Engineering Failure Analysis 60 (2016) 326–340
Contents lists available at ScienceDirect
Engineering Failure Analysis
journal homepage: www.elsevier.com/locate/engfailanal
A combined numerical-experiment investigation on the failure
of a pressure relief valve in coal liquefaction
Zhijian Zheng a,c, Guofu Ou a, Yuwei Yi a, Geping Shu b, Haozhe Jin a,⁎, Chao Wang a, Haojie Ye a
a
b
c
The Flow Induced Corrosion Institution, Zhejiang Sci-Tech University, Hanzhou 310018, China
China Shenhua coal to liquid and chemical Co., Ltd., Ordos 017000, China
National Quality Supervision and Inspection Center of Pneumatic Products, Fenghua 315500, China
a r t i c l e
i n f o
Article history:
Received 13 August 2015
Received in revised form 18 November 2015
Accepted 19 November 2015
Available online 2 December 2015
Keywords:
Failure analysis
Pressure relief valves
Particle erosion
Flash evaporation
Erosion experiments
a b s t r a c t
In a direct coal liquefaction unit, pressure relief valves locate on the pipeline between the atmospheric and vacuum towers. Failures of the valve components occur frequently owing to
the harsh operation conditions. A combined numerical-experiment investigation on the failures
of valves is conducted in this paper. The variation of relative erosion rates of WC–Co coating
with impact angles, the function of relative particle velocity, and the distribution of particle diameters are obtained from the high-temperature erosion experiments. Furthermore, the erosion mechanism of WC–Co coating under large impact angles is clarified. In the numerical
simulation, the evaporation–condensation, particle motion, erosion, and the modified RNG
k-ε turbulence models are used to analyze the phase transition and particle erosion in the
valves. Results showed that: due to the high pressure drop and convergent–divergent structure
of angle valve, the coal-oil slurry flashes as it enters into the valves. The evaporation of liquid
oil produces a large amount of vapor oil, and results in a rapid increase in flow velocity. High
concentration solid particles, driven by the high-speed stream, tend to erode the inner surface
of valves. Severe erosion can be found in the spool of angle valve, downstream bushings at the
angle valve and ball valve. The calculation results agree well with actual failure morphologies,
verifies the accuracy of the present prediction method.
© 2015 Elsevier Ltd. All rights reserved.
1. Introduction
Solid particles (involve coal pulverized, residue, catalysts, and etc.) exist in the whole technical process of direct coal liquefaction [1]. Under high temperature and pressure drop conditions, these particles tend to be accelerated by high speed flow, and
wear the inner surface of pipelines and valves. Pressure relief valves, locate on the pipeline between atmospheric and vacuum
tower, are consisted of an angle valve, ball valve and connected pipes. In order to mitigate erosion and extend service life of
valves, hard and wearable bushings are installed on the downstream from angle valve and ball valve. However, the failures of
valves are still very serious, which lead to frequent non-planned shutdowns, and restrict the safety running of unit.
Many numerical simulations have been conducted to investigate the hydrodynamics characteristics of pressure relief valves.
Song X.G et al. [2] analyzed the process of a compressible fluid flowing through a safety relieve valve by using computational
fluid dynamics (CFD) and moving mesh techniques. Through a CFD analysis with fluid–structure interaction of a high pressure
safety valve, A. Beune [3] observed pressure oscillations caused by interaction between cavitation flow and flow towards the
valve closure. F. Bassi [4] used an implicit Discontinuous Galerkin (DG) solver to investigate the complicated flow phenomena
in the air-water safety relief valves. A numerical and experimental investigation on relief valves is carried out by V. Dossena
⁎ Corresponding author.
http://dx.doi.org/10.1016/j.engfailanal.2015.11.055
1350-6307/© 2015 Elsevier Ltd. All rights reserved.
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
327
[5], to clarify the fluid dynamics and physical characteristics of different gases inside the valve bodies. If fluid contains certain solid
particles, erosions of valve components probably occur. For engineering requirements, many researches have been made on the
erosion wear of valves. Through the numerical analysis on the particle erosion of an oilfield control valve, Forder et al. [6] proposed that the valve structure can be optimized by reducing maximum flow velocity when pressure drop between valve inlet
and outlet was under a certain level. Erosions of two valves with different geometries were analyzed via CFD by Wallace [7],
and the simulation was verified by the corresponding erosion experiments. Wang et al. [8] predicted mass loss and wear distribution of a throttle valve via CFD, and an optimized method of mitigate erosion was proposed. Xu et al. [9] obtained the location
and region of erosion in a float valve via numerical calculation, and present an optimal design to eliminate high-velocity region as
well as reduce intensities of disturbance and vortex. However, the gas–liquid flow characteristics and erosion distribution in pressure relief valves of coal liquefaction have not been researched.
In this paper, failures of a pressure relief valve in direct coal liquefaction are investigated by a combined numericalexperimental approach. Properties of particles, surface coating, erosion rate variation under different impact conditions and erosion mechanism are clarified through high-temperature erosion experiments. Evaporation–condensation process of coal-oil slurry,
fluid feature of gas–liquid flow and particle erosion of valve components are captured by numerical simulation. The numerical results agree well with actual failure morphologies, verifies the failure process predicted by the approach mentioned previously.
