ULTRAHIGH RESOLUTION ELECTRON BEAM LITHOGRAPHY
FOR MOLECULAR ELECTRONICS
A Dissertation
Submitted to the Graduate School
of the University of Notre Dame
in Partial Fulfillment of the Requirements
for the Degree of
Doctor of Philosophy
By
Wenchuang (Walter) Hu, B.S., M.S.E.E.
Gary H. Bernstein, Director
Graduate Program in Electrical Engineering
Notre Dame, Indiana
May 2004
© Copyright by
WENCHUANG (WALTER) HU
2004
All rights reserved
ULTRAHIGH RESOLUTION ELECTRON BEAM LITHOGRAPHY
FOR MOLECULAR ELECTRONICS
Abstract
By
Wenchuang (Walter) Hu
As the downscaling of conventional CMOS IC technology approaches its
fundamental limits of power dissipation and fabrication difficulties, alternative
computing approaches must be exploited. One of the promising candidates is molecular
electronics. Significant progress for molecular devices and related theoretical calculations
have been achieved during the last decade. Fabrication methods, however, are still a big
challenge. In this work, we study ultrahigh resolution electron beam lithography (system,
resist capability, and process) for the fabrication of molecular electronics, and molecular
quantum-dot cellular automata (QCA) in particular.
The major work contains three parts: the development of an EBL system based on
a cold cathode field emission scanning electron microscope (Hitachi S-4500 SEM); the
development of an ultrahigh-resolution lithography process with cold development of
PMMA; and the application to the fabrication of molecular QCA, which involves the
Wenchuang Hu
patterning of self-assembled monolayers (SAMs), the patterning of DNA rafts, and the
patterning of PMMA tracks for molecular liftoff of QCA molecules. The nanofabrication
for molecular QCA is a close collaboration with Dr. Marya Lieberman’s group (Dr.
Xuejun Wang and Dr. Koshala Sarveswaran) in the Department of Chemistry and
Biochemistry of the University of Notre Dame.
The ultrahigh resolution (5 nm) EBL in PMMA was achieved by the use of the
SEM converted cold cathode field emission system and a cold development process,
which proved to reduce the resist residue in the sub-10 nm lithographic patterns. Such
high resolution has been successfully transferred to metal and nanoparticle structures by
liftoff.
The fabrication of 5-nm-wide metal and Au-nanoparticle lines has been
demonstrated. Dense line patterns with sub-30 nm pitches in PMMA have been obtained.
In addition, we have developed a novel precision wafer cross-sectioning technique to
study EBL in resists. Besides PMMA, we have studied a chemical amplified resist called
“XP9947” (Shipley Co.) for its capability for the 90 nm lithography node. 50-nm singlepass lines and 70-nm half-pitch resolution are achieved on the XP9947 resist.
Application to molecular QCA involves the patterning of SAMs and DNA rafts.
EBL is performed to cleave the embedded disulfide bonds in the SAMs to define
nanometer scale patterns for chemical binding of molecules.
Sub-30 nm lines are
fabricated, and attachment of fluorescent molecules, N-(1-pyrene)maleimide is
demonstrated. Also, a well-controlled molecular liftoff process was developed to pattern
4-tile DNA rafts onto silicon substrates with low level defects and low surface roughness.
The goal is to use an appropriate combination of lithography and self assembly
technology to fabricate molecular systems.
To my family…
ii
CONTENTS
FIGURES……………………………………………………………………...…...…..vii
TABLES……………………………………………………………………….…….…xii
ACKNOWLEDGMENTS……………………………………………………………xiii
CHAPTER 1 INTRODUCTION……………………………………………...…………1
1.1
Molecular electronics and electron beam lithography ………..…………1
1.2
EBL for molecular quantum-dot cellular automata ……………..………3
CHAPTER 2 COLD CATHODE FIELD EMISSION EBL SYSTEM………………...10
2.1
Introduction to CCFE EBL system…………………………………...…11
2.2
CCFE EBL system overview………………………………...………….11
2.3
System modules………………………………..………………………..15
2.4
System optimization……………………………...……………………...21
2.4.1
Beam blanking problem……………………………..…………..21
2.4.2
X-Y dimension ratio calibration…………………………….…..25
2.4.3
Design-actual dimension ratio calibration………………..……..26
2.4.4
Noise elimination………………………………..………………26
iii
2.5
2.4.5
V5.2 update………………………………………..…………….30
2.4.6
Future improvements……………………………..……………..31
Pattern exposure………………………………………………....………31
2.5.1
Magnification and scan field………………..…………………..31
2.5.2
Beam energy and current……………………………………..…32
2.5.3
Spot size …………………………………………..…………….36
2.5.4
Objective lens aperture……………………………………..…...36
CHAPTER 3 NANOLITHOGRAPHY WITH COLD DEVELOPMENT OF PMMA
……………...................................39
3.1
3.2
3.3
Introduction to e-beam lithography……….…………………...………..39
3.1.1
E-beam resists………………………………………………..….40
3.1.2
Substrate………………………………………..……………….43
3.1.3
EBL theory and Monte Carlo simulation…………………..…...43
3.1.4
Developer …………………..…………………………………..52
3.1.5
Pattern transfer………………………..………………………...52
EBL process with cold development…………………………..……….54
3.2.1
Substrate and cleaning……………………….…………………55
3.2.2
PMMA preparation…………………………….…………..…...56
3.2.3
Cold development……………………………………………...56
3.2.4
Comparison of cold and ultrasonic development………………66
3.2.5
Liftoff of metal…………………………………………………69
3.2.6
Liftoff of Au nanoparticle ……………………………………..76
EBL process discussion………………………………………………..78
iv
3.4
3.3.1
Resolution …………………..…………………………….…...78
3.3.2
Metal liftoff…………………………..………………….……..81
3.3.3
Pattern quality………………..………………………….……..85
3.3.4
Aspect ratio and cross-sectional shape ……………….….…....88
3.3.5
PMMA resist……………………………………..…….………88
Applications…………..………………………………………………..91
CHAPTER 4 STUDY OF RESISTS…………………………………..……………….95
4.1
4.2
Introduction to EBL resists………………………………………….…96
4.1.1
Polymer resists for EBL………………….…………………….96
4.1.2
Chemically amplified resists for NGL…………………………98
Precise wafer breaking technique……………………………………...102
4.2.1
Process overview…………………………..…………………..103
4.2.2
Process details…………………..……………………………..107
4.3
Cross-section protection process………………………………………109
4.4
Aging effect study of PMMA ……………….……………..…………112
4.5
Study of chemically amplified resist (XP 9947)………………………113
4.6
Other applications……………………………………………..………117
CHAPTER 5 EBL OF SELF ASSEMBLE MONOLAYERS…………………….......118
5.1
Introduction of SAMs…………………………………..……………..118
5.2
SAMs synthesis process………………………………...……………..120
5.3
Chemical characterization of monolayer resist………………………..121
5.4
EBL process ………………………....………………………………..123
v
5.5
Molecular attachment………………..………………………………...126
5.6
Discussion and conclusions………………………...………………….129
CHAPTER 6 DNA PATTERNING FOR MOLECULAR QCA………………..…….132
6.1
Introduction………………...………………………………………….132
6.2
Synthesis of DNA raft….………………………………………..…….133
6.3
Molecular liftoff of DNA……………………….…..………..………..134
6.4
Conclusions……………..……………………………………………..141
CHAPTER 7 SUMMARY AND FUTURE WORK………………………..………...143
7.1
Summary………………………………………………………………143
7.2
Future work……………………………………………………………147
REFERENCES………………………………………………………………..………..150
Chapter 1……………………………………………………………………….150
Chapter 2……………………………………………………………………….153
Chapter 3……………………………………………………………………….154
Chapter 4……………………………………………………………………….160
Chapter 5……………………………………………………………………….164
Chapter 6……………………………………………………………………….166
Chapter 7……………………………………………………………………….167
vi
FIGURES
1.1
Schematic of four-dot QCA cells and QCA devices…………………………….4
1.2
Molecule as QCA cell……………………………………………………….…..6
1.3
Crossbar molecular electronics……………………………………………….…7
1.4
Nanowires fabricated by nonlithographic super-lattice nanowires pattern transfer
(SNAP) process…..……………………………………………………………...7
1.5
Schematic illustration of proposed fabrication process for M-QCA using EBL and
molecular liftoff…………………………………………………………………9
2.1
Schematic diagram of the FESEM EBL system…………………..……………13
2.2
Hitachi S-4500 CCFE EBL system…………………………….………………14
2.3
Schematic view of Hitachi S-4500 field emission SEM………………….……16
2.4
Architecture of the V5 software……...….……………………………………..18
2.5
Schematic of beam blanking circuit ……….…………………………………..19
2.6
One-bit QCA full adder patterns……………………….………………………22
2.7
Schematic diagram of the blanking circuit…………………….……………….23
2.8
AFM image of an one-bit QCA full adder pattern in PMMA……………….…24
2.9
EBL patterns of one-bit QCA full adders…………………………….………...24
2.10
Calibrated X-Y dimension ratio (X:Y~1:1)……………………….…...……….25
2.11
Combined noise on the EBL system……………………………………………26
vii
2.12
Ground diagram of Hitachi CCFE EBL system…………………………….…..27
2.13
Cartoon of isolation box made for roughing pumps……………….………..…..28
2.14
Beam current stabilization process……………………….…………………..…29
2.15
Lithography pattern of line grating after noise reduction…………….……..…..30
2.16
Calculations using Gaussian exposure model to determine pixel spacing
requirements, pixel spacing higher than the beam diameter will cause uniformity
problem and result in higher LER and more resist residue……………………...33
2.17
Electron scattering in electron resist exposure. The curves at the top of the figure
show the exposure distributions due to the incident and backscattered electrons
…………………………………………...34
3.1
Schematic illustration of positive and negative resists…………………………..41
3.2
Electron scattering during EBL on a resist-coated substrate (Si substrate with 80nm-thick PMMA resist), simulated by Monte Carlo simulation software………45
3.3
Exposure distributions of forward-scattered and backscattered electrons for a 1-µ
m-thick resist layer on a silicon substrate for 10 keV.…………………………..46
3.4
Trajectories of (a) forward-scattered electrons and (b) secondary electrons in 400nm-thick PMMA resist with the energy of 20 keV. (Adopted from Ref. [32])
…………………………………………...49
3.5
Distribution quantities for study of EBL resolution limits………………………51
3.6
Schematic of EBL liftoff process…………………………….…………………..53
3.7
Schematic of reactive ion etching after EBL……………….……………………54
3.8
PMMA trenches with 4~8 nm widths defined by EBL and developed at 6°C. 4nm-wide and 6-nm-wide lines are shown at top…………….…………………...59
3.9
Linewidth vs. developer temperature at different doses…….…………..……….60
3.10
SEM image of 8-nm-wide PMMA lines with 35-nm pitch….…..………………61
3.11
PMMA lines with 6~8-nm width and 30-nm pitch………...……………………61
3.12
AFM image of the PMMA patterns used to measure contrast……………..……63
viii
3.13
The PMMA contrast curves at development temperatures of 4°C, 22°C, and 42°C,
measured by AFM………………………………………………………………64
3.14
Intermolecular force as a function of linewidth……………………...…………66
3.15
Calculated average fragmented molecular weight (Mf) vs. dose (solid line curves)
…………………………………………..68
3.16
Schematic of EBL liftoff process using double-layer PMMA……………….…70
3.17
Metal structures with sidewalls after liftoff…………………………….……….71
3.18
Poor adhesion of thin metal lines to the substrate………………………………72
3.19
SEM images of PMMA structures (scale bar is 100 µm) fabricated by X-ray
lithography………………………………………..……………………………..73
3.20
Liftoff lines by EBL with cold development of 60-nm-thick PMMA………….74
3.21
Au60Pd40 lines (3 nm thick) with 5~10 nm width formed in 40-nm-deep PMMA
trenches fabricated by EBL using cold development and liftoff………………..75
3.22
Schematic diagram of Au-nanoparticle liftoff process………………………….77
3.23
Liftoff patterns of Au nanoparticles……………………………………...……..77
3.24
QCA adder patterns in PMMA resists developed at a) 23°C and b) 6°C…..…..81
3.25
Grains of Au (left) and Au60Pd40 (right) films with thickness of 10 nm……..…82
3.26
5-nm Monogranular Au lines (3-nm thick) by liftoff………………………..….84
3.27
Au60Pd40 films deposited by evaporation with and without ionization………….85
3.28
Comparison of 10-nm-wide intrinsic PMMA lines…………………...…………87
3.29
SEM image of cross-sections of sub-10-nm PMMA trenches……………..……89
3.30
Chemical formula of PMMA………………………………………………...…..89
3.31
SEM image of a one-bit full-adder pattern defined by EBL and covered with 1-nm
Cr using cold development for molecular QCA. The linewidth is 6-8 nm…..….92
3.32
AFM image of a lifted-off line of CT5 molecules with a calculated width of about
15 nm for M-QCA……………………………...………………………………..93
ix
3.33
AFM image of DNA tiles (pink) deposited on top of PMMA on silicon…….…94
4.1
Structure of calixarene derivative, hexaacetate p-methylcalix[6]arene………....98
4.2
Schematic illustration of CAR under radiation………………………………….99
4.3
Schematic illustration of precise wafer breaking technique………………...….105
4.4
SEM image of cross-section interface…………………………………...……..106
4.5
Optical lithography result of the pattern for cross-sectioning wafer………...…107
4.6
Cross sections of EBL in PMMA………………………………………………109
4.7
E-beam damage to PMMA trenches……………………………………………110
4.8
Optimized process to protect the original PMMA EBL profiles……………….111
4.9
SEM of PMMA trenches…………………………………………………...…..112
4.10
SEM images of PMMA profiles of EBL……………………………….………113
4.11
Definition of half pitch resolution for metal interconnects and poly-silicon gates
in industry……………………………………………………….……………...114
4.12
Single pass trenches with 50-nm width in 100-nm-thick XP9947 resist………116
4.13
Grating lines with pitch of 135~160 nm and 60~80 nm linewidth in 100-nm-thick
XP9947 resist…………………………………………………………………..117
5.1
Synthesis of phenyl(3-trimethoxysilylpropyl)disulfide monolayers…………..120
5.2
a) Side view of a SAM I molecule (space filling model), b) top view, and c)
cartoon of the SAM I…...……………………………………………………...121
5.3
XPS on (a) SAM I on thick SiO2 and (b) pure thick SiO2 in the S 2p region…122
5.4
SEM image of an alignment marker for lithography and AFM imaging………123
5.5
Trenches in SAMs by EBL at 30 keV………………………………………….124
5.6
EBL squares in SAMs by EBL at 30 keV……………….……………………..125
5.7
a) AFM image of circles with overdosed carbon-contamination dots (the white
spots) deposited by EBL on purpose. b) Lateral-friction-mode AFM image of the
x
same area. The dots (green) and the trenches (light blue) show opposite friction
force to the silicon tip………………………………………………………….126
5.8
AFM images of EBL patterns in SAM I a) before and b) after treating with N-(1pyrene)maleimide; the average cross profiles are shown on the right…………127
5.9
XPS on SAM I before and after DTT treatment. The substrate was 500 nm thick
SiO2, and the take-off angle is 30º……………………………………………...128
5.10
The C 1s and N 1s XPS on the SAM I before (blue curve) and after DTT
treatment and N-(1-pyrene)maleimide binding (red curve)……………………129
5.11
A possible mechanism for EBL on SAM I……….……………………………130
6.1
(a) A QCA representation of a systolic pattern matching circuits. (b) Circuit
mappied to DNA rafts. Green squares are QCA cells and blue frames are DNA
raft patterns……………………………………………………………………..133
6.2
Schematic structure of 4-tile DNA raft………..……………………………….134
6.3
Molecular liftoff of DNA rafts………………………..………………………..135
6.4
Comparison of silicon surface roughness……………..………………………..136
6.5
Comparison of substrate surface roughness after PMMA removal by a) acetone
and b) dichloromethane. Both AFM images have the same height scale as shown
………………………………………….137
6.6
AFM images of the DNA liftoff process……………………….………………138
6.7
Revised molecular liftoff process……………………..………………………..139
6.8
Chemical structure of a) 3-Aminopropyltriethoxysilane (APTES), b) an ideal
APTES monolayer, c) the APTES multiplayer…………..…………………….140
6.9
AFM images of liftoff lines of 4-tile DNA rafts using APTES………….…….140
6.10
A large-scale patterning shows improved defect control by using APTES instead
of polylysine as a binding layer for DNA rafts……………….………………..141
7.1
Overall configuration of collimated sputter deposition………………………..148
xi
TABLES
2.1
Relationship between accelerating voltage and resolution…………………….35
2.2
Relationship between condenser lens current and resolution………………….37
2.3
Relationship between objective lens aperture and resolution………………….38
3.1
Parameters of positive-tone resists……………………………………………..42
3.2
Quantities to study e-beam exposure to polymer resists……………………….51
3.3
Chemical properties of PMMA………………………………………...………90
4.1
Major commercial organic resists for EBL, X-RAY, DUV, and EUV………...96
4.2
Properties of XP9947 resists………………………………………………………….115
4.3
Processing details of XP9947 resists…………………………………………………115
xii
ACKNOWLEDGMENTS
I would like to express my deepest appreciation to my advisor, Prof. Gary H.
