Your Paper`s Title Starts Here:
advertisement

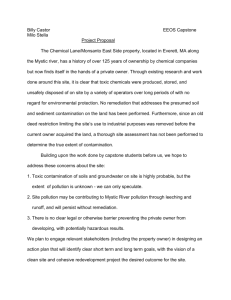
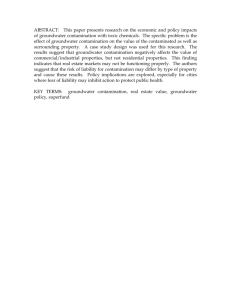
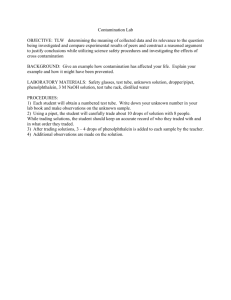
Presented at UCPSS’06, Anvers, Belgium. Published in Solid State Phenomena, Trans Tech Publications Ltd, Switzerland, 2007 page 1 Mapping of metallic contamination using TXRF A.Danel1,a, Y.Borde2,b, M.Veillerot1, N. Cabuil2, H. Kono3, M. Yamagami3 1 CEA-LETI, MINATEC, 17 rue des Martyrs, 38054 Grenoble cedex 9, France 2 3 STMicroelectronics, 850 rue J. Monnet, 38926 Crolles cedex, France Rigaku corporation, 14-8 Akaoji-cho, Takatsuki-shi, Osaka 569-1146, Japan a adrien.danel@cea.fr, byannick.borde@cea.fr Keywords: metallic contamination, silicon wafer, TXRF Introduction Two main routes drive the needs for metallic contamination analysis in Integrated Circuit (IC) manufacturing: the insurance of high yields and the introduction of new materials used to target specific electrical, optical or mechanical properties in advanced microelectronic, including non volatile memories and above IC features. With metallic contamination specified by the ITRS at 5E9 at/cm2 for critical metals at critical production steps of nodes 90nm and beyond, analytical methods should offer capabilities in the E8 at/cm2 range, this for a set of elements with Z ranging from Na to Pb. Among the methods available on the market today to answer this need, TXRF appears as a method of choice [1]: it is non invasive and available through equipments compatible with industrial requirements; the use of multiple excitation beams allows the detection of elements from Na to U on a large variety of substrates; Vapor Phase Decomposition (VPD) TXRF offers ultimate Low Limit of Detection (LLD) in the E7 at/cm2 range for Si/SiO2 wafers; and recent Sweeping (SP) TXRF mode has been proposed for fast and entire wafer mapping [2]. With the goal of a pertinent use of SP-TXRF in advanced IC manufacturing, this work follow previous study [3] and discusses measurement relevance depending on the mapping parameters. Surface coverage, throughput, LLD and noise are studied versus number of points per map and integration time per point. Finally an optimal use of SP-TXRF is discussed. Management of metallic contamination Determination of acceptable levels of contamination in the different IC manufacturing areas and the strategy for the processing of disruptive wafers must take into account monitoring capabilities of the production line, especially the pertinence of quantitative analysis [4]. Thus, this work estimates how a given contamination on wafer surface is seen and quantified using SP-TXRF: capture rate notion is presented. Mapping parameters and measurement relevance If the mapping parameters of a SP-TXRF analysis are simple: number of points and integration time per point, the relevance of measurement is not obvious and should be considered from exact quantification and industrial requirements point of view. This work is performed on a “Fab300” TXRF from Rigaku (W rotating anode with optics for 3 sources of illumination: Beam 1 (B1) is WM @ 1.77keV, B2 is W-L @ 9.67keV, B3 is High Energy @ 24keV) and results presented hereafter for B2 can be generalized. Surface coverage: The TXRF spot size must be considered for localized contamination, typically less than a few mm2 large when originated from particles. Figure 1 shows the shape of the quantification factor versus the positioning mismatch of the particle under the center of the detector Presented at UCPSS’06, Anvers, Belgium. To be published in Solid State Phenomena page 2 (1mm2 spot of Mn contamination used in this test). From this radial variation, one can define at 6.5 +/- 0.5mm a spot radius for which a single contamination spot is quantified at >= 50% (Rquantification), and at 10.5 +/- 0.5mm for >= 10% (Rdetection). 