AN INVESTIGATION OF THE PHYSICAL PROPERTIES OF
advertisement

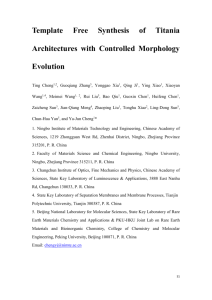
AN INVESTIGATION OF THE PHYSICAL PROPERTIES OF ALUMINIUM REINFORCED WITH TITANIUM DIOXIDE PARTICLES C. E. Orji, O. K. Echendu*, B. C. Anusionwu, C. C. Diala and C. A. Peter Department of Physics, Federal University of Technology, P. M. B. 1526, Owerri, Nigeria *Corresponding author’s email: oechendu@yahoo.com. Phone: +2348034859068 Abstract The physical properties of aluminium reinforced with titanium dioxide particles have been investigated. The reinforcement with titanium dioxide weight percent of 2 %, 5 %, 10 %, 15 % and 20 % resulted in increasing ultimate tensile strength, yield strength, average hardness and density with increasing concentration of titanium dioxide particles, while the ductility decreases with increasing reinforcement. Photomicrographs of the resulting aluminium-titanium dioxide composites with varying titanium dioxide concentration reveal a fairly uniform dispersion of the titanium dioxide particles in the aluminium matrix. The titanium dioxide particulate reinforcement is observed to form a network similar to the branched chains found in highmolecular weight polymers with a kind of phase transition beyond wt. % TiO2 of 15 %. This network formation helps to impede dislocation movement and is therefore responsible for the improved mechanical strength with a corresponding reduction in the ductility of the composites formed. The trends in the observed physical properties suggest a possible optimum wt. % TiO2 of 15 % for obtaining a balanced improvement in the mechanical properties of the aluminiumTiO2 composite. Key words: Titanium dioxide particle; metal matrix composite; reinforcement; aluminium; mechanical property. Introduction In recent times, there has been increased interest in reinforced metal matrix composites (MMCs) for the fact that they exhibit high mechanical strength, lightweight, high stiffness properties etc. over conventional alloys (Rino et al., 2012; Alaneme and Boudunri, 2011; Kok, 2005). MMCs in general consist of at least two components, namely; a matrix and reinforcement. The matrix is usually an alloy and the reinforcement a ceramic (Kok, 2005; Sirahbizu et al., 2013; Casati and Vedani, 2014; Alaneme and Olubambi, 2013). Because of the different physical properties of the reinforcement, some enhanced properties of MMCs over conventional alloys can be achieved. These include a combination of high strength, high elastic modulus, high toughness and impact resistance, low sensitivity to changes in temperature or thermal shock, high surface durability, low sensitivity to surface flaws, high electric and thermal conductivity, light weight, minimum exposure to the potential problem of moisture absorption that results in degradation and improved ability to be fabricated with conventional equipment (Das et al., 2014). Recent increase in the performance requirements of materials for aerospace, automobile, defense, marine, sports and recreation applications has led to the development of numerous structural composite materials such as MMCs (Das et al., 2014; Wu and Li, 2000; Dwivedi et al., 2014; Allison and Cole, 1993). Among these MMCs, particle-reinforced MMCs have been an area of interest to many researchers (Chen and Chung, 1995; Nuessl et al., 1997; Imai et al., 1997). Particulate MMCs have nearly isotropic properties when compared to long fiber-reinforced composites or organic waste-reinforced composites (Bodunri et al., 2015). However, the mechanical behaviour of the MMCs generally depends on the matrix material composition, particle size, weight fraction of the reinforcement and method used in fabrication (Alaneme and Aluko, 2012a; Alaneme and Bodunri, 2013; Alaneme and Aluko, 2012b). The distribution of the reinforcement particles in the matrix alloy is influenced by several factors such as rheological behaviour of the matrix melt, the particle incorporation method, interaction of particles and the matrix before, during and after mixing etc.(Meena et al., 2013). Ceramic particle-reinforced aluminium have already emerged as candidates for industrial application by virtue of their higher specific strength and stiffness, improved performance, and the additional advantages of being machinable and workable (Sirahbizu et al., 2013; Kalaa et al., 2014). Therefore the mechanical properties of materials of this kind have received much attention. There are many reinforcement characteristics that influence the mechanical properties of the composites. These include the volume fraction and the shape, size and dispersion of the reinforcement. Composites containing large ceramic particles show increased modulus and wear resistance, but reduced tensile strength and high-cycle fatigue resistance in comparison with small particle-reinforced composites (Kataiaha and Girishb, 