Bernstein for his tremendous help and support to my research and study. Without his
efforts, I cannot finish this. Not only does his vision, expertise, and broad knowledge
impact and guide me through my whole Ph.D., his working ethic, dedication and
persistence teach me a lot to be a mature and passionate researcher. I feel so honored to
have him as my supervisor and mentor at such an early point in my life.
Furthermore, I would like to express my most sincere gratitude to my
collaborators, Drs. Marya Lieberman, Xuejun Wang, and Koshala Sarveswaran in the
Dept. of Chemistry and Biochemistry.
I appreciate their deep dedication, share of
expertise, patience, and teamwork spirit.
The working experience with them is a
wonderful memory and a big achievement for me. I am also very much obliged to my
dissertation committee, Profs. Wolfgang Porod, Graig S. Lent, Gregory L. Snider, for
their constant encourage and assistance. Prof. Snider has spent precious time to help me
with equipments.
Some faculty, staff and graduate students helped to make this research
accomplished. In particular, I want to thank Dr. Frank Peiris, Tatyana Orlova, Michael
Thomas, Aleksey Komor, Mark Richmond, Clint Manning, Yaakov Sloman. Also, I
xiii
want to thank Trisha Metz especially for her great help on purchasing, managing Hitachi
SEM lab, and trip arrangement. In addition, I want to thank Pat Base, Fanny Wheeler
and Leona Strickland and graduate students Hongzhi Chen, Guanjun Zhang, Ming Jiang,
Bo Yang, Jie Wu, Min Hu, Mo Liu, Wei He, Peng Sun, Minjun Yan, Alexandra Imre,
Mike Crouse, Charles Arvin, Juan Jiang, Xuan Wang, Heng Yang, Jie Su, Qingling Hang,
Ravi Kummamuru,…The list goes on.
Last but not the least, I want to thank the Dept. of Electrical Engineering and the
graduate school for offering me such a great opportunity to study here. Also, I thank
DARPA for financial support of this work.
xiv
CHAPTER 1
INTRODUCTION
1.1
Molecular electronics and electron beam lithography
The systematic downscaling of conventional CMOS and corresponding increases
in integration density during last two decades is close to its limits: ultimate channel
lengths will be 10-25 nm [1], [2] fundamentally limited by thermal injection, channel
breakdown, doping, and difficulty of interconnection. To break through this “red brick
wall” to the molecular regime, alternative approaches must be exploited for the next
generation computing to be capable of high-volume manufacturing.
Molecular
electronics is one of the most promising approaches bypassing CMOS to construct
nanoscale circuits. Recently, significant progress has been achieved on nanodevices
based on switching molecules [3]-[8], carbon nanotubes [9], [10], Si nanowires [11]-[13],
quantum dots [14], [15], and quantum-dot cellular automata (QCA) [8], [16]-[23].
Devices are becoming mature, however fabrication issues are still in the nascent stage.
Photolithography, the standard chip-patterning technology, does not work at the scale of
single molecules.
Therefore, developing fabrication methods to pattern molecular
devices is critical to the realization of integrated nanosystems in the future.
One
promising patterning technique is electron beam lithography (EBL). Extended from EBL,
1
nanoimprint lithography (NIL) [24] and e-beam projection lithography (EPL) could be
future fabrication methods for high throughput.
EBL, a traditional prototyping and mask-making method in the semiconductor
industry, is one of the key fabrication technologies in the area of nanotechnology because
of its resolution at the molecular scale [25]-[30], and its supreme flexibility, compatibility
and availability.
During last two decades, EBL has been widely used to define
nanostructures for prototyping nanodevices, such as Coulomb blockade devices [17],
[31]-[32], molecular devices [19], [33]-[34], high-density magnetic storage [18], mold
making for NIL [35] among others. Although atomic force microscopy (AFM) and
scanning tunneling microscopy (STM) lithography can provide molecular, even atomic,
resolution that is higher than that of EBL in resists, they are limited by much lower
throughput, more difficult to use, and higher cost than EBL. Since no other tool offers
the same degree of flexibility as EBL, continued research into its limitations will have an
impact on the ability to investigate new devices and fabrication methods towards
molecular electronics. The purpose of this research is to investigate what advantages are
offered by using a cold cathode field emission (CCFE) electron column (in our case as
part of a scanning electron microscope (SEM)) in the pursuit of the extreme limits of
EBL as a potential patterning method for molecular electronics.
As fabrication throughput is concerned, EBL takes several hours to pattern a
single 1 cm2 chip.
For whole wafers, patterning time using EBL will be totally
unacceptable. Other methods, such as massively parallel scanning probes, may not be
able to satisfy both the resolution and the writing speed. Therefore, one future printing
method for molecular electronics would likely be a parallel lithography technique with
2
high resolution. NIL, which is capable of sub-10 nm resolution [35], and EPL would
serve as possible candidates. As mentioned previously, EBL is widely used for NIL
molds and prototyping of the lithography processes required of molecular electronics.
Some of the techniques described in this research can be transferred to NIL and EPL in
the future.
1.2
EBL for molecular quantum-dot cellular automata
Here at the Notre Dame Center for Nanoscience and Technology, QCA, a
revolutionary approach to transistor-less nanocomputing, has been described and
functionally demonstrated by Drs. Lent, Tougaw, Porod, Bernstein, and Snider in a series
of papers [36]-[40], [16]-[23]. QCA is a completely new architecture for nanocomputing.
For QCA, binary information is represented not by the states of current switches, but by
the charge configuration in a bistable QCA cell. The information propagation along
QCA cells is realized through Coulomb interactions between the neighboring cells
without requiring current flow. The advantages of QCA over conventional circuitry are
extremely small size, high density (highly scalable), low power, and potentially high
processing speed. Figure 1.1 illustrates the basic concept of QCA cell operation. Logic
operation using metal dots as QCA cells has been demonstrated at below liquid-helium
temperature [17], [37], [40].
3
Fig. 1.1: Schematic of four-dot QCA cells and QCA devices. (a) Four-dot
cell. Coulombic repulsion causes the two electrons (black circles) to occupy
opposite corners of the cell. (b) QCA binary wire. Cells arranged in a line
all take on the same value. (c) QCA majority gate. The three input cells A,
B, and C vote on the state of the device cell (shown with a darker box
outline). (Adopted from Ref. [23])
4
For room temperature operation, QCA evolves into molecular implementation,
called molecular QCA (M-QCA) [19], [23], which uses molecules as structured charge
containers for computing. M-QCA is one of the most promising approaches in molecular
electronics. In the paradigm of M-QCA, a QCA cell can be a single molecule. These
molecules are capacitively clocked and field-coupled to neighbors, so that no
interconnection in signal paths is necessary and circuits are extremely scalable to the
scale of molecules. This makes the M-QCA a more advanced method for molecular
electronics. An example of molecular QCA cell is shown in Fig. 1.2. The size of the
molecular QCA cell is about 1-2 nm, which is predicted to yield room temperature
operation.
A different architecture, called Crossbar [33], [34], uses two layers of crossover
nanowires to address individual molecular devices, as shown in Fig. 1.3. The idea is to
put switching molecules [4], [6] at the common points of crossbars to make a nanowiremolecule-nanowire sandwich. Both lithographic (using EBL and imprint lithography)
[34] and nonlithographic [41], [42] methods have been used to fabricate this crossbar
architecture. Recent progress of growth of nanowires demonstrated molecular-scalewidth nanowires with ultrahigh density [41], [42], as shown in Fig. 1.4. However, there
are still difficulties and uncertainty of the molecular switching after molecules are
sandwiched into the crossbar structure [43]. Also, since this approach is still based on a
device-interconnects model, with the scaling of molecular circuits to ultrahigh density in
the future, the tremendous heat from power dissipation might melt the chip [23]. The
QCA approach, though, is able to reduce power dissipation by many orders of magnitude
[38].
5
Fig. 1.2: Molecule as QCA cell. (a) Molecule 1: Big grey circles represent nuclei of
carbon atoms; small circles represent nuclei of hydrogen atoms. The molecule has three
allyl groups (circled). These groups function as dots. Each circle represents a dot. (b)
The calculated isopotential surfaces of the three states are shown on the left, and
schematic representations of the states shown on the right are three charge configurations
of molecule 1. The three states correspond to occupation of each of the three allyl groups
by the excess positive charge, or hole. In the schematic drawings, the hole is represented
by a green circle. The presence of the hole on an allyl group causes a bulge in the isopotential surface around that group. (Adopted from Ref. [23])
6
Fig. 1.3: Crossbar molecular electronics. (a) Optical micrograph of an array of 64junction molecular circuits fabricated by EBL and NIL for the wires and chemical
assembly for the molecules at the wire connections. (b) AFM image of one of the circuits,
which could be used either as a random access memory or as a combination of logic and
memory circuit. The molecules used are bistable [2]rotaxanes. (Adopted from Ref. [34])
Fig. 1.4: Nanowires fabricated by nonlithographic super-lattice nanowires pattern
transfer (SNAP) process. (A) Pt nanowires 8 nm in diameter at a pitch of sub-20 nm [42].
(B) Crossbar architecture fabricated from Pt nanowires with pitch ranging from 20-80 nm
[41]. The central crossbar has a junction density of ~5×1010 cm-2.
7
For the fabrication of QCA, we intend to use EBL as the patterning method for its
high resolution and flexibility to define complex QCA patterns in high density. We use
ultrahigh-resolution EBL to define resist trenches in molecular size for the deposition of
QCA molecules. These molecules (QCA cells) will be laid down and patterned through
molecular liftoff [21], and also be arranged by nanoscale self-assembly. Such molecular
patterns could be on the order of one to a few molecules in width (2-8 nm). Figure 1.5
schematically illustrates the proposed fabrication process for M-QCA. The fabrication of
M-QCA is a challenge due to requirements of ultrahigh-resolution and ultra-dense
lithography to define molecular circuits in only one layer. The major reason for the
development of the CCFE EBL system and the study of nanolithography is to this end: to
pave the way for the practical fabrication of M-QCA.
