FACILITY AND WORK DESIGN
CHAPTER 8
DAVID A. COLLIER AND JAMES R. EVANS
OM3 Chapter 8 Facility and Work Design
© 2012 Cengage Learning. All Rights Reserved. May not be scanned, copied or duplicated, or posted to a publicly accessible website, in whole or in part.
1
Facility Layout
Facility layout refers to the specific arrangement
of physical facilities. Facility-layout studies are
necessary whenever:
1. a new facility is constructed,
2. there is a significant change in demand or
throughput volume,
3. a new good or service is introduced to the
customer benefit package, or
4. different processes, equipment, and/or
technology are installed.
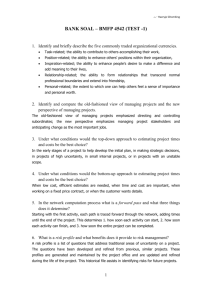
Exhibit 8.1 Product Layout for Wine Manufacturer
Facility Layout
Product Layout
• Advantages: Lower work-in-process inventories,
shorter processing times, less material handling,
lower labor skills, and simple planning and control
systems.
• Disadvantages: A breakdown at one workstation can
cause the entire process to shut down; a change in
product design or the introduction of new products
may require major changes in the layout, limiting
flexibility.
Facility Layout
• A process layout consists of a functional
grouping of equipment or activities that do
similar work.
• Examples: Legal offices, shoe manufacturing, jet
engine turbine blades, and hospitals use a
process layout.
Exhibit 8.2 Process Layout for a Machine Shop
Facility Layout
Process Layout
• Advantages: A lower investment in equipment, the
diversity of jobs inherent in a process layout can lead
to increased worker satisfaction.
• Disadvantages: High movement and transportation
costs, more complicated planning and control
systems, longer total processing time, higher inprocess inventory or waiting time, and higher
worker-skill requirements.
Facility Layout
• In a cellular layout, the design is not
according to the functional characteristics of
equipment, but rather by self-contained
groups of equipment (called cells), needed for
producing a particular set of goods or
services.
• Examples: Legal services, such as labor law,
bankruptcy, divorce; medical specialties such
as maternity, oncology, surgery.
Exhibit 8.3 Cellular Manufacturing Layout
Source: J. T. Black, “Cellular Manufacturing Systems Reduce Set Up
time, Make Small-Lot Production Economical,” Industrial Engineering
Magazine, Nov. 1983. Used with permission from the author.
Facility Layout
Cellular Layout
• Advantages: Reduced materials-handling
requirements, quicker response to quality
problems, more efficient use of floor space,
more worker responsibility increasing morale.
• Disadvantages: Duplication of equipment
among cells, greater worker skills requirements.
Facility Layout
• A fixed-position layout consolidates the
resources necessary to manufacture a good or
deliver a service, such as people, materials, and
equipment, in one physical location.
• Examples: The production of large items such as
heavy machine tools, airplanes, buildings,
locomotives, and ships. Service-providing
examples include major hardware and software
installations, sporting events, and concerts.
Fixed-Position Layout
• Advantages: Work remains stationary,
reducing movement.
• Disadvantages: High level of planning and
control required.
Facility Layout in Service Organizations
Service organizations use product, process, cellular, and fixed-position layouts
to organize different types of work.
•
Process Layout—Services that need the ability to provide a wide variety
of services to customers with differing requirements usually use a process
layout.
•
Examples: Libraries, hospitals, insurance companies
Product Layout—Service organizations that provide highly standardized
services tend to use product layouts.
Examples: Restaurant kitchens
Exhibit 8.6 A Typical Manufacturing Workstation Layout
Designing Product Layouts
• An assembly line is a product layout dedicated
to combining the components of a good or
service that has been created previously.
Examples: Automobile assembly, Subway
sandwich shops, insurance policy processing
• Assembly line balancing is a technique to
group tasks among workstations so that each
workstation has—in the ideal case—the same
amount of work.
Assembly-Line Balancing
Required information:
1. The set of tasks to be performed and the time
required to perform each task.
2. The precedence relations among the tasks—that
is, the sequence in which tasks must be
performed.
3. The desired output rate or forecast of demand for
the assembly line.
Exhibit 8.7 A Three-Task Assembly Line
•
•
•
One workstation: In an eight-hour day, could produce (1 part/1.0
min)(60 minutes per hour)(8 hours per day) = 480 parts/day
Three workstation s (one for each task): The first operator can
produce 120 parts per hour, or 960 parts/day. The second could
produce 1,600 parts/day. The third operator can produce 2,400
parts/day. Maximum output is 960 parts/day.
Two workstations (A/BC): Since each operator needs 0.5 minute
to perform the assigned duties, the line is in perfect balance, and 960
parts per day can be produced.
Assembly-Line Balancing
Cycle time is the interval between successive outputs
coming off the assembly line.
• In the previous example, with one workstation, the
cycle time is 1 minute; that is, one completed
assembly is produced every minute.
• If two workstations are used, the cycle time is 0.5
minute/unit.
• If three workstations are used, the cycle time is still
0.5 minute/unit, because task A is the bottleneck, or
slowest operation. The line can produce only one
assembly every 0.5 minute.
