Operation of Thin-Film Electrolyte Metal
advertisement

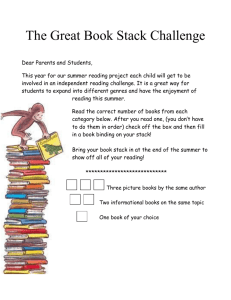
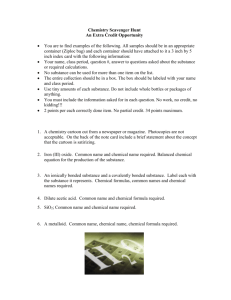
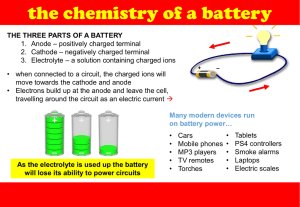
materials Article Operation of Thin-Film Electrolyte Metal-Supported Solid Oxide Fuel Cells in Lightweight and Stationary Stacks: Material and Microstructural Aspects Daniel Roehrens 1,3, *, Ute Packbier 2 , Qingping Fang 2 , Ludger Blum 2 , Doris Sebold 1 , Martin Bram 1,3 and Norbert Menzler 1 1 2 3 * Forschungszentrum Jülich GmbH, Institute of Energy and Climate Research, IEK-1: Materials Synthesis and Processing, Jülich 52425, Germany; d.sebold@fz-juelich.de (D.S.); m.bram@fz-juelich.de (M.B.); n.h.menzler@fz-juelich.de (N.M.) Forschungszentrum Jülich GmbH, Institute of Energy and Climate Research, IEK-3: Electrochemical Process Engineering, Jülich 52425, Germany; u.packbier@fz-juelich.de (U.P.); q.fang@fz-juelich.de (Q.F.); l.blum@fz-juelich.de (L.B.) Christian Doppler Laboratory for Interfaces in Metal-Supported Electrochemical Energy Converters, Jülich 52425, Germany Correspondence: d.roehrens@fz-juelich.de; Tel.: +49-2461-61-96650 Academic Editor: Douglas Ivey Received: 2 August 2016; Accepted: 2 September 2016; Published: 8 September 2016 Abstract: In this study we report on the development and operational data of a metal-supported solid oxide fuel cell with a thin film electrolyte under varying conditions. The metal-ceramic structure was developed for a mobile auxiliary power unit and offers power densities of 1 W/cm2 at 800 ◦ C, as well as robustness under mechanical, thermal and chemical stresses. A dense and thin yttria-doped zirconia layer was applied to a nanoporous nickel/zirconia anode using a scalable adapted gas-flow sputter process, which allowed the homogeneous coating of areas up to 100 cm2 . The cell performance is presented for single cells and for stack operation, both in lightweight and stationary stack designs. The results from short-term operation indicate that this cell technology may be a very suitable alternative for mobile applications. Keywords: metal-supported solid oxide fuel cell; thin-film electrolyte; stack operation; gas-flow sputtering; diffusion barrier layers 1. Introduction Materials science and engineering has been a major contributor to the progress of fuel cell technology [1]. Especially, solid oxide fuel cells (SOFCs) have attracted a great deal of interest because of their fuel flexibility, versatility, and efficiency [2,3]. The advancement of oxide ion electrolytes and the introduction of potent mixed ionic and electronic conducting (MIEC) electrodes has enabled a reduction in operating temperatures [4–6]. This made it possible to incorporate metallic interconnects into the cell design at substantially lower costs than for their ceramic counterparts [7,8]. Additionally, the development of materials and microstructures led to significant improvements in terms of power density and lifetime [9–12]. However, production costs for conventional ceramic SOFCs and limited mechanical robustness remain limiting factors. Recent advances in powder-metallurgy have led to the establishment of another SOFC concept: the metal-supported SOFC (MSC) [13]. Here, the electrochemically active ceramic cell is constructed on top of a porous, and usually highly corrosion-resistant, steel support. MSCs have been demonstrated to be a promising technology for operation under non-stationary conditions because of their comparatively high tolerance of thermal, mechanical, and chemical stresses [14,15]. Additionally, the incorporation of Materials 2016, 9, 762; doi:10.3390/ma9090762 www.mdpi.com/journal/materials Materials 2016, 9, 762 Materials 2016, 9, 762 2 of 13 2 of 12 Additionally, the incorporation of standardized metal parts as mass a backbone permits relatively cheap standardized metal parts as a backbone permits relatively cheap manufacturing, which is crucial mass manufacturing, which is crucial in terms of commercial competitiveness of the technology. in terms of commercial competitiveness of the technology. In concepts have have emerged emerged enabling enabling cheaper cheaper manufacturing manufacturing and In recent recent years, years, many many different different concepts and assembly, as well as increased mechanical stability [14,16–24]. Of these, the Plansee SE’s cell design assembly, as well as increased mechanical stability [14,16–24]. Of these, the Plansee SE’s cell has gained attention,attention, since it issince manufactured by a combined deposition design has considerable gained considerable it is manufactured by a sintering combinedand sintering and route, leading to leading a very to thin electrolyte membrane being realized [25–27].[25–27]. These These cells have deposition route, a very thin electrolyte membrane being realized cells been have manufactured on a pilot scale and achieve power densities comparable to their more mature been manufactured on a pilot scale and achieve power densities comparable to their moreceramic mature SOFC counterparts [28]. However, this type this of metal-supported SOFC represents a much younger ceramic SOFC counterparts [28]. However, type of metal-supported SOFC represents a much technology and previous electrochemical characterizations have been carried out mostly a singleyounger technology and previous electrochemical characterizations have been carried out on mostly on a cell level or foror symmetrical model samples. To our knowledge, results single-cell level for symmetrical model samples. To our knowledge, resultsofofelectrical electrical performance performance characterization published. In characterization and and long-term long-term testing testing in in aa stack stack environment environment has has so so far far not not been been published. In this this study, we summarize recent results with the Plansee SE MSC both in terms of electrical operation study, we summarize recent results with the Plansee SE MSC both in terms of electrical operation for for single-cell single-cell arrangements, arrangements, as as well well as as for for lightweight lightweight designs designs and and in in stationary stationary stacks. stacks. Microstructural Microstructural features dispersive features before before and and after after operation operation were were explored explored with with electron electron microscopy microscopy and and energy energy dispersive X-ray spectroscopy. X-ray spectroscopy. 2. 2. Results Resultsand andDiscussion Discussion Single-Cell Test Test 2.1. Single-Cell Single-cell MSCs MSCs with small-area cathodes (1 cm22)) have been characterized characterized under various Single-cell ◦ C in a conditions [26]. An example is given in Figure 1. This cell was activated in-situ for 10 h at 850 °C dual gas atmosphere (air/3% (air/3%humidified humidifiedhydrogen) hydrogen) in in order order to to achieve achieve densification densification and adhesion of Sr0.40.4 Co O(LSCF) cathode to the barrier layer. the green La0.58 Co 0.20.2 FeFe 0.8O cathode to the barrier layer. 