800 Max 700 600 500 400 300 Rquantification 200 Rdetection 100 0 -40 -35 50% [Mn] E10 at/cm 2 Then, in figure 2, taking into account these quantification and detection radius of the measurement spot, the surface coverage offered by a mapping with points uniformly distributed on the wafer has been calculated for a 200 mm wafer taking into account a 15mm edge exclusion (center of measurement spots is at best at 15mm of wafer edge). Throughput: Figure 3 gives for SP-TXRF mode the measurement time of 200mm wafer using different mapping conditions. It can be seen that for integration time per point shorter than 3sec. adjustment of the incident angle becomes the dominating factor. -30 10% -25 x (mm): spot positioning Figure 1: Quantification variation with detector position above a contamination spot (1mm2 area of Mn localized at x = -27mm; y = +52mm). 70 detection detection Measurement time per wafer (min.) Surface coverage (%) 80 120 120 100 100 80 80 60 60 40 40 20 20 quantification quantification 60 50 2s 40 3s 30 Integration time per point 20 5s 10s 10 00 0 00 50 50 100 100 150 150 200 200 250 250 0 100 150 200 250 Number of measurement points Number of measurement points Figure 2: 200 mm wafer surface coverage (without 15 mm edge exclusion) considering the detection and quantification measurement spot radius. 50 Figure 3: Throughput of SP-TXRF, B2, 200mm wafer, loading sequence included. LLD and accuracy of quantitative measurements: The local LLD of element i, point to point, is given by Eq. 1: LLDi 3.Ci I Bgd . Ii t (1) where Ci is the concentration of element, Ii the X-ray intensity of element (cps), Ibgd is background intensity at detection energy of element (cps), and t is the integration time (sec). Practical measurement of LLD for Ni on prime Si wafers as been measured for the different TXRF modes: 7.8E9 at/cm2 for a single point of a SP-TXRF map with t = 5sec.; 1.1E9 at/cm2 for the integrated spectrum of the SP-TXRF map [2] with 65 points and t = 5sec.; and 2.0E9 at/cm2 for Direct (D) -TXRF mode with t = 50sec. Corrected by the 1 / t factor, LLD data shows that equipment performances are slightly degraded in SP mode (Ni LLD @ 1000sec. in at/cm2 is 4.4E8 for D-TXRF; 5.5E8 for SP-TXRF and 6.3E8 for the integrated spectrum of SP map). This could be attributed to the non optimized method of incident beam control used in SP mode in order to improve measurement throughput. Presented at UCPSS’06, Anvers, Belgium. To be published in Solid State Phenomena page 3 sigma (%) Accuracy of quantitative analyses has been 160 D-TXRF point to point estimated from repetitive measurements under 140 the different modes. Results are shown in Figure SP-TXRF point to point 120 4 with the standard deviation (sigma %) versus SP-TXRF integration 100 the level of contamination normalized to the 80 LLD value. In practice, with a Low Limit of Quantification (LOQ) defined for a level of 60 contamination quantified with a standard 40 deviation of about 40%, the LOQ is roughly 3 20 times the LLD, whatever the TXRF mode. 0 Indeed, the impact of degraded incident angle 0.1 1 10 100 1000 adjustment in SP mode on the quantitative contamination level (N x LLD) measurement is low compared to the threshold of LOQ considered at sigma = 40%. This can be Figure 4: Repeatability of quantitative measurements estimated with the variation of Si signal across using different TXRF modes. the wafer: sigma = 2.4% for D-TXRF and 12.6% for SP-TXRF. Capture rate: The issue of correct quantification of non uniform contamination must be considered. This has been estimated for localized spot(s) of contamination, showing a surface negligible compared to the measurement spot. This situation, representing practical situation of contamination mainly related to particles, allows the calculation of the average quantification using a given point pattern. In this work, the ratio of this value with the true level of contamination is named the capture rate. Considering a mapping pattern with two adjacent circular measurement points separated by a distance 2R and a spot of contamination localized at r from the center of a measurement point with a probability of 1/R (0 ≤ r ≤ R), the global quantification factor, i.e. the capture rate, of the contamination spot is given by Eq. 2, with Q(r) expressed by Eq. 3 from the best fit of Figure 1. Qglobal 0 R 1 1 R dr . 