2. Failure description
2.1. Technical process
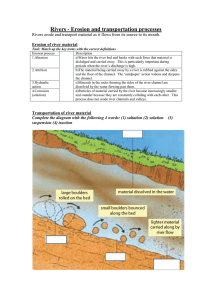
The schematic diagram of direct coal liquefaction unit is shown in Fig. 1. In this unit, a high pressure and temperature hydrogenation process is applied to convert the coal slurry stream to oil. Once the stream pressure has been letdown through a series of
high pressure and medium pressure separators, it proceeds to an atmospheric tower. Then the coal-oil slurry from the bottom of
atmospheric tower is pumped to a vacuum tower for further distillation. The pressure relief valves, highlighted by a red circle in
Fig. 1, locate on the pipeline between the atmospheric and vacuum tower.
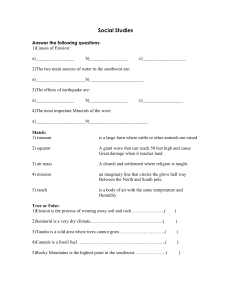
As shown in Fig. 2, the pressure relief valves involve an angle valve, a ball valve and associated valve bushings. The angle valve
and ball valve are used to adjust the flow rate into vacuum tower and cut off the steam, respectively. There are two branching of
pressure relief valves and the construction of each branching is the same. The design purpose is to allow operators to cut off either
one of them without shutting down the unit, therefore the service life of unit can be extended.
The normal opening of angle valve is 30%, the valve inlet angle α is 60°, and transitional angle β is 5°. The ball valve operates
in a full open state, its inlet and outlet diameter are DN 350 and DN 700, respectively. Wolfram Carbide (WC) with adhesives of
Co is coated in the whole flow region via High Velocity Oxy-Fuel (HVOF) spraying. The thickness of WC–Co coating is approximately 2 mm. The stream of coal-oil slurry contains approximately 12–15 wt.% of pulverized coal particles. The operational
Fig. 1. The process of direct coal liquefaction: 1. high pressure separator; 2. medium pressure separator; 3. medium temperature and high pressure separator;
4. low temperature and high pressure separator; 5. high temperature and medium pressure separator; 6. atmospheric tower; and 7. vacuum tower.
328
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
Fig. 2. Schematic diagram of pressure relief valve structure.
parameters of pressure relief valves come from the Distribute Control System (DCS) system of unit, and the fluid physical properties are derived from analytical data of sample stream, as listed in Table 1.
2.2. Visual inspection
For the high pressure drop between the inlet and outlet of relief valves, the fluid tends to flash when its saturated vapor pressure is approximately equal to or just below the local pressure. The flashing process will form a vapor stream that travels at high
velocity and simultaneously carries high concentration of solid particles. The high amount of flashing stream and solids will lead
to wear the valve spools, bodies, and bushings in a very short period of time. At present, the service life of valves is only
5–8 months, seriously restricts the long time running of the whole unit.
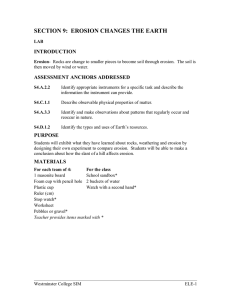
As shown in Figs. 3–5, the serious damaged components are concentrated on valve spool (see Fig. 3), valve bushings downstream from angle valve (see Fig. 4) and ball valve (see Fig. 5). It can be seen from Fig. 3 that a deep erosion groove has formed
Table 1
Operation condition and fluid physical properties of pressure relief valve.
Operation parameters
Specification
Fluid physical properties
Pressure inlet/MPa
Pressure outlet/MPa
Stroke/mm
Valve opening/%
Inlet temperature/°C
Outlet temperature/°C
0.8
0.001
105
30
405
398
Vaporization pressure/MPa
Viscosity/(kg m−1 s−1)
Density/(kg m−3)
Average diameter/μm
Inlet mass flow rate/kg s−1
Outlet mass flow rate/kg s−1
Fig. 3. Failure morphology of valve spool.
Vapor
Liquid
9.47e–6
0.156
0.2
2.14e–4
797.5
0
64.06
78.95
14.89
Particle
1727.8
75
13.07
13.07
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
329
Fig. 4. Failure morphology of valve bushing downstream from angle valve.
on the surface of valve spool, whose direction is as same as that of the main flow stream. Many obvious marks of erosion wear
can also be found on its surface. Fig. 4 shows that there is a local damage on the entrance of valve bushing downstream from the
angle valve. Fig. 5 demonstrates that there is a large area of erosion penetration and perforation, which is located on 150–270 mm
away from the outlet of ball valve. Many cutting and knife-carving appearance can be observed inside the bushing thinning area.
That probably is caused by the particle erosion with a high speed.
Fig. 5. Failure morphology of valve bushing downstream from ball valve.
