Fundamental Characterization of PP Extrusion
advertisement

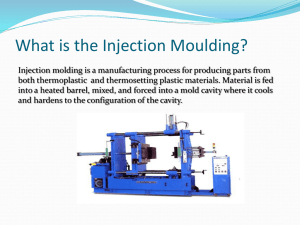
MODELING AND SIMULATION OF MORPHOLOGICAL EVOLUTION FOR POLYMER BLENDS IN INJECTION MOLDING Yi Zhang1, Fen Liu1, Shubiao Cui1,2, Yun Zhang1, and Huamin Zhou1,2* 1 State Key Lab of Material Processing and Die & Mould Technology, Huazhong University of Science and Technology, Wuhan, China 2 DG-HUST Manufacturing Engineering Institute, Dongguan, China Abstract Numerical prediction of morphology in polymer blends is of vital importance in mastering of material structure and property optimization from both theoretical and industrial views. A systematical study was conducted on the morphological simulation in injection molding for polymer blends, including model selection, process simulation and experimental validation. The principle and crucial factors in the evolution of dispersions (specifically the deformation, break and coalescence) were investigated. Simulation results were compared and evaluated with the experiment data, which suggest the effectiveness of predicting microstructure in the process. Introduction In injection molding, performance variations of product are caused by its morphology (crystallization, orientation and dispersion phases etc.) formed in different regions, including appearance, permeability and mechanical property. Thus, the prediction or even adjustment of microstructures is a critical part in the molding process of immiscible polymeric blends [1]. Temporarily, the injection molding analysis mainly focuses on the feasibility of the forming process. The performance prediction of the final part is not implemented. Even if the preliminary calculation of residual stress and wrapage could be achieved [2,3], the computation precision cannot satisfy the engineering requirements without considering the influence of the microstructure. And current theoretical investigation of morphology in polymer blends focuses on discrete dispersion without considering the interaction of droplets [4], which could not be applied in the simulation of practical process. In this paper, a coupled model of flow field and morphological evolution is proposed to shed some light on the problem mention above. With finite element method, a 3D numerical simulation is conducted with morphology simulation, including the deformation, breakup and coalescence of the dispersion phase droplet in injection molding process. And corresponding governing equations and numerical simulation strategies are applied. Finally, simulation results are compared with the practical product in validation of the feasibility of morphological evolution model constructed. Coupled Modeling Injection molding process involves microstructured fluid–fluid dispersions in complex laminar flows [1]. By microstructured, we mean that the homogeneous regions of each phase in the dispersion are much smaller than the macroscopic flow domain. Modeling these systems is particularly challenging because relevant physics must be accounted for at two vastly different length scales. On the macroscale, the flow in the mixing device must be modeled. On the mesoscale, the deformation, reorientation, and advection of the microstructure must be calculated. While each case can be addressed individually using existing tools, little progress has been made on the combined problem. To solve this two scales synthetic problem, a model with microstructure detail representation, total variation and strategy of precise modeling complex flow field in macroscope and microstructure evolution is needed. In this paper, the modeling objects are immiscible two phase blend that one dispersing in the other. The research subject here is dilute solution, which the volume ratio of the dispersion phase is lower than 30%. It adopts a general coupled modeling method and only considers the rheological behaviors of dispersion phase on the blend without the reaction of dispersion phase granules on flow field. In this method, the calculation of the flow field and microstructure is mutually independent, which means the output of the flow field is the input of microstructure. The calculation steps in each time interval are as below. First calculate the macroscopic variations (velocity, temperature, pressure etc.) distribution with constitutive equations at one moment; then import the local flow field parameters as the conditions of microstructure evolution, and calculate the microstructure; and this microstructure _______________________________ * Author to whom correspondence should be addressed: hmzhou@hust.edu.cn will affect the flow field by changing the rheological behavior (viscosity) of the blend. With that, the macroscopic flow field and the mesoscopic structure are coupled. Model selection Lij w ijA f 2eijA Because dispersion phase iterative evolution is dependent on the flow field condition (shearing rate, temperature, viscosity etc.). A thermodynamic model that can precisely describe the reality of flow field is necessary before the analysis of morphology. Applying the incompressibility for injection molding process in 3D, the control equations of mass, momentum