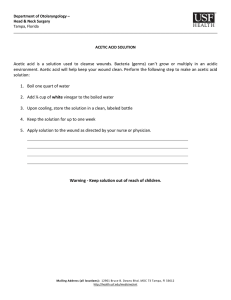
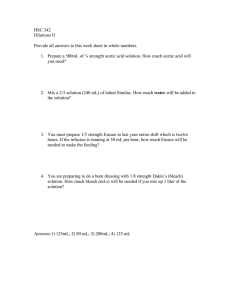
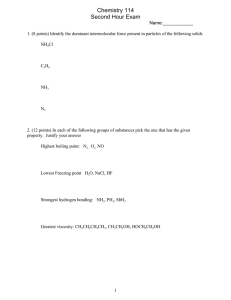
Process Design, Safety and Economy CHE 432 Design project Task I Due: 24/09/2017 Submitted to Dr. Paul Nancarow Name Omar Moussa Feras Kordi Sara Hassanin Michael Kamel ID 58175 59055 59512 60351 Contents List of figures: ......................................................................................................................................... 3 Introduction ............................................................................................................................................ 4 Literature Review ................................................................................................................................... 5 Alternative I: Production Of Acetic Acid Via Ethane Oxidation: ......................................................... 5 Alternative II: Microbial Electrosynthesis and Anaerobic Fermentation to Produce Acetic Acid from CO2 and CO:............................................................................................................................................... 8 Alternative III: Acetic Acid Synthesis by Catalytic Carbonylation of Methanol: ............................... 10 Discussion & conclusion ....................................................................................................................... 12 Refrences .............................................................................................................................................. 15 List of figures: Figure 1:Molar fraction of the different variants [3] .............................................................................. 6 Figure 2:Results for Each variant [3] ...................................................................................................... 6 Figure 3: BFD for the production of scetic acid by anaerobic fermentation[4]. .................................... 8 Figure 4: BFD for the process of the production of acetic acid by methanol carbonylation[5]. .......... 10 Figure 5: table showing a comparison of costs between alternative processes[4]. ............................ 12 Introduction The Acetic Acid or ethnic acid is an organic compound with the formula (CH3COOH), second most simple carboxylic acid form. It is a main constituent of vinegar (3-9%). It is classified as a weak acid; however it has corrosive property when concentrated. The Acetic acid is an important reagent in industry, used to produce many products mainly photographic films, wood glue, cellulose acetate, used in households as descaling agents and it can be a food additive in the food industry. The global demand for acetic acid in 2003-2005 was around 6.5 million metric tons, 1.5MT of that are recycled however the rest is produced from methanol [1]. The Acetic acid can be produced industrially either synthetically or by fermentation. About 75% of the produced acetic acid is made by carbonylation of methanol, biological methods count for 10% of world production especially when we used in food [2]. The five main methods of acetic acid production are Methanol Carbonylation, Acetaldehyde Oxidation, Ethylene Oxidation, Oxidative Fermentation, and Anaerobic Fermentation. In the following report, we are researching, explaining and comparing Methanol Carbonylation, Ethylene Oxidation and Anaerobic Fermentation using three article and literature reviews for each of the three processes. That will include the process design, BFDs, and cost analysis and comparison; based on these we chose the best alternative process for our design project. Literature Review Alternative I: Production Of Acetic Acid Via Ethane Oxidation: According to Smejkal, Linke, and Baerns this process aims to produce acetic acid using ethane oxidation to be an alternative to methanol carbonylation process and that’s largely due to its advantages such as the cheap feedstock and the higher selectivity of this process compared to others. The setup of the production process requires a multi-channel fixed-bed reactor of 30000 tubes which has a length of 3 m and a diameter of 25 mm [3]. The process proceeds as follows: a stream containing ethane and oxygen is mixed with steam. The mixed stream undergoes compression and then pre-heated up to the required reaction conditions at a temperature of 515 K and a pressure of 16 bars [3]. The chemical reaction takes place in a multi-tubular reactor. The reaction temperature is sustained by adding a heat exchanger for cooling down the molten salt. The resulting product from the reaction is then cooled to a temperature of 303 K in two stages. In the first stage the products are bought in contact with high density steam. In the second stage the formed mixture undergoes flash separation [3]. The result is an acetic acid and water mixture that undergoes separation in a rectification column where pure acetic acid can be collected at the bottom. The gaseous stream exiting the top