In this research, we will discuss the CCFE system, techniques for EBL patterning
on the sub-10 nm scale, and applications toward M-QCA patterning. Chapter II will
describe the system and exposure parameters. Chapter III will discuss nanolithography
processing with cold development of PMMA resist. Chapter IV will introduce a wafer
precision cross-sectioning technique and its application to the study of PMMA resist.
Chapter V will discuss the nanolithography on self-assembly monolayers (SAMs)
towards molecular patterning. Chapter VI will discuss the patterning of DNA tiles
towards M-QCA and some other EBL applications, such as the fabrication of molecular
photonic devices and fabrication of protein sensors.
8
9
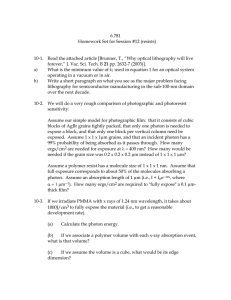
Fig. 1.5: Schematic illustration of proposed fabrication process for M-QCA using EBL and molecular liftoff [21].
(a) Logic diagram of a one-bit QCA full adder. (b) QCA cell layout of one-bit full adder according to the logic
diagram [44]. (c) 6~8-nm-wide PMMA trenches defined by EBL form QCA adder pattern for molecules to attach
[30]. (d) Cartoon of QCA adder pattern after attachment of molecules and liftoff of PMMA. The pattern consists of
only molecules as QCA cells, as shown in the top-right corner of (d), without interconnects.
CHAPTER 2
COLD CATHODE FIELD EMISSION EBL SYSTEM
Electron beam lithography (EBL) is an important patterning technology for the
semiconductor industry and nanotechnology research in particular due to its very high
resolution and versatile patterning capability. The EBL system is the key factor in
achieving high resolution. There are two variations of EBL systems: e-beam projection
lithography (EPL) and direct writing. Several versions of projection lithography [1]-[6]
are still on the experimental stage and are contenders to be used in industry for devices
well below 100 nm feature size. There are some serious problems for the projection
method such as difficulty of mask making, stitching sub-patterns to a single pattern,
aberrations, etc. [7]. The direct writing method is relatively mature and is the most
common EBL technique, providing ultrahigh resolution, extremely fine patterns and
versatility for pattern formation. However, direct writing is too slow to satisfy highvolume manufacturing in industry. Since the late 1960s, direct-write EBL has been
widely used in masking making, prototyping nanodevice and nanosystem, small volume
special products, and nanotechnology research.
It will still be a very important
supporting technique for industry. More importantly, we intend to use EBL for the
fabrication of molecular quantum-dot cellular automata (QCA) [8]. For these reasons, we
10
have been working on the development of a cold cathode field emission (CCFE) EBL
system based on a Hitachi S-4500 scanning electron microscope (SEM) with a custom
pattern generator.
In this chapter, we focus on describing its construction and
improvement, advantages it provides, and choosing parameters to achieve maximum
resolution.
2.1
Introduction to CCFE EBL system
In the Department of Electric Engineering at the University of Notre Dame, an
EBL system based on an Amray model 1400 SEM has already been built. During the
early 1990's, a pattern generator called “V5” was developed by a former graduate student,
Greg Bazan [9].
Later, a Nabity pattern generator system (NPGS) was added for
flexibility of pattern formation and its convenient user design interface. However, the V5
patterning software and associated hardware still provides higher resolution and lower
noise than the NPGS. The Amray 1400 SEM, however, does not have the smallest
possible beam spot size, which limits the resolution (about 15 nm in PMMA) of this
system. Also, we have a Hitachi S-4500 CCFE SEM for imaging. It has a very small (12 nm diameter) but bright beam. Based on this situation, we decided to transfer and
convert the V5 pattern generator to the Hitachi CCFE SEM to perform EBL at ultrahigh
resolution. In addition, the new system is user friendly and easy to operate.
2.2
System overview
The basic mechanism of an EBL system based on an SEM is to use a computer-
based pattern generator to scan the electron beam to define patterns in resist-coated
samples. Figure 2.1 illustrates the structure of the Hitachi S-4500 SEM based EBL
11
system. The original pattern generator, V5, used an IBM model 30/286 PC to provide a
user interface for pattern design. Users set exposure parameters such as beam current,
magnification, exposure dose, pattern position and dimension, and exposure time. The
V5 software communicates through a Hewlett-Packard interface bus (HPIB) card to an
arbitrary waveform generator, which contains three 16-bit digital-to-analog signal
converters (DACs).
The X- and Y-axis scan signals generated by the waveform
generator are input to the SEM, and control the beam for lithography. These scan signals
are synchronized to draw the desired patterns by feeding back the synchronization signals
(one synchronization signal for each scan signal) from the waveform generator to the V5
computer through a digital I/O card (CIODIO24 card).
Another issue is beam blanking. After an exposure pattern is completed, the
waveform generator sends out a synchronized signal to a beam blanking (BBK) circuit.
Then the logic circuit generates a switching signal to control a blanker servo circuit, and
the latter generates 250 volts to physically blank the beam away from the scan field.
The system employs several accessories: an electrometer to measure the beam
current, a backscattered-electron (BE) detector for imaging through thick resist, the
digital image capturing system called SEMICAPS, and a switch box to toggle SEM or
EBL mode.
12
13
Fig. 2.1: Schematic diagram of the CCFE EBL system.
An additional feature is a user-management program developed to manage the
large number of users of the SEM. Users need to login to turn on the SEM power and
can lock the system if serious problems occur.
The revised V5 patterning system is referred to “V5.2” here. Figure 2.2 shows a
picture of the system in B13 of Fitzpatrick hall. Since the SEM is equipped with a cold
cathode field emission electron emitter, which can generate a focused electron beam with
a very small diameter (about 1~2 nm), this system promises ultrahigh (around 5 nm)
resolution, which is the key feature and main motivation to develop this system. Also,
the pixel spacing is smaller than 1.8 nm if the magnification of the SEM is set to 1000 or
higher.
Using this EBL system, we have reproducibly demonstrated sub-10 nm
resolution in PMMA resist. This will be discussed in-depth in chapter III. In addition,
this system provides faster lithography speed than the Amray system and excellent
imaging quality and ease of operation.
Fig. 2.2: Hitachi S-4500 CCFE EBL system.
14
One serious problem of this new system was the slow speed of the beam blanking
mechanism. The problem was solved by the installation of a fast beam blanker recently.
One ongoing drawback is the absence of precise alignment capability. Furthermore, the
CCFE electron source generates unstable beam current due to the interference of the
electron extraction by adsorbed molecules on the emitter in the vacuum. This unstable
beam current can cause pattern size variation. The elimination of noise is discussed later
in this chapter. One more drawback is the small chamber size forbidding the use of 4inch wafers. Due to these limitations, this system cannot be used to fabricate standard
CMOS logic circuits. However, it can be used to prototype nanodevices and perform
research for molecular electronics, which makes it a key facility of the Notre Dame
Center for Nanoscience and Technology.
2.3
System modules
2.3.1
Hitachi S-4500 field emission SEM
Figure 2.3 shows the column cross section of the Hitachi S-4500 CCFE SEM.
Electrons extracted from the cathode are accelerated by a 30 kV voltage to the sample in
a vacuum of 10-6 Pa. High-resolution exposure can be achieved by carefully adjusting
the column conditions, such as the condenser lens (spot size equivalent), the objective
aperture, and working distance. The major advantage of cold cathode field emitters over
thermal-extraction sources is that the decreased thermal energy spread results in very low
chromatic aberrations [10], so the beam diameter can be extremely small and bright (less
than 0.5 nm, ours is 1-2 nm at 30 kV compared to 5 nm in the Amray). Such advantage
results in an attendant improvement of resolution, and makes the CCFE an excellent
source for the ultra-resolution EBL system.
15
Fig. 2.3: Schematic view of Hitachi S-4500 field emission SEM.
16
2.3.2
V5 pattern generator
Gregory Bazan, a former graduate student in Dr. Bernstein’s group, wrote the
original version of the V5 software. Although the Microsoft DOS user interface is not
convenient, and the IBM PS2 286 computer is very old, this V5 pattern generating system
fulfills nearly all the requirements for EBL and actually provides less noise than the
NPGS. Its implementation is the key part of our EBL system. The original V5 pattern
generating system is composed of the V5 software, an HPIB card, a CIODIO24 card, a
waveform generator, a blanker circuit, and an IBM PS/2 286 computer. The V5 software
has been the control center for all the hardware. Figure 2.4 shows the overview of the V5
software architecture.
V5 software:
The V5 software contains 3 parts. The first part is the pattern design interface, the
second is the waveform generator control, and the third is for synchronization and beam
blanking.
The pattern-design interface provides three functions. It provides pattern design
tools (line, circle, square, triangle, grating, and dot array), exposure parameter settings
(magnification, beam current, and exposure dose), and generation of EBL files. Once the
magnification, beam current, and exposure dose are all set, scan field, pixel spacing and
exposure time are determined automatically.
The waveform generator control unit converts the .EBL files to exposure
information that the waveform generator understands. This information is then loaded
one pattern at a time into the generator to output the scan and synchronization signals. So
this part basically does the exposure.
17
Fig. 2.4: Architecture of the V5 software.
(Derived from the V5 source code programmed by G. Bazan)
The synchronization and beam-blanking unit receives synchronization signals
from the waveform generator and sends enable signals through the digital I/O card to the
BBK circuit. It synchronizes scan and blanking signals to drawing different patterns.
This part is basically the timing control center.
Waveform generator--Pragmatic 2201A:
The Pragmatic 2201A waveform generator provides three DACs with high
resolution, low noise, and flexibility of control and synchronization. We use these DAC
channels to control the electron beam for lithography. Each channel is defined by a 1618
bit word, so the SEM scan field can be divided into a 65536 × 65536 pixel arrays. The
reason for V5’s better signal-to-noise ratio over the NPGS is because of this waveform
generator. The NPGS uses a DAC card in the computer to generate scan signals, which
has higher noise.
The specifications of the Pragmatic 2201A high-definition arbitrary waveform
generator are: three DAC channels with 65536 points/channel, 50 Ω channel resistance,
and 65536 points vertical resolution; sampling rate of 0.1 Hz to 2MHz; low noise,
typically below 86 dB in a 80 KHz measurement bandwidth.
This instrument is
controlled in remote mode by programs sent from the V5 computer through an HPIB card.
The communication protocol is IEEE 488.2.
Beam blanking circuit:
The BBK circuit passes the synchronization signals to the V5 computer and
receives an enable signal from it to send out the blanking signal to SEM for beam
blanking. The determination of the beam-blanking signal is illustrated in Fig. 2.5, as built
by Bazan. The communication interface to the V5 computer is the digital I/O card.
Fig. 2.5: Schematic of beam blanking circuit. (Adopted from Ref. [9])
19
2.3.3
Beam blanker
An add-on beam blanker is installed in the Hitachi SEM. The blanking frequency
can be as high as 500 MHz at a voltage from 100 to 500 volts. We have re-machined the
blanker supplied by Scanservice Inc. to fit our small chamber. The external blanking
signal comes from the V5 patterning system. For more details about the blanker and its
installation, see appendix A.
2.3.4
SEMICAPS image capture system
The SEMICAPS is basically an image capture tool for the Hitachi SEM. It can
work in passive or active mode. In passive mode, SEMICAPS retrieves the original
image appearing on the CRT from the SEM memory. In active mode, SEMICAPS
generates its own scan signals to control the beam and retrieve the image directly from
SEM to appear on the computer screen. The major difference between these two modes
is the resolution and damage to the samples. Images captured in passive mode have a
resolution of only 800 × 600, which is the CRT resolution, while active mode can provide
as high as 4,000 × 4,000. However, for good image quality, active mode must scan
multiple times over the sample, which causes severe damage to soft samples. Therefore,
users should determine which mode to use based on their own sample conditions and
requirements.
2.3.5
User management program
This program manages users to prevent unauthorized use of the machine and
possibly serious errors. It is implemented using Visual C++ 5.0 on the Windows 95
platform. It uses a serial port of the SEM computer to send an enable signal to turn on
20
the SEM display power. Users need to login in order to turn on the SEM. An operational
start and end time stamp is saved into the log file automatically. Users can lock the SEM
and report errors when serious problems occur. For details, go to Appendix B.
2.4
System optimization
The V5 software was designed for the Amray SEM, so the X and Y dimensions
were not correct when first applied to the Hitachi SEM. Circles became ellipses after
lithography. Also, actual pattern dimensions did not agree with the designs. Therefore
the “Amray system” needed to be calibrated for the Hitachi SEM. Third, since the CCFE
SEM at first had no fast beam blanking mechanism, the V5 was modified to switch away
the e-beam during the idle time between two exposures. However, this method still could
not remove the overdosed exposure dots. So later, a fast switching circuit was developed
to do the same thing. Using the revised V5 and the switch circuit helped alleviate the
beam-blanking problem. However, this scheme did not allow time for the scan coils to
settle before writing, so some distortion of the lines at the start of the pattern was
observed in very fine patterns. Finally, a beam blanker was customized for our small
chamber and the blanking problem was solved eventually. When the system was firstly
hooked up, there was hybrid noise, which prevented ultrahigh resolution and good pattern
quality. The solutions to these problems are described in the following sections.
2.4.1
Beam blanking problem
Since the SEM did not have a physical blanker, the idle time during exposures
caused extra exposure dots at the endpoints of every pattern. For example, to pattern a
prototype QCA full adder as shown in Fig. 2.6a, EBL with the original V5 resulted in the
21
Fig. 2.6: One-bit QCA full adder patterns. Cell layout; (b) pattern by original V5;
and (c) by V5.2.
pattern of Fig. 2.6b. In order to solve this problem, several methods were performed and
described here.