0.58Sr 0.83-δ 3-δ (LSCF) 2 Figure Figure 1. 1. I–V I–V curve curve of of aa planar planar 55 cm cm by by 55 cm cm2single singlecell cellMSC MSCwith withaa44µm µmthin thinlayer layer8YSZ 8YSZelectrolyte, electrolyte, ◦ aa Ni/8YSZ anode and an LSCF cathode at 850 °C in 3% humidified hydrogen after 10 h Ni/8YSZ anode and an LSCF cathode at 850 C in 3% humidified hydrogen after 10 h of of in-situ in-situ activation. For more details about the manufacturing refer to Section 3. activation. For more details about the manufacturing refer to Section 3. Although 10 h at 850 °C is not sufficient to ensure a sintering of the A-site-deficient LSCF Although 10 h at 850 ◦ C is not sufficient to ensure a sintering of the A-site-deficient LSCF cathode, cathode, the power densities obtained from single-cell tests with hydrogen are in a range that is the power densities obtained from single-cell tests with hydrogen are in a range that is comparable to comparable to full ceramic SOFCs (1.5 A/cm2 at 0.8 V and 850 °C). When the fuel gas is switched to a full ceramic SOFCs (1.5 A/cm2 at 0.8 V and 850 ◦ C). When the fuel gas is switched to a system-relevant system-relevant simulated diesel reformate (50% N2, 15% H2 14% CO, 11% H2O, 10% CO2) and◦ a simulated diesel reformate (50% N2 , 15% H2 14% CO, 11% H2 O, 10% CO2 ) and a temperature of 750 C temperature of 750 °C cell performances in the range2 of 200 to 630 mW/cm2 at 0.7 V were recorded cell performances in the range of 200 to 630 mW/cm at 0.7 V were recorded [26], which is sufficient [26], which is sufficient for the application of this type of cell in a mobile APU. for the application of this type of cell in a mobile APU. 2.2. Lightweight Cassette Stack A two-layer lightweight stack was set up with cells welded into the interconnector frame. After the glass sealant crystallized during the joining process for 100 h at 850 °C, gas tightness was achieved. The fuel gas was then set to humidified hydrogen and galvanostatic stack operation Materials 2016, 9, 762 3 of 13 2.2. Lightweight Cassette Stack A two-layer lightweight stack was set up with cells welded into the interconnector frame. After the 33 of during the joining process for 100 h at 850 ◦ C, gas tightness was achieved. of 12 12 The fuel gas was then set to humidified hydrogen and galvanostatic stack operation commencing at 22, and a fuel utilization of 20%. The resulting I–V and performance ◦ C, 0.3 A/cm 2 , and commencing at °C, A/cm commencing at 750 750 °C,a0.3 0.3 A/cm , and aoffuel utilization of 20%. I–V curves and performance 750 fuel utilization 20%. The resulting I–VThe andresulting performance are shown curves are curves are2shown shown in Figures Figures 22 and and 3. 3. in Figures and 3.in Materials 2016, 762 glass sealant Materials 2016, 9, 9,crystallized 762 Figure 2. Performance two metal-supported lightweight at 750 under Figure 2. 2. Performance Performance of of two two metal-supported metal-supported cells cells operated operated in in aaa lightweight lightweight stack stack at at 750 750 ◦°C °C under Figure of cells operated in stack C under galvanostatic conditions. galvanostatic conditions. galvanostatic conditions. Figure 3. and I-P-curves of cell of the lightweight MSC stack after joining, measured at 800 Figure 3. 3. I-VI-V- and and I-P-curves I-P-curves of of cell cell 111of ofthe thelightweight lightweight MSC MSC stack stack after after joining, joining, measured measured at at 800 800 ◦°C °C Figure I-VC (a) and 750 °C (b). ◦ (a) and 750 °C (b). (a) and 750 C (b). The The measured measured IV-curves IV-curves show show aa significantly significantly reduced reduced performance performance of of the the MSC MSC (300 (300 mA/cm mA/cm22 at at The measured IV-curves show a significantly reduced performance of the MSC (300 mA/cm2 0.8 0.8 V V and and 800 800 °C) °C) as as part part of of the the stack stack compared compared to to the the single-cell single-cell measurements, measurements, both both in in terms terms of of open open at 0.8 V and 800 ◦ C) as part of the stack compared to the single-cell measurements, both in terms of circuit circuit voltage voltage (OCV) (OCV) values values and and the the slope slope of of the the voltage voltage curve, curve, which which translates translates to to aa higher higher areaareaopen circuit voltage (OCV) values and the slope of the voltage curve, which translates to a higher specific resistance. A lower OCV due to small internal leakages may be attributed to variations in specific resistance. A lower OCV due to small internal leakages may be attributed to variations in the the area-specific resistance. A lower OCV due to small internal leakages may be attributed to variations in production production cycle; cycle; the the higher higher ASR ASR compared compared to to the the single-cell single-cell test test is is aa direct direct result result of of the the introduction introduction the production cycle; the higher ASR compared to the single-cell test is a direct result of the introduction of of several several additional additional components components which which are are necessary necessary for for stack stack operation, operation, such such as as contacting contacting oxide oxide of several additional components which are necessary for stack operation, such as contacting oxide layers and or interconnector coatings. Due to the generally larger cell sizes, contact geometry layers and or interconnector coatings. Due to the generally larger cell sizes, contact geometry and and layers and or interconnector coatings. Due to the generally larger cell sizes, contact geometry and gas-flow gas-flow are are different different compared compared to to the the single-cell single-cell laboratory laboratory experiment. experiment. Additionally, Additionally, neighboring neighboring gas-flow are different compared to the single-cell laboratory experiment. Additionally, neighboring cells cells influence influence each each other, other, for for example example with with respect respect to to temperature temperature distribution distribution [29]. [29]. These These factors factors cells influence each other, for example with respect to temperature distribution [29]. These factors may may contribute contribute to to the the earlier earlier onset onset of of transport transport limitation limitation at at aa current current density density of of about about 0.8 0.8 A/cm A/cm22,, thus thus may contribute to the earlier onset of transport limitation at a current density of about 0.8 A/cm2 , explaining explaining the the difference difference to to the the single single cell cell measurement. measurement. However, However, these these issues issues are are common common when when thus explaining the difference to the single cell measurement. However, these issues are common comparing comparing single-cell single-cell experiments experiments with with stack stack operation operation and and aa performance performance loss loss of of 30%–50% 30%–50% is is observed observed frequently