AS Coating Star-technologie - Expertise aan de Hogeschool Gent

Depositing nano-sized Coatings by means of AS
Coating Star as an Aerosol assisted large area cold atmospheric Plasma Technology
۩ Tom Van Hove
Abstract A material’s surface determines many functional properties. Therefore several technologies have been found in the past to alter the surface conditions by introducing desired surface-related functionalities. One of them is atmospheric plasma technology. When combining a plasma with aerosol application a new versatile and flexible technique is born, which makes it possible to add distinctive micro- and nano-layers continuously on different kinds of materials. The ecologically friendly plasma process allows to support existing processing or can create an alternative for current finishing methods. Even completely new products are obtainable.
Keywords plasma, atmospheric, aerosol, coating, functional
I.
C HARACTERISTICS OF CORONA DISCHARGE
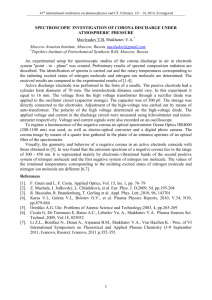
AS Coating Star 1 combines a classical corona treatment with an aerosol precursor application. Corona is one of the oldest plasma treatments. It is widely used in industry for the surface activation of all kind of materials (plastics, paper, textiles, metal sheets,…) prior to processes where good adhesive properties are essential like coating, lamination, printing, and glueing. Of old a corona discharge was created by applying a high voltage on a metal wire for ionizing the air gap between this wire and a metal roll or plate, that acts as the counter electrode. Nowadays similar but more sophisticated systems are used (see figure 1). A corona station consists of a become finely cleaned, etched and activated resulting in a better hydrophilic/adhesive characteristic of the material.
Dielectric layers are often placed onto the electrodes. This means actually that corona is a so-called dielectric barrier discharge. Their exist several possibilities [1].
The air spacing top electrode – roller is limited because it has to be ionizable. This means only flexible materials with a limited thickness (some millimeters depending on the system’s profile) are treatable. Thicker and rigid substrates can be treated with double sided corona equipment 2 or with a three-dimensional corona 3 .
A big advantage of corona technology is its simplicity translated in a low treatment cost (air is the process gas). As it is a real atmospheric air based plasma however, it isn’t always easy to obtain a reproducible corona discharge
(changing air parameters like temperature, humidity content, dust,…). Moreover a corona treatment results in a metastable surface condition of the treated material: there is a degradation of the corona effect with time (“aging”). This is due to:
collapsing of corona induced functional groups into the polymer matrix
migration of bulk additives and unmodified polymer chains towards the surface, masking the corona effect
all kind of reactions on activated sites (e.g. recombination, reactions with air components)
The logical solution is applying the corona treatment in line with following process steps if possible. An often stressed aspect of corona is its filamentary character i.e. the formation of streamers in the discharge. As these streamers have a higher concentration of active species, this can lead to a point by point treatment possibly resulting in local substrate damage. Though recent developments in corona technology
(electrode type and design) and adequate process settings
(high power/ cm² electrode surface, minimal air gap) make it possible to control this non-uniformity phenomenon.
Figure 1 Corona discharge station top electrode and a grounded roller that acts as the counter electrode. Via application of a high voltage (10 – 20 kV; 10 –
50 kHz) onto the top electrode, the air gap between this electrode and the roller, over which the substrate is led, is ionized. The formed corona discharge is merely an ionized air mixture. When addressing it on a substrate, it’s surface will
۩
Tom Van Hove is working in TO
2
C (applied research centre for the textile industry, @University College Ghent, Ghent - Belgium) where he’s responsible for surface modification technology implementation in the
Flemish textile industry. E-mail: tom.vanhove@hogent.be
1 Manufactured and commercialized by Ahlbrandt System GmbH
(Germany; www.ahlbrandt.de)
II.
A S C OATING S TAR : SYSTEM SETUP
A single corona treatment is marked by a very restricted plasma chemistry (= ozone chemistry), because only air is used as process gas. AS Coating Star technology gives much more possibilities as a corona treatment is combined with a simultaneous injection of chemicals in aerosol form (read: a combination of a physical and chemical process) [2].