2.4.1.1 Software revision
Since at first we were notified that installation of a physical blanker was not
applicable for the small chamber of our Hitachi S-4500 type I SEM, we had to develop
other methods. This problem could not be resolved by eliminating idle time of the beam
because the V5 was not a real-time pattern generator, which meant when the first pattern
was complete, the beam had to stop at the end point of the pattern and waited for the next
pattern information to be loaded into the waveform generator. However, these dwell
points could be replaced with points far from the patterning area, for example the points
at the edges of the scan field. In this way, immediately after every exposure, the beam
was moved to the scan field corner in 0.5 µs. We revised the V5 software to sweep the
beam. The codes for scan-signal generation were changed (referred to V5.2). Figure
22
2.6c shows an image of the adder pattern using the V5.2. EBL pattern was improved and
the beam was successfully swept away from the EBL areas. However, there were still
some extra dots in the area.
2.4.1.2 Blanking circuit
The extra dots left over by the V5.2 turned out to unavoidable with difficulties of
program revision. Instead, a simple blanking circuit was built to sweep away the beam,
as shown in Fig. 2.7. The EBL pattern fabricated using this circuit is shown in Fig. 2.8.
The extra dots were gone and the pattern was improved significantly.
However,
sometime the EBL lines had short curved endings, which may be due to the slow slew
rate of analog amplifiers or the slow speed of scan coils.
2.4.1.3 Beam blanker
The physical beam blanker, which is customized by Scanservice Inc. for our small
column chamber, works at 500 MHz and blanks the beam completely away from the
whole sample during the idle time of pattern exposure. An EBL pattern using the blanker
is shown in Fig. 2.9 and compared with Fig. 2.8. The oversized dots in Fig. 2.9 are due to
Fig. 2.7: Schematic diagram of the blanking circuit.
23
Fig. 2.8: AFM image of an one-bit QCA full adder pattern in PMMA.
the overlay doses at the intersections of horizontal and vertical lines. In addition, the
beam blanker avoided the exposure dots at the corner of scan field, compared to V5.2 and
blanking circuit solutions. Refer to Appendix A for more details about beam blanker.
a
b
Fig. 2.9: EBL patterns of one-bit QCA full adders. (a) AFM image of the pattern using
the blanking circuit; (b) SEM image of the pattern using the physical blanker.
24
2.4.2
X-Y dimension ratio calibration
The ratio of X-Y dimensions was 4:3 to fit the CRT screen when the system was
hooked up. It can be adjusted back to 1:1 by adjusting the X or Y channel amplitude on
the waveform generator, without any revision of the V5 software. The adjusting process
takes some attention. Adjusting the channel amplitudes before starting the V5 or V5.2
does not work since starting V5 resets all the channel amplitudes. Also, when the
software is started, the waveform generator does not take any adjusting since it is
completely controlled by the software in remote mode. The right procedure is: start V5,
toggle on the waveform generator, and change the X-channel amplitude from 10 volts to
8 volts, leaving Y-channel amplitude to be 10 volts to make these two directions equal
length. Figure 2.10 shows that the ratio is calibrated to be close to 1.
Fig. 2.10: Calibrated X-Y dimension ratio (X:Y~1:1).
25
2.4.3
Pattern dimension calibration
Experiments were performed to determine the precise dimensional difference
between design value and actual pattern size. A ratio factor was calibrated precisely
based on reproducible experiments. When designing patterns, users should multiply the
real dimensions by this factor to get correct dimensions for the V5 design, i. e.
EBL pattern dimension =
2.4.4
V5 design value
,
1.463
(2.1)
Noise elimination
Noise can significantly affect resolution and pattern quality. Figure 2.11 shows
the noise in patterns experienced early in the development of the system. The noise is a
combination of ground-loop magnetic coupling, vibration noise, acoustic noise, beam
instability, and interference from the fluorescence lights.
Figure 2.11a shows the
problem of linewidth uniformity and Fig. 2.11b shows the noise at 120 Hz.
(a)
(b)
Fig. 2.11: Combined noise on the EBL system. (a) AFM image of line distortion shows
significant linewidth variation and low frequency interference. (b) SEM image of
curving lines shows noise at a certain frequency (120 Hz: line dose 1.5 nC/cm with 6 pA
beam current, 1.92s for 50 µm line).
26
2.4.4.1 Grounding
The general rule for grounding the EBL system is that every subsystem needs to
be grounded directly and only to the SEM ground, so that there are no ground loops.
Some ground loops are due to BNC connections, which connect grounds of the two
terminals. Also, power cords may ground the device to the building ground, which is
very noisy. The original and revised system grounding is illustrated in Fig. 2.12.
V5 Computer
Login
Program
GPIB
Semicaps
Waveform
Generator
SEM computer
Scan Box
Login Circuit
Electrometer
Digital I/O
BBK Circuit
Blanker
Servo
Building
G
SEM Ground (G)
a
V5 Computer
Login
Program
Waveform
Generator
SEM computer
Login Circuit
Electrometer
GPIB
Semicaps
Scan Box
SEM Ground (G)
Digital I/O
BBK Circuit
Blanker
Servo
Building
G
b
Fig. 2.12: Ground diagram of Hitachi CCFE EBL system. (a) Original grounding map
has several ground loops to pick up noise. (b) Improved grounding map.
27
2.4.4.2 Acoustic and vibration noise
Acoustic and vibration noise is a severe interference to the scanning of the beam.
This kind of noise includes human voices, voice and vibration from roughing pumps, the
water chiller, and SEM power supplies. Users need to keep silent during EBL, shut off
the fluorescence lights, and isolate vibration from the water chiller and roughing pumps.
Firstly, we found that the chiller motor was defective and caused heavy vibration, which
was transferred to the SEM column through the cooling water lines. We tightened the
lines at the SEM end and replaced the defective motor. We designed a soundproof box
and had it built to isolate mechanical pumps. Figure 2.13 illustrates the isolation box. By
doing these improvements, we have reduced the acoustic and vibration noise of the
system to a very low level.
Fig. 2.13: Cartoon of isolation box made for roughing pumps. Inside walls are covered
with soundproof materials. A power-adjustable fan with low noise is installed for heat
dissipation. Note that the cap for the box with soundproof wall is not shown in the figure.
28
2.4.4.3 Beam current instability
Beam instability, which is a common problem for CCFE, falls into two different
categories.
First is slow current drift, which is caused by the adsorbed molecules
interfering to electron extraction from the cold emitter in the vacuum. This instability
can be eliminated, in principle, by current feedback [11].
Dial et al. [12] have
demonstrated compensation of the current variation by monitoring the current and
dynamically adjusting exposure dose during lithography. The second beam variation is
the current jumps. This can also be minimized by current feedback compensation.
However, we found that, for our system, just waiting 15-30 min for the beam to stabilize
reduces this effect significantly. The beam current decreases exponentially [13] at the
beginning, but pressing the “ON” button to bring up the current again leads to a slower
second decrease. By repeating this several times, the beam current can be stable for more
than 10 min (with a few percent variation after about 30 min), which is sufficient to finish
most EBL we required. Figure 2.14 illustrates the beam stabilization process.
Fig. 2.14: Beam current stabilization process. Arrow in the figure means pressing the
power “ON” to bring up the current to an initial value. 20-min waiting results in good
stability.
29
In summery, after these efforts to reduce the noise on the system were performed,
the pattern uniformity was improved, as shown in Fig. 2.15. The linewidth variation of
the 30-nm-wide lines is less than 5 nm.
Fig. 2.15: Lithography pattern of line grating after noise reduction.
2.4.5 V5.2 update
The original V5 pattern generator is used with the Amray SEM for several
research projects, so a separate V5 patterning system is needed for the Hitachi. The V5.2
computer system for the Hitachi SEM used a Pentium 266 MHz computer with HPIB
82335B GPIB card and CIODIO24 for digital I/O. The address of the HPIB card was set
to 16, and the address of the CIODIO24 card was set to H300 with interrupt setting
disabled. The address jumpers on the cards were set according to the user guides. In the
original V5, the c:\grep\xts directory was reset to the name of the new directory in the
computer's hard disk (c:\v5\xts). V5 was then compiled on the new computer using the
Turbo PASCAL 5.5 compiler.
All *.TPU units were compiled first, followed by
compiling and linking V5.pas to V52.exe.
30
In response to an error message for
insufficient memory, the environments for compiling and linking in the turbo PASCAL
IDE menus were set to get more memory for V52. Also, some constants related to the
Hitachi SEM were changed.
2.4.6
Future improvements
After all the improvements, the system provides 5-nm resolution, low noise,
stability, and ease of use and maintenance.
For application to nanosystem and
nanodevice fabrication, an alignment function needs to be added. There are basically two
ways that alignment could be done. The first would be to use a manner similar to that of
the Amray system, which is to scan squares at four corners for users to align to sample
marks. Another way would be to install a precision stage, which could be moved with
the resolution of 30-50 nm by a computer. In this way, alignment could be done with one
screen on several marks on the sample, and then move precisely to the lithography area.
2.5
Exposure parameters of the SEM for higher resolution
2.5.1 Magnification and scan field
The magnification of the SEM determines the scan area of the electron beam.
This maximum square area is called the scan field. The magnification × scan field is the
so-called SEM constant. For example, at 1000× magnification, the SEM scan field in
imaging is about 120 µm × 90 µm for the most SEMs. (This is related to the size of
Polaroid sheet film, but is not exactly the size due to scanning beyond the edge of the
picture areas.) For EBL, the maximum exposure area for lithography is 90 µm × 90 µm
square at 1000× magnification. According to this relationship, when the magnification is
given, the scan field width can be calculated by:
31
X/Y dimension of scan field =
90,000
,
Magnification
(2.2)
Magnification and scan field determine the pixel spacing, which is important for
pattern variation and quality. To achieve low line edge roughness (LER), the exposure
pixel spacing should be optimized to eliminate resist residue between pixels [14]. Our
calculations using a double-Gaussian exposure model, as shown in Fig. 2.16, suggest that
the exposure pixel spacing should be no larger than the beam diameter, which agrees with
the results of Deshmukh et al. [14]. Since the waveform generator has 16-bit resolution,
the actual pixel spacing is:
Pixel spacing =
scan field
90,000
=
,
65535
Magnification × 65535
(2.3)
For our system, the beam diameter is 1-2 nm at 30 kV, so the minimum pixel
spacing for good uniformity is 1-2 nm or less. We set the magnification to be 1000× or
2000×, and the pixel spacing is 1.4 nm or 0.7 nm respectively according to Eq. 2.3.
2.5.2
Beam energy and current
The e-beam energy affects exposure resolution.
During EBL, electrons are
scattered by the resist molecules and substrate atoms. Scattering that results in continued
forward momentum is called forward scattering [15], and that which results in
momentum oppositely directed is called backscattering [15]. Figure 2.17 [16] shows
electron scattering and indicates that using high accelerating energy minimizes the
backscattering effect on the resolution. Table 2.1 is adopted from the Hitachi SEM user
manual. It shows that the higher accelerating voltage results in higher-resolution imaging,
and therefore higher resolution for EBL.
32
33
Fig. 2.16: Calculations using Gaussian exposure model to determine pixel spacing requirements, pixel
spacing higher than the beam diameter will cause uniformity problem and result in higher LER and more
resist residue.
Fig. 2.17: Electron scattering in electron resist exposure. The curves at the top of the
figure show the exposure distributions due to the incident and backscattered electrons.
(Adopted from Ref. [16])
34
TABLE 2.1
RELATIONSHIP BETWEEN ACCELERATING VOLTAGE AND RESOLUTION
Table is adopted from Ref. [17].
Exposure dose at a pixel, in Coulombs, is the product of the beam current and the
dwell time.
When we use the term "electron beam current," we mean only those
electrons that directly contribute to sample exposure and not the full emission from the
tip. The exposure time can be calculated once the beam current and dose are given.
Beam current affects exposure resolution and exposure uniformity. For the highest
35
resolution, the lowest beam current is chosen. For the smallest beam current, the smallest
spot size, smallest aperture and smallest extraction current are needed. However, when
using the smallest extraction current of 6 µA, the current becomes relatively unstable. As
a tradeoff, 8 µA extraction current is used instead for acceptable beam stability and high
resolution. With a spot-size setting of 15, aperture 4, and 8 µA extraction current, 6-10
pA beam current was obtained and used for EBL.
2.5.3
Spot size
The spot size is the electron beam diameter at the sample. Smaller spot size
yields higher resolution.
For our EBL system, changing the condenser-lens setting
changes the spot size. From Table. 2.2, the larger the condenser lens setting, the higher
the resolution, and the lower the beam current.
2.5.4 Objective lens aperture
Table 2.3 shows that the aperture-opening diameter affects the resolution and
beam current. A smaller aperture diameter gives higher resolution and lower beam
current. We use notch number 3 or 4 on the aperture holder for EBL.
36
TABLE 2.2
RELATIONSHIP BETWEEN CONDENSER LENS CURRENT AND RESOLUTION
Table is adopted from Ref. [17].
37
TABLE 2.3
RELATIONSHIP BETWEEN OBJECTIVE LENS APERTURE AND RESOLUTION
Table is adopted from Ref. [17].
In summary, in order to reach the highest lithography resolution, we set
accelerating voltage to 30 kV, aperture opening to 20 µm (No. 4), condenser lens to 15
(1-2 nm spot size), working distance to 7 mm and beam current to 6-10 pA.
For our Hitachi CCFE SEM, the SEM conditions no longer limit the final pattern
resolution because of a small beam size and high accelerating voltage.