and energy can be simplified as ui , i 0 (1) - P,i ij 2Dij , j 0 . (3) where i 1,2,3 and j 1,2,3 are coordinate components, signal ‘,’ means derivation; u , T , P are velocity, temperature and pressure; , Cv and K are density, special heat and thermal conductivity coefficient of material respectively; is the heat source in the energy equation, is viscosity coefficients, H c is the heat source of crystallization (based on shearing induced theory), ij is Kronecke function, D is the strain rate. For morphological model, the droplet shape is found very close to an ellipsoid [5]. This kind of droplet shape can normally be described by a second-order tensor G [6]. Variables as the radius of spherical granule R and the lengths of each axis are used to describe the transformation pattern of within local areas. In the filling stage, the affine deformation model is applied for simulating transient slender deformation caused by high shearing. The lengths of two shorter axes are assumed equal during the deformation. Setting L , B and W semi-axial lengths of the droplet ( L B ), it follows [7] tan 0.5 0.5 B R0 0.5 0.5 4 2 4 2 f1 3G ij δij 2 G kk (7) where R is a characteristic time, is the interfacial tension; eij and w ij are deformation rate tensor and vorticity tensor of the applied flow field respectively, following , eij Lij L ji 2 w ij Lij L ji 2 ; superscript A means deformation rate imposed by outside; f1 and f 2 have to be determined through asymptotic limits. (2) Cv (T,t uiT,t ) KT,ii H c L R0 0.5 0.5 4 2 In the postfilling stage, when small deformation and the relaxation recovery process of the droplet is the dominant factor, here MM model is put into use here. In the model, the velocity gradient can be expressed as [8] 0.5 1 (4) (5) The breakup and coalescence of droplets are the principal mechanisms that lead to the size variations of the granules. Assume these two mechanisms are linearly addible, the evolution equation of R is as dR dR dR dt dt break dt coal (8) For the breakup of droplet, the simplified capillary * number k may help to select the proper breakup models[9,10,11]. And experimental model or statistical probability model can be conveniently applied for the description of droplet coalescence [12]. In order to assure the accuracy of the simulation results, viscosity ratio is determined by viscosity model. Considering the dependency between the viscosity of melt and shearing rate, temperature and pressure, Cross-WLF model is adopted to describe the rheological behavior in injection molding [13]. Numerical Simulation For morphological evolution, in order to achieve more accurate and reliable simulation results, the calculation space should be extended from 2D to 3D. First the constitutive equations of physical model constructed above should be discrete in 3D. Based on PSPG/SUPG method a stable finite element format is then established. And tetrahedron element mesh control volume method is used to trace the flow front. (6) where is the accumulated shear history experienced. According to the characteristics of 3D simulation of injection molding process, the assumptions of flow field are given as follows [14]. In filling phase, the melt is incompressible pure viscous fluid. The viscosity force cause by gravity and inertial force can be negligible, due to the large viscosity nature of the melt. Assume the specific heat capacity and heat conductivity coefficient to be constant for simplification. In each moment, the flow field is assumed to be stable. In the postfilling stage, the polymer material becomes compressible. N ui N ,i Tn 1d t CV N SUPGu j N , j e e KN ,i N ,iTn1d e e e e For microstructure[15], deformation, breakup and coalescence mentioned above are only restricted to grainy dispersion phase, thus the research object are low concentration dispersion phase (volume content below 30%) system. The medium is assumed to be continuum. Suppose that the dispersion phase enter the mold cavity in uniform spherical shape. The initial diameter D0 of dispersion phase can be approximately resulted from the observation of hydrostomia on injector nozzle, and is ranging from 1-10 m for appropriate simulation outcomes [16,17]. On the mold wall, the melt freezes instantly, thus the dispersion phase remains to be in an initial state, which is spherically shaped. The finite element method is adopted to discrete the control equations for the injection molding process. Due to the complexity of flow field formats in injection molding, a 3D 4 nodes tetrahedron element mesh is applied to construct the spatial area to achieve the accuracy and reliability in 3D simulation. The finite element formats of velocity and pressure equations are as follows, respectively. e e N , j N , j uia N ,i u ja d N , j N P ij d (9) e e N h d e e e e N SUPGu j N , j 0.5 N ,k ui N ,i u k H c d e CV N SUPGu j N , j e 2 N t (11) Tn d N q0 d e e N u j N , j ui N ,i Rn1d t (12) N n N SUPGu j N , j R d N N F d e e t e e N e e SUPG where F represents the loading part on the right side of the radius evolution formula. In postfilling stage, the convection terms of energy and microstructure equations