Download>> Sample file for the manuscript of special issue of JMPT
advertisement

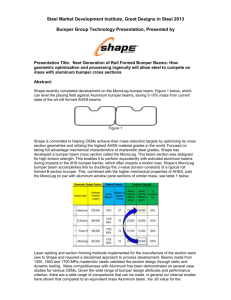
EVALUATION OF THE CRASH ENERGY ABSORPTION OF HYDROFORMED BUMPER STAYS B. J. Kim1, S. M. Sohn2 and Y. H. Moon1* 1 Department of Mechanical and Precision Engineering, Pusan National University, Busan, 609-735, Korea 2 * Technical Institute of Sungwoo Hitech Co. Ltd., Kijang, Busan, 619-961, Korea Corresponding author. Y. H. Moon (Young Hoon Moon) Tel.:+82-51-510-2472; Fax:+82-51-512-1722. E-mail address: yhmoon@pusan.ac.kr Poster address: Dept. of Mechanical Engineering, Pusan National University, Busan, 609-735, Korea EVALUATION OF THE CRASH ENERGY ABSORPTION OF HYDROFORMED BUMPER STAYS B. J. Kim1, K. S. Park1 S. M. Sohn2 and Y. H. Moon1* 1 Department of Mechanical and Precision Engineering, Pusan National University, Busan, 609-735, Korea 2 Technical Institute of Sungwoo Hitech Co. Ltd., Kijang, Busan, 619-961, Korea Abstract Because flanges provide the sole area of contact between a conventional bumper stay and a bumper beam, a substantial load concentrates on these flanges when an impact is applied to the bumper beam. It is difficult to distribute the load from such impacts, since the traditional bumper stay is not capable of absorbing a large amount of energy. In the present study, the crash energy absorption of bumper stays that were produced by a hydroforming process has been evaluated with static compression tests and impact tests. To hydroform a bumper stay, the tube specimen in the guide zone is fed into the expansion zone with a linear increase in pressure, while a compression load is applied to the folded region. Static compression tests were conducted to evaluate deformation behavior and the absorption energy of the bumper stays under various strain rates. The impact tests were conducted under conditions stated in the CMVSS215 specification. Results show that a hydroformed bumper stay exhibits good impact resistance, as compared to a traditionally formed bumper stay. keyword : Hydroforming, Bumper Stay, Bumper beam, Crash energy 1. Introduction The conventional front structure of an automobile is primarily composed of left and right front frames, connected with the inner side of a front wheel apron and a front bumper. The front bumper consists of a bumper face, bumper beam for distributing the load from impacts, an absorber member located between the bumper face and the bumper beam, and a pair of bumper stays which secure the bumper beam to the 2 vehicle body (see Fig. 1(a)). When the automobile is hit from the front or behind, the bumper beam collapses and the impact force is transmitted to the left and right front frames, respectively, through the bumper beam and bumper stays. The impact energy is absorbed by plastic deformation of the bumper beam and bumper stays. The conventional bumper structure is assembled from several parts, so several manufacturing processing steps are needed, and the structure is somewhat complex. Because the flanges provide the only area of contact between the bumper stay and the bumper beam, a substantial load concentrates on these flanges when an impact is applied to the bumper beam. Most research work on bumper stays has focused on using reinforcing members that have complicated shapes [1,2]. In the present study, the tubular hydroforming process is used to produce a bumper stay (see Fig. 1(b)). Fig. 1 Modeling of a conventionally produced stay and a hydroformed stay. Hydroformed parts are often found in the motor vehicles. Such parts can include exhaust system modules, axle and transmission components, body frame parts, and engine subframes. Hydroformed parts have several advantages over conventionally formed parts, such as the reduction in the number of processing steps and in the number of subassembly parts needed. In the present work, static compression tests were conducted to evaluate deformation behavior and the energy absorption of bumper stays deformed under various strain rates. Also, impact tests such as the pendulum and the barrier tests were conducted under the conditions stated in the CMVSS215 (Canadian Motor Vehicle Safety Standards)[3] regulation to compare the impact resistance of a hydroformed bumper stay with that of traditionally formed bumper stay. 2. Experimental setup 2.1 Experimental procedure The material used for the experiments is STKM11A, which was rolled formed into seamed tubes. The tubes have a 50.8 mm outside diameter with a wall thickness of 2.1 mm (see Fig. 2(a)). The tube hydroforming system, which is capable of applying pre-programmed paths of axial feed and internal pressure, consisted of two 80-ton actuators mounted horizontally to