The most
important factor is the EBL process, which involves the substrate, resist, development,
and pattern transfer methods [18]. These are discussed in Chapter III in detail.
38
CHAPTER 3
NANOLITHOGRAPHY WITH COLD DEVELOPMENT OF PMMA
3.1
Introduction to e-beam nanolithography
As we have discussed in Chapter I, molecular electronics, especially molecular
quantum-dot cellular automata (M-QCA) requires ultrahigh-resolution patterning
techniques, such as electron beam lithography (EBL). Exploring resolution limit of EBL
started in the mid 1970’s, resulting in the publication of thousands of papers. These
developments reduced dimensions of microelectronics fabrication to the nanometer scale.
EBL demonstrated the capability of fabricating sub-10 nm structures [1]-[7] twenty years
ago. During the last decade with the boom of nanotechnology, EBL has been widely
investigated again for further improvement on resolution with many novel techniques and
applications to nanodevices and nanosystems fabrication. These studies used diverse
techniques such as membrane substrates [8], direct writing on inorganic materials such as
NaCl, silicon dioxide [8], lithium fluoride (LiF) [9], [10] and aluminum fluoride (AlF3)
[4], ultrasonic development [11], ionized metal evaporation for liftoff [12], ultrathin
metal film (< 2 nm) deposition [13], system with cold field emitter and IPA developer
[14], or schottky emitter at 100 kV [15], and novel resist/developer systems [16], [17].
39
EBL has been extended from the traditional semiconductor area to an interdisciplinary
area merging engineering, chemistry, physics, and biology. For sub-10-nm lithography,
we need to reconsider the effects of those traditional EBL factors, such as substrates,
processing temperature, resist and developer systems, liftoff techniques, and
compatibility with molecular and biological processing. In this chapter, we discuss
details about an optimized EBL process using cold development of poly
(methylmethacrylate) (PMMA) resist to achieve sub-10-nm resolution towards the
fabrication of molecular electronics.
3.1.1
E-beam resists
E-beam resists are layers of materials coated onto substrates to record the image
of the pattern defined by EBL. Usually, resists change their structures under e-beam
radiation. The exposed or unexposed area can be selectively dissolved in some solvents.
However, for e-beam direct writing on inorganic resists, development is not necessary.
The exposed or unexposed areas can be used for pattern transfer directly.
According to their chemical properties and response to e-beam radiation, resists
can be classified into three major categories: conventional chain-scission (or crosslinking) organic resists, chemically amplified resists (CAR), and inorganic resists. All
resists have either one or both of two tones: positive and negative. Figure 3.1 illustrates
the tones of resists. For the positive-tone resist in Fig. 3.1a, the e-beam radiation breaks
polymer chains and decreases the molecular weight of resist.
The exposed part is
developed and removed by the developer, leaving the unexposed area as a mask for
sequential pattern transfer, such as metal liftoff. For the negative-tone resist in Fig. 3.1b,
40
Fig. 3.1: Schematic illustration of positive and negative resists. (a) For positive-tone
resists, e-beam exposed area is developed and removed and liftoff is used for pattern
transfer. (b) For negative-tone resists, unexposed resist is developed and removed,
leaving unexposed area as a mask for pattern transfer, such as etching of the substrate.
the e-beam radiation increases the molecular weight of the resist through the crosslinking phenomena, and the unexposed area is developed and removed by the developer,
leaving the exposed part as a mask for pattern transfer, for instance by reactive ion
etching.
PMMA is the first material developed as a chain-scission positive resist for EBL,
and is still providing the highest resolution of all organic resists. PMMA can also be
used as a negative resist with sub-10-nm resolution at higher-dose exposure [18], [19].
However, PMMA has poor etching durability and low sensitivity.
Other popular resists for nanofabrication include ZEP-520 [17], [20], [21],
hydrogen silsequioxane (HSQ) [16], [22], and ketone resist systems (KRS) [23], [24].
Both ZEP and HSQ resists offer resolution close to 10 nm. Their advantages over
41
PMMA are high sensitivity and good etching resistance. They are potential candidates
for high-end mask making and next generation lithography.
Several parameters as shown in Table 3.1 (for positive tone resist) are commonly
used to characterize resists. Contrast γ is a key measure of resist and development
performance. It measures how sharply the resist solubility can respond to a change of
exposure dose. Do measures the sensitivity of resists to e-beam radiation. Normally,
high sensitivity and high contrast are preferred. More discussions on the concepts and
processing of these resists will be presented in Chapter IV.
TABLE 3.1
PARAMETERS OF POSITIVE-TONE RESISTS
Parameters Definition
Do
Critical dose (CD), the minimum dose required to render resist completely
soluble to solvent immersion and determines the sensitivity of the resist.
Di
Exposure dose where significant changes are detected in resist.
γ
Contrast, determined by
γ = log −1
Do
Di
Another popular group of resists for EBL are self-assembled monolayers (SAMs).
During e-beam radiation, SAMs break bonds and change their chemical properties that
can be used for pattern transfer. The thickness of SAMs is normally in the range of 1~10
nm and no development is needed after EBL. Besides SAMs, some inorganic films, such
as LiF, AlF3, NaCl, SiO2, and TiO2, can exposure used as resist for EBL. The major
advantage of these inorganic thin-film resists is their extreme resolution (2~8 nm) [3], [7],
[9].
42
Another material called contamination resist has been known for many years to be
a resist for EBL. Formed of condensed carbonaceous material, it is e-beam induced from
the oils used for vacuum pumping, O-ring materials used for vacuum seals, vacuum
greases, and improperly cleaned vacuum components [8].
3.1.2
Substrate
Silicon and silicon dioxide are most popular substrates for nanofabrication. They
are easy to obtain, cut, process, and are capable of high-resolution patterning. More
importantly, Si and Si dioxide are versatile for most pattern transfer and device
fabrication after EBL.
Membranes with tens of nanometer thickness have been used as substrates for
ultrahigh-resolution EBL [8], [25], [26] because of significant reduction of backscattering
effects. Fabrication of sub-5 nm trenches in PMMA has been achieved by using thin
silicon nitride membranes as substrates [8]. Using unsupported 10 nm carbon films on
glass with very thin contamination resist, 8 nm feature sizes were achieved (electron
beam diameter 0.5 nm, 45 keV beam energy, and ion etching of AuPd film) [25].
Although thin membranes provide less backscattering effect than Si and SiO2, the
membrane process is more complex and difficult for device fabrication.
3.1.3
EBL theory and Monte Carlo simulation
3.1.3.1 Scattering
In order to obtain ultrahigh resolution, we need to understand the nature of the
scattering processes in the resist and substrate during e-beam radiation. When an electron
beam hits a resist-coated substrate, it is scattered by the resist molecules and the substrate
43
atoms.
Scattering that results in a continued forward momentum is called forward
scattering [27] (small angle inelastic scattering by the resist), and that results in a
momentum oppositely directed is called backscattering [27] (large angle elastic scattering
by the substrate).
Figure 3.2 illustrates the scattering phenomena.
Both types of
scattering can be modeled by Gaussian distributions [27]. The overall exposure f(r) due
to scattering can be modeled as [27]:
⎧⎪ 1 − r 22 η − r 2 ⎫⎪
1
β
f (r ) =
⎨ 2 e α + 2 e ⎬,
π (1 + η ) ⎪α
β
⎪⎭
⎩
2
(3.1)
where f(r) is the exposure by forward-scattered and backscattered electrons at the
substrate surface with a distance r from the center of the beam, α and β are the
distribution widths of forward-scattering and backscattering respectively, and the factor η
is the ratio between the exposure by the backscattered electron and the incident beam.
Using the double-Gaussian model of Eq. 3.1, the contribution to the exposure by
incident beam and backscattered electrons can be determined when α, β, and η are
known. These three parameters strongly depend on the resist and substrate material,
incident beam energy, and resist thickness. Figure 3.3 presents Monte-Carlo-simulation
results of exposure distribution f(r) on a resist-coated Si substrate [26]. The simulation
results based on Eq. 3.1 agreed with experimental results [5], [8] very well.
44
Fig. 3.2: Electron scattering during EBL on a resist-coated
substrate (Si substrate with 80-nm-thick PMMA resist),
simulated by Monte Carlo simulation software (written by
David Joy). (a) Trajectories of forward-scattered electrons
in the resist (30 keV) and (b) trajectories of backscattered
electrons (30 keV) in the resist. A point electron source is
assumed in this simulation. 5000 electrons were simulated.
45
Fig. 3.3: Exposure distributions of forward-scattered and backscattered
electrons for a 1-µm-thick resist layer on a silicon substrate for 10 keV (α
= 0.3 µm, β = 0.8 µm, and η = 1), 25 keV (α = 0.12 µm, β = 3 µm, and η
= 0.86), and 50 keV (α = 0.07 µm, β = 8 µm, and η = 0.5) electrons [26].
46
The spread of the incident beam by the resist can be modeled [28]:
1
⎛ Z ⎞ 3 ⎛ ρ ⎞2
d i = ⎜⎜ ⎟⎟ ⋅ t 2 ⋅ ⎜ ⎟ ,
⎝ A⎠
⎝ E0 ⎠
(3.2)
where di is the maximum diameter of the incident beam at the interface of resist and
substrate, E0 is the energy of the incident beam, and t, ρ, Z and A are the thickness, the
density, atomic number and atomic weight of the resist respectively. This relationship
suggests that when thin resists (< 100 nm) and high beam energies (> 25 keV) are used,
the forward-scattering width can be reduced to a few nanometers. So for nanofabrication
where thin resist and high energy are used, forward scattering will not limit the resolution
significantly.
For backscattering, the Monte Carlo simulation in Fig. 3.3 and some experimental
measurements [29], [30] suggest that with high beam energy the backscattering
distribution would be wider than a few microns and the exposure intensity would be very
little. Therefore, when pattern dimensions are far below a micron, backscattering would
cause only a long-range background fog of exposure and its effect on resolution is
ignorable. However, backscattering would still reduce the contrast slightly for dense
nanolithography. Such negative effects can be avoided by using membrane substrates.
3.1.3.2 Secondary electrons
Secondary electrons are generated by the inelastic scattering when high-energy
electrons (both forward-scattered and backscattered electrons) travel through the resist.
The secondary electrons with lower energies can break or make chemical bonds, and
thereby cause exposure to the resist. Actually, due to their low energies, secondary
47
electrons are more efficient to cause exposure than are scattered electrons with high
energies, according to the Bethe theory [28]:
− dE 2πe 4
⎛ 1.166 E ⎞
N i Z i ln⎜
=
⎟,
∑
dS
E i
⎝ J ⎠
(3.3)
where dE/dS is the loss of energy dE by an electron traveling a distance dS in the solid, E
is the kinetic energy of the electron, e is the electron charge, Ni, Zi are the number per unit
volume and atomic number of atoms of type i in the solid, and J is the mean ionization
potential [28]. For instance, a 500 eV secondary electron can deposit energy as much as
50 times more efficiently than can a 20 keV electron [28]. Therefore, even though the
number of secondary electrons is low, the energy deposited to expose the resist can be
significant. The distribution of secondary electrons can be modeled as Gaussian [31] or
other forms [33]. Based on Eq. 3.1, the overall exposure by all electrons can be modeled
with a three-Gaussian model as [31]:
⎧⎪ 1 − r 22 η − r 2 η ′ − r 2 ⎫⎪
β
f (r ) =
+ 2 e γ ⎬,
⎨ e α + 2e
π (1 + η + η ′) ⎪α 2
β
γ
⎪⎭
⎩
2
2
1
(3.4)
or with the double-Gaussian plus an exponential part as [33]:
⎧⎪ 1 − r 22 η − r 2 η ′ − r2 ⎫⎪
β
f (r ) =
+ 2 e γ ⎬,
⎨ e α + 2e
π (1 + η + η ′) ⎪α 2
β
γ
⎪⎭
⎩
2
1
(3.5)
where the first two terms are for the forward-scattered and backscattering electrons, and
the third term is the distribution of secondary electrons. Figure 3.4 shows a simulation
result based on a hybrid Monte Carlo model [32] about secondary electron trajectories in
a 400 nm PMMA film.
48
Fig. 3.4: Trajectories of (a) forward-scattered electrons and (b) secondary electrons in
400-nm-thick PMMA resist with the energy of 20 keV. (Adopted from Ref. [32])
D. C. Joy [28] reported similar results of Monte Carlo simulation about secondary
electrons. These results along with experimental observations [26] have indicated that
the distribution width of secondary electrons is not strongly dependent on the PMMA
thickness on the nanometer scale and is the major factor in EBL resolution. However, it
is hard to determine the interaction range of the secondary electrons. One way is to
measure the ultimate developed linewidth, in which the range often turns out to be close
to 10 nm [8], [26]. With a different method, Rishton et al. [34] have measured the ranges
of low energy electrons in PMMA resist. These data were plugged into Monte Carlo
simulation [33] and the secondary-electron range turned out to be on the order of 2~3 nm.
49
3.1.3.3 Point spread function
Effects on resolution and pattern profile by the overall exposure can be studied
using several quantities, such as point spread function [8], [26], spatial distribution of
energy dissipation, equi-energy density contours [6] (contours of equal absorbed energy
[28]), and absorbed energy distribution [28] (exposure intensity distribution [27] or
exposure dose). Table 3.2 gives descriptions of these quantities. These distributions can
be obtained by Monte Carlo simulations, experimental methods [8], [27], or their
combination. Some examples of these distributions are given in Fig. 3.5.
The point spread function, as shown in Fig. 3.5a, is used to model the overall
effects on the resolution by the electron scattering, secondary electron generation, resist
properties, and development. This function determines the spatial energy distribution.