could be neglected (flow field is approximately static), and classical decomposition format Galerkin would not lead to false oscillation of results. Thus the discretization of equations doesn’t need to consider the stable formats above. Experimental Verification To validate the accuracy of coupled simulation of macro flow field and microstructure evolution, polymer blend PP/POE with mass ratio (75/25) is chosen, PP (T36f) is from the Sinopec, POE (8150) is provided by the Dupont-DOW company. And injection machine TY200 (provided by Zhejiang Dayu machinery company Ltd.) is applied to mold the test samples (80×10×4mm) as shown in Figure 1. A and B are the near gate and far gate sampling positions for microstructure observation, respectively. nel N N ,i ui d SUPG 1 N ,i N ,i P d 0 (10) e e Where represents space area, e is the element space area, e 1,2,..., nel and nel is the total number of the elements; N is the interpolation function, 1,2,3,4 is node number of one tetrahedron element; suppose h is the stress on the boundary. In the filling process, the stable finite element format for energy equation and dispersion phase granules radius is as below. Figure 1. Molding sample for microstructure observation The experiments are conducted with various process conditions, such as injection velocity, injection temperature, dwelling pressure, dwelling time and cooling time. When one process condition varies, other process parameters are set to be standard. The standard process parameters are, injection temperature 220℃ and dwelling pressure 50Mpa, dwelling time 10s, cooling time 30s. And in this paper, the injection velocity experiment is collected as an instance for the morphological observation. The experiment is conducted for 10 molding samples, and the last 5 samples (stabilized) are for observation, the injection velocity level is shown in Table 1. Table 1. Injection velocity level Low high Injection velocity (cm3/s) 6 26 Coupled calculating of macro and micro in molding process with the numerical method proposed previously in the paper, simulation results in different injection velocity are obtained. The comparisons with experiment results are from Figure 2 to 3. a) a) b) Figure 3. Microstructure mean deformation comparison under different injection velocities a) Low injection velocity(6cm3/s) b) High injection velocity(26cm3/s) It can be seen that the simulation results agree well with the experimental data. And higher injection velocity brings stronger shear, thus the deformation and breakup of dispersion phase granules are promoted with smaller mean radius of the granules and larger mean deformation rate. And also the size of granules in the shear layer dramatically decline because of the stronger shear. Conclusions b) Figure 2. Microstructure mean radius comparison under different injection velocities a) Low injection velocity(6cm3/s) b) High injection velocity(26cm3/s) Numerical simulation of polymer blends morphological evolution in injection molding process is systematically investigated. A flow field and morphological evolution coupled model was constructed in macro and micro scales. Based on the tetrahedron element mesh and PSPG/SUPG method, a stable FEM was established for iteratively solving the interaction of flow and microstructure. Experimental results validated the accuracy of macro flow field simulation. And comparisons between the simulation and experiment suggest the effectiveness in predicting microstructure in the process. Acknowledgement The authors would like to acknowledge financial support from the National Natural Science Foundation Council of China (Grant No. 51125021, 51105152) and the Guangdong Province-Ministry of Education IndustryAcademic-Research Project (Grant No. 2011B090400381). References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. V. Cristini , R. W. Hooper, et al, Industrial and Engineering Chemistry Research, 41, 6305(2002). F. Liu, H. Zhou, D. Li, Journal of Reinforced Plastics and Composites, 28, 571(2009). H. Zhou, G. Xi, F. Liu, Journal of Materials Engineering and Performance, 17, 422(2008). C. L. Tucker III, P. Moldenaers, Annual Reveiws of Fluid Mechanics, 34, 177(2002). S. Guido, M. Villone, Journal of Rheology, 42, 395(1998). E. D. Wetzel, C. L. Tucker III, Journal of Fluid Mechanics, 426, 199(2001). D. V. Khakhar, J. M. Ottino, Journal of Fluid Mechanics, 166, 265(1986). P. L. Maffettone, M. Minale, Journal of NonNewtonian Fluid Mechanics, 78, 227(1998). J. M. H. Janssen , PhD. Thesis, The Netherlands: Eindhoven University of Technology, 1993. P. H. M. Elemans, PhD. Thesis, The Netherlands: Eindhoven University of Technology, 1989. M. A. Huneault, Z. H. Shi, L. A. Utracki,Polymer Engineering and Science, 35, 115(1995). B. J. Bentley, L. G. Leal, Journal of Fluid Mechanics, 167, 241(1986). B. Yan, PhD. Thesis, China: Huazhong University of Science & Technology, 2008. J. Guo, PhD. Thesis. Newark: New Jersey Institute of Technology, 2000. J. K. Lee, C. D. Han, Polymer, 41, 1799(2000). J. T. Lindt, A. K. Ghosh, Polymer Engineering and Science, 32, 1802(1992) U. Sundararaj, Y. Dori, C. W. Macosko, Polymer, 36, 1957(1995).