contains unreacted ethane, ethylene and carbon dioxide. Some of the produced carbon dioxide is further separated in an absorber while ethane and ethylene are recycled to the feed [3]. Figure 1:Molar fraction of the different variants [3] The experiment examined in the article used different variants as feedstock for which the molar fraction differed as it can be seen in Figure 1. Furthermore, the selectivity of acetic acid in each variant along with the ratio of consumed moles of ethane to produced moles of acetic acid was found as shown in Figure 2. Figure 2: Results for Each variant [3] The figure suggests that the selectivity of acetic acid is inversely proportional to the ratio of consumed moles of ethane to produced moles of acetic acid. The total costs of producing acetic acid can be attributed to two parts: fixed costs and production costs. The fixed costs consider apparatus, labor, project, buildings, analysis and control [3]. While the production costs include varying costs based on production such as raw material and fuel [3]. In conclusion the acetic acid production from ethane oxidation can compete with carbonylation of methanol based on selectivity. Yet, it still remains cheaper to resort to methanol carbonylation compared to ethane oxidation [3]. Alternative II: Microbial Electrosynthesis and Anaerobic Fermentation to Produce Acetic Acid from CO2 and CO: Acetic acid is produced mainly from two chemical processes, Methanol Carbonylation and Ethane Direct Oxidation. However, advancements in the biochemical engineering processes have led to develop two new methods, Microbial Electrosynthesis (MES) and Anaerobic Fermentation (AF). While each method individually has low production and high investment cost, integrating them together exponentially increase the production rate and reduce the costs. Another key benefit for MES and AF is that they consume CO2, thus making them environmentally friendly. Anaerobic Fermentation reduces carbon monoxide (CO) and water into acetic acid using Clostridium bacteria, but it releases CO2 as a byproduct. Fortunately, Microbial Electrosynthesis converts CO2 and water into acetic acid using Acetogenic bacteria [4]. Therefore, it utilizes all the materials used and hence abolish the need for extra separations and treatment units. However, a major drawback to these biological processes is the difficulty to predict the production rates and investment costs because the biological and microbial substances can be extracted from different species using different methods. The following block flow diagram showcases the integrated process: Figure 3: BFD for the production of scetic acid by anaerobic fermentation[4]. The feedstock which contains bacteria, CO, CO2 and water enters the microbial electrosynthetic reactor (and Anaerobic Fermenter) at 30 degrees. A feed that contains dead bacteria, CO 2 and water leaves the reactor and then the bacteria is filtered using a bacterial filter and a stream of pure CO and CO2 returns to the storage tank. A CO2 separator separates CO2 from the acetic acid and water feed. A rectification column is used to separate water from a pure stream of acetic acid. The water is returned to the storage tank as a recycled stream. Summing up the equipment costs, it is concluded that the major purchased equipment cost for this integrated method is 71,495 pounds per year, while methanol carbonylation is at 13,700,000 pounds per year and ethane direct oxidation 7,600,000 pounds per year[4]. This proves that the integrated method is viable economically wise. Finally, the production costs are 0.24 pounds per kg for the integrated method and 0.26 for methanol carbonylation and 0.11 for ethane direct oxidation[4]. Alternative III: Acetic Acid Synthesis by Catalytic Carbonylation of Methanol: Summary Production of Acetic acid by Methanol Carbonylation using catalytic systems, also called the Monsanto process, is the most common method of acetic acid production. This paper examines this synthesis prosses using “rhodium and iridium based catalytic systems”. The main reaction taking place in this process takes place by inserting Carbon monoxide into Methanol: 𝑴𝒆𝒕𝒉𝒂𝒏𝒐𝒍 + 𝑪𝒂𝒓𝒃𝒐𝒏 𝑴𝒐𝒏𝒐𝒙𝒊𝒅𝒆 → Acetic Acid [5]. However, the reaction chain needed for Carbonylation involves 4 different reactions, which are: A. 𝑀𝑒𝑡ℎ𝑎𝑛𝑜𝑙 + 𝐴𝑐𝑒𝑡𝑖𝑐 𝑎𝑐𝑖𝑑 (𝑃𝑟𝑖𝑛𝑐𝑖𝑝𝑎𝑙 𝑠𝑜𝑙𝑣𝑒𝑛𝑡) → 𝑀𝑒𝑡ℎ𝑦𝑙 𝑎𝑐𝑒𝑡𝑎𝑡𝑒 + 𝑤𝑎𝑡𝑒𝑟 B. 𝑀𝑒𝑡ℎ𝑦𝑙 𝑎𝑐𝑒𝑡𝑎𝑡𝑒 + 𝐻𝑦𝑑𝑟𝑜𝑔𝑒𝑛 𝐼𝑜𝑑𝑖𝑑𝑒 (𝐶𝑎𝑡𝑎𝑙𝑦𝑠𝑡) → 𝑀𝑒𝑡ℎ𝑦𝑙 𝐼𝑜𝑑𝑖𝑑𝑒 + 𝐴𝑐𝑒𝑡𝑖𝑐 𝑎𝑐𝑖𝑑 C. 𝑀𝑒𝑡ℎ𝑦𝑙 𝐼𝑜𝑑𝑖𝑑𝑒 + 𝐶𝑎𝑟𝑏𝑜𝑛 𝑚𝑜𝑛𝑜𝑥𝑖𝑑𝑒 → 𝐴𝑐𝑒𝑡𝑦𝑙 𝐼𝑜𝑑𝑖𝑑𝑒 D. 