The minimum exposure width (spatial resolution) of the EBL process can be derived
from this function, which can be obtained experimentally by determining the relative
doses required for complete development of lines with precisely measured widths [8].
The equal energy density contours, as shown in Figs. 3.5c and 3.5d, can be used
as a reference to predict the cross-sectional profile of EBL patterns. For example, from
the contours in Fig. 3.5c, the cross-sectional profiles (trench sidewalls) would likely be
close to one of the contours after development, depending on the development sensitivity.
50
TABLE 3.2
QUANTITIES TO STUDY E-BEAM EXPOSURE TO POLYMER RESISTS
Quantity
Point spread function
(distribution)
Description
Model overall exposure and effect of scattering electrons,
secondary electrons, resist molecular properties, and
development process.
Equal energy density
contours / equal absorbed
energy
2-D map of equal-energy-density contours in the resist.
These contours can predict cross-sectional profile of
patterns
Plot exposure density or dissipated energy that resist has
Distribution of absorbed
energy / exposure intensity received at the bottom of resist layer as a function of radial
/ dose / energy dissipation distance from the center of the incident beam.
Fig. 3.5: Distribution quantities for study of EBL resolution limits. (a) Point spread
function for PMMA resist obtained by Monte Carlo simulation with and without
secondary electrons [35]. (b) Distribution of exposure intensity in PMMA resist [27]. (c)
Equal energy density contours form I with 20 keV on 400-nm-thick PMMA, and (d) form
II for 100-nm-thick PMMA on Si substrate with 100 keV [6].
51
3.1.4
Developer
Developers and development condition can strongly affect resolution and pattern
quality due to the fact that contrast is a function of the developer. Developers are usually
solvents that can selectively dissolve the exposed or unexposed resist materials. There
are various developers for e-beam resists. The typical developers for PMMA are 1:3
methyl isobutyl ketone : isopropanol alcohol (MIBK: IPA) for high contrast and 1:1
MIBK : IPA for high sensitivity [36]. There are other developers such as IPA : H2O,
IPA [14], [37]. The developer for PMMA we used in this research is IPA : MIBK (3:1)
with 1.5 vol % methyl ethyl ketone (MEK) because of its high contrast [36].
3.1.5
Pattern transfer
Liftoff is a popular pattern transfer method for EBL. The common materials used
for liftoff are metal, molecules, nanoparticles, or inorganic compounds. For example, Fig.
3.6 illustrates the metal liftoff process. Firstly, EBL is performed on a resist-coated
substrate (Fig. 3.6a). Then exposed resist is developed and removed by the developer
(Fig. 3.6b). A metal layer is deposited by thermal or e-beam evaporation (Fig. 3.6c).
Finally, metal on the unexposed resist is lifted off by dissolving the underlying resist in a
solvent (Fig. 3.6d). The liftoff of other material is similar.
A successful liftoff process normally prefers thick or multiple layers of resists for
good undercut profiles. Adhesion to the substrate of deposited materials is also important.
For the liftoff of molecules, nanoparticles, inorganic materials, or biomaterials, the liftoff
solvent is important for achieving low surface roughness.
52
Fig. 3.6: Schematic of EBL liftoff process. (a) EBL in the resist, (b) exposed resist is
developed, (c) metal deposition, (d) liftoff of metal on unexposed resist by removing
resist underneath.
Reactive ion etching is another popular method to transfer patterns after EBL, as
illustrated in Fig 3.7. EBL is done on a resist-coated sample, and exposed resist is
developed and removed by the developer. Using the remaining resist as a mask, the
substrate not covered by resist is etched. Finally, remaining resist is removed. Compared
with wet etching, reactive ion etching offers less undercut.
Another pattern transfer method is chemical attachment, which is a relatively new
technique mainly for molecular electronics. Depending on substrate, resist, and materials
to be attached, the process is different. In some cases, the chemical attachment process is
very similar to the liftoff process, but with the extra step of chemical treatment to the
substrate before the deposition of materials.
This treatment is for the attachment
(normally chemical bonding) of additional materials such as biological cells or molecules.
53
Fig. 3.7: Schematic of reactive ion etching after EBL. a) EBL is performed on the resist,
b) exposed resist is developed, c) the substrate without resist covering is etched down by
the plasma, and d) resist is removed.
In chapter V, we will introduce the use of e-beam exposed SAMs as templates for
molecular patterning. In chapter 6, we introduce the liftoff of DNA, which can also be
treated as a chemical attachment process.
3.2
EBL process with cold development
As discussed in Section 3.1, the resolution of e-beam exposure is partially
determined by the secondary electron generation since primary electron scattering effects
are ignorable when thin resists and high beam energies are used. The resolution of
nanofabrication by EBL is not determined only by exposure process, but also by the resist
development and pattern transfer. We have explored an EBL process with thin PMMA
resist using lower-temperature development (cold development). We have found that
54
development temperature plays an important role in the determination of the cleanliness
of the surface in the resist trenches, patterning resolution, pattern dimensions, line edge
roughness (LER), and cross-sectional shapes of the patterns.
3.2.1
Substrate and cleaning
Substrate preparation is important for nanolithography in that a clean substrate is
necessary for high-resolution [38]. The major concern about substrate cleaning is the
surface roughness. For metal liftoff and etching, the roughness is not very critical.
Soaking samples in acetone for 5 min and then IPA for another 5 min in an ultrasonic
bath is our normal sample preparation step. A hotplate bake of 1 min at 100 °C drives off
the solvents. For the preparation of SAMs, liftoff of DNA or liftoff of molecules, sample
preparation is critical since the molecules, SAMs or DNA tiles are a few angstroms to
nanometers thick and would be indistinguishable on rough substrates.
For these
processes, we perform a complex cleaning procedure as described below:
1. RCA clean of 4-inch silicon wafers, followed by HF for 10 s.
2. Use photolithography to make markers, and dice wafers to ~1 cm2 samples.
3. Peel off particles on the samples using scotch tape, remove photoresist by
acetone, and then boil samples in toluene at 80°C to remove grease.
4. Soak samples in piranha solution (vol. 1:3 H2O2 : H2SO4) for 30 mins, then
wash with DI water.
5. Dip samples in HF (1:10 diluted) for 10 s to remove native oxide.
6. Perform RCA clean, dry with blown N2, and store in clean and dry containers.
7. Apply PMMA or grow SAMs on clean samples as soon as possible.
55
In this way, the roughness of Si samples with native oxide can be as low as 0.05
nm, while the roughness prepared with normal process is about 0.5 nm, as measured by a
Digital Instrument Nanoscope IV atomic force microscope (AFM).
3.2.2
PMMA preparation
Thin PMMA films were spin-coated onto silicon samples covered with native
oxide. The molecular weight of PMMA used in this research was 950 K amu and the
thickness was 30~120 nm, as measured with an Alpha-Step 500 profiler and AFM. The
thickness is a function of the PMMA concentration, the spin time, and spin speed.
Spinning 1.2% PMMA in anisole at 3000 RPM for 30 s yields a thickness from 30 to 40
nm; 1.6% at 4000 RPM for 30 s yields 60 nm; 2% at 4000 RPM for 30 s yields 80 nm.
After spin-coating with PMMA, samples were baked at 165~175°C in an oven for
more than 5 hours, and then baked at 170~180°C for 3 min on a hot plate just prior to
exposure. The resist bake process, which may be easily ignored, is important. This is
one of the main reasons that we could not achieve lithography feature sizes below 20 nm
at the beginning. Our early bake procedure (hotplate for 3 min at 170~180ºC) could not
drive off all the solvent, resulting in lower EBL resolution.
3.2.3
Cold development
Rooks et al. [39] and Pantenbug et al. [40] have both reported that decreasing
developer temperature for thick (several micron) PMMA films enhanced contrast and
achieved better-quality microstructures. However, neither explored the effects of cold
development on the resolution of EBL at the nanometer scale. We studied the effects of
development temperatures on dose requirements, resolution, pattern roughness, resist
56
residue, and cross-sectional shapes in the nanometer scale using AFM metrology [41]-[43]
and scanning electron microscopy (SEM).
Our results show that decreasing the
development temperature does not significantly affect contrast, but is found to decrease
the sensitivity of PMMA to the developer, which proves to have positive repercussions
for sub-10-nm nanolithography.
The combination of using higher doses and cold
development improves pattern quality, removes PMMA residue thoroughly to ensure
successful liftoff, and allows sub-10-nm resolution.
3.2.3.1 Process
During development, 10 ml of developer was maintained at a temperature of 4~8
°C with a precision of 1°C. The 0.5~1 cm2 samples were initially at room temperature
(around 23°C). Development time was varied from 30 s to 90 s depending on the resist
thickness, developer temperature and exposure dose. Typically, development time was
longer for lower doses, lower temperatures, and thicker films.
The developer used was isopropyl alcohol (IPA): methyl isobutyl ketone (MIBK)
(3:1) with 1.5 vol % methyl ethyl ketone (MEK) because of its high contrast [36]. We
believe that the added MEK, a strong solvent of PMMA, helps to remove resist residue at
the bottom of trenches.
For SEM examination, either 1~2 nm thick Cr was sputtered on the samples by a
plasma sputter coater (Emitech model 675), or 1~2 nm thick AuPd was evaporated by
thermal evaporation.
57
3.2.3.2 4~8 nm PMMA trenches
We have reproducibly obtained PMMA trenches narrower than 10 nm using the
cold development, as shown in Fig. 3.8.
Linewidths were measured by the SEM
measurement function and SEMICAPS [44] image capture system.
The SEM was
calibrated with a certified sample [45] at an accuracy of 0.5%. The lines with 4~8 nm
widths were clearly resolved without evident microbridging effects, which have been
commonly observed for EBL lines narrower than 10 nm [8], [43]. We studied the
linewidth vs. dose at different temperatures.
Figure 3.9 shows that development
temperature plays a significant role in determination of trench linewidths. With the same
developer and dose, decreasing the developer temperature below room temperature
results in narrower linewidth. As for the same linewidth, colder developer requires 2~3
times higher dose. For high-density patterning, a line grating with 35-nm pitch and 6~8
nm width is shown in Fig. 3.10 and a grating with sub-30-nm pitch is shown in Fig. 3.11.
Gratings with smaller periods failed due to the collapse of soft PMMA walls [46].
58
Fig. 3.8: PMMA trenches with 4~8 nm widths defined by EBL and developed at 6°C. 4nm-wide and 6-nm-wide lines are shown at top. 6 to 10-nm-wide grating lines are shown
at bottom. Line dose is 8~9x10-10 C/cm. Samples are sputter-coated with 1~2 nm Cr.
PMMA thickness is 40~60 nm.
59
1e-09
8e-10
5e-10
3e-10
120
Linewidth (nm)
100
C/cm
C/cm
C/cm
C/cm
80
60
40
20
0
5
10
15
20
25
30
35
40
45
o
Developer Temperature ( C)
Fig. 3.9: Linewidth vs. developer temperature at different doses. For the same dose,
higher developer temperature leads to larger linewidths. PMMA thickness is
approximately 60 nm
60
Fig. 3.10: SEM image of 8-nm-wide PMMA lines with 35-nm pitch. 40-nmthick PMMA was coated with 1~2 nm Cr.
Fig. 3.11: PMMA lines with 6~8-nm width and 30-nm pitch. 30-nm-thick
PMMA was coated with 1~2 nm Cr.
61
3.2.3.3 Contrast measurement by AFM
For better understanding of our results, we performed a study of cold
development using AFM [41]-[43]. We determined the contrast at several different
development temperatures by measuring the depths of exposed squares with graduated
doses. In order to minimize measurement errors, we decreased the pixel spacing to 1 nm
and de-focused the beam slightly so that the surface roughness of the developed patterns
was minimized to 0.5~2 nm. Roughness is relatively high in squares with doses close to
the critical dose. Figure 3.12 shows an AFM image and cross-sectional profile of the
exposed squares. Roughness of the exposed squares was less than 2% of the original
resist thickness. The resulting dose-exposure contrast curves are shown in Fig. 13.
The contrast curves in Fig. 3.13 do not reveal significant differences in contrast at
different temperatures. Instead, we find that temperature affects the sensitivity and,
therefore, for a given dose, the intrinsic linewidth. Rooks et al. [39] have found that
cooling the developer increases contrast while sacrificing sensitivity. For their case, thick
(several micron) PMMA films were used for microstructure fabrication by x-ray
lithography, and loss of sensitivity due to colder developer (was) not tolerable. However,
for the case of thin films and molecular scale patterning, loss of sensitivity caused by cold
development instead allows the use of higher doses, leading to improved pattern quality
and higher resolution. Our results agree with theirs on the improvement of pattern
quality using cooled developers.
62
Fig. 3.12: AFM image of the PMMA patterns used to measure contrast. Cross-sectional
analysis shows that the roughness of the developed squares was maintained at 2% of the
original PMMA thickness.
63
Fig. 3.13: The PMMA contrast curves at development temperatures of 4°C, 22°C, and
42°C, measured by AFM.
The “tail” shapes of the contrast curves in Fig. 3.13 are important for high
resolution. For development at 4°C, the higher dose and lower sensitivity result in a
shorter tail on the contrast curve past the critical dose, Df, so that the required dose to
actually clear the bottom of the trench lies closer to Df. Because of this, the minimum
deposited energy to clear the trench is more narrowly confined to the center of the trench
near the primary beam, resulting in higher resolution.
64
3.2.3.4 Development time
Development time must be sufficient to clear trench bottoms while being as short
as possible for the narrowest linewidth. For the cold development, development time is
much longer since the dissolution rate, D, is dramatically reduced according to [47]:
D = Ae − ∆Ead / KT ,
(3.7)
where A is a constant and ∆Ead is the PMMA activation energy, which is a function of
PMMA molecular weight.