330
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
3. Experiment approach
The erosion wear of materials mainly depends on particle properties, target wall properties, particle impact velocities and
impact angles. In this paper, experiments have been performed to obtain the particle composition and size distribution, measure
the relative erosion rates of test samples at different impact angles to clarify the erosion mechanism, and obtain the function of
particle impact velocity. These testing and calculating results of experiments are essential in subsequent numerical simulation.
Following are the details of experimental setup and measurements.
3.1. Experimental setup
The gas–solid erosion test rig using shock tube is developed as shown in Fig. 6. The experiments can be used to simulate the
erosion characteristics of different materials when sample temperature ranges from 20 °C to 400 °C, particle impact angle ranges
from 10° to 90°, and particle impact velocity ranges from 0 m/s–200 m/s. The test device is mainly divided into four functional
parts: 1) pneumatic drive of shock wave; 2) charge amplifier; 3) dynamic test analyzer; 4) high speed camera. The pneumatic
drive is composed of three sections, high pressure, low pressure and acceleration section. And each section is separated by an aluminum diaphragm with a certain thickness.
The working principle of experiments can be briefly stated as follow: A shock tube is constructed to generate a certain Mach
number of shock wave by connecting the high pressure section and nitrogen gas cylinder. Once the generated shock wave moves
into the acceleration section, solid particles are accelerated to achieve the needed impact velocity driven by high-speed flow. Sensors for testing the signals of high speed flow are installed in the low pressure section, which are used to measure the velocity of
shock wave by combining the charge amplifier with dynamic test analyzer. High speed camera is adopted to capture the particle
trajectories and impact velocities. The photographs of particles trajectories at different moments and the calculation method of
particles and shock wave velocities are detailed in our previous paper [10].
The sample holder is designed to rotate form 10° to 90°, the distance from nozzle to the sample (standoff distance) is 100 mm.
The length of high pressure, low pressure and acceleration section are 900 mm, 600 mm and 600 mm, respectively, and the inner
pipe diameter of each section is 25 mm. The solid particle concentration is optimized at 15 wt.%. Shock wave velocities
can be adjustable by using aluminum diaphragms with different thicknesses. The test samples are designed at a dimension of
100 × 80 × 2 mm (length × width × height). WC with adhesives of Co is coated on the samples surface. 5 pieces of samples
are tested in each group of erosion experiments, and the optimum number of particle impact is 15 for each sample. Through measuring the average weight of 5 specimens before and after tests, weight loss is calculated. According the erosion rate can be obtained.
According to solid particle erosion theory, if the target wall material, particle properties and impact angles are determined, the
erosion rate will mainly depend on the particle impact velocity [11]. In the pressure relief valves, solid particles are accelerated by
high-speed flashing stream. Therefore at a fixed valve opening, particle velocity mainly depends on the pressure drop between the
valve inlet and outlet. In erosion experiments, particles are accelerated by high-speed shock waves, and the particle impact velocities can be altered by changing thicknesses of aluminum diaphragms.
3.2. Measurements of particle and coating properties
Pulverized coal particles used in the experiments are collected from actual direct coal liquefaction unit. Chemical composition
and mechanical properties of sand particle are demonstrated in Table 2. According to the method provided in Ref. [12], the value
of C(dp) (the function expressing the variation of diameter particles) is 1.2 × 10−10. The commercially available carbide particles
Fig. 6. Photograph of the gas-solid erosion test rig system: 1. high pressure section; 2. low pressure section; 3. acceleration section; 4. solid particles; 5. aluminum
diaphragm; 6. nozzle; 7. sample; 8. nitrogen gas cylinder; 9. high speed camera; 10. dynamic test analyzer; and 11. temperature controller.
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
331
Table 2
Chemical composition of pulverized coal particle.
SiO2
Al2O3
Fe2O3
CaO
MgO
SO3
Particle size/μm
Mean particle size/μm
Particle shape factor
~38.3%
~10.2%
~14.5%
~21.9%
~1.6%
~9.2%
15–175
75
0.42
Table 3
Chemical composition of sample(WC–Co coating).
Composition
WM
CK
Co K
Wt%
85.24
7.46
7.30
Table 4
Mechanical properties of sample (WC-Co coating).
Density/g cm−3
Micro-hardness/Hv
Elastic
modulus/GPa
Bond between matrix
& coating/MPa
WC cuboids
Average size/μm
Phase
14.6
1064
295
74.5
1.0
Distributes with sharp edges.
with micro-hardness of 2300 Hv, whose size ranges from 10 to 40 μm was used as the feedstock in the HVOF processing. And WC
and Co are the only phases present in the powder, as detailed in Table 3. In addition, the average size of WC cuboids was estimated as 1.2 μm. The WC–Co coating was deposited on 1Cr9Mo steel substrate and the deposition condition was chosen that
the coating was formed under the ratio of oxygen to fuel at the ratio of 1.2. The characteristics of WC–Co coating are listed in
Table 4. Fig. 7 shows the microstructure of WC–Co coating. Cuboids with sharp edges are seen on the coating surface, and
there are no micro-cracks present in this state. For the solution of W and C in the Co phase, the Co phase in the coating is brighter.
