Optimizing Production Flow – Techniques/Methods
advertisement

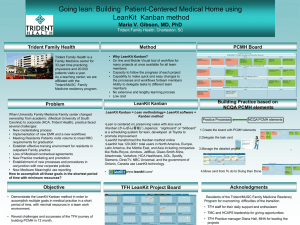
Techniques and Methods for Optimizing Production Flow: A Synthesis Kevin Hall September 19, 2006 1 The complexities of product flow through a manufacturing facility cannot be underestimated. Production flow often suffers due to workplace practices, corporate culture, and lack of education. Still, product flow may suffer from constraints due to product size, company location, product design, supplier relations and a host of other factors. Several practices have evolved over the past few decades and have become fundamentally important in the optimization of product flow. One technique for controlling product flow in a facility is Kanban. Kanban is a pull system that utilizes cards or signals to control rate of production by authorizing operations. Kanban reduces inventory and throughput time (DeGarmo, Black and Kohser, 2003). “Parts are only produced when the next workstation in the structuredflow production system indicates that parts are required. This requirement implies that parts are produced on demand with very short lead times” (Rehg and Kraebber, 2005, p. 357). Simply stated, Kanban is a visual control method of producing products. “A pull system creates flexibility on the production floor so that exactly what has been ordered will be produced, when it is ordered, and only in the quantities ordered. In this way, it is possible to eliminate overproduction – the most critical of the seven deadly wastes” (“Kanban for the shop floor”, 2002, p.3). Another technique for improving product flow is Poka-Yoke. “Poka-Yoke is Japanese for mistakeproofing” (Hernandez, 1989, p. 130). Poka-Yoke helps eliminate defects and processing errors through machine or product design. An example of a Poka-Yoke in a process is not allowing the loading of parts to be loaded only one way into a machine; adding this can prevent defects due to incorrect loading for 100% of the parts. DeGarmo, Black and Kohser (2003) state, “Defect prevention is better than immediate 2 defect detection and correction” (p. 13). Although Poka-Yoke devices are usually mechanical, some devices involve the use of limit switches and various sensors (Hernandez, 1989). Supplier relations are important in flow production systems; Rehg and Kraebber (2005) claim that “a healthy supplier-user relationship is critical to a JIT operation” (p. 357). Working with suppliers helps to establish quality measures so materials/products received are of high quality, are delivered on-time, and are in the right quantities (a JIT approach). Hernandez (1989) further explains that reduction of the number of suppliers that provide products and selecting quality suppliers are also extremely important for Just-in-Time manufacturing systems. Plant or facility layout can have a significant impact on product flow. “Layouts that reduce manufacturing costs with minimized materials handling and inventory are fundamental to integrated manufacturing systems” (DeGarmo, Black and Kohser, 2003, p. 1047). Arranging processes in a U-shape cell is a technique that allows operators to manage many processes rather than one process. DeGarmo, Black and Kohser (2003) explain “cells facilitate single-piece-flow (SPF) and volume flexibility” (p. 1026). Cells also promote line-balancing and visual control. Rehg and Kraebber (2005) write, “In flow manufacturing, the machines and work cells are organized and grouped to maximize the velocity of parts through production and to minimize the transportation and queue time for parts” (p. 355). Supermarkets, or stores, are part supply locations in a facility. “A store is a controlled inventory of parts that is used to schedule an upstream process through some kind of kanban” (Dennis, 2002, p. 73-74). Dennis (2002) explains that stores, or 3 supermarkets, are located upstream in the production process to make customer requirements visible. Refill points are visual and when reached, a signal is sent to distributors indicating that more materials are needed. Hirano and Black (1987) explain “Any factory producing various products requires people to transport parts and materials from the manufacturing cells to the line several times daily” (p. 185). A water-beetle (supply person) can rotate amongst a group of cells and can quickly reach a centralized supermarket to deliver needed parts to the necessary cells. DeGarmo, Black and Kohser (2003) describe the evolution of flow line manufacturing as developed in the early 1900’s; single piece flow, as in the assembly line of an automobile, requires tasks to index equally. Different processes may have different process times. With Line Balancing, time on tasks are equalized so that bottlenecking in production is reduced. The goal of line balancing is to establish equal workloads and equal process times so that operations index at similar rates (Rehg and Kraebber, 2005). DeGarmo, Black and Kohser (2003) explain for automated part flow to occur “the process time at each station must be the same, with the total nonproductive time for all other stations minimized” (p. 814). Minty (1998) describes setup time by writing, “JIT production has led to a more specific definition of set-up time, which is now regarded as the total elapsed time between the completion of the last good part of the previous job and the first good part of the new job” (p. 289). Setup Reduction or Single Minute Exchange of Dies (SMED) is a technique used to reduce product lead (throughput) times. Hernandez (1989) explains that reducing lot sizes or changing product runs to meet customer orders can increase the frequency of tooling changes on machines. Therefore, setup time is regarded as an 4 hindrance to short product lead time. “Shorter lead times help compress schedules and