frequently [30]. [30]. In In terms terms of of performance performance degradation degradation over over time, time, the the data data indicate indicate different different behavior behavior comparing comparing cell 1 and cell 2 in Figure 2. While the cell voltage for cell 1 increases by 5.2 mV over 237 h of cell 1 and cell 2 in Figure 2. While the cell voltage for cell 1 increases by 5.2 mV over 237 h of operation, operation, which which is is probably probably aa result result of of aa slight slight improvement improvement of of the the activity activity at at the the cathode cathode side, side, cell cell 22 shows shows aa progressive progressive degradation degradation of of 18.62 18.62 mV mV or or 2.4% 2.4% over over 237 237 h, h, which which equates equates to to 10.2% 10.2% over over 1000 1000 h. h. This This was, was, Materials 2016, 9, 762 4 of 13 when comparing single-cell experiments with stack operation and a performance loss of 30%–50% is observed frequently [30]. In terms of performance degradation over time, the data indicate different behavior comparing cell 1 and cell 2 in Figure 2. While the cell voltage for cell 1 increases by 5.2 mV over 237 h of operation, which is probably a result of a slight improvement of the activity at the cathode side, cell 2 shows a progressive degradation of 18.62 mV or 2.4% over 237 h, which equates to 10.2% over 1000 h. This4 was, Materials 2016, 9, 762 of 12 however, not related to intrinsic defects on the cell level, since OCV values for both cells were similar ◦ C after the joining process, but rather were a direct result at 1.011 1.011 V V (cell (cell 1) 1) and and 1.015 1.015 V V (cell (cell 2) 2) at at 750 750 °C at after the joining process, but rather were a direct result of an external leakage and subsequent reoxidation of cell cell 22 that during the the course course of of the of an external leakage and subsequent reoxidation of that developed developed during the experiment, which resulted in an area increase in dark gray oxidized domains and some cracks in experiment, which resulted in an area increase in dark gray oxidized domains and some cracks in the the cathode layer in the scanning electron microscopy (SEM)analysis. analysis.Cell Cell1,1,on onthe theother other hand, hand, was was cathode layer in the scanning electron microscopy (SEM) subjected to less microstructural degradation, as can be seen in Figure 4a. A cross-section of cell is subjected to less microstructural degradation, as can be seen in Figure 4a. A cross-section of cell 22 is presented in Figure 4b. presented in Figure 4b. (a) (b) Figure 4. (a) (a) SEM SEM images images of of cross cross sections sections of of cell cell 11 after after operation operation at at 750 750◦°C under load load (0.3 (0.3A/cm A/cm22).). Figure 4. C under The dark dark gray gray areas areas within within the the metal metal substrate substrate ITM ITM (intermediate (intermediate temperature The temperature metal, metal, Plansee Plansee SE, SE, Reutte, Austria) are comprised of chromium and iron oxides; and (b) SEM images of cross-sections Reutte, Austria) are comprised of chromium and iron oxides; and (b) SEM images of cross-sections of of cell after operation operation at at 750 750 ◦°C under load load (0.3 (0.3 A/cm A/cm22).).The cell 22 after C under Thedark darkgray grayareas areas within within the the metal metal substrate substrate ITM comprised of of chromium chromium and and iron iron oxides. oxides. ITM are are comprised Although the electrical performance of cell 1 did not show progressive degradation, an incipient Although the electrical performance of cell 1 did not show progressive degradation, an incipient corrosion of the metal substrate is visible as dark gray areas in Figure 4a (left). At the present time, it corrosion of the metal substrate is visible as dark gray areas in Figure 4a (left). At the present time, it is is unclear what the effect will be on the long term stability of the cell and the study of these issues is unclear what the effect will be on the long term stability of the cell and the study of these issues is now now part of research at the recently established Christian-Doppler Laboratory [31]. part of research at the recently established Christian-Doppler Laboratory [31]. The Ni/8YSZ, however, was not subjected to severe microstructural changes and the thin film electrolyte was found to be crack-free for the entire surveyed area. Additionally, the LSCF-cathode activated in situ shows good adherence to the electrolyte membrane and the porosity distribution was found to be homogeneous. 2.3. Stationary Stack In order to exclude influences characteristic of the lightweight stack design, an additional two- Materials 2016, 9, 762 5 of 13 The Ni/8YSZ, however, was not subjected to severe microstructural changes and the thin film electrolyte was found to be crack-free for the entire surveyed area. Additionally, the LSCF-cathode activated in situ shows good adherence to the electrolyte membrane and the porosity distribution was found to be homogeneous. 2.3. Stationary Stack In order to exclude influences characteristic of the lightweight stack design, an additional two-layer stack was set up according to a well-known stationary stack design. For this test, a higher, more system-relevant current density of 0.5 A/cm2 was selected. Before galvanostatic operation, Materials 2016, 9, 762 5 of an 12 in situ activation of the cathode was conducted at 850 ◦ C in dual gas conditions (air-side electrode: air, fuel-side air, electrode: stream) forstream) 100 h.for After IV curves were recorded with atmospheric fuel-sideargon electrode: argon 100 activation, h. After activation, IV curves were recorded humidified hydrogen as fuel gas at different temperatures (see Figure 5). with humidified hydrogen as fuel gas at different temperatures (see Figure 5). ◦C Figure operation in in a stationary stack after joining at 800 °C (a) Figure 5. 5. I-VI-V-and andI-P-curves I-P-curvesofofcell cell1 1during during operation a stationary stack after joining at 800 ◦ and 750 °C (b). (a) and 750 C (b). Both I-V curves show a significantly higher performance of the Plansee MSCs compared to the Both I-V curves show a significantly higher performance of the Plansee MSCs compared to the corresponding results from the lightweight stack (Figure 3). This is true for both cells from both stacks corresponding results from the lightweight stack (Figure 3). This is true for both cells from both stacks and can be explained by the improved electrical contact in the stationary design. Additionally, both and can be explained by the improved electrical contact in the stationary design. Additionally, both cells in the stationary design show a higher OCV-value because of improved internal and external cells in the stationary design show a higher OCV-value because of improved internal and external gas-tightness and a later onset of the gas-transport limitation, which is a result of a more efficient gas-tightness and a later onset of the