Foundations of Materials Science and Engineering Third Edition
advertisement

CHAPTER
7
Mechanical Properties
Of
Metals - II
7-1
Recovery and Recrystallization
•
Cold worked metals
become brittle.
• Reheating, which
increases ductility results
in recovery,
recrystallization and
grain growth.
• This is called annealing
and changes material
properties.
7-2
(Adapted from Z.D. Jastrzebski, “The Nature and Properties of Engineering Materials,” 2d ed., Wiley, 1976, p.228.)
Structure of Cold Worked Metals
•
Strain energy of cold
work is stored as
dislocations.
• Heating to recovery
temperature relieves
internal stresses
(Recovery stage).
• Polygonization
(formation of sub-grain
structure) takes place.
• Dislocations are moved
into lower energy
configuration.
Structure of 85%
Cold worked metal
Polyganization Figure 6.4
Dislocations
Grain Boundaries
Slip bands
Structure of stress
relieved metal
Figure 6.2 and 6.3
7-3
TEM of 85%
Cold worked metal
(After “Metals Handbook,” vol 7, 8th ed., American Society of Metals, 1972, p.243)
TEM of stress
relived metal
Recrystallization
•
If metal is held at recrystallization temperature long
enough, cold worked structure is completely replaced
with recrystallized grain structure.
• Two mechanisms of recrystallization
Expansion of nucleus
Migration of grains.
More deformed
region
Structure and TEM of
Recrystallized metal
Migration
Expansion
Figure 6.5
7-4
Nucleus of
recrystallized grain
(After “Metals Handbook,” vol 7, 8th ed., American Society of Metals, 1972, p.243)
Figure 6.2 and 6.3
Effects on Mechanical Properties
•
Annealing decreases tensile strength, increases
ductility.
• Example:
85% Cu &
15% Zn
Annealed 1 h
4000C
50% cold
rolled
Tensile strength
75 KSI
Ductility 3%
Tensile strength
45 KSI
Ductility 38 %
• Factors affecting recrystalization:
Amount of prior deformation
Temperature and time
Initial grain size
Composition of metal
7-5
Figure 6.6
(After “Metals Handbook,” vol 2, 9th ed., American Society of Metals, 1979, p.320)
Facts About Recrystallization
• A minimum amount of deformation is needed.
• The smaller the deformation, the higher the recrystallization
temperature.
• The Higher the temperature, the less time required.
• The greater the degree of deformation, the smaller the
recrystallized grains.
• The Larger the original grain
size, the greater the amount of
deformation that is required
to produce equivalent
temperature.
• Recrystallization temperature
Figure 6.7b
Continuous annealing
increases with purity of metals.
7-6
(After W.L. Roberts, “Flat Processing of steel,” Marcel Dekker, 1988.)
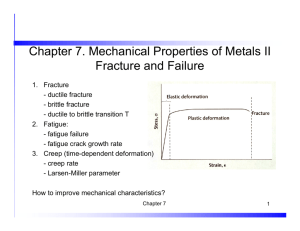
Fracture of Metals – Ductile Fracture
•
•
•
7-7
Fracture results in separation of stressed solid into two
or more parts.
Ductile fracture : High plastic deformation & slow
crack propagation.
Three steps :
Specimen forms neck and
cavities within neck.
Cavities form crack and
crack propagates towards
surface, perpendicular to stress.
Direction of crack changes to
450 resulting in cup-cone
fracture.
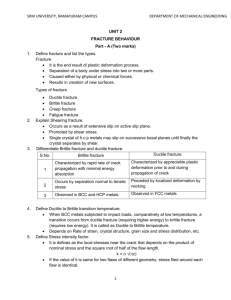
Brittle Fracture
•
•
•
No significant plastic deformation before fracture.
Common at high strain rates and low temperature.
Three stages:
Plastic deformation concentrates
dislocation along slip planes.
Microcracks nucleate due to shear
stress where dislocations are blocked.
Crack propagates to fracture.
•
Example: HCP Zinc ingle crystal
under high stress along {0001}
plane undergoes brittle fracture.
Figure 6.11 & 6.13
7-8
SEM of ductile fracture
(From ASM handbook vol 12, page 12 and 14)
SEM of brittle fracture
Ductile and Brittle Fractures
Ductile fracture
Brittle Fracture
Brittle Fractures (cont..)
• Brittle fractures are due to defects like
Folds
Undesirable grain flow
Porosity
Tears and Cracks
Corrosion damage
Embrittlement due to atomic hydrogen
• At low operating temperature, ductile to brittle
transition takes place
Toughness and Impact Testing
•
Toughness is a measure of energy absorbed before
failure.
