantee highly reliable operation of the LDI and make it particularly suitable for on-line operation in harsh industry environments. The LDI is designed for length and speed measurement on moving material samples. Because of its on-line measurement capability, the measured speed values vN can be used to present a graph or, after a FFT-analysis a spectral course. Periodical speed changes in production lines can thus be detected and preventive measures against be taken. The LDI is designed to cover the following applications: measuring the length where material is cut to length measuring the length where markers are applied on surfaces controlling production process for cable, ribbon or web material spectral presentation of the speed course (FFT-analysis). Measurements can be done for cable, ribbon or web materials such as: paper or cardboard cables or wire textiles or leather film or foil other materials. 3. Principle The LDI uses the cross-beam principle (differential Doppler method) in reflection with a frequency shift fSh between the two transmission beams S1 and S2. The fringe model provides a simple explanation for the generation of the Doppler frequency of light scattered on moving samples. If two coherent sub beams S1, S2 with a wavelength of are superimposed onto each other under an angle of 2 at the measurement location, they form a pattern of interference fringes with the fringe distance of d (Fig.1): 5 d=sin2). (1) As particles of the sample surface move through this line pattern, they scatter light every time they pass a bright zone. A detector detects modulated light with the frequency fD (Doppler frequency). The particle speed v can be calculated from this Doppler frequency fD: v=fDsin2)=fDd. (2) v v S1 d 2 Interference pattern S2 Fig.1: Interference pattern in the measurement region One length increment I0 is counted after a /2 phase shift of the Doppler signal relative to a reference signal. One increment I0 corresponds to a moved sample length of d/4. The smallest length increment is about 4 µm. In the case of „zero“ speed (v=0), there is no frequency information in a stationary fringe pattern, and signal processing is not possible. Also no forward/backward recognition can be done because the generated Doppler frequency fD has no sign to distinguish forward and backward motion. Laser Doppler units, suitable for the measurement of small speeds (including standstill) and in reverse-travel motion, must generate a frequency shift fSh between the two transmitted laser beams S1, S2. This frequency shift generates a moving line pattern on the sample. It is characterised by the line speed vi: vi=dfShift (3) The resulting speed is the sum (forward) or difference (backward) of this line speed vi and the sample speed v. Currently laser Doppler set-ups use Bragg cells to generate this frequency shift. In the LDI, a new principle is employed: beam splitting and phase modulation accomplished with an Integrated Optical Chip (IOC). This principle allows the construction of an all-fibre-version. The light from the laser source to the measuring head is permanently guided in optical fibres. Use of the IOC essentially simplifies the optical assembly and allows the construction of a compact and rugged unit with high long term stability. Thermal, electromagnetic and mechanical stresses have no influence on measuring accuracy. 6 4. Product Description 4.1. Instrument set-up LC 9 1 8 CC PS 7 8888,88 2 3 4 10 5 11 Fig.2: Front side of basic LDI unit , schemat ic view 6 v 15 12 16 14 13 2 Fig.33: Back side of basic LDI unit , schemat ic view 17 22 18 19 20 21 The LDI consists of basic unit containing the laser cassette (LC), counter cassette (CC) and power supply (PS), and the measuring head (13). These two components are permanently connected via a screened conductor tube (12) with both transmitting and receiving fibres. Caution! The screened tube is mechanically connected to the laser cassette and the measuring head. Do not loosen the strain-relief screws to avoid breaking of the glass fibres! This may lead to uncontrolled spreading of laser radiation and eye or skin injury! 