Alternatively the aerosol precursor can be substituted or combined with specific gasses. However this isn’t the purpose of this article. Figure 2 illustrates the working mechanism of the AS Coating Star system. The plasma is
2
Two classical corona electrode pairs frontally placed to each other, maximal substrate thickness of 1,2 cm
3 Torch like corona configuration to treat complex geometries
Figure 2 AS Coating Star: working principle made in a box with a temperature controlled housing enabling the creation of a specific microclimate in this box. Normally a temperature just above 40 °C is set, so the typical ozone problem of corona is eliminated (ozone disintegrates spontaneously in oxygen when temperature is above 40 °C).
The thermostatically controlled walls of the box also provide a cooling of the top electrode pair, which is needed because of heat dissipation effects when working with high power levels
(10 W/cm²). The aerosol can be injected between the two corona electrodes. The intimate contact between aerosol and corona discharge will lead to a polymerization/crosslinking of the chemical product, and finally a deposition of a coating onto the through plasma activated material’s surface. This opens new ways towards the building-up of nano-topcoats that are preferentially covalently bonded to the substrate. There are configurations available with aerosol injection just behind the electrode pair. In this case there will only be a partial aerosol/plasma –interaction: most aerosol particles are simply deposited onto the corona activated substrate. This is a more easily controllable application; but the lower the plasma activation grade of the aerosol particles, the worse the permanency of the finish will be.
The easiest and cheapest is to work with an air based corona discharge. Logically the aerosol can be produced in this case with dried and degreased compressed air. Air has a high oxygen content (21 %) what means a strong oxidizing plasma will be obtained. This will definitely eliminate the possibility of hydrophobic and oleophobic treatments. Besides the chemical structure of the aerosol can be modified or even destroyed by very aggressive oxygen particles (like O°). A solution to this problem is working with aerosol and corona discharges on noble/inert gas basis (helium, argon, nitrogen).
This will make the plasma application more complicated, but the possibilities are much higher [3].
By means of special nozzles an aerosol is formed with droplets that have an average diameter of 1 micron, resulting in very thin surface coatings. Considering the dimensions of the electrode pair (two centimetres long plasma zones) linked to an aerosol application, only nano-coatings are obtainable at industrial processing speeds (> 10 m/min). In addition, the very limited add-on eliminates the need for a subsequent drying process, proving the economical and ecological benefits of this ‘dry’ technology. During formation the aerosol will be warmed up to 35 °C. Leading the substrate over a water cooled roller (20 °C) will assure an optimal condensation (i.e. take-up) of the aerosols droplets onto the substrate. By means of an exhaustion unit, precisely placed after the plasma treatment zone, particles that haven’t reacted with the substrate are drained away.
III.
A S C OATING S TAR : APPLICATIONS
Depending on the aerosol type various effects come within one’s reach. AS Coating Star treatments can be considered as a supporting step (better adhesion, higher hydrophilic nature) for existing production processes like printing, coating, laminating, glueing, dyeing, metallization,… On the other hand AS Coating Star technology can simulate existing finishing steps (antifogging, antistatic and antimicrobial treatment, soil release, anti-blocking,…) or can even create completely new effects in a revolutionary way (e.g. selfcleaning). By doing so it can be a surplus above an existing finish. Two existing AS Coating Star applications are described below.
A.
Supplementary enhancement of adhesion via AS Coating
Star treatment with water aerosol
Corona treatment of a polypropylene foil leads to an oxidation of the surface translated in a higher surface tension
(test results: see table 1 and table 2). The well-known ageing phenomenon can be noticed too. This deteriorating of the corona effect can be diminished somewhat by ionization of an air/nitrogen gas mixture. The best result however is booked when injecting a pure water aerosol into this discharge: a clearly higher surface tension is reached through extra oxygen built-in onto the PP foil’s surface. This concept can be used in pre-treatment applications were high adhesive/hydrophilic values are requested. Nevertheless the effect isn’t stable.