3.3. Relative erosion rate
In order to accelerate the particle erosion process and obtain more obvious testing results, the particle impact velocities are
enhanced in the experiments. When the sample temperature is 400 °C, the particle impact velocities are 148 m/s, 175 m/s and
200 m/s, respectively, the erosion rates of WC–Co coating under different particle impact angles are shown in Fig. 8. As shown
in Fig. 8, the regularities between the erosion rates and particle impact angles are in substantial agreement at three impact velocities. The erosion rates of WC–Co samples under large impact angles are higher than that under low impact angles. When the impact angle is in the vicinity of 75°, the erosion rate is the highest. The erosion rate curves obtained from experiments are in
agreement with that of typical brittle materials [13], thus the erosion features of WC–Co coating can be regarded as similar to
brittle materials.
f(θ) can be obtained through normalizing the erosion rates in Fig. 8, which is a piecewise linear function to calculate relative
erosion rates of a target material under different particle impact angles. As shown in Fig. 9, when the impact angle is 0°, 15°, 30°,
Fig. 7. Microstructure of WC–Co coating.
332
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
Fig. 8. Erosion rates of WC–Co under different impact velocities and angles.
45°, 60°, 75° and 90°, the values of f(θ) are 0, 0.1, 0.31, 0.61, 0.9, 1 and 0.82, respectively. These parameters are incorporated in the
erosion model used in subsequent numerical simulation.
A lot of erosion tests shows that the relationship of erosion rate and impact velocity can be written as [14]:
ER ¼ g ðα Þ C vp
n
ð1Þ
Where ER is erosion rate, g(α) is a function of impact angle, C is a constant, vp is the impact particle velocity, n is a function of
relative particle velocity. Through fitting the experiment data in Fig. 8 by Eq. (1), n = 2.3.
3.4. Erosion mechanism of WC–Co coating
Erosion tests are conducted when the sample temperature is 400 °C, particle impact velocity is 148 m/s and impact angles are
30° and 90°, respectively. Fig. 10 shows the morphologies of the eroded surface of coating at impingement angles of 30° and 90°.
SEM (Scanning Electron Microscopy) images are used to capture the surface morphologies of specimens. The obvious striations on
the eroded surface are caused by the cutting of pulverized coal particles. Some degree of plastic deformation also can be found on
Fig. 10a. In the state of low impingement angles, many fine chips tend to be generated and removed by the impacting particles. In
this state, a plowing effect is regarded as the main erosion mechanism [15]. Once the coating is washed away, the substrates are
directly exposed to the erodents. Compared to the hard coating, the hardness, indentation toughness and facture strength of
Fig. 9. Relative erosion rates of WC–Co under different impact angles.
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
333
Fig. 10. Surface morphologies of specimens for two impingement angles (particle velocity, 148 m/s, temperature, 400 °C): (a) α = 30°; (b) α = 90°.
matrix is significantly decreased, which will lead to a rapid increase in the erosion rates. At the 90° impingement angle, erosion
pits caused by particle indenting can be observed (see Fig. 10b). Raised lips are formed around these pits, which tend to be removed in subsequent impacts. Many networks of micro-cracks can be observed on the surface, which may be coalesced and result
in the brittle cleavage of small chips [16]. In the state of high impingement angles, the erosion rates are determined by the rates of
initiation and propagation of micro-cracks.
EDS (Energy Disperse Spectroscopy) images are adopted to analyze the chemical elements variation of sample, as shown in
Fig. 11. For the temperature is below 550 °C, therefore the phase change of WC-Co coating was not occurred. It can be found
that the content of Co on the eroded surface is obviously reduced. The weight proportion of Co decreases from 10.25% to
4.75%. The reason is that, the binder of Co, is much easier and firstly peeled off from the metal surface during the erosion process.
Then, for loss of bond strength between WC and Co, WC tend to be washed away by high-speed erosion particles. During the repeated damage process, new mental surface continually be exposed and eroded, finally leads to the wear failure. In actual units,
the failure mechanism of WC–Co coated in the flowing region is also the same as experiments.
4. Numerical approach
Numerical simulations are performed to simulate the erosion process of pressure relief valves, focusing on the places that are
more susceptible to erosion. The Eulerian–Lagrangian approaches are used to simulate the multiphase flow that involves the liquid oil, vapor oil and pulverized coal particles. In the calculation, liquid and vapor oil are treated as the continuum phase governed
by Navier–Stokes equations, while the pulverized coal particles are treated as a discrete phase and tracked by the particle motion
equation. The turbulence of continuum phase in the region far from the wall and close to the wall is captured by the modified
RNG k-ε turbulence model and a near wall treatment, respectively. The evaporation-condensation model is used to evaluate
the flashing process of liquid oil. The rebound velocity model of particle impact at wall is determined using Forder's model
[17]. The Edwards erosion model [18] is used to evaluate the erosion rate and region. Details of numerical approaches are
shown in the following sections.