7 On the front side of the basic unit are located (see Fig.2): (1): (2): (3): (4): LED: LED: LED: LED: (5): LED: (6): (7): (8): (9): (10): (11): Switch: SMC-jack: setting knob: level indicator: indicator: output: Laser diode for „ON“ RESET signal Channel C: fail signal Channel A: signal „clock“ or „sin“ (standard delivered with: „clock“) Channel B: „up/down“ or „cos“ (standard delivered with: „up/down“) RESET-switch and print command Speed interface to adjust signal level (optional) Optical signal level Counter reading (length in m) Fibre output to measuring head The optical measuring head (of Cr-Ni-steel) contains: (12): Shielded tube with optical fibres (13): Measuring probe (14): Front lens (15): Customised cover shield (16): Customised absorber Located on the back side of the basic unit (Fig.3) are: (17): Fuse Compartment (18): Power switch (19): AC power port (20): 9-position Sub-D jack for printer (21): Interface (22): Switch for manual or automatic control of signal level (optional) 4.2. LDI operation The LDI measures covered length on solid surfaces by counting 4-phase transitions of the detected Doppler signal with the Doppler frequency fD. There are four pre-selection switches on the cassette which can be used for LDI calibration (counter values 163, 162, 161, 160). Calibration is done by selecting the right number of increments I0=d/4 to accumulate for the output of a standard length increment I (standard 1cm). The monitoring, controlling and indicator elements on the LDI unit have the following functions: (1): LED shows the function of the laser diode (LDI ready to start). (2): LED shows the RESET state (3): LED shows fail signal or signal level falls below minimum level. Measurement is interrupted 0.3s after fail signal , the last measured value is indicated, measurement continues after a valid signal is received again. (4): LED shows the operation of channel A, it lights after every outgoing length increment I (5): LED shows the operation of channel B, it shines in the case of „up“ (forward motion) (6): RESET-switch and print command simultaneously, to bring the display to „zero“ (7): Speed interface (8): Setting knob to adjust the correct signal level (in standard version, this knob is ineffective) manually. 8 (9): level (10): (20): (21): (22): Indication of the optical signal level (exact level only with moving samples). If the falls below a certain minimum, LED3 will light and measurement is interrupted. Display of measured length (standard: m, resolution: cm) Printer interface Interface Switch for manual or automatic control of signal level (optional). In standard outfit version, the automatic mode operates and the setting knob 8 is disabled. 4.3. Standard interfaces 1. Interface 7: speed output The SMC jack output 7 delivers an output signal proportional to motion speed. The user can choose between the signal forms of digital frequency signal fD , voltage signal U or current loop i, by plugging the SMC-plug into the „X“, „Y“ or „Z“ jack of the counter cassette (Fig.4). Standard: Optional: Doppler frequency fD(t), plug into jack „X“ (fD) 0m/min=0MHz 1.000m/min=CMHz 50mV-peak on 50, pulse width: 50ns Please take the constant C from the calibration certificate (enclosure 1). Voltage U(t), plug in jack „Y“ (U) 0m/min=0V 1.000m/min=1V (optional 10V) current loop i(t), plug in jack „Z“ (i) 0m/min=4mA 1.000m/min=20mA pre-selection sw itches 0 2 1 Y U 3 Z 4f D X fD E F G A B C D jumper Fig.4: Counter cassette, schematic view i 2. Interface 20: printer (aliasi printer) The printer is plugged into interface 20 at the back of the basic unit (Fig.3). A PTB certificated LDI version (PTB - Physical-Technical Federal Institution of Germany) with an open interface must use an aliasi printer which records all measures results unmistakable. On a RESET pulse, both manually (6) or remotely triggered (interface 21) the following file will be printed: system number: running number: date: time (MEZ): length: xx 1 ...99.999 xx.yy.zz xx.yy.zz 0 ...9.999,99 m 9 10 5V (24V) 1k (4,7k ) 1 2 A 1k (4,7k ) A: TTL (SPS) -A output B The standard interface prints only the final length value L (after RESET). The current length can not be called up during measurement. The time is set to MEZ. Conversion to MESZ does not occur automatically. The re-setting of date and time is described in enclosure 4. Warning! Danger of an electrical shock. The re-setting of date and time must be done by instructed service personnel. 3. Interface 21 Interface 21 is designed for the non-feedback -B transmission of the signal input and output of a 4 selected length measurement mode to and from an external source. Connection is via a 9-position Sub-D jack at the back of the basic LDI unit. The output 0V signals are „length increments (clock)“, „motion direction (up/down)“ and „signal loss“. The input signal is the external „RESET“. 