gas-transport limitation, which is a result of a more efficient layout of the distribution manifolds and gas channels compared to the lightweight system. layout of the distribution manifolds and gas channels compared to the lightweight system. The initial cell characteristics, as shown in Figure 5, were very promising. However, during the The initial cell characteristics, as shown in Figure 5, were very promising. However, during operation of the stack elevated degradation was recorded (see Figure 6). Over the course of the operation of the stack elevated degradation was recorded (see Figure 6). Over the course of galvanostatic operation (43 h), cell 1 lost 31 mV or 4.15% of the initial value, while cell 2 degraded by galvanostatic operation (43 h), cell 1 lost 31 mV or 4.15% of the initial value, while cell 2 degraded 61 mV (8.31%). Although the rate of performance loss in Figure 6 decreased considerably with by 61 mV (8.31%). Although the rate of performance loss in Figure 6 decreased considerably increasing time at 0.5 A/cm2, we2 decided to cool down the stack and investigate the cells’ with increasing time at 0.5 A/cm , we decided to cool down the stack and investigate the cells’ microstructure. Representative cross-sections are shown in Figure 7. microstructure. Representative cross-sections are shown in Figure 7. Although a slight internal leakage was detected after cooling down the stack, the thin 8YSZ electrolyte membrane was intact along the analyzed cross-sections (see Figure 7). No significant increase in local defect densities was observed compared to the initial state. Furthermore, the cathode microstructure and contact to the electrolyte were well established. EDS analysis of the cathode and electrolyte did not reveal any indications of a stoichiometric change in comparison to the as-prepared state. However, signs of progressive corrosion of the porous metal-support were found. The ITM substrate exhibited a large number of dark gray areas (see Figure 7, left), which were identified as Cr/Fe oxide phases by EDS analysis. These oxide areas are also found in direct contact with the Figure 6. Performance of two MSC cells operated in a stationary stack at 750 °C under galvanostatic 2 cells in the stationary design show a higher OCV-value because of improved internal and external gas-tightness and a later onset of the gas-transport limitation, which is a result of a more efficient layout of the distribution manifolds and gas channels compared to the lightweight system. The initial cell characteristics, as shown in Figure 5, were very promising. However, during the operation of the stack elevated degradation was recorded (see Figure 6). Over the course of Materials 2016, 9, 762 6 of 13 galvanostatic operation (43 h), cell 1 lost 31 mV or 4.15% of the initial value, while cell 2 degraded by 61 mV (8.31%). Although the rate of performance loss in Figure 6 decreased considerably with 2, we barrier, Gd CeOat2 (GDC) diffusion insufficient inhibition the cation transport increasing time 0.5 A/cm decidedindicating to cool down the stack and ofinvestigate the cells’ 2 O3 -doped under these conditions (see Figure 8). microstructure. Representative cross-sections are shown in Figure 7. Materials 2016, 9, 762 6 of 12 Figure6.6.Performance Performance of oftwo twoMSC MSCcells cellsoperated operatedin inaastationary stationarystack stackat at750 750◦°C undergalvanostatic galvanostatic Figure C under 22). conditions (0.5 A/cm conditions (0.5 A/cm ). Materials 2016, 9, 762 6 of 12 Figure 7. Cross-section of MSC 2 (see Figure 6) after operation in a stationary design. Although a slight internal leakage was detected after cooling down the stack, the thin 8YSZ electrolyte membrane was intact along the analyzed cross-sections (see Figure 7). No significant increase in local defect densities was observed compared to the initial state. Furthermore, the cathode microstructure and contact to the electrolyte were well established. EDS analysis of the cathode and electrolyte did not reveal any indications of a stoichiometric change in comparison to the as-prepared state. However, signs of progressive corrosion of the porous metal-support were found. The ITM substrate exhibited a large number of dark gray areas (see Figure 7, left), which were identified as Cr/Fe oxide phases by EDS analysis. These oxide areas are also found in direct contact with the Gd2O3Figure 7.diffusion Cross-section of MSC MSC (see Figure Figure 6) after after operation operation in aaofstationary stationary design. Cross-section of 22 (see 6) in design. doped CeO2Figure (GDC)7. barrier, indicating insufficient inhibition the cation transport under these conditions (see Figure 8). Although a slight internal leakage was detected after cooling down the stack, the thin 8YSZ electrolyte membrane was intact along the analyzed cross-sections (see Figure 7). No significant increase in local defect densities was observed compared to the initial state. Furthermore, the cathode microstructure and contact to the electrolyte were well established. EDS analysis of the cathode and electrolyte did not reveal any indications of a stoichiometric change in comparison to the as-prepared state. However, signs of progressive corrosion of the porous metal-support were found. The ITM substrate exhibited a large number of dark gray areas (see Figure 7, left), which were identified as Cr/Fe oxide phases by EDS analysis. These oxide areas are also found in direct contact with the Gd2O3doped CeO2 (GDC) diffusion barrier, indicating insufficient inhibition of the cation transport under these conditions (see Figure 8). Figure 8. Cross-section Cross-section of of MSC MSC 22 after operation in a stationary design exhibiting interdiffusion between substrate/DBL/anode. substrate/DBL/anode. phenomena at contact interface between These interdiffusion phenomena may have been caused by insufficient stability of the barrier These interdiffusion phenomena may have been caused by insufficient stability of the barrier material GDC under the applied conditions. Indeed, it has been reported previously that doped material GDC under the applied conditions. Indeed, it has been reported previously that doped cerates cerates are prone to oxygen loss and phase transformation under highly reducing atmospheres, are prone to oxygen loss and phase transformation under highly reducing atmospheres, which enables which enables interaction with neighboring materials or even decomposition [32]. interaction with neighboring materials or even decomposition [32]. Higher performance degradation rates, compared to full ceramic SOFCs, are a relatively common phenomenon for MSCs and have been reported for various cell concepts by other groups [13,21,33–35]. Reasons for this are in part the presence of the porous steel support, which may oxidize or coarsen during operation and can, at least in part, interact with the catalytically active centers of Figure(usually 8. Cross-section MSC 2 after operation a stationary design barrier exhibiting interdiffusion the anode Ni). Byofapplying a suitable andin more redox-stable layer, the expected phenomena at contact interface between substrate/DBL/anode. lifetime of the MSC will increase significantly, while electrical properties remain largely unaffected. Materials 2016, 9, 762 7 of 13 Higher performance degradation rates, compared to full ceramic SOFCs, are a relatively common phenomenon for MSCs and have been reported for various cell concepts by other groups [13,21,33–35]. Reasons for this are in part the presence of the porous steel support, which may oxidize or coarsen during operation and can, at least in part, interact with the catalytically active centers of the anode (usually Ni). By applying a suitable and more redox-stable barrier layer, the expected lifetime of the MSC will increase significantly, while electrical properties remain largely unaffected. 