𝐴𝑐𝑒𝑡𝑦𝑙 𝑖𝑜𝑑𝑖𝑑𝑒 + 𝑤𝑎𝑡𝑒𝑟 → 𝐴𝑐𝑒𝑡𝑖𝑐 𝑎𝑐𝑖𝑑 + 𝐻𝑦𝑑𝑟𝑜𝑔𝑒𝑛 𝐼𝑜𝑑𝑖𝑑𝑒 [5]. Block flow diagram: Figure 4: BFD for the process of the production of acetic acid by methanol carbonylation[5]. Process train description: A. Reactor: Is the main unit in the process, it is where the carbonylation takes place. We have established that the process/feed would be continuous. B. Flash vessel: In this step, the pressure is reduced in order to cause vaporization of the volatile components. The HI catalyst does not vaporize and remains in the liquid phase; thus, it is recycled back to the reactor for more efficient conversion. C. The distillation train: The vapor phase outlet from the flash vessel is sent to a light component removal distillation column, in order to remove the produced Byproducts which are Methyl Iodide and water. Next, the product moves through a drying column to remove the water and recycle it back to the reactor. The second distillation column remove the heavier reaction by-products such as Propionic acid[5]. Discussion & conclusion: The most common process that is used nowadays is methanol carbonylation. The process involves a multi-steps reaction that utilizes the use of catalysts; either rhodium-catalyzed Monsanto system or iridium-catalyzed Cativa system, however it is preferred to use the second one because it is more efficient and greener since fewer by-products are formed. However the process for that method is complicated and more costly for installment because of the many separation steps that include 2 distillation columns, drying columns, and a flash vessel, plus the continuously stirred tank reactor. The other method that we saw was the production of acetic acid through ethane oxidation, the second most common method of production of acetic acid, counting for 15% of the world production. This process is more advantageous since it uses a relatively cheaper feedstock (ethane) compared to the other methods, also the set-up cost for this method is cheaper than methanol carbonylation, also the process consists of only one stage and the catalyst (palladium) is cheaper. However this method produces CO2 as a by-product which is environmentally unfriendly, in addition the process uses high temperature and pressure conditions. The last method we reviewed was a biological method. This method integrates 2 different processes; microbial electrosynthesis and anaerobic fermentation. They were combined to achieve better efficiency and to reduce the carbon dioxide footprint on the environment since one of the processes uses CO2 as a reagent. The production and industrial set-up is simpler and less costly since the equipment cost is so small compared to the other methods (71495 pounds/year compared to 13700000 and 7600000 pounds/year) and operates at normal conditions [5]. However, that method selectivity is lower than the other and has low efficiency relatively since the process is not so mature and developed. Figure 5: table showing a comparison of costs between alternative processes [4]. Based on the previous table, we found out that the fixed cost and the operating cost, and the materials and catalyst prices for the Ethane oxidation method is less compared to the other method making it the cheapest alternative with lowest fixed and variable costs [4]. Also we found out that the production cost of 1 kg of acetic acid would be the cheapest when using ethane direct oxidation (0.11 pounds/kg) compared to methanol oxidation (0.24 pounds/kg) and the integrated method of fermentation (0.26 pounds/kg) [4]. Based on that we chose ethane direct oxidation process as our design project since it is the most efficient and it can be developed further by integrating new techniques into it like the selective oxidation, where we use UV light instead of catalysts to produce acetic acid at the normal condition of temperature and pressure, reducing the cost of operation and energy gradually [2]. In addition, that process does not require a pure feed and ethylene can also be in the mixed feed which can be taken as a by-product from other processes to produce acetic acid, making that method the best alternative for the project. However further research about the process is required to develop a better, more efficient design. Table of Criteria: Table 1: Evaluated criteria for the processes [4] Process Selectivity (%) Equipment Costs ($/kg) Production Costs ($/kg) 99 Reaction Conditions (C , atm) 190 , 30-40 Ethane Direct Oxidation Methanol Carbonylation AF/MES Integrated Process 0.0656 0.143 99.5 277 , 20 0.1182 0.33 94 30 , 1 0.6173 0.31 Table 2: Scored criteria for the processes Refrences: [1] Cheung, Hosea; Tanke, Robin S.; Torrence, G. Paul (2005), "Acetic Acid", Ullmann's Encyclopedia of Industrial Chemistry, Weinheim: Wiley-VCH, doi:10.1002/14356007.a01_045.pub2 [2] Malveda, Michael; Funada, Chiyo (2003). "Acetic Acid". Chemicals Economic Handbook. SRI International. p. 602.5000. [3] Q. Smejkal, D. Linke, and M. Baerns, “Energetic and economic evaluation of the production of acetic acid via ethane oxidation” Chemical Engineering and Processing: Process Intensification, vol. 44, no. 4, pp. 421-428, 2005. [4] Christodoulou, X. and Velasquez-Orta, S. (2016). Microbial Electrosynthesis and Anaerobic Fermentation: An Economic Evaluation for Acetic Acid Production from CO2and CO. Environmental Science & Technology, 50(20), pp.11234-11242. [5] A. Haynes, "Acetic Acid Synthesis by Catalytic Carbonylation of Methanol", Topics in Organometallic Chemistry, vol. 18, pp. 179-205, 2006.