• Impact test measures the
ability of metal to absorb
impact.
Toughness is measured
using impact testing
machine
Figure 6.14
7-9
Impact testing (Cont…)
•
Also used to find the temperature range for ductile to
brittle transition.
Figure 6.15
•
7-10 (After J.A.Rinebolt and W.H. Harris, Trans. ASM, 43: 1175(1951))
Figure 6.16
Fracture Toughness
• Cracks and flaws cause stress concentration.
K1 Y a
K1 = Stress intensity factor.
σ = Applied stress.
a = edge crack length
Y = geometric constant.
Figure 6.17
KIc = critical value of
stress intensity
factor.(Fracture toughness)
Y f a
7-11
Example:
Al 2024 T851 26.2MPam1/2
4340 alloy steel 60.4MPam1/2
Measuring Fracture Toughness
• A notch is machined in a specimen of sufficient
thickness B.
• B>>a
plain strain condition.
• B = 2.5(KIc/Yield strength)2
• Specimen is tensile tested.
• Higher the KIc value, more
ductile the metal is.
• Used in design to find
allowable flaw size.
Figure 6.18
7-12
Courtesy of White Shell research)
Fatigue of Metals
•
Metals often fail at much lower stress at cyclic loading
compared to static loading.
• Crack nucleates at region of stress concentration and
propagates due to cyclic loading.
• Failure occurs when
cross sectional area
of the metal too small
to withstand applied
Fracture started here
load.
Figure 6.19
Fatigue fractured
surface of keyed
shaft
Final rupture
7-13 (After “Metals Handbook,” vol 9, 8th ed., American Society of Metals, 1974, p.389)
Fatigues Testing
• Alternating compression and tension load is applied on
metal piece tapered towards center.
Figure 6.21
Figure 6.20
• Stress to cause failure S
and number of cycles
required N are plotted
to form SN curve.
Figure 6.23
7-14 (After H.W. Hayden, W.G. Moffatt, and J.Wulff, “The structure and Properties of Materials,” vol. III, Wiley, 1965, p.15.)
Cyclic Stresses
•
Different types of stress cycles are possible (axial,
torsional and flexural).
Figure 6.24
Mean stress = m
max min
2
Stress range = r max min
7-15
Stress amplitude = a
max min
2
min
Stress range = R
max
Structural Changes in Fatigue Process
•
•
Crack initiation first occurs.
Reversed directions of crack initiation caused surface
ridges and groves called slipband extrusion and
intrusion.
• This is stage I and is very slow (10-10 m/cycle).
• Crack growth changes
direction to be perpendicular to maximum tensile
stress (rate microns/sec).
Persistent slip bands
• Sample ruptures by ductile
In copper crystal
failure when remaining
cross-sectional area is small to withstand the stress.
Figure 6.26
7-16
Courtesy of Windy C. Crone, University of Wisconsin
Factors Affecting Fatigue Strength
•
Stress concentration: Fatigue strength is
reduced by stress concentration.
• Surface roughness: Smoother surface
increases the fatigue strength.
• Surface condition: Surface treatments like
carburizing and nitriding increases fatigue
life.
• Environment: Chemically reactive
environment, which might result in
corrosion, decreases fatigue life.
7-17
Fatigue Crack Propagation Rate
•
•
•
Notched specimen used.
Cyclic fatigue action is generated.
Crack length is measured by change in potential
produced by crack opening.
Figure 6.27
7-18(After “Metals Handbook,” Vol 8, 9th ed., American Society of Metals, 1985, p.388.)
Stress & Crack Length
σ2
Fatigue Crack Propagation.
σ1
Δa
ΔN
da
Figure 6.28
dN
Δa
ΔN da
da
dN
1
α f(σ,a)
AK
m
dN
2
• When ‘a’ is small, da/dN
is also small.
• da/dN increases with increasing crack length.
• Increase in σ increases
crack growth rate.
da
= fatigue crack growth
rate.
dN
ΔK = Kmax-Kmin = stress
intensity factor range.
A,m = Constants depending on material, environment, frequency
temperature and stress ratio.