3. Materials and Methods 3.1. Cell Design and Manufacturing The2016, cell9,design Materials 762 is presented schematically in Figure 9. The first step in the production cycle 7isofthe 12 manufacturing of the 0.8 mm thick porous metal support (Cr26-Fe, ITM) by a powder-metallurgical metallurgical process. To avoidofinterdiffusion Feanode, and Crthe into the anode, the substrate coated process. To avoid interdiffusion Fe and Cr intoofthe substrate is coated with a 500isnm thin with 500 nmCeO thin2 Gd 2O3-doped CeO 2 (GDC) layer by magnetron sputtering. the second step, Gd2 Oa3 -doped (GDC) layer by magnetron sputtering. In the second step, In a 40 µm multilayer anickel/8%-Y 40 µm multilayer nickel/8%-Y 2O3-doped ZrO 2 (Ni/8YSZ) anode is applied to by thescreen-printing substrate by screenZrO2 (Ni/8YSZ) anode is applied to the substrate and 2 O3 -doped printing and subsequently annealedatmosphere. in hydrogenThe atmosphere. Theofcomposition of the is subsequently annealed in hydrogen composition the anode paste is anode variedpaste in each varied in each step (finer particles, lower porosity) to ensure a graded improvement of the surface, step (finer particles, lower porosity) to ensure a graded improvement of the surface, which is necessary which necessaryoffor application the 4 µm in electrolyte in step 3(GFS). via gas-flow for the is application thethe 4 µm electrolyteofmembrane step 3 viamembrane gas-flow sputtering Finally, sputtering (GFS). Finally, a 40 µm LSCFon cathode screen printed on top500 of anm magnetron-sputtered a 40 µm LSCF cathode is screen printed top of aismagnetron-sputtered thin GDC diffusion 500 nm thin diffusion barrier. in Each stepbelow. will be discussed in detail below. barrier. EachGDC step will be discussed detail Figure 9. Schematic composition of Figure 9. Schematic representation representation of of the the Plansee Plansee SE SE MSC. MSC. Ratios Ratios given given for for the the composition of the the anode in (2) are in weight percent. anode in (2) are in weight percent. 3.1.1. Substrate 3.1.1. Substrate The substrate (ITM) consists of an oxide dispersion-strengthened (OSD) ferritic steel containing The substrate (ITM) consists of an oxide dispersion-strengthened (OSD) ferritic steel containing 26% chromium, which is alloyed with small amounts of titanium, molybdenum, and Y2O3 additions. 26% chromium, which is alloyed with small amounts of titanium, molybdenum, and Y2 O3 additions. The material was prepared by a powder-metallurgical process and exhibits porosities of about 40%, The material was prepared by a powder-metallurgical process and exhibits porosities of about 40%, good corrosion resistance and a thermal expansion coefficient that matches SOFC materials well and good corrosion resistance and a thermal expansion coefficient that matches SOFC materials well was found to be independent of the porosity [36–38]. ITM was formed into sheets of 0.8 mm in and was found to be independent of the porosity [36–38]. ITM was formed into sheets of 0.8 mm thickness and different areas from 25 cm2 2to 100 cm2,2 which can be welded to the interconnector in thickness and different areas from 25 cm to 100 cm , which can be welded to the interconnector frame. Figure 10 shows a cross-section and a fracture image, in which the oxide crystals along the frame. Figure 10 shows a cross-section and a fracture image, in which the oxide crystals along the grain boundaries are visible. grain boundaries are visible. The material was prepared by a powder-metallurgical process and exhibits porosities of about 40%, good corrosion resistance and a thermal expansion coefficient that matches SOFC materials well and was found to be independent of the porosity [36–38]. ITM was formed into sheets of 0.8 mm in thickness and different areas from 25 cm2 to 100 cm2, which can be welded to the interconnector frame. Figure 10 shows a cross-section and a fracture image, in which the oxide crystals along Materials 2016, 9, 762 8 ofthe 13 grain boundaries are visible. (a) (b) Figure 10. 10. Cross Cross section section of of the the Cr26-Fe Cr26-Fe substrate substrate material material ITM ITM (a) (a) and and fracture fracture image image (b). (b). The The bright bright Figure crystals along the grain boundaries were identified as yttria and titania. crystals along the grain boundaries were identified as yttria and titania. Materials 2016, 9, 762 8 of 12 The interdiffusion of cations from the metal substrate into the anode, and vice versa, can be a significant issue in the manufacturing and operation of MSCs and may lead to severe performance performance degradation [39]. Fe Fe and and Cr, once transported into the anode, form alloys with the Ni-catalyst Ni-catalyst and, thus, reduce cell performance. A number of possible protective coatings for different steel supports displaying sufficient stability, a matching thermal expansion coefficient (TEC), and electrical sufficientchemical chemical stability, a matching thermal expansion coefficient (TEC), and conductivity have been explored in the literature and shown be effective [39–41].[39–41]. In this In study electrical conductivity have been explored in the literature and to shown to be effective this we decided to produce a thin (0.5–1.0 µm) GDC magnetron sputtering on top of study we decided to produce a thin (0.5–1.0 µm)layer GDCbylayer by magnetron sputtering onthe topporous of the substrate, which iswhich shown Figure porous substrate, is in shown in11. Figure 11. Figure 11. 11. SEM Figure SEM image image of of aa cross-section cross-section of of an an MSC MSC with with aa magnetron magnetron sputtered sputtered GDC GDC diffusion diffusion barrier barrier layer covering the metal substrate. layer covering the metal substrate. 