The development time depends on the exposure dose,
temperature, developer, and PMMA thickness. The development time we used was
30~60 s for 6°C with 40~60 nm PMMA thickness, which was enough to clear trench
bottoms proven by liftoff.
It was about 4 times longer than the room-temperature
development.
3.2.3.5 Time between lithography and development
To our knowledge, the storage time between EBL exposure and development has
never been considered to affect resolution in PMMA. However, our experimental results
indicated that it does. Development without delay after lithography shows sub-10 nm
feature sizes and high image contrast. Two weeks delay after lithography resulted in the
disappearance of patterns less than 20 nm. Such delay also resulted in poor image
contrast and poor cross-sectional profile. Chapter IV discusses a cross-sectional SEM
method to study this factor.
65
3.2.4
Comparison of cold and ultrasonic development
In 1993, Chen and Ahmed reported that using ultrasonic agitation during
development can improve resolution [11], [48]. They stated that when the exposed
structures become smaller and are comparable with the molecular size of PMMA (about
2 nm), intermolecular forces become significant in the development process. Figure 3.14
shows the intermolecular force of PMMA as a function of linewidth. The exposed resist
molecules are trapped in the potential well of the unexposed molecules and are no longer
dissolved into the developer solution. Using ultrasonic agitation in development can
raise the energy of the molecules and help them dissolve into the developer. Otherwise,
dose must be increased, and so does the linewidth, in order to develop the resist.
Fig. 3.14: Intermolecular force as a function of linewidth. (Adopted from Ref. [11])
66
Using such technique, Chen and Ahmed have reported EBL resolution below 10
nm. They used low doses and room temperature development and claimed that their
ultrahigh resolution was due to the use of ultrasonic development to help the removal of
degraded molecules. Ultrasonic agitation was found to be helpful in cleaning the exposed
resist at micron scales [39].
However, the results we obtained using room temperature development with
ultrasonic agitation were not as good as those using low temperature development
without ultrasonic agitation. Instead, for the cold development, during exposure, higher
dose (2~3 times higher) can be used to decrease further, and more uniformly, the average
fragmented molecular weight Mf of PMMA according to [42]
1
1
gD
,
=
+
M f M 0 ρN A
(3.6)
and thereby reduce the residue. Here, M0 is the original molecular weight of PMMA, D
is the exposure dose, NA is Avogadro’s number, g indicates the number of effective
scissions per electron, and ρ is the density of PMMA. Calculated Mf vs. dose based on
Eq. 3.6 [49] is given in Fig. 3.15. Based on Fig. 3.15, exposure at a dose of 300 µC/cm2
results in Mf = 2 K amu, while 100 µC/cm2 results in Mf = 7 K amu. Mf decreases
rapidly with increasing dose [42]. Therefore, the 2~3 times higher dose offered by cold
development results in lower Mf than room temperature and less residue. Furthermore,
we added 1.5% MEK in the developer to help the removal of PMMA residue. During the
cold development, only the center parts of the exposed patterns are removed due to the
reduction of sensitivity, and sub-10 nm wide trenches are formed.
67
Fig. 3.15: Calculated average fragmented molecular weight (Mf) vs. dose (solid line
curves). (Adopted from Ref. [49])
Both cold and ultrasonic techniques reduce the residue in the trenches. The
difference is that ultrasonic development helps the residue come out of the trenches by
applying external energy. However, low-dose exposure, required for narrow linewidths,
generates more residue than high-dose exposure. Cold development uses 2~3 times
higher doses to reduce the Mf and generates less residue.
Since our results using
ultrasonic agitation were not as good as that of cold development, we conclude that cold
development may result in less residue and higher resolution.
A combination of
ultrasonic and cold development may have better performance based on these arguments.
Broer et al. argued that ultrasonic agitation did not improve contrast [8], [43]
based on their own experiments.
Similarly for the cold development, we had not
68
observed contrast improvement, as shown in Fig. 3.13.
However, both techniques
achieved ultrahigh resolution in PMMA and successful sub-10-nm liftoff. We believe
that complete development of resist residue is another important factor in determining the
final pattern resolution besides contrast.
3.2.5
Liftoff of metal
Metal liftoff is a common transfer method for EBL applications. It is widely used
to fabricate devices, interconnections, and test structures. A successful metal liftoff
normally requires enough undercut to prevent sidewall connections as well as adhesion of
metal to the substrate. Either single-layer or multi-layer resists can be used for liftoff.
Multi-layer resists can give more undercut [11] and are good for liftoff of thick metal.
Figure 3.16 illustrates a liftoff process using double-layer PMMA. Higher-molecularweight PMMA is applied over a lower-molecular-weight PMMA layer. After EBL and
development, the lower-molecular-weight layer gives a larger aperture to form significant
undercut.
Metal liftoff in the sub-10 nm scale is difficult due to several reasons. Firstly,
thin resist films, required for high resolution, may have insufficient undercut to prevent
sidewall coating. Secondly, it is difficult to completely develop resist residue from the
narrow and high-aspect-ratio PMMA trenches. Our early failures in achieving sub-10-nm
liftoff metal lines may have been due to the incompleteness of the development without
using cold development. The developer did not etch through to the substrate surface in
the sub-10-nm wide trenches. Thirdly, thin metal films (1~5 nm thick) have weak
69
Fig. 3.16: Schematic of EBL liftoff process using double-layer PMMA. a) Apply double
layers of PMMA with 950 K amu on top and 200 K amu underneath, b) e-beam exposure,
c) development, d) deposition of metal, e) liftoff of metal.
70
adhesion to the substrate based on our observations. Thin metal films are used for sub10-nm metal liftoff [13] since thick metal lines in sub-10 nm would have significant
breaks [13], [48] due to coalescence and strain of metal grains [48]. Also, thick metal
films combined with insufficient undercut would likely cause sidewall connections.
Figure 3.17 shows metal structures with such sidewalls after liftoff [50]. Due to the weak
adhesion to substrates, thin metal films cannot stand the ultrasonic force or high velocity
developer from a syringe during liftoff. Our liftoff experiments using ultrasonic or
syringe never resulted in continuous sub-10-nm lines. In most cases, lines were broken
or completely washed away after liftoff. Figure 3.18 shows an example of a thin metal
line (5-nm thick) with poor adhesion to the substrate.
a
b
Fig. 3.17: Metal structures with sidewalls after liftoff. a) Circles with more than 60 nm
high sidewalls; b) squares with sidewall connections cause liftoff failure. 33 nm cobalt
were evaporated thermally after EBL of 130-nm-thick single layer PMMA [50].
71
Fig. 3.18: Poor adhesion of thin metal lines to the substrate. Metal thickness is 5 nm.
To overcome those difficulties and achieve sub-10 nm metal liftoff, we tried
several different techniques. We found that using the cold development reduces the
effects of the first two problems. Cold development improves the cross-sectional profile
of PMMA trenches for liftoff. Pantenburg et al. [40] observed a difference in crosssectional shapes at different development temperatures, as shown in Fig. 3.19. Features
developed at 20°C had much better profile than at 37°C. In summary, it appears that cold
development (4~8°C in our cases) results in sharper trench edges and better crosssectional shapes for liftoff in the sub-10 nm scale.
Using cold development, ultrathin metal deposition, and careful control of the
process, we have obtained narrow Au60Pd40 and Au lines by liftoff after EBL in 40 to 60nm-thick PMMA, as shown in Fig. 3.20.
Figure 3.20a demonstrates a single-pass
continuous AuPd line with 1~2 AuPd grains in the width, which is from 7 to 12 nm.
72
Fig. 3.19: SEM images of PMMA structures (scale bar is 100 µm) fabricated by X-ray
lithography. Top image was developed at 37°C and the bottom one at 20°C.
Development with lowered developer temperature resulted in sharper pattern edges.
(Adopted from Ref. [40])
73
Fig. 3.20: Liftoff lines by EBL with cold development of 60-nm-thick PMMA. (a)
Au60Pd40 line (3 nm thick and 7~12 nm wide) with one or two AuPd grains in the width.
(b) Au lines (2 nm thick and 20~25 nm wide) with two or three Au grains in the width.
AuPd lines with 5~10 nm widths were well formed in the PMMA trenches, as
shown in Fig. 3.21. In these cases, we did not use ultrasonic agitation or syringe blowing
during liftoff due to the weak adhesion of these thin metal lines. PMMA films with
30~40 nm thickness were used to define narrow trenches and complete development.
However, the top metal layer stuck to the substrate after PMMA was removed by
acetone. The combination of thin resist and thin metal film would likely be the reason to
cause this problem. The bulk silicon substrates were charged by EBL and could strongly
attract the thin metal films by electro-static forces when the thin resist was removed
during liftoff. The thinner the resist, the less able is the metal to stand up to. PMMA
with thickness below 40 nm always causes this problem. The poor uniformity and
pinholes of thin resist films prepared by spin-coating technique may be another reason.
An alternative film deposition method could be explored in the future.
accelerating voltage (>50 kV) and small beam are available, the use
74
If higher
Fig. 3.21: Au60Pd40 lines (3 nm thick) with 5~10 nm width formed in 40-nm-deep
PMMA trenches fabricated by EBL using cold development and liftoff.
of sub-40 nm thin resists can be avoided with satisfactory resolution, and the hangingmetal problem could be solved. For example, Vieu et al. [13] has demonstrated liftoff
metal lines with 5~7 nm width and 2-nm thickness using 140-nm-thick PMMA. A 200
keV beam energy and a 0.5 nm beam enabled high resolution in the thick resist.
However, we can see from Fig. 3.21 that formation of 5-nm-wide metal lines were
successful and it proves that the 5-nm-wide PMMA trenches can be completely
developed from top to the substrate surface.
This conclusion is important for our
associated high-resolution molecular liftoff for M-QCA [55].
75
3.2.6
Liftoff of Au nanoparticles
Au-nanoparticle patterns fabricated by EBL and liftoff can potentially be used for
multiple-junction single electron transistors and memory [51]. Also direct writing on
nanoparticle films was reported to form patterns for Coulomb blockade devices [52].
Here, a liftoff process for Au nanoparticle patterning is presented, as illustrated
schematically in Fig. 3.22. After EBL and cold development, the PMMA trenches were
soaked in a solution of poly(lysine) and then exposed to a suspension of citrate-stabilized
gold nanoparticles [53]. The average diameter of the Au nanoparticles was 5.7 nm as
measured by transmission electron microscopy.
The PMMA removal was by 2-
dichloroethane [54] or acetone. Liftoff patterns are shown in Fig. 3.23. Since the Au
nanoparticles do not attach to PMMA residue, we conclude that the trench bottom is clear
after low temperature development, and that development completely through the resist is
successful.
As shown in Fig. 3.23b, we have demonstrated a Au-nanoparticle line only one
particle in width. The comparison between Figs. 3.23a and 3.23b shows that wider lines
result in multiple-dot-width features and narrow lines have only one dot along the width.
This is further evidence that the trench remains narrow to the surface of the substrate,
even in the presence of some expected undercut due to both primary and backscattered
electron scattering. In the presence of significant undercut, the gold particles would flow
to the edges of the trench [55] and reveal a linewidth greater than that apparent in the
surface SEM micrographs, at least to the resolution of the width of one nanoparticle.
76
Fig. 3.22: Schematic diagram of Au-nanoparticle liftoff process. a) PMMA trenches
after EBL and development at 6°C; b) sample soaked in a 0.01 (vol) solution of
poly(lysine) for 10 min to make trench bottom positively charged; c) Au-particle
attachment for 10~20 hours; d) PMMA removal by acetone or 2-dichloroethane.
Fig. 3.23: Liftoff patterns of Au nanoparticles. a) multiple-particle-width line; b) singleparticle-width line.
77
3.3
EBL process discussion
3.3.1
Resolution
Resolution of EBL in resist is set by system, exposure parameters, electron-resist
interaction phenomena, resist development, and pattern transfer. As discussed in Section
3.1.3, resist is mainly exposed by secondary electrons, therefore spatial resolution of ebeam exposure is set by the distribution width of secondary electrons in resist, which is
the combination of secondary electron generation and their straggling range in resist. The
secondary electron generation by backscattered electrons is ignorable since it is
distributed over a range of about 5 µm with very small intensity for our lithography at 30
kV in thin resist. The range of secondary electron generation by the forward-scattered
electrons can be approximately calculated by the following equation [56], which is
derived from Eq. 3.2 to calculate the forward scattering width.
⎛Z ⎞
ρ1/ 2
,
B = 625⎜⎜ ⎟⎟t 3 / 2
A
⎝ Eo ⎠
(3.8)
where, B is the increase in the diameter of the beam at the bottom of resist, Z, A, ρ and t
are the atomic number, atomic weight, density and thickness of the resist, respectively,
and Eo is the beam energy. For PMMA resist with the formula of (C5H8O2)n, Z = 3.6, A =
6.7, ρ = 1.2 gm/cm3 [57]. For our process, t = 30~60 nm and Eo = 30 keV, the incident
beam spread at the resist-substrate interface is about 3~4.5 nm. Therefore, the forwardscattering width cannot be ignored for sub-5-nm EBL. The straggling range of secondary
electrons is about 2~3 nm, as discussed in Section 3.1.3.4. Based on these values, the
distribution width of exposure, which determines the ultimate EBL resolution, is about 3
nm + 2 × 2 nm = 7 nm for our EBL process. The final resolution in resist is also
78
determined by the consequent resist development. For > 100 kV EBL, the incident beam
spread can be as small as 1 nm. It is possible to achieve sub-5-nm EBL with high
accelerating voltage, small beam diameter, thin resist, and appropriate development
techniques.