7-19
Fatigue Crack Growth rate Versus ΔK
da
Log( AK m )
Log
dN
m. Log( K ) Log( A)
Straight line with slope m
Limiting value of ΔK below
Which there is no measurable
Crack growth is called stress
intensity factor range
threshold ΔKth
Figure 6.29
7-20
(After P.C. Paris et al. Stress analysis and growth of cracks, STP 513 ASTM, Philadelphia, 1972, PP. 141-176
Fatigue Life Calculation
da
AK m
dN
K Y a
But
m
m
Therefore K m y m m 2 a 2
da
Therefore
m
m
A( y m m 2 a 2 )
dN
Integrating from initial crack size a0 to final crack size af
at number of fatigue cycles Nf
af
m
m Nf
m m
2
2
da
A
y
a
dN
a0
0
Integrating and solving for Nf
(Assuming Y is independent of crack length)
7-21
Nf
af
(
m
2
) 1
a0
m
m
Ay (
m
m
m
(
2
2
2
) 1
1)
Creep in Metals
•
•
•
•
•
•
Creep is progressive deformation under constant
stress.
Important in high temperature applications.
Primary creep: creep rate
decreases with time due
to strain hardening.
Secondary creep: Creep
rate is constant due to
simultaneous strain hardening and recovery process.
Tertiary creep: Creep rate
increases with time leading
to necking and fracture.
Figure 6.30
7-22
Creep Test
•
Creep test determines the effect of temperature and
stress on creep rate.
• Metals are tested at constant stress at different
temperature & constant temperature with different
stress.
High temperature
or stress
Medium temperature
Figure 6.33
or stress
Creep strength: Stress to produce
Low temperature
Minimum creep rate of 10-5%/h
or stress
Figure 6.32
7-23
At a given temperature.
Creep Test (Cont..)
•
Creep rupture test is same as creep test but aimed at
failing the specimen.
• Plotted as log stress
versus log rupture time.
• Time for stress rupture
decreases with increased
stress and temperature.
Figure 6.35
Figure 6.34
7-24
(After H.E. McGannon [ed]. “ The making, shaping and Treating of Steel,” 9 th ed., United States Steel, 1971, p. 1256
Larsen Miller Parameter
•
Larsen Miller parameter is used to represent creepstress rupture data.
P(Larsen-Miller) = T[log tr + C]
T = temperature(K), tr = stress-rupture time h
C = Constant (order of 20)
Also,
or
P(Larsen-Miller) = [T(0C) + 273(20+log tr)
P(Larsen-Miller) = [T(0F) + 460(20+log tr)
• At a given stress level, the log time to stress rupture
plus constant multiplied by temperature remains
constant for a given material.
7-25
Larsen Miller Parameter
If two variables of time to
rupture, temperature and
stress are known, 3rd parameter
that fits L.M. parameter can be
determined.
Example:
For alloy CM, at 207 MPa,
LM parameter is 27.8 x 103 K
Then if temperature is known,
time to rupture can be found.
Figure 6.36
7-26
(After “Metals Handbook,” vol 1, 10th ed., ASM International, 1990, p.998.)
L.M. Diagram of several alloys
Figure 6.37
Example: Calculate time to cause 0.2% creep strain in gamma
Titanium aluminide at 40 KSI and 12000F
From fig, p = 38000
38000 = (1200 + 460) (log t0.2% + 20)
7-27After N.R. Osborne et. al., SAMPE Quart, (4)22;26(1992)
t=776 h
Case Study – Analysis of Failed Fan Shaft
• Requirements
Function – Fan drive support
Material 1045 cold drawn steel
Yield strength – 586 Mpa
Expected life – 6440 km (failed at 3600 km)
• Visual examination (avoid additional damage)
Failure initiated at two points near fillet
Characteristic of reverse bending fracture
Failed Shaft – Further Analysis
• Tensile test proved yield strength to be 369
MPa (lower than specified 586 MPa).
• Metallographic examination revealed grain
structure to be equiaxed ( cold drawn metal has
elongated grains).
• Conclusion: Material is not cold drawn – it is
hot rolled !.
Lower fatigue strength and stress raiser
caused the failure of the shaft.
Recent Advances: Strength + Ductility
•
•
Coarse grained – low strength, high ductility
Nanocrystalline – High strength, low ductility (because
of failure due to shear bands).
• Ductile nanocrystalline copper : Can be produced by
Cold rolling at liquid nitrogen temperature
Additional cooling after each pass
Controlled annealing
•
•
Cold rolling creates dislocations
and cooling stops recovery
25 % microcrystalline grains
in a matrix of nanograins.
Fatigue Behavior of Nanomaterials
• Nanomaterials and Ultrafine Ni are found
to have higher endurance limit than
microcrystalline Ni.
• Fatigue crack growth is increased in the
intermediate regime with decreasing grain
size.
• Lower fatigue crack growth threshold Kth
observed for nanocrystalline metal.