334
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
Fig. 11. Surface chemical elements of test sample (a) before erosion; (b) after erosion.
4.1. Continuum phase model
Continuity equations
∂
ðρ Þ þ ∇ ðρm vm Þ ¼ 0
∂t m
ð2Þ
Momentum equations
h i
∂
T
ðρm vm Þ þ ∇ ðρm vm vm Þ ¼ −∇p þ ∇ μ m ∇vm þ ∇vm
þ þρm g þ F þ ∇ ∂t
n
X
!
λk ρk vdr;k vdr;k þ σ
p
ð3Þ
k¼1
Volume phase equations of fraction k
∂
ðλk ρk Þ þ ∇ ðλk ρk vm Þ ¼ −∇ λk ρk vdr;k :
∂t
ð4Þ
In this expressions, vm is the mass-averaged velocity, ρm is the mixture density, n is the number of phases, F is a body force, λk
is the volume fraction of phase k, ρk is the density of phase k, μm is the mixture viscosity, υdr,k is the drift velocity of phase k.
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
335
4.2. Evaporation–condensation model
The evaporation–condensation model is a mechanistic model, with a physical basis. The liquid–vapor mass transfer is governed
by the vapor transport equation:
!
∂ðαρÞ
þ ∇ αρv V v ¼ ml→v −mv→l
∂t
ð5Þ
!
where v is the vapor phase, α is the vapor volume fraction, ρv is the vapor density, V ν is the vapor phase velocity, ml→ν and
mν →l are the mass transfer due to evaporation and condensation, respectively.
Under different temperature regimes, the mass transfer can be described as:
If T N Tsat
ml→v ¼ coeff α l ρl
ðT−T sat Þ
T sat
ð6Þ
ðT−T sat Þ
T sat
ð7Þ
If T b Tsat
mv→l ¼ coeff α υ ρυ
where Tsat is the evaporating temperature, determined by the pressure and composition of oil slurry, which is able to be obtained
by ASPEN simulation, αl and αv are the liquid and vapor phase fraction, respectively, ρl and ρv are the liquid and vapor density,
respectively, T is the temperature, coeff is the inverse of the relaxation time, can be defined as:
6
coeff ¼ β
d
sffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi M
ρl
L
2πRT sat ρl −ρυ
ð8Þ
where L is the latent heat, R is the universal gas constant, M is the mass of vapor phase, β is the so-called accommodation coefficient that shows the portion of vapor molecules going into the liquid surface and adsorbed by this surface, d is the bubble
diameter.
4.3. Particle motion model
Particle trajectories are calculated by the balanced equation of forces acting on particles in Lagrangian framework. The equation of particle motion in a Cartesian coordinates is given by:
!
!
g ρp −ρ
d up
!
! !
¼ F d u − up þ
þ F other
dt
ρp
ð9Þ
! !
where F d ð u − up Þ is the drag force per unit particle mass, the second item on the right hand side of Eq. (9) is the gravity source
!
term and F other represents an additional acceleration (forces not be considered in this research).
For the turbulent flow in pressure relief valves, a time-averaged velocity u is used in the calculation. The particle dispersion due
to turbulence is considered by using discrete random walk model [19]. Therefore, the flow velocity u in Eq. (9), can be
expressed
qffiffiffiffiffiffiffiffiffiffi
as u ¼ u þ u0 . The fluctuating velocity u′ satisfies the Gaussian probability-density function, can be written as u0 ¼ ζ
ðu0 Þ2 .
4.4. Erosion model
Deformation and cutting are regarded as two basic mechanisms of degradation by impingement particles on the surface of the
material. It is known that the factors influencing the erosive wear process can be divided into three groups: a. impact conditions;
b. characteristics of carrying fluid and particle mixture; and c. characteristics of a worn material. Significant contributions to theoretical and practical models dealing with problems around erosion wear were published in many works [20–24]. Evans proposed
–1.4
a model to predict the erosion rates of composites, where the erosion rate of the materials is a function of E1.25K−1
[25]. In
IC H
Evans' model, the erosion rate depends on the elastic modulus (E), fracture toughness (KIC) and hardness (H) of material. However, in this paper, during the establishment of numerical prediction method, it is assumed that the coating of microstructure is
fixed, thus the erosion rate concerning the microstructure is determined, no matter in which state of erosion wear. Therefore, the
Evans' model is not adopted in this case. In the numerical investigation on the failures of pressure relief valves, the flashing of
coal-oil slurry, the influence of evaporation–condensation process on the multiphase flow, particle motion and particle erosion
are mainly discussed. Namely, the influence of flowing medium on the particle erosion is focused. Therefore, Edwards' erosion
model is used to determine the erosion rate and pattern on the inner surface of pressure relief valves. In this model, the erosion
336
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
rate mainly depends on the impact conditions (such as particle impact angles and velocities), characteristics of a carrying fluid
and particle mixture. The predictive erosion model can be written as:
ER ¼
nðvÞ
Np m C d
X
p
p f ðθÞv
z¼1
ð10Þ
Aface
Where ER is the erosion rate (kg m−2 s−1), mp is the particle mass, C(dp) is a function of particle diameter, θ is the impact
angle of the particle path with the wall surface, f(θ) is a function of impact angle, v is the impact particle velocity, n(v) is a function of relative particle velocity, and Aface is the area of the cell face at the wall. In this study, C(dp), f(θ), and n(v) are obtained
from experiments, as presented in Section 3.3.