2 0 Q( r )2rdr R R (2) Q( r ) 0.0014r 3 0.0223r 2 0.0046r 1 (3) Figure 5a shows a D-TXRF analysis of a wafer contaminated with 10 local spots over the surface, where a 10 points measurement pattern has been placed at the exact spot location. Figure 5b shows SP-TXRF analysis by different mapping patterns with an increasing number of points (with a uniform repartition of TXRF points over the surface for all maps). 21 pts 3s 93 pts 3s a) 41 pts 3s 133 pts 3s 65 pts 3s 229 pts 3s b) 500 pts 3s Figure 5: TXRF mapping of a wafer contaminated with 10 Mn spots: a) 10 points D-TXRF centred above spots, b) various SP-TXRF. Presented at UCPSS’06, Anvers, Belgium. To be published in Solid State Phenomena page 4 In Figure 6, the point to point quantifications of maps 5b normalized to the reference map 5a are compared to calculation using Eq. 2 and 3. This result illustrates how one can estimates the capture rate of a non uniform contamination by TXRF. 100 Quantification (%) Equation 2 80 practical data Local LLD Global LLD Throughput Surface coverage (%) (Ni at/cm2) (Ni at/cm2) (min. / wafer) 60 40 20 0 0 50 100 150 200 250 41pts, 3" 56.7 1.0E+10 1.8E+09 14 65pts, 3" 65pts, 3" 85.4 1.20E+10 1.0E+10 1.49E+09 1.4E+09 20 65pts, 5" 85.4 7.8E+09 1.1E+09 23 65pts, 10" 85.4 5.5E+09 7.8E+08 30 93pts, 3" 96.3 1.0E+10 1.2E+09 27 85.4 Number of points per map Figure 6: Capture rate of a non uniform contamination by SP-TXRF. Table I: SP-TXRF mapping parameters and measurement relevance. Conclusion, optimum for the use of SP-TXRF User’s expectations can be summarized as follow: high throughput, high surface coverage and high capability (LOQ < contamination specifications). According to results presented in Figures 1, 2, 3 and 4, the best use of SP-TXRF in industrial environment is a compromise between these expectations. Table I summarizes what could be the optimal use of SP-TXRF for B2 on 200mm wafers. An 65 points – 3sec. pattern insures an 85% surface coverage, a point to point LOQ of a few E10 at/cm2 and a global LOQ of a few E9 at/cm2, and a throughput of 3 wafers per hour. In this table, throughput includes the entire wafer loading sequence, the surface coverage is considered with a detection radius of 10.5mm, and the global LLD is the one of the integrated spectrum of the SP-TXRF map [2]. Finally, the opportunity of full wafer mapping offered by the SP-TXRF mode suggests to specify the levels of acceptable contamination in the different production areas as an average value per wafer, but also as a maximum local value. This work was performed within the frame of the European “HYMNE” project (Medea+ 2T102, www.medea.org). References [1] D. Hellin et al., “Trends in total reflection X-ray fluorescence spectrometry for metallic contamination control in semiconductor nanotechnology”, Spectrochemica Acta part B, Vol. 61 (2006), pp 496-514. [2] Y. Mori et al., “Whole surface analysis of semiconductor wafers by accumulating short-time mapping data of totalreflection X-ray fluorescence spectrometry”, Anal. Chem. 74 (2002), pp 1104-1110. [3] A. Danel et al., “Comparison of D-TXRF, SP-TXRF and VPD-TXRF applied to the characterization of metallic contamination on semiconductor wafers”, to be published in Spectrochemica Acta part B. [4] A. Danel et al., “Management of metallic contamination in advanced IC manufacturing”, ECS Transactions, 1-3 (2005), pp 3-10.