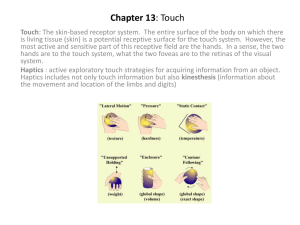
Composite Materials & Polymer Matrix Composites Processes

Blade with Shear Web bonded to
Spar Cap
Upper (LP)
Spar Cap
Sandwich Shell Sandwich Shell
Trailing Edge
Leading Edge
Sandwich Shell
LE Shear
Web
TE Shear
Web
Sandwich Shell
Lower (HP) Spar Cap
2
Source:http://www.compositesworld.com/articles/wind-blade-manufacturing-targeting-cost-efficiencythrough-materials-based-strategies.aspx 4/5/2009
Blade Objectives
Figure from GE
Blade Objectives
• Maximize annual energy yield
• (limit maximum power)
• Resist extreme and fatigue loads
• Restrict tip deflections
• Avoid resonances
• Minimize weight and cost
Burton, Sharpe, Jenkins, Bossanyi: “Wind Energy Handbook”
UTS
Glass/X
Glass/poly ester
Carbon/e poxy
Birch/epo xy
880
700
1830
117
UCS
720
580
1100
81
UCS/sg
390
310
700
121
Fatique % of UCS
19
21
Stiffness/ sg
20
18
E/UCS^2
.07
.1
32 90 .12
20 22 2.3
Steel: fatigue and mfgblty
Blade Materials
• compressive strength-to-weight ratio,
• fatigue strength as a percentage of compressive strength,
• stiffness-to-weight ratio,
• a panel stability parameter, E/(UCS)2.
April 15, 2020 Courtesy: Nolet, TPI 8
Power, Length and Weight
Burton, Sharpe, Jenkins, Bossanyi: “Wind Energy Handbook”
Polymer Matrix Composites & Processes
General Composite Information
• Composites: 2 or more physically distinct phases
• Properties are better than the constituents
• High strength to weight ratio
• Also. . Corrosion, fatigue, toughness, surface finish
Why nots . . .
• (many have) anisotropic properties
• Polymer based may be subject to chemical attack
• Cost?
• Manufacturing process often slow and costly
(Groover p 177)
2 or more phases
• Matrix (primary phase)
– Polymer, metal, or ceramic
• Reinforcing agent (imbedded phase)
– Polymer, metal, ceramic, or element
– Fibers, particles, . . .
Possible combinations for 2 phases
Metal
Ceramic
Polymer
Element
Metal
PM infiltrate w/ 2 nd metal
Cutting tool
PM part w/ polymer
Fiber reinforced metals
Matrix
Ceramic n/a
SiC in Al
2
O
3 n/a n/a
Polymer
Steel belted tire
‘fiberglass’
Kevlar reinforced epoxy
Carbon fiber reinforced polymer
Fiber reinforcement
• Diameters of 0.0001 to 0.005 inches
• As D ↓, orientation ↑, probability of defect↓
– tensile strength↑ ↑
• Orientation:
– Unidirectional, planar, 3 dimensional
Fiber Reinforced Polymer Composites
• Short fibers:
– Open mold: spray up
– Closed mold processes
• Long fibers:
– Open mold: hand, automated tape machines
– Closed mold
– Filament winding
– Pultrusion
Materials
• Polymer matrix
– Thermosets: most common
– Thermoplastics
• Reinforcing
– Glass
– Carbon
– Kevlar (polymer)
Composing Composites . . .
• Molding compounds
– Mix short fibers and matrix
• Prepegs
– Fibers impregnated with partially cured TS matrix
– Allows fibers to ‘stay put’
– Continuous fibers
• Or done in the mold
Open Mold Process
• Spray up
– Requires mold
– Discontinuous fibers // random orientation
– Mixture of fiber and matrix deposited in mold
• Automated tape laying machine
– Requires mold
– Requires use of prepeg
– CNC control
Image sources: http://www.bauteck.com/manufacture/Manufacture2.htm 4/5/9 http://www.mmsonline.com/articles/getting-to-know-black-aluminum.aspx 4/5/9
Filament Winding
• Wound around mandrel or part of final component
• Continuous fibers
– Matrix added before or after winding
• Automation controls wrap pattern
Source:http://sacomposite.com/filament_winding_carbon_fiber.