supply the axial feed at both ends of 3 the tube. A vertical hydraulic cylinder, capable of delivering a clamping force of up to 80 tons, provided the upper die movement. A pressure intensifier unit with the maximum capacity of 180 MPa was used to pressurize hydraulic fluid during the experiments (see Fig. 2(b)). Fig. 2 Experimental setup for the hydroforming of a bumper stay. The hydroforming process, which is composed of the two steps—tube bulging and folding—is applied to the tube specimen, as depicted in Fig. 3. During the bulging step, the tube is expanded into the die cavity as the internal oil pressure P increases to a preset value. The pre-form with contact parts constrained by die wall is obtained. As shown in Fig. 3, during the folding process, while the internal oil pressure P is maintained constant, an axial force is applied along the longitudinal direction of the bulged tube in order to complete the final shape of the bumper stay[4]. Finally, the oil pressure and the axial force are reduced to zero and the completed bumper stay has been formed. Fig. 3 Illustration of the overall bumper stay hydroforming process. 2.2 Die setup for bumper stay hydroforming Fig. 4 shows the hydroforming die set for the bumper stay consists of two parts: a tube-bulging die and a folding die. Fig. 4 Hydroformed bumper stay die for the folding step in the process. A tube of 50.8 mm diameter (d0) and 2.1 mm thickness was used to form the part with a maximum diameter (D) of 66 mm having an expansion ratio (D/d0) of 1.3. During the tube-bulging process, the oil pressure increases linearly to smoothly form the pre-form while a folding die remains in its initial position. During the folding process, the folding die moves in the longitudinal direction of the bulged tube applying an axial load with the punch, while the interior pressure is maintained in order to form the final folded shape. At the end of the process, the folding die returns to its initial position by the action of the springs[5]. 3. Experimental results 4 3.1 Compression test Static compression tests were conducted to evaluate the deformation behavior and the energy absorption behavior of the bumper stay under stroke speeds of 10 to 60 mm/min. The total compression displacement was approximately 63 mm. The testing machine was a hydraulic press with a 20-ton capacity. Three tests were conducted for each condition to ensure the repeatability of the results. Static load-displacement curves were measured, and the area under the curve (i.e. the impact absorption energy) and the maximum load (i.e. the maximum compression-resistance force) were determined. Fig. 5 Compression test of hydroformed bumper stay. As shown in Fig. 5, under compressive loading, the hydroformed bumper stay deforms by folding in on itself. The tube material in the guide zone region moves into the expansion zone of the tube under a constant load. During the initiation of plastic folding, variations in the load-displacement curves are observed, depending on the speed. Once the stoke reaches about 60 mm, a peak load of 5,500 kgf is maintained and the differences due to displacement speed are not observed (see Fig. 6). Fig. 6 Load-stroke and energy-stroke curves obtained from a static compression test of a hydroformed bumper stay. Hence, the stroke speed has little influence on energy absorption and maximum load, implying that the impact energy is absorbed under a constant resistive force after first plastic fold has occurred. 3.2 Impact Test From an assembly consideration, a weight reduction from 1.86 to 1.39 kg (33.8% decrease) can be achieved with the hydroformed bumper stay. Fig. 7(a) and (b) show the pendulum and barrier impact tests, which were performed according to CMVSS215 regulations. Fig. 7 Impact test results of hydroformed bumper stay system. The bumper stay and a commercial front bumper of LC F/L were placed on a car with weight of 1000 kg. There were three types of deformation modes: 1) center, 2) offset (300 mm from RH), and 3) right and left corner (RH & LH). For the pendulum test, bumpers were impacted at the automotive standard speed 5 of 3.2 and 5.2 mph (miles per hour)[6]. Fig. 7(c) shows the results from a pendulum impact test where the resistance force is plotted as a function of time. For the center and the offset (300 mm from RH) impact locations, the resistance force was 1600 to 1700kgf. For the corner impact test, the value was approximately 1100kgf. In the barrier tests a car with a bumper is impacted perpendicular to the fixed wall with 5.2 mph and 10.4 mph. The conventional requirements on the intrusion (INT) and deflection (DEF) amount are 120 mm and 54 mm, respectively. Table 1 shows that