Paper

THE DEVELOPMENT OF TECHNOLOGY FOR PRODUCTION CASTING
POROUS MATERIALS WITH NECESSARY PROPERTIES
E.L. Furman, I.E. Furman
Ural State Technical University, Ekaterinburg, Russia
The development of a modern mechanical engineering requires using of materials with peculiar properties: composite materials combining in properties of two or more materials in one item; porous materials with permeability and impermeability, which is permit to rich of significant constructional strength with small densities etc.
The significant interest represents a class of porous materials received by metallurgical methods (by methods of foundry production). Perspective in this direction are represented deriving porous impermeability materials by churning, sequential solidification, of porous bars, expressing of liquid alloy from crystallized mould, by the method of impregnation by the liquid alloy deleted fillings.
Foamy metals, in particular, can be produced by a pressurization of melts by gases or introduction in liquid alloy hydrides of metals (lithium, zirconium, titanium etc.) [1], which separate fair quantity of hydrogen by heating. Separated hydrogen foams liquid metal, giving cast bar with the closed not informed cellular porosity. However, the process of shaping of a porous structure is difficultly control, therefore item, as a rule, has an inhomogeneous structure on a section despite of adding stabilizers components of foam (scale, nitride of silicon, etc.) and intermixing in process foam formation.
Having rather high mechanical properties and low densities the porous metals (produced by a method of churning of melts) applied as constructional materials in a machine engineering. Using churning metals for items working in such conditions as vibration and impaction loads are perspective, for example: case elements of automobiles, bumpers etc.
2 - 16
Deriving porous permeability metals by solidification is of interest. The essence of a method that a jet of metal is divided by energy of oblate gas or centrifugally (gyrating by the disk) in special installation. The drops of metal move in metal mould, situated from sputtering head on such distance that the particles of metal by flying had no time to completely crystallize. In this case particles in metal mould have time to be alloyed one another in some points, therefore porous mould is received. This method does not allow to receive moulds of a desirable configuration and with a homogeneous structure, since during sputtering a drops of metal have different size.
In work [3] the method of deriving of porous metals is offered. Liquid alloy is maintained in the thermostat by certain temperature so long as the share of a solid phase on volume of mould will not have 40 – 60 % (the solid crystalline frame is formed). After that squeezing of liquid rest from grain boundary space of mould. This method is rather labor-consuming. It realizes not for all alloys. To control a size of pores and porosity is rather difficult.
The method of deriving of porous permeability moulds is perspective with using deleted thermal life inorganic sands. The essence of the given method that sands located to metal form is impregnated by liquid metal under operation of overpressure, so mould from composite material is formed. After crystallization and cooling metal sand is deleted from mould by dissolution, giving, thus, porous permeability item.
Sand for deriving porous cast materials should have the following properties:
1) To have a fusion temperature higher than fusion temperature of a filled in alloy;
2) To have chemical inertness in relation to a used alloy both in liquid, and in solid condition;
3) Should not be moistened with filled in metal;
4) It is enough fast and completely to be deleted by using any solvents.
2 - 17
For alloys with rather low temperature of flood filling (alloys based on aluminum, magnesium, zinc, lead etc.) in the capacity of pore formation it is possible to use granules of water solubility salts: NaCl, KCl, BaCl. For alloys with high temperature of flood filling (alloys based on copper, cast iron etc.) probably using water solubility granules Na
3
PO
4
, K
3
PO
4
, or oxides of magnesium, calcium etc.
This foundry method allows to produce bars with a porosity from 50 –
80 %, which can be changed by changing a degree of obturating of pore formation in the foundry mould and changing a magnitude of overpressure by impregnation. The absence of weeting of surface of sand particles by a melt results to formation empty meniscus in places where sand particles are contact with each other. After deleting of pore formation the cell, generated in a place of a touch it of grains, largely will determine mechanical and service properties of item.
The effective factor permitting to control by a permeability and a porosity is the magnitude of external pressure affixed by forming composite bar melt – pore formation. The Porosity
П of a bar depends on volume of wristband
V
M
and coordination number N (amount of contacts come on each particle):
П
V
П
V
N
, (1) where V – elementary volume of considered system consisting of volumes of particles of pore formaion V П and space, enclosing this particle
The magnitude V can be expressed from definition of a porosity (m) of a conglomerate of particles of pore formation: m
V
1 ,
V
П
(2)
Since the porosity m is determined experimentally and V П from known geometric submissions.