3 B: TTL (SPS) Standard setting: - smallest length increment: I=1cm, - maximum output frequency: 40kHz (standard optocoupler) The increment output I can also be chosen in other units, for example dm, mm or smaller units. The output frequency of 40kHz limits the maximum sample speed transmitted by the opto-coupler. The maximum sample speed of 2.400m/min can not be transmitted by transmitting increments smaller than cm. (Faster opto-coupler can be used optional) Pin assignments of the 9-position Sub-D jack: Outputs: 1: + channel A 2: - channel A sin 3: + channel B 4: - channel B cos 5: + channel C 6: - channel C Input: 7: + RESET 8: -RESET 11 input: output: clk (cm), 0,1ms or output: up/down, static or output: failure signal level RESET-signal Fig.5: interface output 5V (24V) 1k (4,7k ) +RES 7 input 8 -RES 0V Fig.6: interface input 12 Three output channels and one input channel are, electrically isolated, from the basic LDI unit by optocouplers.. They are OC-stages (open collector) with protecting diode and can be integrated directly into current loops of a PLC-control unit. Suitable resistors are necessary, if the control unit has no current loops (Figs. 5, 6). The length measurement mode can be changed by setting other jumpers in the counter cassette (Fig.4). Please note that changes of this type may only be performed by the manufacturer or duly authorised personnel. Standard version : jumper A unplugged: jumper B unplugged: jumper C unplugged: Jumper E, F plugged: Optional: outputs as sin/cos jumper A plugged: jumper B plugged: jumper C plugged: jumper F, G plugged: CH A: clock CH A non negate CH B non negate RESET CH B: up/down CH A: sin CH A negate CH B negate RESET negate CH B: cos 5. Initial Start-up Initial start-up may not be performed by anyone other than duly authorised personnel. 5.1. Installation and adjusting Install the basic LDI unit at a maximum distance of 4m (fibre length) from the measurement location. The customised holder with the measuring head 13 is installed over or beside the sample to be measured (Fig.8). The distance L from the measuring head to the sample surface is set to 250mm1mm by means of a standard (Fig.7). Make sure the shielded tube is not bent beyond a minimum allowed radius of 25mm. The measuring head must be aligned to the direction of the sample motion (Fig.7), to achieve an accuracy of 0.1% for speed- and length measurements. The measuring head is factory-mounted in a holder, so that the head angle forms an angle of 00 to the plane C of the attaching plate. This plate is mounted at the machinery in such a way, that plane C is parallel to sample motion (=00) and the measuring head is at right angle to the sample surface (=900). Place LDI roughly in upright position (=900) An angle error orreduces the measurement accuracy of the LDI (cos-error eq.4) v/vL/L=cos()cos() (4) A misalignment of the angles or of 30 generates measurement errors of about 0.1%. Because the LDI measures sample length in forward and backward directions, forward sample motion must count length increments in „plus“-direction. Otherwise the measuring head must be rotated with the clamp 1 and 2 by 1800. To do this, the screws in the holder ground plate (G1, G2) must be removed (Fig.8) and fixed in thread holes (G3, G4). An arrow „„ at the back of the measuring head shows the sample motion direction „forward“ (main motion direction). 13 measuring head 250 =900 ( decreases only signal level) =900 <30 (meas. error L/L<0,1% ) C v sample =00 <30 (meas. error L/L<0,1% ) aligned to plane C of holder Fig.7: Alignment of the measuring head Re-adjustment of the head angle may be done only in special cases. To re-adjust the screws in the clamps 1 and 2 must be loosened. The measuring head in the holder is then rotated so that the plane of the two transmission beams creates an angle of =00 with the sample motion direction (Fig.7). 1. Adjustment with constant sample speed v0 An exact adjustment can be made, if the sample speed v0 is a constant. The angle is adjusted till the speed v=v0cos measured with the LDI (interface 7) gets a maximum value (v=v0 if =00). 2. Adjustment with non constant sample speed v1 14 If the sample moves with varying speed v1 an adjustment to the speed minimum (measured with the LDI) can be done. The angle is so adjusted, that the speed measurement v=v1cos shows a minimum value (v=0 if 900). After fixing the measuring head in the clamp holder, the clamps 1 and 2 (including the measuring head) are unfixed from the ground plate, rotated by 900 and fastened again on the ground plate. Warning! Provide laser safety! Do not look into the measuring head. Watch the laser radiation with enclosed IR-detection card! The customised absorber 16 must be mounted after alignment of the measuring head. 5.2. Starting measurement and calibration part of machinery ground