both of conventional stay and hydroformed stay satisfy the regulations at impact velocities of 3.2 and 5.2 mph. Table 1. Comparison of impact test results between conventional stay and hydroformed stay. It is observed that the hydroformed bumper stay is not easily folded and absorbs impact energy similarly to the conventional stay. At low impact velocities, the hydroformed stay is quite stiff, but at higher velocities the deflection amount of the hydroformed stay system is a little larger than that of the conventional stay system. As shown in Fig. 7 (d), at the velocity of 10.4 mph in the barrier test, symmetric folds are formed and the tube specimen in the guide zone is easily fed into the expansion zone of the tube, causing the impact energy to be easily absorbed while the deflection requirement is not satisfied (i.e. it is in excess of 42.6%). Nevertheless, it is expected that a hydroformed bumper stay can meet the requirement, if the beam and stay assembly is optimally designed. 4. Conclusions Compression tests and impact tests have been performed on hydroformed and conventional bumper stays and from the results, some useful conclusions can be stated, as follows: 1. The hydroforming process can be used to manufacture a bumper stay with a two-step operation—deformation followed by folding. 2. In compression tests, the hydroformed bumper stay can be easily folded and the impact energy is linearly absorbed under constant resistive force irrespective of deformation speed. 3. From the results of several impact tests, the hydroformed bumper stay provides good impact resistance. The full requirements can be achieved if the beam and stay assembly is optimally designed. 6 Acknowledgements This work was supported by the AAA Foundation. References [1] M. Oyama, N. Masuta, Automotive Bumper Stay Structure, United States Patent, (1995) US Patent 5441319. [2] K. Kariatsumari, Kobe, Car Body Energy Absorber and Bumper Stay, United States Patent, (2002) US Patent 6481690 B2. [3] Motor Vehicle Safety Regulations, Standard 215, Consolidated Regulations of Canada, 1978. [4] S.W. Lee, Study on the Forming Parameters of the Metal Bellows, Journal of Materials Processing Technology, 130-131 (2002) 47-53. [5] S.M .Sohn, M Y. Lee, B.J. Kim, Y.H .Moon. Development of Manufacturing Technology for Crash Energy Absorption Bumper Stay with Hydroforming, in: Proceedings of TUBEHYDRO 2005, 10-11 November 2005, pp. 38-41. [6] R. Hosseinzadeh, M.M. Shokrieh, L.B. Lessard, Parametric Study of Automotive Composite Bumper Beams Subjected to Low-Velocity Impacts, Composite Structures, 68 (2005) 419-427. 7 Figure Captions Fig. 1 Modeling of a conventionally produced stay and a hydroformed stay. Fig. 2 Experimental setup for the hydroforming of a bumper stay. Fig. 3 Illustration of the overall bumper stay hydroforming process. Fig. 4 Hydroformed bumper stay die for the folding step in the process. Fig. 5 Compression test of hydroformed bumper stay. Fig. 6 Load-stroke and energy-stroke curves obtained from a static compression test of a hydroformed bumper stay. Fig. 7 Impact test results of hydroformed bumper stay system. Table Captions Table 1. Comparison of impact test results between conventional stay and hydroformed stay. 8 (a) Conventional bumper stay (b) Hydroformed bumper stay Fig. 1 Modeling of a conventionally produced stay and a hydroformed stay. (a) Hydroformed bumper stay (b) Schematic view of the hydroforming machine 9 Fig. 2 Experimental setup for the hydroforming of a bumper stay. forming (a) Forming sequence folding (b) Hydroformed bumper stay Fig. 3 Illustration of the overall bumper stay hydroforming process. (a) Die set up (b) Forming sequence (hydroforming and folding) Fig. 4 Hydroformed bumper stay die for the folding step in the process. 10 (a) Compression under various speeds (b) Compressed shape of the hydroformed stay Fig. 5 Compression test of hydroformed bumper stay. 6 Load (tonf) 5 4 3 2 10mm/min 20mm/min 40mm/min 60mm/min 1 0 0 10 20 30 40 50 Stroke (mm) (a) Load- stroke curve 11 60 70 350 Energy (tonfmm) 300 250 200 150 100 10mm/min 20mm/min 40mm/min 60mm/min 50 0 -50 0 10 20 30 40 50 60 70 Stroke (mm) (b) Energy-stroke curve Fig. 6 Load-stroke and energy-stroke curves obtained from a static compression test of a hydroformed bumper stay. (a) Center pendulum test (b) Barrier test (5 mph, 10 mph) 12 2000 CENTER OFFSET CORNER RH CORNER LH 1750 1500 Force (kgf) 1250 1000 750 500 250 0 0.00 0.05 0.10 Time(sec) 0.15 0.20 (c) Pendulum test results (5 mph) (d) Folded bumper stay (barrier 10 mph) Fig. 7 Impact test results of hydroformed bumper stay system. Table 1. Comparison of impact test results between conventional stay and hydroformed stay. 13