The magnitude N can be evaluated by known dependence [4]:
N
m m
2
10 m
9
.
2 m
(3)
2 - 18
Volume of wristband is determined by surface forces acting on the boundary undress metal – wristband – particle and external pressure affixed to a system to equilibration of originating capillary pressure, definite by Laplace’s equation: p
(
1
1
)
r
1 r
2
R
K , (4) where r
1
and r
2 main radiuses of curvature wristband.
Outline of wristband is approximated by a part of an arc of a constant of a curvature and one is considered from main radiuses of a curvature r
2
equal to a radius of this arc and second r
1
– half of thickness of wristband in it most gorge. The pressure differential on this site of wristband is accepted to constants. From simple geometric submissions is discovered: r
1
R
sin
cos(
)
)
r
2
R
cos(
)
, (5)
, (6) where
– angle between axes connecting centers of particles, and radius conducted to a line of it tangency with wristband.
Volume wristband can be presented as volume of a skew field V
T derivate by rotation of a part of the lower arc of a circle of a radius r
2
with centre deleted from rotation axis on a distance ( r
1
+r
2
), minus volume of a spherical segment taken by a particle:
V
M
V
T
V
C
(7)
It is possible to find from V
T
this equation:
V
T
h
0
( r
1
r
2
2 x dx , (8) where h
R
RK
3
– projection of an outline of wetting by metal of a particle to line connecting centers of particles.
Taking into account, that volume of a spherical segment is equal
2 - 19
V
C
(3
h )
, (9)
3
Let’s receive the formula for scoping by one wristband:
V
M
K
2
2
[( arcsin
1
K
K
2
3
K
2
)
2
K
3
2
]
K
3
K K
2 3
( K
1
2
)
3
K
2
K
3
(10) or V
M
.
Substituting (10) in (1) we shall receive
П
3 (
m
2
10 m
9)(1
m )
(11)
8 m and, accordingly, for a porous skew field V пор
V пор
The equal (12) expresses parametrical dependence of a porosity porous metal from a size of particles of pore formation and pressure affixed to liquid metal.
1
V
V п П
(12)
The feature of this task is that the radiuses of curvature of a surface wristband are directed to the different ways. If we remove a differentia pressure after termination of impregnation by metal of pore formation that not crystallized metal will leave from neatly contact areas so long as the radiuses of a curvature will not be equal one another ( |r
1
|=|r
2
| ). Such position will correspond to a maximum porosity of porous metal. For deriving a material with a smaller porosity, it is necessary to support a differential pressure before crystallization of metal in porous will terminate. The equation (11) allows to calculate not only porosity, but also size of wristband and, in particular, magnitude its minimum radius r
1
, which magnitude determines firstly permeability of porous item.
It’s visible, that in considered method of deriving of porous moulds all basic parameters defining properties of an item in the issue are following: a porosity and permeability (and accordingly, connected with them throughput filtering, damping, the sound-proof properties etc.) with an adequate accuracy
2 - 20
can be controlled by technological parameters of moulding: a size of pore formation, magnitude of overpressure of impregnation and time of its appendix.
REFERENCES
1.
Tytybalin A.V. Porous metals. – Foundry production, 1993, N 10
,
2.
Michizu S., Hidetoshi U. Unoho-J.Jap. Foundrymen's Soc. 1991.-
63-№1. p.9-14
3.
A.S. 558953, MKI S 22P 1/08 Method of production of porous bars / Borisov G.P., Moiseev U. V., Narivskiy A.V. //
Discoveries. Inventions – 1977, N 19
4.
Dulnev G.N. Zarichnyak U.P. Heat conductivity of mixtures and composite materials – L., Energy, 1974. – 264 p.
2 - 21
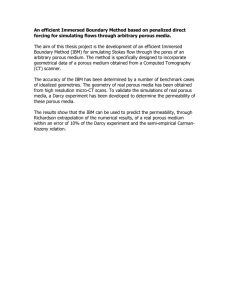
SCHEME OF GENERATION OF METALLIC WRISTBAND
BETWEEN PARTICLES AND PORE GENERATION.
Fig.1.
2 - 22