3.1.2. Fuel-Side 3.1.2. Fuel-Side Electrode Electrode In order order to to achieve achieve aa graded gradedtransfer transferfrom fromthe thelarge largeparticle particleand andpore poresizes sizesofofthe theITM ITMsubstrate, substrate, In a a 3-step screen-printing process was developed. In contrast to the manufacturing of full 3-step screen-printing process was developed. In contrast to the manufacturing of full ceramicceramic SOFCs, SOFCs,relies which on atmospheric of NiO, screenpastes printing for theMSC Plansee MSC which onrelies atmospheric sinteringsintering of NiO, the screenthe printing forpastes the Plansee are based aremetallic based on To avoid high-temperature corrosion of the metal substrate, on Ni metallic particles.Ni To particles. avoid high-temperature corrosion of the metal substrate, sintering has to sintering has to be conducted in reducing atmosphere and anode porosities have to be defined by the be conducted in reducing atmosphere and anode porosities have to be defined by the organic content organic content of the paste. Sintering is conducted at 1180 atmosphere. °C in hydrogen atmosphere. ◦ C in hydrogen of the paste. Sintering is conducted at 1180 By gradually of of NiNi in the screen-printing pastes and adjusting the solid By graduallyreducing reducingthe theparticle particlesize size in the screen-printing pastes and adjusting the load, composition and paste rheology a very smooth and homogeneous surface was achieved, which solid load, composition and paste rheology a very smooth and homogeneous surface was achieved, is necessary for the for successful application of a thinof8YSZ electrolyte by gas-flow sputtering. A crosswhich is necessary the successful application a thin 8YSZ electrolyte by gas-flow sputtering. section image of a sintered 3-layer anode is presented in Figure 12. A cross-section image of a sintered 3-layer anode is presented in Figure 12. sintering has to be conducted in reducing atmosphere and anode porosities have to be defined by the organic content of the paste. Sintering is conducted at 1180 °C in hydrogen atmosphere. By gradually reducing the particle size of Ni in the screen-printing pastes and adjusting the solid load, composition and paste rheology a very smooth and homogeneous surface was achieved, which is necessary Materials 2016, 9,for 762the successful application of a thin 8YSZ electrolyte by gas-flow sputtering. A cross9 of 13 section image of a sintered 3-layer anode is presented in Figure 12. Figure 12. SEM-image of a cross section through the graded anode of an MSC before application of the cathode. 3.1.3. Electrolyte 3.1.3. Electrolyte Membrane Membrane Dense and andthin thin(4(4µm) µm) 8YSZ electrolytes have prepared onoftop the graded Ni/8YSZ Dense 8YSZ electrolytes have beenbeen prepared on top the of graded Ni/8YSZ anode 9 of 12 2 2 anode by means of a gas-flow for active areas of 84 upcm to 84 cm . method This method allows by means of a gas-flow sputtersputter processprocess for active areas of up to . This allows high Materials 2016, 9, 762 deposition rates rates and aand wide rangerange of possible compounds and isand generally considered to be atomore high deposition a wide of possible compounds is generally considered be a economic physical vaporvapor deposition (PVD)(PVD) method [42]. [42]. more economic physical deposition method After GFS processing, the 8YSZ membrane shows a low defect density and leakage rates of less 3−1 −1 ·−2 −2 (∆p: 100 hPa) in air at room temperature have been obtained, which 3·s 10−4−4hPa·dm hPa·dm ·s·cm cm(Δp: than 3 × × 10 100 hPa) in air at room temperature have been obtained, which is is sufficient the electricaloperation operationofofthe thecell cell[27]. [27].The The8YSZ 8YSZlayer layeradheres adhereswell wellto tothe the anode anode surface surface sufficient forfor the electrical and is able to withstand small height height variations variations of of the the support support even even after after operation operation (see (see Figure Figure 13). 13). Additionally, that thethe thin membrane is flexible withwith respect to mechanical stressesstresses which Additionally,ititwas wasfound found that thin membrane is flexible respect to mechanical may arise from the oxidation of the anode or variations in thermal expansion coefficients [43]. This is a which may arise from the oxidation of the anode or variations in thermal expansion coefficients [43]. phenomenon which is characteristic of thin membranes, in general, and was recently reported for full This is a phenomenon which is characteristic of thin membranes, in general, and was recently ceramic SOFCs DueSOFCs to the reactivity of the reactivity LSCF cathode with zirconia, densezirconia, 500 nm reported for full[44]. ceramic [44]. Due to of thematerial LSCF cathode materiala with GDC layer is deposited by magnetron sputtering on top of the electrolyte in a second step to avoid the a dense 500 nm GDC layer is deposited by magnetron sputtering on top of the electrolyte in a second formation of strontium zirconates, whichzirconates, are detrimental celldetrimental performance step to avoid the formation of strontium whichtoare to [45]. cell performance [45]. Figure 13. SEM SEMimage image a cross-section through anhighlighting MSC highlighting the GFS8YSZ applied 8YSZ Figure 13. of aofcross-section through an MSC the GFS applied electrolyte electrolyte and the GDC diffusion barrier after operation. The cell was activated in situ for 100 h a and the GDC diffusion barrier after operation. The cell was activated in situ for 100 h in a dual in gas ◦ ◦ dual gas atmosphere 850operated °C and operated 100 hC.at 750 °C. atmosphere at 850 Cat and for 100 h for at 750 3.1.4. 3.1.4. Air-Side Air-Side Electrode Electrode Cathodes in thickness thickness were were applied applied by by screen screen printing printing on on top top of of the the electrolyte/diffusion electrolyte/diffusion Cathodes 40 40 µm µm in barrier layer. Srand Fe-doped lanthanum cobaltites, in general, and A-site-deficient LSCF, in barrier layer. Sr- and Fe-doped lanthanum cobaltites, in general, and A-site-deficient LSCF, in particular, particular, have been used for SOFCs of all kinds and lead to excellent cell performance [46,47]. However, due to the presence of the metal substrate, a conventional sintering route at temperatures higher than 1000 °C in air is not possible for the MSC. Due to this, the cathode was kept in its green state during stack assembly and the first heat-up of the cell. An in situ activation step (850 °C, 10 to 100 h) in dual gas conditions was applied in order to ensure sufficient adherence to the electrolyte Materials 2016, 9, 762 10 of 13 have been used for SOFCs of all kinds and lead to excellent cell performance [46,47]. However, due to the presence of the metal substrate, a conventional sintering route at temperatures higher than 1000 ◦ C in air is not possible for the MSC. Due to this, the cathode was kept in its green state during stack assembly and the first heat-up of the cell. An in situ activation step (850 ◦ C, 10 to 100 h) in dual gas conditions was applied in order to ensure sufficient adherence to the electrolyte and, thus, good cell performance. The microstructure of the cathode after this activation step is shown in Figure 13 in Section 3.1.3. 