Improving Mechanical Seal Reliability
advertisement

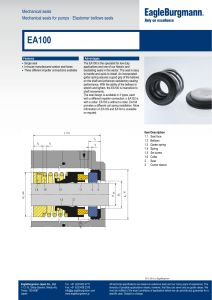
Improving Mechanical Seal Reliability William “Doc” Burke A.W. Chesterton-Chicago (800) 244-7325 Seals 101 Single seals are made of the same 7 pieces: gland, stationary face, rotary face, secondary elastomers, drive mechanism, spring face-loader, & gasket Keeping the seal faces together is the main focus Proper selection of materials includes solutions used for cleaning systems! Pump Operation Most seal problems come from 1 of 2 causes: Pump is not operating near its BEP, or the pump is Cavitating Pumps are often oversized in anticipation of future needs, then run against a throttled discharge: this creates Shaft Deflection! Oversized pumps have greater NPSHR (Net Positive Suction Head REQUIRED) Cavitation Air ingestion is common in WW Internal recirculation is often mistaken as Cavitation Cavitation is a frequent cause of bearing failure & seal faces chipping NPSHR varies by the square of any speed change Dynamically Balance Rotating Assemblies Dynamic balance of entire rotating assembly is crucial A 14” rim automobile tire has a circumference of 6.5 feet: it rotates 812 RPM @ 60 MPH, and we notice the loss of a 1 ounce weight Shaft should be within 0.001” Total Indicator Runout (TIR) at impeller end to assure good seal life Upgrade Bearing Protection Lip seals were designed in the 1940’s for car water pumps Pump bearings are designed to provide 30-40 years life based on their L10 life! Contamination, not over-loading, kills most bearings (SKF says 36%) Installation & Removal concerns (SKF says 34%) Cool the oil, NOT the bearing, in hot running applications Alignment Within 0.002” on all 4 planes: vertical angular, vertical parallel, horizontal angular, and horizontal parallel Couplings transmit torque & resolve thermal growth: they allow mis-alignment to destroy much more expensive bearings & seals by transmitting vibration! Buy or Rent a laser, and get training for your people to use it properly! Shoot the couplings with a thermal gun and see the wasted HP energy being used! Re-building Procedures Always use new gaskets & o-rings Create & follow a “Pump Repair Checklist” to document the work done, the parts changed, and changes made off OEM specification! Make sure the machinist signs his work order as a matter of pride Use OEM parts wherever possible to assure tolerances/fits & materials used are correct: stacking tolerances can lead to major headaches! All materials are readily identifiable from the OEMs, but often are unclear from “pirate/bandit” houses Be wary of hardened sleeves: make sure you are using set screws which can bite into the harder materials! Clearances & Tolerances Set impeller clearances by OEM specification: this can be a severe problem with component seal designs Case wear rings typically have a clearance of 0.0010.002”/shaft diameter inch. Change them once this clearance doubles. Coating the volute or the impeller can be a very good thing, so long as the impeller & rotating assembly are re-balanced and the clearances are not affected! Eliminate pipe strain whenever it is identified: no comealongs or fork lifts should be required! Identify turbulence-causing elbows & poor piping arrangements as you move through the plant, & consider flow-disrupters (static mixer in-line) Install & Understand Seal Environmental Controls Flush: MUST be 15-20 psi higher than stuffing box pressure to work Steam Quench Discharge Recirculation Suction recirculation Vent vertical applications Be wary of trapped air in stuffing boxes on horizontal pumps