SyntegraTM - next generation traction drive system total integration of traction bogie and braking technology
advertisement

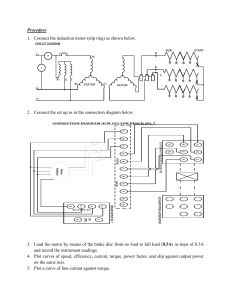
SPEEDAM 2006 International Symposium on Power Electronics, Electrical Drives, Automation and Motion SyntegraTM – Next Generation Traction Drive System, Total Integration of Traction, Bogie and Braking Technology J. Germishuizen*, A. Jöckel*, T. Hoffmann**, M. Teichmann**, L. Löwenstein***, F. v.Wangelin*** * Siemens AG, Automation&Drives, Large Drives, Traction, Vogelweiherstr. 1-15, D-90441 Nürnberg (Germany) ** Siemens Transportation Systems GmbH & Co. KG, Eggenberger Str. 31, A-8021 Graz (Austria) *** Siemens AG, Transportation Systems, Group Technology, W.-v.-Siemens-Str. 67, D-91052 Erlangen (Germany) Index Terms - Motor Design, Drives, Direct Drives, Permanent Magnet Machines, Traction, Bogie, Rail Vehicles, Integration, Braking Technology. I. INTRODUCTION Today, metro or commuter trains with underfloor traction equipment use a traction drive system consisting of a 3-phase IGBT inverter, feeding 2...4 induction motors with a power rating of 120…300kW. For torque transmission from the traction motor to the wheelset, a gear unit is required for the induction motor, entailing the following drawbacks for the customer: • investment cost • energy losses • maintenance cost • possible oil leakage • noise caused by gear unit. Furthermore, despite of its many and well-known advantages, the induction traction motor also shows some drawbacks: • very high short circuit torque – leading to oversized mechanical drive train • quite low stray inductance – giving rise to inverter induced torque ripple and noise in the low speed region • rather high losses in the rotor – making it difficult to design a completely closed traction motor with a water cooled stator. For torque transmission, there are two major types for the design of the coupling and mechanical drive train: • semi-suspended drive with an axle-hung gear unit and a traction motor being mounted in the bogie frame; both are connected via an oil-greased tooth-coupling 1-4244-0194-1/06/$20.00 ©2006 IEEE • totally suspended drive with a motor integrated gear unit, both being mounted in the bogie frame; torque is transferred to the wheelset via a cardan hollow shaft coupling containing rubber elastic elements. In both cases, the coupling needs investment, space, adjustment and maintenance. Additionally, the number of bearings to maintain is rather large. The goal of the presented innovation is to replace this complex drive system by a very simple gearless traction drive system based on a high-torque permanent magnet (PM) motor. The basic concept of the drive system has been developed for a high-speed train application [1] and is now adopted for a totally integrated drive for a metro or commuter train. II. BASIC SPECIFICATION OF THE DRIVE SYSTEM Most important data of the drive specification are the torque and power rating, the given space and the max. DC link voltage of the traction inverter. A. Torque-Speed-Diagram Metros and commuter trains have a typical acceleration performance between 1.1 and 1.3m/s2. Depending on the number of driven wheelsets and the wheel diameter, the basic torque-speed-diagram is shown in fig.1. 6 Torque T (kNm) Abstract--The state-of-the-art drive system of today’s metro or commuter trains with underfloor traction equipment consists of a 3-phase IGBT inverter, feeding two or four induction traction motors in parallel. For torque transmission from the traction motor to the wheelset, a gear unit is required for the drive. As a rather radical innovation, this paper presents a completely new gearless drive system for future metros or commuter trains called SyntegraTM based on a permanent magnet traction motor. The paper reports on the electrical and mechanical design of the traction motor, the braking concept, the integration into the bogie, the manufacturing and some test results of the laboratory test bench. 5 P Braking = 300kW 4 3 P Driving = 150kW 2 1 0 0 100 200 300 400 500 Speed n (rpm) 600 700 Fig. 1. Torque-speed characteristic for one driven wheelset. Typically for metro trains, the driving and braking torque is basically the same, while the braking power rating equals double of the traction power rating. Together with the maximum braking voltage, this requirement marks an important requirement for the electromagnetic design of the traction motor. S2 - 23 Authorized licensed use limited to: TONGJI UNIVERSITY. Downloaded on April 07,2024 at 06:18:52 UTC from IEEE Xplore. Restrictions apply. B. Mechanical Drive Concept The mounting space for a gearless traction drive is given between the wheels of the wheelset. So basically, the track gauge, the worn wheel diameter and the ground clearance limit the space for the gearless traction motor. In our case, the vehicle is designed for standard gauge of 1435mm. Another important point is the type of the drive train. Fully suspended drives need a flexible coupling between motor and wheelset and allow only for a smaller outer diameter of the stator. Since maximum speed of the metro vehicle is only 80km/h, an axle-mounted unsuspended traction drive will not lead to excessive wheel-rail contact forces and thus is going to be the most economic solution. Fig. 2 shows the schematic longitudinal cross section of the gearless drive arrangement. Fig. 