Viral Inactivation Unit

Virus inactivation involves dismantling a virus’s ability to infect cells without actually eliminating the virus.
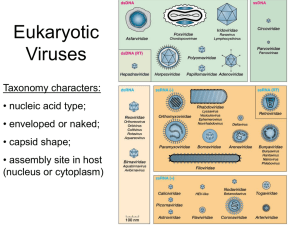
Viruses can be lipid-coated or nonenveloped.
Virus inactivation works by one of the following two mechanisms:
By attacking the viral envelope or capsid and destroying its ability to infect or interact with cells.
By disrupting the viral DNA or RNA and preventing replication.
FDA specifies that a clearance of at least 3 logs must be achieved for mAb production.
Solvent/Detergent (S/D) Inactivation
• Effective with lipid-coated viruses
• Disrupts the interactions between molecules in the lipid coat , rendering the coat dysfunctional and impeding replication
• Commonly used and has a reliable safety record
• Chemicals need to be removed downstream
Pasteurization/Heat
• Effective with non-lipid and lipid-coated viruses
• Typically in a liquid at 60 o C for 10 hours
• Protein product must have a higher thermal resistance than the virus
• Requires the addition of stabilizers, which will need to be removed downstream
Low pH Treatment
• Most effective with lipid-coated viruses
• Acidic conditions deactivate virus
• Protein product must have a higher resistance to low pH conditions than that of the viral particles
• No additional clearance steps are needed downstream
Virus Inactivation Tank
Storage Tank and Diafiltration
Ion Exchange Chromatography
Stream
S-042
S-045
S-110
S-046
Mass Flow Rate
(kg/batch)
763.2967
0.153
0.905
763.449
Component
Acetic acid
Impurities mAb
WFI
Polysorbate 80
WFI
Nitrogen
Oxygen
Acetic acid
Impurities mAb
Polysorbate 80
WFI
Mass Composition
(%)
0.0784
0.1064
3.2681
96.5470
50.0000
50.0000
76.7118
23.2882
0.0784
0.1064
3.2675
0.0100
96.5377
Connection
From storage tank
Chemical inlet
Vent to atmosphere
To polishing filter
There was no way to measure concentrations of active and inactive viruses
Manipulating temperature, holding time, and flow rates had very little effect in our simulated unit
Theoretically, a longer holding time and a higher S/D concentration should results in higher levels of inactivation
The volume increased minimally as the detergent concentration increased
SuperPro® Specification for
Polysorbate80 at 0.01% wt
Volume
Max Allowable
Working Volume
Height/Diameter Ratio
Height
Diameter
Design Pressure
Value
852.88 L
90 %
3
2.138 m
0.713 m
1.52 bar
Supplier
Used
Range of Cost
For Tank with agitator
Machinery and Equipment
Company, Inc.
$12,500.00
Aaron Equipment Company $8,500.00 - $10,000.00
Cost for
Mixing Unit
New
Cost for Tank without agitator
Total Cost of
Tank and Agitator
$25,000.00 - $100,000.00
$128,500.00
Slimline Manufacturing
Pope Scientific Inc.
$1,000.00
$127,500.00
$11,000.00
Apache Stainless Equipment
Corporation
$15,000.00
$20,000.00
$35,000.00
Simulation Unit Operation:
In Place Steaming Transfer In Pull In Holding Transfer Out In Place Cleaning
Operating conditions
Steam: normal pressure, 42.5 kg/batch
Polysorbate 80: 0.0765 kg/batch
Operating Costs
Steam (per batch)
Polysorbate 80 (per batch)
Usage Rate (per equipment-hr)
Labour Hours (labour hrs/hr)
Cost
$0.18
$2.32
$2,088.00
8
TOTAL $2,090.50 + 8 Labour Hours
Develop a way to simulate active and inactive virus concentrations
›
Optimize for temperature, holding time, and S/D concentration
Polysorbate 80 concentration of 0.01-1.0 wt%
Purchase a used blending tank from Aaron
Equipment Company for $8000