html 4/5/9
Pultrusion
• Continuous fibers
• Dipped into matrix
• 2 options:
– Pulled through die and cured
– Laid up into an open mold (and later cured) http://www.tangram.co.uk/TI-Polymer-Pultrusion.html
Source: http://www.ale.nl/ale/data/i mages/Pultrusion.jpeg 4/5/9
Open Mold Processes
• Hand lay up
– Oldest, labor intensive
– Mold required
– Fibers placed in mold:
• Dry fibers placed and then matrix added
– Pour or brush or spray >> rolled to achieve mixture
– Vacuum used to ‘pull’ matrix into fiber
• Prepeg placed in mold
Burton, Sharpe, Jenkins, Bossanyi: “Wind Energy Handbook”
Burton, Sharpe, Jenkins, Bossanyi: “Wind Energy Handbook”
Source: www.tpicomposites.com 3/2008
Source: www.tpicomposites.com 3/2008
Source: www.tpicomposites.com 3/2008
Reusable Silicon Bag Technology for
SCRIMP
® o Silicone bags are rapidly fitted to the infusion tool o Feed lines, vacuum lines and embossed distribution channels are integrated into the bag improving the repeatability of the process (TPI Patented Technology)
April 15, 2020 Courtesy: Nolet, TPI 28
Fibers
• Woven Fabrics
– Higher cost, less applicable as structural components for blades
• Non-woven Multiaxials
– Most widely used in VARTM processes
– Low-cost, non-crimp form results in superior performance
– “Uni-directional”, Biaxial, Double Bias,
Triaxial and Quadraxial material forms available.
Courtesy of Saertex USA
Courtesy: Nolet, TPI 29 April 15, 2020
Resin Matrices
• Epoxies remain a primary resin of use in European based blade designs
• Vinyl-esters are attracting much interest by blade designers
• Polyester resins are still prominent in the industry.
• Thermoplastics and other matrices
April 15, 2020 Courtesy: Nolet, TPI 30
http://www.compositesworld.com/articles/carbon-fiber-in-the-wind.aspx
Blade Components
Infused Together
• Skin
– Composite
– Core
• Spar cap
– Composite
• Shear web
– Composite
– Core
• Root Section
– composite
Other Materials
• Bond paste
• Hardware
• Balance box
• Paint
• Lightening protection system
• Platform
Quality Issues
• Waves
– Aspect ratio (L/a)
• Bond failure
• Dry infusion
• Lack of continuous fibers
• Geometrical errors
• Fabric assembly errors
Figures from: “Yerramalli, Miebach, Chandraseker, Quek: “Fiber Waviness
Induced Strength Knockdowns in Composite Materials Used in Wind Turbine
Blades”. 2010
• Cut fabric
• Preforms
– Layup
– Infuse
– Inspect
– Trim
• Shell
– Layup
– Install preforms
– Infuse
Process Steps
• Assembly
– Shear web
– 2 shells
• Finishing
– Finish edges
– Wet layup
• Final cure
• Drill and cut end square
• Finishing and painting
• Hardware
• Balance box
• Final inspect
Burton, Sharpe, Jenkins, Bossanyi: “Wind Energy Handbook”
Burton, Sharpe, Jenkins, Bossanyi: “Wind Energy Handbook”
Mark Higgins 9/15/2011 Presentation at ISU
Mark Higgins 9/15/2011 Presentation at ISU
Mark Higgins 9/15/2011 Presentation at ISU
Mark Higgins 9/15/2011 Presentation at ISU
Mark Higgins 9/15/2011 Presentation at ISU
Mark Higgins 9/15/2011 Presentation at ISU
Assembly Variation
• Maintain +-mm across
50m assembly
• Joints are critical
43
Future Automation Systems?
Rapid Material Placement Systems
(RMPS)
Automated blade molding
Automated root end machining for wind blades
Machine adapts automatically to blade position
Machining processes: Sawing, milling, boring and trimming http://mag-ias.com/index.php?id=308&L=2
Options for Large(r) Blades
• Manufacturing
– Make at point of use
– Make in region of use
– Import
• Design
– Flatback design
– Design in 2 pieces
– Materials to reduce weight
Remote Blade Manufacturing Demonstration –
Sandia 2003