2. Schematic longitudinal cross section of the gearless drive. C. Supply voltage limits The traction drive is being fed from low voltage of 750V DC. In driving, the DC voltage may drop down to 500V, in braking the voltage can rise up to 1000V. III. ELECTROMAGNETIC DESIGN Based on the given basic requirements, the main dimensions of the traction motor can be fixed concerning the maximum outer diameter of the stator housing and, together with the housing design, the stator lamination. Respecting the diameter of the supporting wheelset shaft, the diameter of the rotor hollow shaft can be determined. For a high-torque permanent magnet motor, a rather high number of poles is suitable, enabling the magnetic yoke of stator and of rotor to become quite thin. This maximises the rotor diameter increasing the torque of the motor to the needed value. For the design of the permanent magnet rotor, a design with surface mounted magnets was chosen. Here, the permanent magnets are glued onto the rotor surface and fixed by a glass fiber bandage. As the rotational speed of the rotor is very low, the bandage can be designed quite thin. As the flux distribution in base speed region or flux weakening condition is rather complex to calculate, numerical 2D FEM was used to obtain the required current and the flux density values for a given torque. The stator lamination carries a conventional form coil winding with an insulation system of thermal class 200. Due to the high pole pitch, the end windings become short making the machine very compact. IV. MECHANICAL DESIGN Following the electromagnetic design, the mechanical design "packages" the active parts of the machine. The stator housing is made out of an iron cast piece with rectangular cross-section and the axial water tubes being drilled in the four corners. Water cooling is an additional feature to make the motor more compact. The wheelset carries a rotor hollow shaft which is shrinked stiffly on the two ends. The rotor hollow shaft itself carries the magnets, finally fixed by a glass fiber bandage. V. BOGIE INTEGRATION In parallel to the traction drive development, a completely new bogie concept for metros and commuter trains was designed. Compared to conventional traction drives the gearless traction drive can be completely integrated in the bogie. The outcome of that is: • Due to the coaxial traction motor construction the space requirement of the traction drive is minimised. • All tractive effort and traction torque is transferred directly from one traction motor of a bogie to the second. From this traction motor there is a direct link to the vehicle body using a pair of rods. Due to this direct connection the bogie frame is almost free of tractive effort. • If the bogie has wheelsets with inboard bearings, the bearings of the axle-mounted gearless motor and the motor bearings can be integrated. In this case, the driving wheelset has only two bearings. • Self-evidently, the design of the bearing system has to take the additional mechanical constraints and the temperature rise into account. As a result the high integration level leads to lower mass of the bogie. Compared to a conventional traction drive, not only the gear unit, but also the couplings of the drive are completely eliminated. VI. REALISATION AND TEST RESULTS Due to the encouraging results of the paper studies, it was decided to build several prototypes of the SyntegraTM traction motors not only for the test bench, but also to verify them in a prototype vehicle. The prototype motors were built in the normal manufacturing sites in Nürnberg using proven design production engineering: • standard form coil winding insulation class 200 • standard steel lamination sheets • motor housing and bearing housing made from iron cast blanks. For the prototype motors, magnetized magnets had to be handled and had to be glued manually onto the rotor surface – a rather time consuming labour. After the application of the bandage, the rotor was put into an oven S2 - 24 Authorized licensed use limited to: TONGJI UNIVERSITY. Downloaded on April 07,2024 at 06:18:52 UTC from IEEE Xplore. Restrictions apply. As the rotor temperature in operational service is yet unknown and the PM flux linkage is temperature dependent, two lines are drawn for the cold rotor in blue and the warm rotor in red respectively. The most important feature is the drive efficiency which is shown in fig. 5, also calculated from the measured motor parameters. The stator winding losses are calculated for a winding temperature of 150°C according to IEC60349 standard. Drive efficiency K to cure the resin of the bandage. Finally, the magnetized rotor was inserted into the stator. For testing, a very detailed test programme was elaborated including the following steps: • no-load tests with open terminals • short circuit tests • no-load tests at sinusoidal voltage supply • heat run tests at sinusoidal voltage supply • heat run tests at inverter feeding • overspeed tests. A. Measurement Results In this paragraph, some exemplary results of the performed type tests are presented. First, an oscilloscope plot of the induced voltage at no-load (open terminals) is shown in fig. 3. Klemmenspannung [U ,s] 600 600 525 375 300 225 Induction Motor Induction Motor + Gear 20 40 60 Vehicle speed v (km/h) 80 100 Fig. 5. Drive efficiency at full load (driving operation). 