2010). In the present work, the physical properties (ultimate tensile strength, yield strength, ductility, average hardness, density and microstructure) of titanium dioxide-reinforced aluminium with varying percentage composition of titanium dioxide are investigated for possible applications in aerospace, automobile, defense etc. Experimental procedure Materials The materials used for the production of the aluminium-TiO2 composite include commercial-grade aluminium rod (99.95%), commercial-grade titanium dioxide (rutile) as the reinforcement material and laboratory-grade magnesium powder used to improve the wetting property of the aluminium-TiO2 system. MMC fabrication For the fabrication of the aluminium-TiO2 composites, 254 g, 247 g, 234 g, 221 g and 208 g of Al were separately weighed out into five places. 52 g, 39 g, 26.1 g, 13.2 g and 5.2 g of TiO2 were also weighed out separately to serve respectively as 20%, 15%, 10%, 5% and 2% particulate reinforcement for the aluminium matrix. Each of the masses of aluminium was placed in a crucible and melted at a temperature of 800 °C. This temperature was maintained for about 20 minutes to ensure complete melting of the aluminium. Each of the weighed TiO2 powder was preheated to 800 °C before adding into the Al melt while constantly stirring the melt. The preheating of TiO2 to 800 °C before adding to molten aluminium was to avoid the formation of dross. The resulting molten aluminium-TiO2 composite was cast into a cylindrical mold and allowed to solidify. The control experiment consisting of only 260 g of aluminium was also melted and cast into a cylindrical mold and allowed to solidify but without TiO2 particulate reinforcement. specimens of 28 mm gauge length of tensile specimen. The samples were tested for failure using a tensometer. From the loadextension curve obtained, the corresponding stress and strain as well as other tensile properties were determined. For hardness test, the Rockwell hardness testing machine was used. The Rockwell hardness B (RHB) test was carried out in which a minor load of 15 kg (147 N) and a major load of 100 kg (980 N) were used to determine the hardness. Prior to the hardness test however, the samples were cut into small cylindrical pieces of 20 mm diameter and mounted using phenolic resin powder which was heated in a compaction press. Afterwards, the samples were polished according to the standard metallographic technique by using 220, 320, 400, 600 and 800-grade emery papers. Determination of density For density determination, each of the AlTiO2 composite and the unreinforced Al sample was cut into a cylindrical shape and weighed using a precision digital weighing balance. The volume of each sample was determined using the formula for the volume of a cylinder. The density of each sample was then calculated by dividing the mass by the corresponding volume. Determination of the physical properties of the Al-TiO2 MMCs Determination of the morphology of the MMCs Determination of Mechanical properties The samples already polished with emery papers were finally polished using a diamond paste on a polishing machine. In the polishing process, water was applied to reduce temperature rise and to improve In order to determine the mechanical properties of the resulting Al-TiO2 MMCs of various TiO2 compositions, each of the six samples was machined into standard lubrication. A mirror-like surface finish was achieved afterwards. After polishing, the specimens were washed with water and methanol. They were then etched in 0.5 M hydrochloric acid before viewing under the microscope. Photomicrographs of the samples were obtained using a metallurgical light microscope. Results and discussion Tensile test results Table 1 shows the result of addition of TiO2 on the tensile properties of aluminium. The table shows that addition of TiO2 particulate improves the ultimate tensile strength and yield strength of the resulting MMC. Table 1: Tensile properties of reinforced Al with different wt. % of TiO2 particulate reinforcement. Sample Wt. % of Ultimate % Ductility Yield strength No TiO2 tensile strength (N/mm2) (N/mm2) A 0 115 6.0 97 B 2 138 14.0 105 C 5 155 12.2 117 D 10 157 10.5 132 E 15 179 10.4 152 F 20 188 10.0 160 70 60 60 50 50 40 30 20 10 TiO2. For the percentage ductility, it decreases as the amount of TiO2 increases. The combination of high ultimate tensile strength, high yield strength and low ductility of these materials make them suitable for applications such as in aircraft construction and some automobile parts manufacture among others. (b) % Ductility 70 % Yield strength % Ultimate tensile strength As the wt. % of TiO2 increases from 2 % to 20 %, the ultimate tensile strength (UTS) of the resulting aluminium matrix composite (AMC) increases rapidly making the composite more suitable for mechanical application. Similarly, the