plate G3 G1 scramp 1 measuring head scramp 2 G4 G2 Connect LDI to AC power point (120V, 100W, 60Hz) and turn on power with switch 18 at the back of the basic LDI unit. The display undergoes an internal test routine: displayed value „8888.88“. LED1 will light steadily as soon as the instrument has reached its operating temperature (after about three minutes). The LDI is ready to start. Prior to each length measurement, the LDI must be zeroed with a RESET signal which may be triggered manually via RESET (switch 6) or by supplying an external RESET to the 9-pin Sub-D connector 21. The display shows: „0000.00“ m. The sample must lie in the measurement location of the LDI. After defined length motion, the measured length can be read on the display 10 or processed via interface 21. A manual or external RESET pulse sets the display back to „0000,00“. If a printer is connected to the interface 20, the data length will be printed after the RESET pulse. v Fig.8: Customised LDI-mounting sample Delivery of the LDI includes with automatic control of the signal level. The signal level is matched automatically to different materials. Switch 22 and control knob 8 are disabled in this operation mode. For special applications, particularly for transparent or weakly scattering materials, the manual signal level control may be advantageous (see 6.12. optional LDI versions). The instrument is factory-calibrated. A calibration certificate is included. The calibration data and assure traceability of the measured results to a glass scale calibrated by PTB Braunschweig/Berlin and a two-dimensional calibration standard. Re-calibration or changes in the counter setting means an intervention in the signal processing system. Calculation errors or false setting of the pre-selection switches result in 15 measurement errors. The calibration or the adjustment of other length increments is described in enclosure 3. Warranty claims will be null and void if the customer changes the counter setting. The warranty may be restored after a re-calibration by manufacturer personnel. 6. Optional LDI-Versions 1. RS232 interface (unidirectional) The printer interface 20 must be connected to an alias printer if the customer uses the open interface 21 and the length measurement must be calibrated. We recommend a second unidirectional interface RS 232, parallel to the printer interface 20, for data processing in a PC. So the data acquisition of the length data L can occur direct to the PCB data are for the signal processing in a connected PC 2 Non-volatile static RAM for data storage Instead of an alibi printer a non-volatile static RAM (512K x 8) in the basic LDI unit also can be used for data storage. The RAM can store 20.000 records at least (LDI number, product number, running number, date, time and measured length) before the first record is overwritten. A RS485 (RS232) interface realises the bidirectional data transfer between LDI and PC. Data of the sample (product number, running number) make the surching of special data in the RAM easier. The PC takes the current length L(t) after calling from the LDI. Also after calling the records of the RAM are searched for special criterions (product number, running number) and displayed on the PC. 3. Operating voltage 24V The LDI can also be powered with 24V. 4. Other laser wavelength We recommend using a laser diode with the wavelength of 910nm, especially, for photosensitive materials. 5. Increased measurement accuracy The stability of the laser wavelength is increased, if a laser diode with internal optical isolator is used. So length measurements under constant measurement conditions (material, distance L, speed, acceleration) are highly reproducible. The measurement error is less than 0.02%. 6. 19“-plug-in unit The basic LDI unit can be provided as a 19“-plug-in unit for the installation in a rack. 7. Other fibre length The fibre length can be increased from 4m to 10m, to bridge a longer distance between measuring head and basic LDI unit. 8. Scanning routine The standard signal processing routine can not follow Doppler frequency changes if speed jumps or accelerations higher than 40m/s2 occur. As a consequence, the signal frequency fS is no more in the bandwidth of the signal filter and the measurement is interrupted. 16 This effect also occurs if at the start of the measurement the measuring head is directed to a moving object with a speed v>400m/min. The LDI can not follow this speed jump from „zero“ speed to v>400m/min. The whole frequency range (speed range) is scanned by using the optional scanning routine. The measurement is started or goes on, after the frequency (speed) is matched. 