Once a solid particle impacts on metal surface, its rebound velocity is lower than incident velocity due to energy loss. Usually, the
recovery coefficient (the ratio of rebound and incident velocity) is used to describe this action. The model proposed by Forder et al.
for normal and parallel coefficients of restitutions is implemented in the calculations, which are given, respectively, by:
2
3
4
eN ¼ 0:988−0:78ðθÞ þ 0:19ðθÞ −0:024ðθÞ þ 0:027ðθÞ
2
3
4
ð10Þ
5
eT ¼ 1−0:78ðθÞ þ 0:84ðθÞ −0:21ðθÞ þ 0:028ðθÞ −0:022ðθÞ
ð11Þ
where eN and eT are the normal and parallel restitution coefficient, respectively, which are functions of impact angleθ.
4.5. Turbulence model
A modified RNG k-ε turbulence model proposed by Delgosha et al. [26] is used in the simulation. In this model, the mixture
turbulent viscosity is simply reduced, which can significantly improve the calculation stability of liquid–vapor conversion. The
modified turbulent viscosity is defined as:
μt ¼
C μ ρm k 2
f ðρÞ
ε
ð13Þ
Where f(ρ) = ρv + (1− αv)n(ρl − ρv), and constant n = 10.
The PISO algorithm is used for coupling pressure and velocity, the Quick scheme is used for discretizing pressure, momentum,
turbulent kinetic energy, turbulent diffusion rate and volume fraction [27]. The wall is treated as no-slip condition, and a nearwall treatment proposed by Lopez-Matencio et al. [28] is applied in the viscosity-affected region. Due to the convergent–divergent
structure, constructed by head and throat of angle valve, the pressure and velocity change greatly in these regions. Therefore,
adaptive mesh refinements are used in these flowing regions, and the total mash numbers is 2.4 million. A verification of grid
independent is conducted by doubling the mesh numbers. Results show that the relative error of maximum velocity and pressure
are 1.2% and 1.4%, respectively. Therefore the mesh numbers are considered to meet the requirements.
5. Results and discussion
5.1. Flash evaporation and condensation
For the convergent–divergent structure of angle valve, flash evaporation is defined as follow phenomenon: when the coal-oil
slurry passes through the throttling area, the local pressure decreases to a level that is lower than the saturated vapor pressure,
and flow velocity increases, the phase change from liquid to vapor. Conversely, flash condensation is phase transit from vapor to
liquid when the stream enters into the expansion area, as the flowing area increases, the pressure recovers to higher than saturated vapor pressure.
The velocity contour and streamlines of pressure relief valves in the longitudinal cross section are shown in Fig. 12a. There are three
dotted lines in the Fig. 12a, which represent the inlet section, central and outlet section of ball valve from right to left in turn, respectively. Fig. 12b is a partial enlarged drawing, indicates the flow velocity and structure near the angle valve. It can be seen from
Fig. 12, the maximum velocity is 65 m/s, appears on the channel between the spool and seat of angle valve (throttling area). A highspeed region exists at the front of valve spool. Fig. 12b shows that a large reflux region forms on the top of flowing area, the velocity
of reflux flow is approximately 35 m/s. Some solid particles may be entrained by the reflux flow and impact on the surface of angel
valve spool, therefore the particle wear on the upper surface of spool is more serious than that of undersurface.
Fig. 13 shows the contour of liquid phase fraction inside the pressure relief valves. As shown in Fig. 13, the liquid phase fraction on the upper part of flow region is 0.05, and on the lower part ranges from 0.35 to 0.50. An obvious vapor–liquid interface
can be observed in the downstream of angle valve. It can be known that as the liquid oil flashes, the volume of vapor phase increases rapidly. Most space of flow region is occupied by vapor oil, which leads to the increasing of stream velocity. Due to the
flashing process, the composition and properties of stream, the transporting performance and flow structure are changed.
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
337
Fig. 12. Velocity contours and streamlines in longitudinal cross section of valves: (a) flowing region; (b) on the top of angle valve spool.
5.2. Particle erosion
Fig. 14 shows the particle velocity distribution in the pressure relief valves. As shown in Fig. 14, the inlet particle velocity is
6.5 m/s. However, it increases to 50–58 m/s in the region downstream from valve spool, with the acceleration effect of vapor
oil. The valve components are susceptible to be erode by these high-speed solid particles.
The distribution of relative erosion rate on the surface wall of angle valve spool is shown in Fig. 15. It can be known from
Fig. 15 that severe erosion regions locate both on the upper and lower side of angle valve spool. Erosion wear can also be
Fig. 13. Contour of liquid phase fraction in longitudinal cross section.