yield strength (YS) increases with increase in wt. % of 40 30 20 10 0 0 0 5 10 15 wt. % TiO2 20 0 5 10 15 wt. % TiO2 20 18 16 14 12 10 8 6 4 2 0 (c) 0 5 10 15 wt. % TiO2 20 Figure 1: (a) % UTS vs. wt. % TiO2, (b) % YS vs. wt. % TiO2 and (c) % Ductility vs. wt. % TiO2 for the aluminium matrix composite with various wt. % of TiO2. The corresponding graph of the percentage ultimate tensile strength, percentage yield strength and percentage ductility versus wt. % of TiO2 are presented in figures 1(a), (b) and (c) respectively. Figure 1 (a) reveals that the % UTS increases with increase in wt. % TiO2 throughout the entire range of wt. % TiO2. For the yield strength in figure 1 (b), one observes a fairly uniform increase in % YS across the entire range of TiO2 concentration up to around 15 % TiO2 beyond which the apparent uniformity changes slightly. Figure 1 (c) shows a fairly rapid decrease in the percentage ductility of the composite up to 10 % TiO2 beyond which the decrease slows down. The decrease in percentage ductility follows from the increase in tensile and yield strength as seen in Table 1. This can also be seen from the point of view that dislocation movement results in improved ductility. However, with increase in TiO2 particulate reinforcement which serves as an obstruction to dislocation movement, ductility is reduced. The observed overall increase in UTS and YS of the composites is attributed to the presence of TiO2 particles (in the microstructure of the AMC) which impedes the movement of dislocations. up to 5 % and then increases slowly through the remaining wt. % TiO2 composition. Hardness test result Figure 3 shows the variation of density of the AMC with wt. % TiO2. There is generally a gradual increase in the density of the composite as the percentage weight of TiO2 increases. Figure 2 shows the graph of average hardness values versus wt. % TiO2. The figure shows that the hardness values of the composites increase rapidly with wt. % TiO2 Average hardness value 160 120 80 40 0 0 5 10 15 20 wt. % TiO2 Figure 2: Average hardness values vs. wt. % TiO2 for the AMC. With the increasing amount of TiO2 which has relatively hard particles compared to the aluminium matrix, the hardness of the AMC increases. This also agrees with the reduction in ductility as a result of increase in the amount of TiO2 present in the composite. The overall increase in hardness of the AMCs qualifies them as potential candidates for mechanical applications where hardness is taken to advantage. Result of density determination increases, the overall density of the composite material tends towards that of TiO2 particulate reinforcement. The improved density of the resulting AMCs makes them suitable for applications where high density is put to advantage in addition to high tensile strength. 2.84 Density (gcm-3) 2.82 2.80 2.78 2.76 2.74 2.72 Microstructural/morphological evaluation 2.70 2.68 0 5 10 15 wt. % TiO2 20 Figure 3: Variation of density with wt. % TiO2 for the AMCs. The results of microstructural examination of the unreinforced and the various reinforced aluminium are presented in figures 4(a) – (f). This is as a result of the high density of TiO2 compared to aluminium. Thus as wt. % TiO2 (a) (b) (c) (d) (e) (f) Figure 4: Photomicrograph of aluminium matrix with (a) 0 % TiO2, (b) 2 % TiO2, (c) 5 % TiO2, (d) 10 % TiO2, (e) 15 % TiO2 and (f) 20 % TiO2 particulate reinforcement. Magnification of each micrograph is ×500. The photomicrographs show the effects of addition of different wt. % TiO2 to aluminium on the microstructure/morphology of the resulting aluminium matrix composites. Figure 4(a) shows the photomicrograph of the aluminium without any TiO2 reinforcement. The homogeneity of the morphology is very clear. However, on addition of TiO2, the change in morphology/microstructure is again very clear from figures 4(b) – (f). The TiO2 particles gradually form a network in the aluminium matrix (with fairly uniform distribution of TiO2 particles) as its wt. % increases from 2 % to 20 %. This actually explains the reason for the improvement in strength of the system as wt. % TiO2 is increased as was seen in the tensile properties discussed earlier. These networks again look like the branched chains found in high molecular weight polymer materials that account for their high mechanical strength. With wt. % TiO2 beyond 15 %, there is a kind of phase transformation and the microstructure looks completely different from those of lower TiO2 concentration. This observation suggests that wt. % TiO2 of 15 % is a possible optimum TiO2 concentration for obtaining a balanced improvement in the mechanical properties of the aluminium-TiO2 composite. Conclusion The physical properties of Al-TiO2 composites have been investigated. The addition of TiO2 particulate reinforcement to aluminium matrix significantly affects the physical