3.1.5. Stack Assembly Two MSCs with an active area of 84 cm2 each were assembled into a lightweight cassette design that was developed for a mobile APU. The setup has been published earlier [26] and will only be discussed briefly. The interconnector frame was made up of dense ITM and accommodates the gas distribution manifolds. High temperature sealing was accomplished by using a conventional glass-ceramic [48]. During the joining process, the two-layer short stack was heated to 850 ◦ C for 100 h in a dual gas atmosphere under a mechanical load of 0.5 kN. After that, the temperature was set to 750 ◦ C and stack operation commenced under constant current conditions (0.3 A/cm2 ). In addition to the lightweight setup, 10 × 10 cm2 MSCs were incorporated into a stack that was developed for stationary applications. Details can be found in a previous publication [29]. The joining process was identical to the lightweight-stack. Electrical operation was conducted galvanostatically at a lower temperature (700 ◦ C) and under higher current density (0.5 A/cm2 ), compared to the lightweight setup, in order to expose the MSCs to conditions that were more relevant to the system’s point of operation. For both stacks, humidified hydrogen was supplied to the fuel-side electrode (cassette stack Uf = 20%, stationary-stack Uf = 40%). 3.1.6. Electron Microscopy The SEM (scanning electron microscopy) images of polished cross sections were taken using a Zeiss Ultra55 (Oberkochen, Germany) with INCA Energy 355 EDX (energy-dispersive X-ray) and INCA Crystal EBSD (electron backscatter diffraction) detectors. 4. Conclusions A metal-supported SOFC based on a porous steel substrate, a graded three-layer Ni/8YSZ anode, and a thin film 8YSZ membrane was operated in two different stack designs. The cells were characterized in terms of electrical performance and microstructural behavior. Single cell IV-characterization of such cells with an LSCF cathode activated in situ displays power densities of about 1 W/cm2 at 800 ◦ C and 1.5 A/cm2 . A two-layer lightweight MSC stack with an 84 cm2 active cell area was operated at 0.3 A/cm2 for more than 237 h at 750 ◦ C. IV characterization of the cells activated in situ showed a reduction of the power densities obtained due to contacting and gas-transport losses, which is in line with other studies. A further two layer MSC stack in a stationary design was set up and operated at 0.5 A/cm2 for 43 h. For both stacks, one cell each showed increased degradation rates, while the other one remained relatively stable. The increased degradation rate is at least in part the result of setup related issues, which was confirmed by post-test microstructural analysis of the cells. Even though cell degradation for this MSC concept was higher compared to traditional full ceramic SOFCs, the first results from stack operation show performance data that are sufficient for the operation of a mobile APU, while a future redesign of current diffusion barrier layers will contribute greatly to extending cell lifetime. Acknowledgments: The authors would like to thank the German Federal Ministry for Economic Affairs and Energy (BMWi) for financial support as part of the MetAPU and NextGen MSC projects (contract No. 0327779F and 0327867A); We would also like to thank Marco Brandner and Wolfgang Schafbauer, Innovation Services, Plansee SE, Reutte Austria, for providing the MSCs, as well as for financial and technical support; Parts of the Materials 2016, 9, 762 11 of 13 work were performed in cooperation with the Christian Doppler Laboratory for Interfaces in Electrochemical Energy Converters. Equal shares in the funding of Christian Doppler Laboratories are borne by public authorities and the companies directly involved in the laboratories. The most important source of funding from public authorities is the Austrian Bundesministerium für Wissenschaft, Forschung und Wirtschaft (BMWFW). This funding is gratefully acknowledged; Furthermore, the authors would like to thank Peter Batfalsky and Arnold Cramer, Zentralinstitut für Engineering, Elektronik und Analytik (ZEA-1), Forschungszentrum Jülich GmbH, Germany for assembly and post-test analysis of the MSC-stacks, as well as André Weber, Institut für Angewandte Materialien–Werkstoffe der Elektrotechnik (IAM–WET), Karlsruher Institut für Technologie (KIT), Karlsruhe, Germany for IV-characterization of MSC-single cells. Author Contributions: Daniel Roehrens supported the stack-tests, SEM analysis and wrote the paper, Ute Packbier, Qingping Fang and Ludger Blum carried out and supervised the electrical testing, Doris Sebold carried out the SEM analysis, Martin Bram prepared visualizations and Norbert Menzler supervised the study. Conflicts of Interest: The authors declare no conflict of interest. References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. Steele, B.C.H.; Heinzel, A. Materials for fuel-cell technologies. Nature 2001, 414, 345–352. [CrossRef] [PubMed] Singhal, S.C. Solid oxide fuel cells for stationary, mobile, and military applications. Solid State Ion. 2002, 152, 405–410. [CrossRef] Stambouli, A.B.; Traversa, E. Solid oxide fuel cells (SOFCS): A review of an environmentally clean and efficient source of energy. Renew. Sustain. Energy Rev. 2002, 6, 433–455. [CrossRef] Goodenough, J.B. Oxide-ion electrolytes. Annu. Rev. Mater. Res. 2003, 33, 91–128. [CrossRef] Brett, D.J.L.; Atkinson, A.; Brandon, N.P.; Skinner, S.J. Intermediate temperature solid oxide fuel cells. Chem. Soc. Rev. 2008, 37, 1568–1578. [CrossRef] [PubMed] Sun, C.; Hui, R.; Roller, J. Cathode materials for solid oxide fuel cells: A review. J. Solid State Electrochem. 2010, 14, 1125–1144. [CrossRef] Fergus, J.W. Metallic interconnects for solid oxide fuel cells. Mater. Sci. Eng. A 2005, 397, 271–283. [CrossRef] Quadakkers, W.J. Metallic materials in solid oxide fuel cells. Mater. Res. 2004, 7, 203–208. [CrossRef] Menzler, N.; Tietz, F.; Uhlenbruck, S.; Buchkremer, H.; Stöver, D. Materials and manufacturing technologies for solid oxide fuel cells. J. Mater. Sci. 2010, 45, 3109–3135. [CrossRef] Tietz, F.; Mai, A.; Stöver, D. From powder properties to fuel cell performance—A holistic approach for SOFC cathode development. Solid State Ion. 2008, 179, 1509–1515. [CrossRef] Singhal, S.C. Advances in solid oxide fuel cell technology. Solid State Ion. 2000, 135, 305–313. [CrossRef] Steele, B.C.H. Materials for IT-SOFC stacks: 35 years R&D: The inevitability of gradualness? Solid State Ion. 2000, 134, 3–20. Tucker, M.C. Progress in metal-supported solid oxide fuel cells: A review. J. Power Sources 2010, 195, 4570–4582. [CrossRef] Tucker, M.C.; Lau, G.Y.; Jacobson, C.P.; DeJonghe, L.C.; Visco, S.J. Stability and robustness of metal-supported SOFCs. J. Power Sources 2008, 175, 447–451. [CrossRef] Ansar, A.; Szabo, P.; Arnold, J.; Ilhan, Z.; Soysal, D.; Costa, R.; Zagst, A.; Gindrat, M.; Franco, T. Metal supported solid oxide fuel cells and stacks for auxilary power units—Progress, challenges and lessons learned. ECS Trans. 