9. Narrow band frequency filter If LDI measurements with provide a too small signal to noise ratio (SNR), for example in the case of optical fibres or weakly scattering samples, the measurement error can be considerable. A further reduction of the filter-bandwidth generates an increased SNR and allows the exact measurement also on materials with weak signals. The reduction of the signal filter bandwidth also allows the measurement of slowly moving samples with increased accuracy. 10. Connection of counters If counters (Hengstler, Omron, Hübner, ...) are connected to the LDI-interface 21, the following counter options can be applied: - Length counting and closing of relay to decrease the sample speed, after a pre-set counterstate (L0, L1) is matched. - Using of counter options, for example interface (RS 232, RS 485) for data transmission. 11. Analysis of sample speed The sample speed course v(t) can be recorded (1024 data) by means of a DAQ-PCboard and presented on the PC. The 1024 data can also be processed by a FFTanalysis. So a spectral presentation of the sample speed can be carried out (enclosure 2). 12. Manual signal level control The manual signal level control is only recommended if sample tests in the laboratory of the manufacturer are not successful. Then, switch 22 is activated by the manufacturer. This manual signal level control (switch 22 down) activates also the control knob 8. The manual signal level control may be advantageous in the case of weakly scattering materials. There are two switch positions after activation of switch 22: - position 22: „ON“ (up) function: automatic signal level control the control knob 8 is out of work - position 22: „OFF“ (down) function: manual signal level control the signal level is adjusted with the control knob 8, the level on the reading 9 must be adjusted during sample motion to 5 ...6. In this LDI operation state the measurement can be manipulated (manual level state too small), so the PTB does not allow this state. 17 7. Technical specifications dates Displayable length: Max. Motion speed : Length resolution: Measuring distance: Measuring accuracy: Radiation source: Laser diode: Mode Wavelength: Optical power: Power on sample: Beam diameter on sample spot : Divergence: Laser class: 0...9999,99m -2.400m/min...0...+2.400m/min (max. acceleration 40m/s2) 0.01m, optional 0.001m, 0.1m, ... L=250mm8mm 0.1% L=250mm3mm 0.2% L=250mm8mm HL 7851 G continuous (stabilised with monitor diode) 790nm (stabilised in temperature and power) 40mW 2 x 3mW cover 0.8mm 10mrad for both transmission beams 3 B according EN 60 825/1:1994 (if no customised shield cover and absorber) 1 according EN 60 825/1:1994 (including customised shield and absorber) Operating temperature: basic LDI unit: measuring head: Storage temperature: Max. air humidity: 5 - 70 -200C - +700C 85% (at +250C) Dimensions: Weight: basic unit: measuring head: Interface: Interface printer: interface speed: Power supply: 50 - 450C 0 0 basic unit: (W x L x H) 260mm x 150mm x 310mm measuring head: =38mm L=240mm Fibre between basic unit and measuring head: 4m 5.5kg 0.5kg 9-position Sub-D (open collector) outputs: clock, up/down (or sin/cos) pulse width: 0.1ms fail signal input: RESET RS232 connected to alibi printer speed exit: frequency (standard) optional: voltage or current loop Fuse: operating voltage: 220V...240V, power consumption: 100W frequency 50Hz optional 110V or 24V 2,0A (T) Protecting grade: basic unit: IP20 measuring head: IP53 18 8. Standard Delivered Configuration and Accessories Included in LDI delivery: LDI basic unit and measuring head User Manual Power plug Optical wipe IR-detection-card Calibration certificate / test log Accessories: Holder for optical measuring head (custom-adapted) Laser protection device (custom-adapted) 19 9. Instrument Error Reports Installation errors Error Reason Elimination LDI does not count signal level too small (<2) measuring head misadjusted signal level too small (<2) switch 22 „Off“ (manual signal level control) transmission beams interrupted (check with IR-detection card), material surface disrupted signal level too small (<2) material not suitable for measurement with automatic signal level control transmission lens at measuring head is dirty adjust measuring head to sample surface (see initial start-up) switch 22 „ON“ (automatic signal level control) LDI does not count LDI does not count LDI does not count LDI does not count LDI counts backward 0, 9999, 9998, .... Measurement error Measurement error wrong installing of the measuring head no RESET (zero) before measuring start wrong adjustment of the measuring head to the sample motion transmission beams must illuminate sample surface provide sample for material test at manufacturer’s site, test manual signal level control clean the lens with enclosed optical wipe (wet cleaning, use optical cleaner) rotate the holder with the measuring head 1800 before measuring give a manual or external RESET pulse (zero) readjust angles and of the measuring head LDI errors: Error Reason Elimination Laser diode not operating LED 1 off Laser diode does not operate after run-in time laser diode has not reached pre-set wait run-in time temperature laser diode, driver or thermostatic consult technical service control module defective Signal level: zero IOC-modulation failure, fibre breakage 20 consult technical service 10. Cleaning and Technical Safety Checks 10.1. Cleaning The LDI requires no scheduled maintenance. Once aligned to the sample surface, it need not be re-adjusted any more. Measurement can be performed even with the front lens (transmitting lens) of the measuring head contaminated in part. Use optical wipe (supplied) and standard means to clean the lens (water, glass cleaner, alcohol, etc.). Cleaning may be performed by authorised personnel only. To clean , shut the LDI down, disconnect from main supply, and remove shielding cover (15). Clean as necessary. Replace the shielding cover before you turn on power again. This is necessary to protect from laser radiation and uncontrolled spreading of laser radiation, while also preventing improper instrument use. Warning note according to EN 60 825-1: 1994: Caution: The use of control and adjustment tools or operating procedures others than those described in this Manual may lead to dangerous radiation exposure! 10.2. Technical safety checks Following each new start-up procedure, service and repair work or longer down times, the following technical safety checks are required: 1. Visual inspection Are shielding cover (15) and absorber (16) screwed on properly? 2. Visual inspection Are laser cassette, shielded tube and measuring head firmly connected with each other? 3. Check of normal function of protective ground wire 21 11. Customer Service Please notify your local distributor or the manufacturer if your LDI develops a mal-function or failure. Defective instruments must be repaired at the manufacturer’s site. Manufacturer: JENOPTIK Laser, Optik, Systeme GmbH Göschwitzer Straße 25 07745 Jena Tel.: +49 3641 65 3028 Fax: +49 3641 65 3813 22 12. EC Conformity Declaration (in accordance with EMC Directive 89/336/EEC, Appendix 1) It is hereby declared by the undersigned officers duly authorised by the manufacturer that the product specified hereafter: Laser Doppler Instrument (LDI) to which this declaration relates is in conformity with the applicable regulations/directives and normative documentation listed below, existing in the form of the harmonised standards: EN 55 011, class B EN 55082, part 2, together with IEC 801, parts 2 and 3 (industry sector) Jena, on 20 December 1995 Dr. Erich Hacker JENOPTIK Laser, Optik, Systeme GmbH Ingolf Berger Quality officer 23 13. Enclosures 13.1. Enclosure 1: Calibration certificate LDI-250 Serial No: Date: opt. Head Distance: Laser diode: XXXX 03/02/1999 250mm No:B 121 5.1mW 1,3V 3843 53:47 AA0080 6F76 0B25 1.1896M Hz 1.40110 -5m Optical pow er output: Operating temperature: Number Splitting ratio: M odulator (IOC): Detector: Counter state (dm increment): Counter state (cm increment): Doppler frequency f D (1000m/min): Constant C (v=Cf D): error over head distance rel. error [% ] 0,3 0,2 0,1 0 239 241 243 245 247 249 251 253 255 257 259 261 263 head distance [mm] -0,1 -0,2 optimum distance -0,3 rel. error [% ] error over speed 0,3 0,2 0,1 speed [m/min] 0 0 2,4 8 24 80 -0,1 -0,2 -0,3 24 240 800 2400 13.2. Enclosure 2: Speed analysis The presentation of the temporal or spectral course of a sample motion occurs by means of the LDI-FFT (Speed Analyzer), shown by the example of a cable extrusion machine (Fig.9). The simple graph v(t) at the speed of 125m/min does not resolve small speed variations. Fig.9: Speed diagram v(t) Small speed changes (for examplev=0,9m/min) are resolved, after the out-filtering the DCspeed-component and amplification of the remaining AC-speed-component. Fig.10: AC-speed diagram The spectral graph (FFT-analysis) shows the frequency components fN consisting in the temporal course. Fig.11: Spectral graph fN 25 13.3. Enclosure 3: Counter setting Please inform the manufacturer before delivery, if you want other length units than the standard unit I=1cm. The