150 75 VW i1 0 75 150 225 300 375 450 600 PM Motor, rotor cold PM Motor, rotor warm 0 450 UVi1 1,00 0,98 0,96 0,94 0,92 0,90 0,88 0,86 0,84 0,82 0,80 525 600 0.05 0.04 0.03 0.02 0.01 0.05 0 0.01 0.02 0.03 ti1 0.04 0.05 0.05 Fig. 3. Terminal voltage at no-load (open terminal) test. Based on the no-load and the short circuit test, the motor parameters were identified which are • Resistance of the stator winding Rs • Flux linkage of the PM rotor at no-load <p • Motor inductance in d-axis Ld • Motor inductance in q-axis Lq (only from FEM) From this, the characteristic curves of the drive can be evaluated. In fig. 4 the motor phase current at full load (driving condition) is shown in comparison to the standard induction motor, for the same DC link voltage. The data for the PM motor are compared not only to a standard induction motor, but also to a complete drive including the gear unit for which a constant efficiency of 97% is assumed. It can be seen, that the PM traction drive reaches values up to 94% efficiency which is a remarkable performance for a 150kW traction drive. At partial load being very important for traction drives, the efficiency difference to the standard drive system should be even larger. Next step will be a loss calculation assuming a complete realistic drive cycle to determine the LCC benefit for the customer due to lower energy consumption. VII. TRACTION INVERTER AND CONTROL DESIGN The inverter of the SyntegraTM drive system is a three phase inverter with IGBT modules. As the current rating of the PM traction motor is comparable to the induction motor, the IGBT modules do not need to be oversized. Fig. 6 shows the scheme of the main circuit. Motor current I s (A) 300 PM Motor, rotor warm 250 Induction Motor 200 150 PM Motor, rotor cold 100 50 0 0 20 40 60 80 Vehicle speed v (km/h) 100 Fig. 6. Syntegra drive system main electrical circuit. Fig. 4. Motor phase current at full load (driving operation). Switching frequencies of the IGBT inverter can be also kept at the same value as for the induction machine. S2 - 25 Authorized licensed use limited to: TONGJI UNIVERSITY. Downloaded on April 07,2024 at 06:18:52 UTC from IEEE Xplore. Restrictions apply. Nevertheless, torque and current ripple as well as inverter induced noise emission are lower due to the larger inductance of the PM machine. The IGBT inverter is water cooled, and the cooling circuit is therefore thermally combined with that of the traction motor. The main difference with the state-of-theart traction inverter for induction motors is the need for a single-drive configuration, i.e. each motor must be fed by its own inverter. This fact is increasing the cost for the drive system. However, additional advantage as increased adhesion utilization lower vibration and arbitrarily chosen wheel diameters of different wheelsets can be offered to the customer. In case of a permanent inverter fault, the PM traction motor must be separated from the inverter by mechanical switchgear. This is done for two main reasons: • it has to be made sure that the PM machine does not supply any continuous current to the inverter in case of a fault • the PM machine has lower losses at no-load than at short circuit conditions. In this cut-out mode, normal metro passenger driving cycle can be performed for the cut-out PM motors without water cooling. Torque control of a PM synchronous machine does not differ too much from that of an induction machine. While the inner control circuits for the torque and the flux producing current components stay basically identical, the field orientation itself has to be adapted. In case of an induction machine, field orientation refers to the rotor flux space phasor. In case of a synchronous machine, field orientation is reduced to a rotor angle orientation, normally requiring a rotor position encoder. Robust traction drives cannot be equipped with very complex and sensible sensors for rotor position measurement. Therefore, an observer has been adopted to estimate rotor position from the given values of current and DC link voltage signal. VIII. NEW BRAKING TECHNOLOGY Opposite to induction machines, PM machines generate an intrinsic braking torque if connected to an adequate ohmic resistance. This feature of the PM machine enables a fundamental change of the existing braking concept of metros and trains. It is state-of-the-art to use an electro-dynamic (ED) regenerative brake for service brakes and a fully-fledged electro-pneumatic (EP) friction brake for all kinds of emergency brakes. Both are completely independent systems. The friction brake is put into operation each time an emergency brake is requested, even when the ED brake is fully functional. The friction brake requires a lot of components for compressed air production, storage, distribution and system control. Therefore minimal failure rates are demanded for each component. With the use of the PM machine the fully-fledged electro-pneumatic friction brake is intended to be substituted. This means a wide reduction or even the removal of the pneumatic braking system. • • • • Positive effects are reduction of wear (abrasion) noise reduction reduction of dust caused by brake shoe wear less maintenance The goal is to perform all braking requirements service brakes and emergency brakes - with the ED brake. A new secondary brake system, a safe electric brake, will be established instead of the EP brake. A brake control