Table 1 Surface tension values directly and four weeks after plasma corona (air) corona (air + nitrogen) corona (air + nitrogen)
+ aerosol
Table 2 XPS analysis data corona (air) corona (air + nitrogen) corona (air + nitrogen) + aerosol
B.
Material: PP foil
150 µm surface tension
(mN/m) - directly after plasma
48
48
60
Material: PP foil 150 µm
C 1s
83,7
84
73,5 surface tension
(mN/m) - 4 weeks after plasma
42
44
52
XPS
N 1s
< 1
3,4
2,1
O 1s
15,6
12,7
24,4
Smart plasma priming for superior adhesion of UVcurable formulations
The concept smart plasma priming is presented schematically in figure 3 [4]. Normally the plasma priming is done in two steps. First a plasma treatment induces a high radical built-up on the surface of the material. Afterwards an application of acrylate or methacrylate photoinitiators that contain double bonds is done. The radicals can react with these double bonds. The result is a partially crosslinked layer of photoinitiator covalently linked to the substrate. A one step solution is an AS Coating Star treatment that uses an aerosol of photoinitiator. The plasma deposited nano-layer will permanently increase the surface tension (no diffusion of photoinitiator towards the bulk because of its semi-crosslinked state) and involves a latent functionality towards UV-light.
A CKNOWLEDGEMENTS
The author of this article would like to thank the company
Ahlbrandt System GmbH for the provision of technical information about their plasma systems.
Figure 3 Smart plasma priming principle
After plasma treatment a UV-curable formulation consisting of monomers, oligomers, functional and process additives, photoinitiators,… is applied. A UV-radiation step initiates a radical polymerisation of the added layer (print, coating, glue) and leads to superior adhesion characteristics, because the deposited plasma layer forms a covalent linkage between substrate and top layer. This is due to the fact that the previously added photoinitiator layer participates in the radical polymerization phase. This all opens new perspectives towards application fields where traditional technologies don’t give satisfying results.
The above mentioned concept has been tested on a polypropylene foil that has, owing to its non-polar character, a bad adhesion for a UV-curable lacquer (results: see table 3)
[5]. Corona pretreatment can’t solve this adhesion failure.
An AS Coating Star pretreatment with injection of an acrylate photoinitiator aerosol between the top electrode pair results in a much better adhesion of the UV-lacquer on the PP film. The best results however are booked when pre-activating the added photoinitiator. This can be done by a UV-radiation step after AS Coating Star treatment, but just before the real UVcoating process. The alternative is applying a corona treatment after photoinitiator deposition and before the lacquering. The corona impact will lead to an anchoring of the initiator next to a partial activation of it through the impact of the UV-light component of the corona discharge.
Table 3 Impact of smart plasma priming on the adhesion of UVlacquer on PP foil
R EFERENCES
[1] Technical paper Enercon Industries: “Corona Treater Station Design and Construction: meeting the converting Challenge”
[2] Van Hove, T.; Van Parys, M.; “Reactive Atmospheric Plasma
Treatment of Polymers by means of the AS Coating Star-Technology”;
Proceedings ‘1 st
International Conference on Polymers & Moulds
Innovations’ (PMI), University College Ghent; 2005
[3] Rau, A.; “Nano-Modifizierung von Oberflächen durch kombinierte
Corona/Aerosol Behandlung“; Coating 3, p. 185-187; 2004
[4] Baurer, M.; Kunz, M.; “Smart Plasma Priming, a new Surface
Modification Technology with superior Interface Features“;
Fachzeitschrift Galvanotechnik, p. 1350; 2001
[5] Bolte, G.; “Nano-Primer Technology for UV Coating with Aerosols”;
Conference Proceedings ‘RadTech Europe’; 2005 corona photoinitiator aerosol
*
UV-light corona
UVlacquer
+ UVlight
*
*
*
*
*
* *
*
*
* *
Legend: - = delamination; ++ = good adhesion;
+++ = excellent adhesion
*
Adhesion
-
-
++
+++
+++