Fig. 14. Distribution of particle velocities inside pressure relief valves.
338
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
Fig. 15. Erosion rates distribution on the surface of valve spool.
found on the top of valve spool. The relative erosion rates on the other regions of valve spool are approximately 2–3 order lower
than severe erosion regions. Affected by the high-speed reflux flow, the area and length of severe erosion region on the upper side
is larger than that on the lower side.
The distribution of relative erosion rates on the wall of valve bushing is shown in Fig. 16. It can be known from Fig. 16, a local
severe region locates near the bottom of angle valve outlet, and the maximum erosion rate is 1 e–6 kg m2 s−1. From the geometry
of pressure relief valves, we can know that the angle between inlet flow direction and horizontal is 60°, but the outlet flow direction is almost the same as horizontal direction. Thus the flow streamlines change significantly in this transitional region. The
impact velocities and angles of solid particles on the wall surface are also changed with the fluid flowing. The particles impact
angles change from low to high angles, and the vectors of impact velocities changes from vertical to horizontal direction in
this process. Therefore, severe erosion wear occur on the transitional region.
For further analyze the erosion rate distribution on the wall of valve bushing downstream from ball valve, a series of vertical
cross section are made along the flowing direction, then the maximum erosion rate on the wall of each circumference is selected
to obtain the variation of erosion rate with flowing distance, as shown in Fig. 17. It shows that the severe erosion region locates
150–250 mm away from the outlet of ball valve.
5.3. Failure analysis
Failure photographs of angle valve spool and bushings downstream from ball valve are shown in Fig. 18a and b, respectively.
When compare with Figs. 15 and 18a, one can find that the numerical simulations agree well with actual erosion morphologies.
Obvious marks of particle erosion can also be observed on the spool surface. As shown in Fig. 18b, the perforated area locates
150–270 mm away from the ball valve outlet (as described in Section 2.2). Cutting and knife-carving appearance can be found
on the most of inner surface, especially near the thinning and perforated areas. By comparing Fig. 17 with Fig. 18b, it shows
Fig. 16. Erosion rates distribution on the wall of valve bushing downstream from angle valve.
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
339
Fig. 17. Maximum erosion rate curves of bushing downstream from ball valve.
that the location of severe erosion region obtained from numerical calculation is basically in agreement with actual failure case.
That verifies the accuracy of the prediction method. Overall, the failure mechanism of pressure relief valves can be described
as: Once the coal-oil slurry enters into the angle valve, the liquid oil is susceptible to flash and produces a large amount of
vapor oil. During the evaporation process, the fluid velocity increases rapidly. Solid particles in the gas–liquid flow tend to be
Fig. 18. Actual failure morphologies (a) angle valve spool; (b) bushings downstream from ball valve.
340
Z. Zheng et al. / Engineering Failure Analysis 60 (2016) 326–340
accelerated and impact on the inner surface of valves. Therefore, severe erosions occur on the non-smooth transitional region inside the valves, such as the angle valve spool, bushings downstream from angle valve and ball valve.
6. Conclusions
(1) The process of pulverized coal particles erode the WC–Co coating under high temperature (400 °C) is simulated by a gassolid erosion test rig system. The erosion rates of WC–Co coating under different impact velocities and angles are tested in the
experiments. Based on the experimental results, the functions of particle diameter distribution, impact angle and relative particle
velocity are calculated, which are essential in subsequent numerical simulation. Through SEM and EDS analysis of sample surface,
the erosion mechanism of WC–Co coating is clarified.
(2) The flash process of liquid oil in the pressure relief valves is simulated based on the evaporation–condensation model. The
fluid parameters involve flow velocity, pressure and volume phase fraction are captured from calculation. For the high pressure
drop between the valve inlet and outlet, once the coal-oil slurry passes through the throttling area of angle valve, the local pressure decreases to lower than saturated vapor pressure with the increasing of velocity. Then the flash evaporation occurs and a
large amount of vapor oil is produced.
(3) The particle trajectories and erosion wear in the pressure relief valves are calculated based on the particle motion and erosion model. Results showed that the solid particles are obviously accelerated by the high-speed flash gas. Entrained by the reflux
flow, the accelerated particles tend to impact on and erode the surface of angle valve spool. Severe erosion regions also can be
found on the bushings downstream from the angle valve and ball valve.
(4) The numerical results agree well with morphologies and locations of actual failure case, verifies the accuracy of the prediction method.
Acknowledgements
The research is supported by the Coal Joint Fund from Natural Science Foundation of China and Shenhua Group Corporation
Limited (U1261124), Specialized Research Fund for Doctoral Program of Higher Education (20133318120004) and Applied
Research Project for Technology Funded of Zhejiang Province (2015C31013).
References
[1] X. Long, T. Mingchen, D. Lin'e, et al., Pyrolysis characteristics and kinetics of residue from China Shenhua industrial direct coal liquefaction plant, Thermochim.
Acta 589 (2014) 1–10.
[2] S. Xueguan, C. Lei, C. Maosen, et al., A CFD analysis of the dynamics of a direct-operated safety relief valve mounted on a pressure vessel, Energy Convers. Manag.