will be adopted to detect a malfunction of the ED brake in case of emergency brakes, e.g. by nominal / actual value comparison, and to switch to the safe electric brake. The safe electric brake only consists of the components shown in fig. 7: • PM traction motor • 3-phase brake resistor • contactor to cut off the converter • contactor to connect the brake resistor Fig. 7. PM machine with 3-phase brake resistor and contactors. Cutting off the converter is necessary to protect the converter and to eliminate any influence of the microprocessor controlled traction drive system during emergency braking. Because of the few components a rise of availability can be achieved. The lay-out with one brake system per wheelset leads to an increased redundancy. To get the acceptance for the safe electric brake a rating into risk class IV "negligible" according to European Standard EN 61508 for the failure of the safety brake function of the vehicle must be reached. Depending on the train configuration the required failure rates of each component can be determined. The characteristics of the braking torque curve can be set via adjusting the resistance. Its maximum torque is defined by the motor data. As shown in fig. 8 the maximum torque can be moved along the speed axis by variation of the ohmic brake resistance RB. A lower resistance moves the maximum torque to lower speeds and vice versa. S2 - 26 Authorized licensed use limited to: TONGJI UNIVERSITY. Downloaded on April 07,2024 at 06:18:52 UTC from IEEE Xplore. Restrictions apply. With the use of additional capacitances Ck connected in parallel to each resistor the speed-dependent inductive load can be compensated and a further torque increase is possible. R B || CK • three phase gearless PM traction motors, completely enclosed and water cooled [4, 5] • total integration of the traction motors into a new bogie concept avoiding the coupling and even the bearings for the traction motor • use of the PM machine for a safe electric emergency brake (disruptive braking technology). P Braking RB / 2 The braking concept represents the safe electric brake in a very simple design. For future applications it is considered to develop circuits or control systems, which • can vary the braking resistance to create a constant braking torque for all speeds, • enable to use the existing brake resistor with chopper operation. Torque short circuit RB 0 100 200 300 400 Speed [rpm] 500 600 700 Fig. 8. Torque-speed-characteristic for different values of the brake resistance RB and with capacitance Ck in parallel. Compared to the service brake curve there is a lack of braking torque at low speeds. Braking torque lacking power can easily be delivered by small mechanical brakes, which are needed anyway to hold the vehicle at standstill. At speeds lower than 150rpm no important energy conversion occurs. The important range for braking is at speeds above 150rpm, where train velocity is high and full braking power is required. The paper reports on the electrical and mechanical design of the motor, the inverter, the braking concept, the integration into the bogie, the manufacturing and some test results of the laboratory test bench. In the meantime, two SyntegraTM bogies have been integrated in a test vehicle and are being tested in the Siemens test center in Wildenrath (PCW). ACKNOWLEDGMENT The development of the gearless drive system was kindly supported by the "Bayerisches Staatsministerium für Wirtschaft, Infrastruktur, Verkehr und Technologie" in Munich. IX. CUSTOMER ADVANTAGES The novel totally integrated gearless drive system SyntegraTM offers the following advantages to customers: • higher efficiency of the traction motor • no gear energy losses • no gear maintenance • no gear noise • oil-free drive system • no traction motor fan noise • reduced noise of the traction motor caused by inverter feeding • reduced noise of the traction motor by rather low motor speed • no coupling adjusting or maintenance • only two bearings per driven wheelset • reduced total mass of the total bogie • reduced rotating mass of the driving wheelsets • reduced maintenance of the mechanical braking system. REFERENCES [1] Jöckel, A.; Knaak, H.-J.: INTRA ICE – A Novel Direct Drive System for Future High-Speed Trains. International Conference on Electrical Machines ICEM 2002, Brugge, September 2002. [2] Palik, F.: Entwicklung der elektrischen ŠKODALokomotive der Dritten Generation, Baureihe 85EO. Elektrische Bahnen 88 (1990), Vol. 12, pp. 436-441. [3] Palik, F.; Kurbasow, A.S.: Elektrischer Bahnantrieb ohne Getriebe. Elektrische Bahnen 89 (1991), Vol. 2, pp. 66-70. [4] Koch, Th.; Binder, A.: Permanent magnet synchronous direct drive for high speed trains. Proceedings of Electromotion ‘01, Bologna 2001, pp. 287-292. [5] Koch, Th.; Binder, A.: Energy saving with high speed trains propelled by direct permanent magnet synchronous drive. Proceedings of the PCIM, Nürnberg 2001. X. CONCLUSIONS As a rather radical innovation, this paper presents a completely new gearless drive system for future metros or commuter trains called SyntegraTM. Basically, for a rail car with four driven wheelsets it consists of the following components: • 4 single-drive three phase inverters with water cooled IGBT modules S2 - 27 Authorized licensed use limited to: TONGJI UNIVERSITY. Downloaded on April 07,2024 at 06:18:52 UTC from IEEE Xplore. Restrictions apply.