Assembly-Line Balancing
Cycle time (CT) is related to the output (R) by the
following equation:
CT = A/R
[8.2]
• A = available time to produce the output.
• The output (R) is normally the demand forecast
in units, adjusted for on-hand inventory if
appropriate, or orders released to the factory.
• Both A and R must have the same time units of
measure (hour, day, week, month, and so on).
Assembly-Line Balancing
Minimum number of workstations required
= Sum of task times/Cycle time = t/CT
[8.3]
Total Time Available = (Number of work stations)×(Cycle
Time) = (N )(CT )
[8.4]
Total Idle Time = (N )(CT ) − t
[8.5]
Assembly-line Efficiency = t/(N ×CT )
[8.6]
Balance Delay = 1 − Assembly-line Efficiency [8.7]
Assembly-Line Balancing
• Line balancing approaches use decision rules, or
heuristics, to assign tasks to workstations to
attempt to minimize the amount of idle time at
workstations, but do not guarantee optimal
solutions.
• Examples:
Assign the task with the longest task time first
to a workstation if the cycle time would not be
exceeded.
Assign the shortest task first.
Exhibit 8.9 Precedence Network and Workstation Assignment
Assembly Line Balance for In-Line Skate
Workstation Tasks
A
1, 2, 5
B
3, 4, 6, 7, 8
Total
Total Time
5.7
3.7
9.4
Idle Time
0.3
2.3
2.6
Using equations [8.4] to [8.6] we may compute the following:
Total Time Available = (Number workstations)(Cycle Time) =
(N )(CT ) = (2)(6) = 12 minutes
Total Idle Time = (N )(CT ) − t = (2)(6) - 9.4 = 2.6 minutes
Assembly-line Efficiency = t/(N ×CT ) = 9.4/(2 × 6) = 78.3%
Assembly-Line Balancing
Cycle time (CT) is related to the output (R) by the
following equation:
CT = A/R
[8.2]
• A = available time to produce the output.
• The output (R) is normally the demand forecast
in units, adjusted for on-hand inventory if
appropriate, or orders released to the factory.
• Both A and R must have the same time units of
measure (hour, day, week, month, and so on).
24
Selected Solved Problems
Chapter 8
Facility and Work Design
Collier/Evans OM3
25
Bass Fishing Solved Problem (p. 155)
Assembly line has six workstations. Management wants an
output of 300 reels per day, (with a 7.5 hour workday). The
sum of the task times is 8 minutes/reel.
What is the cycle time?
CT = A/R
What is the assembly line efficiency?
Efficiency = t/(N ×CT )
What is the total idle time?
Total Idle Time = (N )(CT ) − t
26
Bass Fishing Solved Problem
Assembly line has six workstations. Management wants an
output of 300 reels per day, (with a 7.5 hour workday). The
sum of the task times is 8 minutes/reel.
What is the cycle time?
CT = A/R = 1.5 min/reel
What is the assembly line efficiency?
Efficiency = t/(N ×CT ) = 88.9%
What is the total idle time?
Total Idle Time = (N )(CT ) − t
= 1 min/reel
27
Assembly-Line Balancing
Minimum number of workstations required
= Sum of task times/Cycle time = t/CT
[8.3]
Total Time Available = (Number of work stations)×(Cycle
Time) = (N )(CT )
[8.4]
Total Idle Time = (N )(CT ) − t
[8.5]
Assembly-line Efficiency = t/(N ×CT )
[8.6]
Balance Delay = 1 − Assembly-line Efficiency [8.7]
28
Exhibit 8.9 Precedence Network and Workstation Assignment
Given: CT = 6.0 min/unit (see pages 156-157)
Workstation
Tasks
Total Time
Idle Time
A
B
Total
29
Exhibit 8.9 Precedence Network and Workstation Assignment
Workstation
Tasks
A
B
1, 2, 5
3, 4, 6, 7, 8
Total
Total Time
5.7
3.7
9.4
Idle Time
0.3
2.3
2.6
30
Assembly Line Balance for In-Line Skate
Workstation Tasks
A
1, 2, 5
B
3, 4, 6, 7, 8
Total
Total Time
5.7
3.7
9.4
Idle Time
0.3
2.3
2.6
Using equations [8.4] to [8.6] we may compute the following:
Total Time Available = (Number workstations)(Cycle Time) =
(N )(CT ) =
Total Idle Time = (N )(CT ) − t =
Assembly-line Efficiency = t/(N ×CT ) =
31
Assembly Line Balance for In-Line Skate
Workstation Tasks
A
1, 2, 5
B
3, 4, 6, 7, 8
Total
Total Time
5.7
3.7
9.4
Idle Time
0.3
2.3
2.6
Using equations [8.4] to [8.6] we may compute the following:
Total Time Available = (Number workstations)(Cycle Time) =
(N )(CT ) = (2)(6) = 12 minutes
Total Idle Time = (N )(CT ) − t = (2)(6) - 9.4 = 2.6 minutes
Assembly-line Efficiency = t/(N ×CT ) = 9.4/(2 × 6) = 78.3%
32