manufacturer will implement necessary changes in setting and write a new calibration certificate. The warranty claims to the measurement accuracy will be null and void if the customer changes the counter setting Warranty can be restored after re-calibration by the manufacturer. New setting of pre-selection switches Shut the LDI down and disconnect it from the power supply. Take the counter cassette (CC) out of the basic LDI unit (remove the seal, unscrew the 2 cassette screws and remove cassette from the basic unit). After loosening 6 screws, the counter cassette can be opened. Four pre-selection switches, 3, 2, 1, 0 are located at the PCB (Fig.4). The LDI will be calibrated by setting these switches. Caution! If the LDI is not correctly shut down and disconnected from the mains supply, there is danger of an electrical shock because dangerous voltages are present in the interior instrument space. pre selection X switches 0 2 1 Y U(t) 3 4fD(t) fD(t) E F G A B C D Jumper Z i(t) Fig.11: Counter cassette Every pre-selection switch can be adjusted in hexadecimal numbers from 0 ...8, A, ...F. This corresponds to a decimal adjustment of 0 ...15 (A=10, F=15). Fig.12: Pre-selection switch in laser cassette 26 Example of pre-selection switch state: Pre-selection switch no.: State: 3 2 1 0 163 162 161 160 Old switch state Z0hex : 0 B 3 E Old counter state Z0dez : 0163 11162 3161 14160 =2878 To get new counter state Z1 the correction factor C must be calculated. It is the quotient of actual length L1 and target length L0: C=L1/L0 With an actual length of L1=101m and a target length of L0=101m, C is calculated as: C=101/100=1,01 and the new counter state Z1 will be: Z1dez=1,012878=2907 Conversion from decimal to hexadecimal numbers: Pre-selection switch no: 3 2 1 0 New switch state: 0 B 5 B New counter state: 0163 =2907 11162 5161 11160 The counter cassette must be inserted to the basic LDI unit and screwed on after calibration. After connection to mains supply, the LDI is switched on. The user can start measurement according to 5.2, realisation of operation state. 13.4. Enclosure 4: LDI-watch setting LC CC PS Fig.13: Position of input elements input elements 27 A small key and two decimal code switches are accessible to the user after removing the cover of the basic LDI unit (Fig.10). Date and time can be adjusted with these three elements. A acoustical signal sounds, if the key is pressed during the switch on operation for about 2s. The adjustment of date and time occurs with two decimal code switches. 9 0 1 9 0 1 8 2 8 2 7 3 7 3 4 5 single place 6 4 6 5 decimal place Fig.14: Setting of date and time butt on A small screwdriver is necessary for turning the code switches. The input must be done in prescribed order. An acoustic signal will sound, if the input is incorrect. Sequence and correct input range: 1. day: 2. month: 3. year: 1 ...31 1 ...12 4. hour: 5. minute: 6. second: 0 ...23 0 ...59 0 ... 59 0 ... 99 A short button press will quit the actual input. The computer will represent the latest input state at the printer. The LDI passes to the operation standard state after the last input (second) is quit. After quitting, fail inputs can not be corrected. The complete LDI watch setting must be closed and started again. The calculator will print the code switch state as system number (from 00 ... 99) in the printer record. The following indication will be printed in the year 2.000: 31.12.99. 23:59:59 01.01.00 00:00:00 28 14. Telefax Please copy, complete and send this fax reply form to: JENOPTIK LASER, OPTIK, SYSTEME GmbH if you require our assistance. Fax: +49 3641 65 3813 Our reference: ......................... Your reference: ................................... No. Of pages (incl. Cover): ....... Date: .................................................. Message: I require service support. Please give me a call. I request information about new products in the field of: ............................................................................................................. Do not forget to indicate your mailing address: Surname, first name: ............................................................................. Company: ............................................................................. Address: ............................................................................. Phone: ............................................................................. Fax: ............................................................................. signature: ............................................................................. 29