lead to less work-in-progress material. Elimination of any non-value-added activity leads to spending less time and money. The streamlined process works better and faster because the waste has been removed” (Rehg and Kraebber, 2005, p. 363). Reducing setup times is a large step to establishing flow and reducing bottlenecks. “The goal of SMED is to increase the productivity of machines by reducing their idle time and to reduce machine setup from hours to minutes” (Hernandez, 1989, p. 87). Rehg and Kraebber (2005) state, “Reduction in setup time increases capacity and production capability while reducing inventory” (p. 357). If setup times can be reduced or eliminated, lead times for products decrease, thus increasing flow. Automated Production and Inspection are techniques used to improve production flow. Automation can be described as “the process of enabling machines to follow a predetermined sequence of operations with little or no human labor and using specialized equipment and devices that perform and control manufacturing processes” (Kalpakjian & Schmid, 2006, p. 1146). The goals of automation include economizing floor space, increasing safety, improving quality, reducing human involvement, improving productivity, and integration (Kalpakjian & Schmid, 2006). DeGarmo, Black and Kohser (2003) explain “in-process inspection should be used to prevent defects from being made rather than finding defects after they are made” (p. 814-815); the inspection-after method fails to address and correct the problem. Capacity adjustments through outsourcing may be another technique necessary to optimize production flow. This can be for cases where companies struggle to meet demand due to capacity constraints or lack of capability. Kalpakjian and Schmid (2006) 5 explain, “Availability of machines and equipment within the manufacturing facility, and the experience of operating personnel, are also important cost factors. If these capabilities are not available, some parts have to be manufactured by outside companies (p. 30). On the other hand, Minty (1998) explains that overtime may not be a solution to a problem and subcontracting work with another company may overcome issues for companies already operating three shifts. Standardized Work is important in improving product flow. “Standardized work is a tool for developing, confirming, and improving our method (processes)…The process tells the team member what to do, when to do it, and in what order” (Dennis, 2002, p. 48). Dennis (2002) also explains that workers should design the work, there is never one best way to perform work, and standardizing methods for work constantly change. The Product Design Engineering area of the company is often considered the most important. At this point decisions are made to produce products and how they are to produce them. DeGarmo, Black and Kohser (2003) caution that decisions made must be made after careful consideration. They state, “Changes can be made for pennies in the design room that might cost hundreds or thousands of dollars later” (p. 1039). Design should consider the manufacturing processes available. One such practice is Design for Manufacturing and Assembly (DFMA). “DFMA is any procedure or design process that considers the production factors from the beginning of the product design” (Rehg and Kraebber, 2005, p. 144). Rehg and Kraebber claim the importance of DFMA can be measured in several ways: 1. 80% of the quality problems result from poor design, 2. DFMA practices include reducing the part count in products, 3. Fewer parts results in fewer tools needed and processes needed, 3. Designs can be made to make 6 assembly easier and faster. DFMA can lead to standards in product design where one component can be used in several product variations. Optimizing production flow is designed for meeting demand schedules. Many other techniques and methods exist for enhancing the flow of products through a facility. Some of these include: 1. Flexible Manufacturing/Flexible Fixturing 2. Process Standardization 3. Control through Visibility/Housekeeping 4. Preventive Maintenance/Total Productive Maintenance 5. Employee Cross-training/Multifunctional Workers 6. Group Technology/Cell Design for Part Families Many improvements in optimization of product flow are based on common sense: do the task right, or don’t do the task. Customer demand is a moving target and attempting to forecast the vector of that target is difficult at best. While some companies may claim that success is measured by short-term output or throughput alone, other companies observe the growing importance of doing work right the first time and producing products in the quantities necessary to fill a customer’s order. Failures to investigate flow improvement strategies, work with suppliers, or recognize the rapid spread of competition in today’s marketplace is a guaranteed recipe for short-term corporate existence. 7 References DeGarmo, E. P., Black, J. T. & Kohser, R. A. (2003). Materials and processes in manufacturing. Hoboken, NJ: Wiley. Dennis, P. (2002). Lean production simplified: A plain-language guide to the world’s most powerful production system. New York: Productivity Press. Hernandez, A. (1989). Just-in-Time manufacturing: A practical approach. Englewood Cliffs, New Jersey: Prentice Hall. Identifying waste on the shopfloor. (2003). New York: Productivity Press. Kalpakjian, S. & Schmid, S. (2006). Manufacturing engineering and technology. Upper Saddle River, New Jersey: Prentice Hall. Kanban for the shopfloor. (2002). New York: Productivity Press. Minty, G. (1998). Production planning and controlling: A problem-based approach. Tinley Park, Illinois: Goodheart-Willcox. Rehg, J. A. & Kraebber, H. W. (2005). Computer-integrated manufacturing. Upper Saddle River, New Jersey: Prentice Hall.