properties of Al. The results presented show that increasing the wt. % of TiO2 in the aluminium matrix results in significant increase in the ultimate tensile strength, yield strength and the hardness values of the resulting aluminium-TiO2 composite material. On the other hand, the ductility of the composite is found to decrease with increasing TiO2 content. A critical look at the trends in % YS, % ductility and microstructure reveals that a wt. % TiO2 of about 15 % is an approximate concentration of TiO2 that can possibly result in optimized mechanical properties of the Al-TiO2 composite for applications where a compromise is necessary between high tensile strength and ductility. References Alaneme K. K. and Aluko A. O. (2012). Fracture toughness (K1C) and tensile properties of as-cast and age-hardened aluminium (6063)–silicon carbide particulate composites. Sci. Iran Vol. 19 No. 4, pp 992–996. Alaneme K. K. and Aluko A.O. (2012). Production and age-hardening behaviour of borax premixed SiC-reinforced Al-Mg-Si alloy composites developed by double stircasting technique. West Indian J. Eng. Vol. 34 Issues (1–2), pp 80–5. Alaneme K. K. and Bodunrin M. O. (2013). Mechanical behaviour of alumina-reinforced AA 6063 metal matrix composites developed by two step – stir casting process. Acta Tech. Corvininesis – Bull. Eng. Vol. 6 No. 3, pp 105–110. Alaneme K. K. and Olubambi P. A. (2013). Corrosion and wear behaviour of rice husk ash- alumina reinforced Al-Mg-Si alloy matrixhybrid composites. J Mater Res Technol. Vol. 2 No.2, pp 188–194. Alaneme K. K., Bodunrin M. O. (2011). Corrosion behavior of alumina-reinforced aluminium (6063) metal matrix composites. J. Miner. Mater. Charact. Eng. Vol.10, No. 12, p 1153. Allison J. E. and Cole G. S. (1993). Metal Matrix Composite in Automotive Industry: Opportunities and Challenges, Journal of Mechanical Science, pp 19-24. Bodunrin M. O., Alaneme K. K. and Chown L. H. (2015). Aluminium matrix hybrid composites: A review of reinforcement philosophies; mechanical, corrosion and tribological characteristics, J. Mater. Res. Technol. (Article in Press), http://dx.doi.org/10.1016/j.jmrt.2015.05.003. Casati R. and Vedani M. (2014). Metal matrix composites reinforced by nanoparticles—a review. Metals Vol. 4 No.1, pp 65–83. Chen Y. and Chung D. D. L. (1995). Ductile and strong aluminium-matrix titanium aluminide composite formed in situ from aluminium, titanium dioxide and sodium hexafluoroaluminate, Journal of Materials Science Vol. 30, pp 4609 – 4616. Das D. K., Mishra P. C., Singh S. and Pattanaik S. (2014). Fabrication and heat treatment of ceramic-reinforced aluminium matrix composites – A review. Int. J. Mech. Mater. Eng. Vol. 9 No.1, pp 1–15. Dwivedi S. P., Sharma S. and Mishra R. K. (2014). A356 Aluminum Alloy and applications-A review, Advanced Materials Manufacturing and Characterization, Vol.4, pp 81-86. Imai T., Hikosaka T., L’Esperance G., Hong B. and Jiang D. (1997). High strain rate superplasticity of ceramic particulate reinforced aluminium composites and the fabrication processing, Proceedings of Eleventh International Conference on Composite Materials (ICCM-11), Gold Coast, Australia, 14 – 18 July, pp 154 – 163. Kalaa H., Merb K. K. S and Kumar S. (2014). A review on mechanical and tribological behaviors of stir cast aluminum matrix composites. Procedia Materials Science Vol. 6, pp 1951 – 1960. Kataiaha G. S. and Girishb D. P. (2010). The mechanical properties & fractography of aluminium 6061 – TiO2 composites, International Journal of Pharmaceutical Studies and Research, IJPSR, Vol. 1 No. 1, pp 17-25. Kok M. (2005) Production and mechanical properties of Al2O3 particle-reinforced (2024). aluminium alloy composites. J. Mater. Process. Technol. Vol.161, No.3, p 381. Meena K. L., Manna A., Banwait S. S. and Jaswanti D (2013). An analysis of mechanical properties of the developed Al/SiC-MMC’s, American Journal of Mechanical Engineering, Vol. 1, No. 1, pp 14-19. DOI:10.12691/ajme-1-1-3. Neussl E., Hofmann S., Sahm P. R., Pora J. and Schuster D. (1997). Design and mechanical properties of continuous fibrereinforced MMC bolt connectors, Proceedings of Eleventh International Conference on Composite Materials (ICCM11), Gold Coast, Australia, 14 – 18 July, pp 134 – 142. Rino J. J., Chandramohan D, Sucitharan K. S., Jebin V. D. (2012). An overview on development of aluminium metal matrixcomposites with hybrid reinforcement. IJSR India Online 2319– 7064. SirahbizuY. B., Mahapatra M. M., Jha P. K. (2013). Influence of reinforcement type on microstructure, hardness, and tensile properties of an aluminum alloy metal matrix composite. J. Miner. Mater. Charact. Eng. Vol.1, No.4, pp 124–30. Wu J. M. and Li Z. Z. (2000). Nanostructured composite obtained by mechanically driven reduction reaction of CuO and Al powder mixture, Journal of Alloys Compounds Vol. 299 No.,1 pp 9-16.