2011, 35, 147–155. Villarreal, I.; Jacobson, C.; Leming, A.; Matus, Y.; Visco, S.; De Jonghe, L. Metal-supported solid oxide fuel cells. Electrochem. Solid State Lett. 2003, 6, A178–A179. [CrossRef] Brandon, N.P.; Corcoran, D.; Cummins, D.; Duckett, A.; El-Khoury, K.; Haigh, D.; Leah, R.; Lewis, G.; Maynard, N.; McColm, T.; et al. Development of metal supported solid oxide fuel cells for operation at 500–600 ◦ C. J. Mater. Eng. Perform. 2004, 13, 253–256. [CrossRef] Tucker, M.C.; Lau, G.Y.; Jacobson, C.P.; DeJonghe, L.C.; Visco, S.J. Performance of metal-supported SOFCs with infiltrated electrodes. J. Power Sources 2007, 171, 477–482. [CrossRef] Blennow, P.; Hjelm, J.; Klemensø, T.; Persson, A.; Brodersen, K.; Srivastava, A.; Frandsen, H.; Lundberg, M.; Ramousse, S.; Mogensen, M. Development of planar metal supported SOFC with novel cermet anode. ECS Trans. 2009, 25, 701–710. Huang, Q.-A.; Wang, B.; Qu, W.; Hui, R. Impedance diagnosis of metal-supported SOFCs with SDC as electrolyte. J. Power Sources 2009, 191, 297–303. [CrossRef] Materials 2016, 9, 762 21. 22. 23. 24. 25. 26. 27. 28. 29. 30. 31. 32. 33. 34. 35. 36. 37. 38. 39. 40. 41. 42. 12 of 13 Rodriguez-Martinez, L.M.; Otaegi, L.; Alvarez, M.; Rivas, M.; Gomez, N.; Zabala, A.; Arizmendiarrieta, N.; Antepara, I.; Urriolabeitia, A.; Olave, M.; et al. Degradation studies on tubular metal supported SOFC. ECS Trans. 2009, 25, 745–752. Blennow, P.; Hjelm, J.; Klemensø, T.; Ramousse, S.; Kromp, A.; Leonide, A.; Weber, A. Manufacturing and characterization of metal-supported solid oxide fuel cells. J. Power Sources 2011, 196, 7117–7125. [CrossRef] Matus, Y.B.; De Jonghe, L.C.; Jacobson, C.P.; Visco, S.J. Metal-supported solid oxide fuel cell membranes for rapid thermal cycling. Solid State Ion. 2005, 176, 443–449. [CrossRef] Lang, M.; Szabo, P.; Ilhan, Z.; Cinque, S.; Franco, T.; Schiller, G. Development of solid oxide fuel cells and short stacks for mobile application. J. Fuel Cell Sci. Technol. 2007, 4, 384–391. [CrossRef] Franco, T.; Brandner, M.; Rüttinger, M.; Kunschert, G.; Venskutonis, A.; Sigl, L. Recent development aspects of metal supported thin-film SOFC. ECS Trans. 2009, 25, 681–688. Franco, T.; Haydn, M.; Weber, A.; Schafbauer, W.; Blum, L.; Packbier, U.; Roehrens, D.; Menzler, N.H.; Rechberger, J.; Venskutonis, A.; et al. The status of metal-supported SOFC development and industrialization at plansee. ECS Trans. 2013, 57, 471–480. [CrossRef] Haydn, M.; Ortner, K.; Franco, T.; Uhlenbruck, S.; Menzler, N.H.; Stöver, D.; Bräuer, G.; Venskutonis, A.; Sigl, L.S.; Buchkremer, H.-P.; et al. Multi-layer thin-film electrolytes for metal supported solid oxide fuel cells. J. Power Sources 2014, 256, 52–60. [CrossRef] Rüttinger, M.; Mücke, R.; Franco, T.; Büchler, O.; Menzler, N.H.; Venskutonis, A. Metal-supported cells with comparable performance to anode-supported cells in short-term stack environment. ECS Trans. 2011, 35, 259–268. Celik, I.B.; Pakalapati, S.R. From a Single cell to a stack modeling. In Modeling Solid Oxide Fuel Cells: Methods, Procedures and Techniques; Bove, R., Ubertini, S., Eds.; Springer Netherlands: Dordrecht, The Netherlands, 2008; pp. 123–182. Blum, L.; Buchkremer, H.P.; Gross, S.; Gubner, A.; de Haart, L.G.J.; Nabielek, H.; Quadakkers, W.J.; Reisgen, U.; Smith, M.J.; Steinberger-Wilckens, R.; et al. Solid oxide fuel cell development at forschungszentrum juelich. Fuel Cells 2007, 7, 204–210. [CrossRef] Rojek, V.; Roehrens, D.; Brandner, M.; Menzler, N.H.; Guillon, O.; Opitz, A.K.; Bram, M. Development of high performance anodes for metal-supported fuel cells. ECS Trans. 2015, 68, 1297–1307. [CrossRef] Kim, K.J.; Choi, G.M. Phase stability and oxygen non-stoichiometry of Gd-doped ceria during sintering in reducing atmosphere. J. Electroceramics 2015, 35, 1–7. [CrossRef] Jeong, J.; Baek, S.-W.; Bae, J. A diesel-driven, metal-based solid oxide fuel cell. J. Power Sources 2014, 250, 98–104. [CrossRef] Blennow, P.; Sudireddy, B.R.; Persson, Å.H.; Klemensø, T.; Nielsen, J.; Thydén, K. Infiltrated SrTiO3 : Fecr-based anodes for metal-supported SOFC. Fuel Cells 2013, 13, 494–505. [CrossRef] Choi, J.H.; Lee, T.; Choi, M.; Yoo, Y.-S.; Baek, S.-W.; Bae, J. Long-term performance of anode-supported SOFC integrated with metal interconnect by joining process. Int. J. Hydrogen Energy 2010, 35, 4285–4291. [CrossRef] Venskutonis, A.; Kunschert, G.; Mueller, E.; Hoehle, H.-M. P/M processing and coating technologies for fabrication of interconnect for stationary and mobile SOFC applications. ECS Trans. 2007, 7, 2109–2115. Vasechko, V.; Pećanac, G.; Kuhn, B.; Malzbender, J. Mechanical properties of porous ITM alloy. Int. J. Hydrogen Energy 2016, 41, 562–569. [CrossRef] Megel, S.; Girdauskaite, E.; Sauchuk, V.; Kusnezoff, M.; Michaelis, A. Area specific resistance of oxide scales grown on ferritic alloys for solid oxide fuel cell interconnects. J. Power Sources 2011, 196, 7136–7143. [CrossRef] Kim, K.J.; Kim, S.J.; Choi, G.M. Y0.08 Sr0.88 TiO3 –CeO2 composite as a diffusion barrier layer for stainless-steel supported solid oxide fuel cell. J. Power Sources 2016, 307, 385–390. [CrossRef] Brandner, M.; Bram, M.; Froitzheim, J.; Buchkremer, H.P.; Stöver, D. Electrically conductive diffusion barrier layers for metal-supported SOFC. Solid State Ion. 2008, 179, 1501–1504. [CrossRef] Yan, Y.; Bateni, R.; Harris, J.; Kesler, O. Fabrication of reactive element oxide coatings on porous ferritic stainless steel for use in metal-supported solid oxide fuel cells. Surf. Coat. Technol. 2015, 272, 415–427. [CrossRef] Jung, T.; Kälber, T.; Heide, V.v.d. Gas flow sputtering of oxide coatings: Practical aspects of the process. Surf. Coat. Technol. 1996, 86, 218–224. [CrossRef] Materials 2016, 9, 762 43. 44. 45. 46. 47. 48. 13 of 13 Roehrens, D.; Han, F.; Haydn, M.; Schafbauer, W.; Sebold, D.; Menzler, N.H.; Buchkremer, H.P. Advances beyond traditional SOFC cell designs. Int. J. Hydrogen Energy 2015, 40, 11538–11542. [CrossRef] Keuter, T.; Roehrens, D.; Menzler, N.H.; Vaßen, R. Redox-stable high-performance thin-film solid oxide fuel cell. ECS Trans. 2015, 68, 2001–2009. [CrossRef] Mai, A.; Haanappel, V.A.C.; Uhlenbruck, S.; Tietz, F.; Stöver, D. Ferrite-based perovskites as cathode materials for anode-supported solid oxide fuel cells: Part I. Variation of composition. Solid State Ion. 2005, 176, 1341–1350. [CrossRef] Mai, A.; Haanappel, V.A.C.; Tietz, F.; Stöver, D. Ferrite-based perovskites as cathode materials for anode-supported solid oxide fuel cells: Part II. Influence of the CGO interlayer. Solid State Ion. 2006, 177, 2103–2107. [CrossRef] Tai, L.W.; Nasrallah, M.M.; Anderson, H.U.; Sparlin, D.M.; Sehlin, S.R. Structure and electrical properties of La1−x Srx Co1−y FeyO3 . Part 1. The system La0.8 Sr0.2 Co1−y Fey O3 . Solid State Ion. 1995, 76, 259–271. [CrossRef] Gross, S.M.; Koppitz, T.; Remmel, J.; Reisgen, U. Glass-Ceramic Materials of the System BaO-CaO-SiO2 as Sealants for Sofc Applications. In Advances in Solid Oxide Fuel Cells: Ceramic Engineering and Science Proceedings; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2008; pp. 239–245. © 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).