81 (2014) 407–419.
[3] A. Benue, J.G.M. Kuerten, M.P.C. van Heumen, CFD analysis with fluid–structure interaction of opening high-pressure safety valves, Comput. Fluids 64 (2012)
108–116.
[4] F. Bassi, A. Crivellini, V. Dossena, et al., Investigation of flow phenomena in air–water safety relief valves by means of a discontinuous Galerkin solver, Comput.
Fluids 90 (2014) 57–64.
[5] V. Dossena, F. Marinoni, F. Bassi, et al., Numerical and experimental investigation on the performance of safety valves operating with different gases, Int. J. Press.
Vessel. Pip. 104 (2013) 21–29.
[6] A. Forder, M. Thew, D. Harrison, A numerical investigation of solid particle erosion experienced with in oilfield control valves, Wear 216 (1998) 184–193.
[7] M.S. Wallace, W.M. Dempster, T. Scanlon, et al., Prediction of impact erosion in valve geometries, Wear 256 (9) (2004) 927–936.
[8] G.R. Wang, F. Chu, S.Y. Tao, et al., Optimization design for throttle valve of managed pressure drilling based on CFD erosion simulation and response surface methodology, Wear 338–339 (2015) 114–121.
[9] Y.Q. Xu, Z.C. Guan, Y.W. Liu, et al., Structural optimization of downhole float valve via computational fluid dynamics, Eng. Fail. Anal. 44 (2014) 85–94.
[10] G.F. Ou, J. Rao, L.T. Zhang, et al., A new solid particle erosion experiment system driven by shock wave, Tribology 32 (5) (2012) 466–471.
[11] P. Mazdak, N. Kamyar, N. Fardis, et al., A comprehensive review of solid particle erosion modeling for oil and gas wells and pipelines applications, J. Nat. Gas Sci.
Eng. 21 (2014) 850–873.
[12] T. Wakeman, W. Tabakoff, Measured particles rebound characteristics useful for erosion prediction, 1982 ASME paper 82-GT-170.
[13] G. Sheldon, Similarities and differences in the erosion behavior of materials, J. Basic Eng. Trans. (1970) 619–626 (ASME).
[14] Y.I. Oka, K. Okamura, T. Yoshida, Practical estimation of erosion damage caused by solid particle impact Part 1: Effects of impact parameters on a predictive equation, Wear 259 (2005) 95–101.
[15] P. Suresh Babu, B. Basu, G. Sundararajan, The influence of erodent hardness on the erosion behavior of detonation sprayed WC–12Co coatings, Wear 270 (2011)
903–913.
[16] G. Hickey, D. Boone, A. Levy, Erosion of conventional and ultrafine-grained materials, Thin Solid Films 118 (1984) 321–333.
[17] A. Forder, M. Thew, D.A. Harrison, Numerical investigation of solid particle erosion experienced within oilfield control valves, Wear 216 (1998) 184–193.
[18] Fluent 13.0 User's Guide, Fluent Inc., Centerra Resource Park, New Hampshire, USA, 2010 (December).
[19] H.Z. Jin, Z.J. Zheng, G.F. Ou, et al., Failure analysis of a high pressure differential regulating valve in coal liquefaction, Eng. Fail. Anal. 55 (2015) 115–130.
[20] I. Finnie, G.R. Stevick, J.R. Ridgely, The influence of impingement angle on the erosion of ductile metals by angular abrasive particles, Wear 152 (1) (1992) 91–99.
[21] B.Q. Wang, G.Q. Geng, A.V. Levy., Erosion and erosion-corrosion behavior of chromized-siliconized steel, Metall. Coat. Thin Film (1992) 529–535.
[22] R.J.K. Wood, Tribology of thermal sprayed WC–Co coatings, Int. J. Refract. Met. Hard Mater. 28 (1) (2010) 82–94.
[23] W. Sage, G.P. Tilly, The significance of particle size in sand erosion of small gas turbines, Aeronaut. J. 73 (7) (1969) 427–428.
[24] V. Heuer, G. Walter, I.M. Hutchings, High temperature erosion of fibrous ceramic components by solid particle impact, Wear 233–235 (1999) 257–262.
[25] A.G. Evans, N.A. Fleck, S. Faulhaber, et al., Scaling laws governing the erosion and impact resistance of thermal barrier coatings, Wear 260 (2006) 886–894.
[26] D.O. Coutier, Numerical prediction of cavitation flow on a two-dimensional symmetrical hydrofoil and comparison to experiments, J. Fluids Eng. 129 (3) (2007)
279–291.
[27] A combined numerical-experimental study on the effect of surface evolution on the water-sand multiphase flow characteristics and the material erosion behavior, Wear 319 (2014) 96–109.
[28] J.L. Lopez-Matencio, J. Bellettre, A. Lallemand, Numerical prediction of turbulent heat and mass transfer above a porous wall subjected to vaporization cooling, Int.
J. Transp. Phenom. 5 (3) (2003) 185–201.