Resist development is critical for sub-10 nm EBL. However, dissolution of the
degraded resist molecules from the extremely narrow and high-aspect-ratio trenches has
not been clearly understood yet. Without external stirring (such as ultrasonic or magnetic
agitation), the development process is by pure diffusion and natural convection driven by
local differences in temperature and concentrations. The following factors may affect the
development: PMMA molecular distribution and Mf, trench geometry, PMMA viscosity,
dissolution rate, developers, and developer temperature. As discussed in section 3.2.4,
ultrasonic forces can be applied to help degraded molecules escape into the developer.
The cold development leads to higher exposure and therefore lower Mf in the trenches, as
well as increases viscosity of unexposed PMMA. Therefore, molecules with lowered Mf
and smaller sizes in the trenches can come out, while the walls and edges are much
slower to be dissolved, resulting in better cross-sectional shapes.
Several groups have demonstrated EBL resolution below 10 nm in polymer resists.
Broers et al. have demonstrated the fabrication of 5-nm-wide PMMA trenches on a thin
silicon nitride membrane using normal EBL processing [8]. Their success was due to a
supreme EBL system (a 0.5-nm diameter and 50~300 keV electron beam) and the use of
membrane substrates. Chen et al. have demonstrated 5~7 nm lines both in PMMA and
etched in thick silicon substrate due to the use of ultrasonic development and a 100 keV
beam with small diameter [11]. The same group demonstrated fabrication of 2-nm metal
79
islands for single electron devices using an ionized beam deposition technique and
ultrasonic development [59].
Vieu et al. [13], [60] have demonstrated liftoff of
monogranular metallic lines with 7 nm widths by the use of ultrasonic development,
monogranular metal film deposition, and a 200-keV beam with 1-nm diameter.
Many groups have reported fabrication of sub-10-nm structure using EBL along
with a variety of methods. For example, Namatsu et al. [61]-[63] have demonstrated the
fabrication of 2~10-nm silicon nanowires using a combination of EBL and orientationdependent etching. Cumming et al. [64], [65] have demonstrated a novel method that
exposed PMMA by the lateral straggle of secondary electrons in the small gaps of 20 nm
wide lines to fabricate 3 nm NiCr structures on a silicon substrate with a 3-nm-diameter,
100-keV beam. However, all these structures were not directly defined by e-beam and
have severe limitations in applications.
In Section 3.2.3, we demonstrated 5-nm EBL using cold development. This
resolution has been reproducibly obtained on PMMA trenches, metal liftoff, and liftoff of
Au nanoparticles. We have compared the cold development with ultrasonic development
in section 3.2.4 and conclude the use of these techniques directly results in complete
development of sub-10 nm trenches. Figure 3.24 compares two QCA adder patterns to
further illustrate the difference of cold and room temperature development.
The
linewidth in each pattern is 6~10 nm and the PMMA thickness is the same. For room
temperature development, in order to achieve the sub-10 nm resolution, a low dose of 3.5
×10-10 C/cm had to be used. The difficulty of complete development of the sub-10 nm
lines was observed as shown in Fig. 3.24a.
The adder pattern in Fig. 3.24b was
developed at 6°C with a dose of 8.5 ×10-10 C/cm using the same developer. The room
80
temperature sample showed obvious bridging in the lines while the cold development
sample has no such effect. Cold development helped eliminate the bridging effect in sub10 nm lithography. The tail shape of contrast curves in Fig. 3.13 in the section 3.2.3 is
another explanation to the improvement of resolution by cold development.
a
b
Fig. 3.24: QCA adder patterns in PMMA resists developed at a) 23°C and b) 6°C.
In summary, for EBL using ultrathin resists, a bright and small beam with high
beam energy, exposure by scattering electrons and secondary electrons can be at the
range of 5 nm. Cold development can help transfer such exposure to resist patterns in the
sub-10 nm range. The liftoff process is a feasible method to transfer such ultrahigh
resolution to various nanofabrication applications.
3.3.2
Metal Liftoff
Metal liftoff was discussed in Section 3.2.5 where problems of sub-10 nm liftoff
were addressed. 5-nm-wide metal wires were fabricated by liftoff with the use of cold
81
development, ultrathin metal deposition, and careful process control. Here we discuss
some factors regarding its limits to the fabrication resolution.
Metal atoms of about 0.3 nm size can easily go into sub-10 nm resist trenches and
sit on the substrate surface. Metal atoms migrate on the trench bottoms for energy
relaxation. Such surface reconfiguration results in the formation of grains. The size of
grains depends on the material properties of metal and substrates, metal thickness, and
deposition conditions.
Figure 3.25 shows the grains of Au and Au60Pd40 with the
thickness about 10 nm deposited by thermal evaporation. The grain size of the Au film
was larger than 10 nm while the grain size of Au60Pd40 was about 6 nm. The gap
between the Au60Pd40 grains was about 2 nm.
Fig. 3.25: Grains of Au (left) and Au60Pd40 (right) films with thickness of 10 nm.
Vieu et al. [13] have demonstrated 5-nm-wide Au monogranular lines (only one
grain is formed in the width of the lines) by liftoff (Fig. 3.26), while the normal grain size
of Au was about 7 nm. They found that the natural 7-nm Au grains appeared to be
elongated to fit in the 5-nm-wide trenches, and the gaps between these grains were
increased to 5~6 nm compared with 2 nm for the 7-nm Au grains. Although they
82
reported 3~5 nm intrinsic resolution in resist, sub-5 metal lines were not achieved. Our
5-nm-wide Au60Pd40 monogranular line in Fig. 3.21 has a similar appearance: larger grain
separations in the 5-nm-wide line than that in the 9-nm-wide line. However, we cannot
determine the shapes of the grains due to the limited imaging resolution.
Concise
measurement of the grains and grain separation requires a higher-resolution imaging
method, such as transmission electron microscopy (TEM). Au60Pd40 lines narrower than
4 nm were not achieved.
When metal atoms go into trenches narrower than their grain size, the metal atoms
try to form grains to relax strain forces and change the grain shape to fit in the containers.
However, when the trenches get even narrower, such grains cannot be formed and the
adhesion of these metal atoms to the substrate is not strong enough to withstand the liftoff
process. As a result, such narrow metal lines are not formed or are washed away during
liftoff. Simulation results [66] indicated that when metal wires are very narrow and
ultrathin, metal atoms optimize their energies by arranging themselves in non-crystalline
structures.
The adhesion to substrates of the amorphous metal lines would be
significantly reduced.
It has been proven that 3~5 nm intrinsic resolution is achievable by EBL in
PMMA resist [8][13][67]. Therefore, fabrication of sub-5 nm metal lines by liftoff is
achievable only if metal grains can be formed in the trenches. It has been shown that the
ionized beam deposition methods can yield smaller grain size and better adhesion of the
metal film [12] (shown in Fig. 3.27), however the grain separation would increase.
83
Fig. 3.26: 5-nm Monogranular Au lines (3-nm thick) by liftoff. (Adopted from Ref. [13])
In addition, the resist-removal solvents used for liftoff and processing details are
also important. The solvents for liftoff can be warm acetone (<55° C), dichloroethane
[54], dichloromethane [54], and methyle chloride, etc. Using hot acetone (90° C) [38] or
an isopropanol solution with injection of hot trichloroethylene at the sample surface [13]
during the liftoff process can help achieve sub-10 nm liftoff. Ten-second oxygen plasma
etching of the samples can be used to eliminate some hanging PMMA residue in the
84
Fig. 3.27: Au60Pd40 films deposited by evaporation with (left) and without (right)
ionization. (Adopted from Ref. [12])
trenches. Before liftoff, 3-min oxygen plasma etching can eliminate metal line ragged
edges after evaporation. Rinse samples in the chlorobenzine solvent before development
can harden the top layer of PMMA to improve the undercut shapes.
3.3.3
Pattern quality
Besides resolution, the pattern quality, such as cross-sectional shape and line edge
roughness (LER), is an important issue for nanofabrication. The following experiment
compares the quality of PMMA trenches with the same width but developed at different
temperatures. Two sets of exposures were performed with the same exposure parameters,
PMMA preparation, and Cr deposition. The exposed patterns were gratings with graded
doses. One sample was developed at 26°C for 10 s and another at 6°C for 30 s, which is
the minimum development time required to clear the trench bottom. The two samples
were imaged side by side in the S-4500 SEM. Lines with different doses but with the
85
same 8~10 nm width are compared in Fig. 3.28a. It appears that lines on the left
(developed at 6°C) were better resolved and show higher contrast on the edges than those
developed at room temperature shown on the right. The contrast and brightness in both
images were automatically adjusted on the SEM to achieve the same average values.
Since the exposure and imaging conditions were the same for both samples, we believe
the contrast difference is related to the trench shapes. In the formation of a secondary
electron image from SEM raster scanning on the lines, sharper edges will generate more
secondary electrons [68] and result in higher image contrast. Therefore, lines developed
at 6°C apparently have sharper edges as illustrated schematically in Fig. 3.28b. This is
similar in nature to what Pantenburg et al. [40] observed as shown in Fig. 3.18. At lower
temperatures, PMMA viscosity η is higher according to [69]:
η = Ae ∆E
Visc
/ KT
,
(3.8)
and the dissolution rate of PMMA molecules, D, will be slower according to Eq. 3.7.
Here A is diffusion constant and ∆EVisc is the activation energy, which is a function of
PMMA molecular weight.
Therefore, after cold development, the loss of PMMA
molecules at trench edges will be less than at room temperature. It has also been reported
[70] that for the chemically amplified resist NEB-22 (Sumitomo Chemical), cold
development enhances cross-sectional shapes.
86
Fig. 3.28: Comparison of 10-nm-wide intrinsic PMMA lines. a) Developed at 6°C (left)
and 26°C. (right). The doses for the left and right lines were 8 × 10-10 C/cm and 3 × 10-10
C/cm, respectively. b) Cartoon explaining how the shapes of trench edges affect the
contrast. Samples were sputter-coated with 2-nm Cr.
Another important quality issue is LER, which relates to beam current variation,
dose, noise, exposure pixel spacing, grating pitch, resist reconfiguration during
development, and pattern transfer. Dobisz et al. [42] reported that with higher dose and
larger grating periods, the grating LER was apparently better. Cold development allows
the use of 2-3 times higher dose for which the resulting pattern LER would be lower.
Higher dose also results in less noise by averaging the beam current variation from the
cold field emission cathode. To achieve lower LER, the exposure pixel spacing should
be optimized to eliminate resist residue between pixels [71]. Our calculations using a
87
double Gaussian exposure model suggest that the exposure pixel spacing should be no
larger than the beam diameter, as shown in Fig. 2.16 in Chapter II.
3.3.4
Aspect ratio and cross-sectional shape
The narrowest trench width we fabricated is about 5 nm for a PMMA thickness of
40~60 nm. It is difficult for the developer to transport to the bottom of high-aspect-ratio
trenches to clean out the high-molecular-weight residue. Also, during development,
PMMA swelling may block solvent from transporting into the trenches. The 1.5% MEK,
a strong solvent of PMMA, in our developer aids removal of exposed PMMA residue
from the high-aspect-ratio trenches. The cross-sectional image in Fig. 3.29 shows that
our sub-10 nm wide trenches had a high aspect ratio of 8~10 and the opening was
resolved from the top to the bottom.
To reduce the high aspect ratio of trenches and reduce development time, ultrathin
resist (less than 30 nm) can be used. With ultrathin resist, development will be more
efficient for the removal of exposed PMMA and may result in narrower linewidth.
3.3.5
PMMA resist
PMMA (chemical formula: C5H8O2) offers the highest EBL resolution among all
polymer resists. Figure 3.30 shows the chemical structure of PMMA. The degree of
polymerization, n, is the number of repeated units in one PMMA molecular chain.
Therefore, n determines the molecular weight.
chemical properties of PMMA.
88
Table 3.3 summarizes several key
Fig. 3.29: SEM image of cross-sections of sub-10-nm PMMA trenches. From the crosssections, the trenches appear to be developed through. The aspect ratio of the trenches is
around 8. Trenches were covered with 1~2 nm Cr by sputter coating. Cross sections
were obtained by exposing lines with one ends into a square pattern. The lines were
viewed from the square end at an angle of 45°.
Fig. 3.30: Chemical formula of PMMA.
PMMA chains can be easily entangled. The threshold molecular weight for
PMMA entanglement is about 16,000 amu. Chains below such a molecular weight
89
would disentangle and occupy a sphere of ~4 nm in diameter, thus impairing the
resolution [33][72].
Resists with different molecular weights require different doses to achieve the
same linewidth. For example, 950 K amu resist requires 10 times more dose than 15 K
amu resist for the same linewidth [72]. In other words, resists with lower molecular
weights provide higher sensitivity [73] and have lower activation energy and higher
dissolution rate according to Eq. 3.7. Although PMMA with high molecular weight
(normally 950 K amu) was widely used for high-resolution EBL, molecular weight is not
an important factor for the determination of the resolution [28][72][74].
TABLE 3.3
CHEMICAL PROPERTIES OF PMMA [75]
Parameters
M
Definition
molecular weight, the sum of the relative atomic masses of the
constituent atoms of a molecule.
Poly dispersity
describing a polymer consisting of molecules with a variety of
chain lengths (and hence molecular weights); calculated as Mw/Mn.
Mn
number-average molecular weight - the average molecular weight
of a poly-disperse polymer sample, averaged to give equal
statistical weight to each molecule; calculated as
MN
Mn = ∑ i i .
∑ Ni
Mw
weight-average molecular weight - the average molecular weight of
a poly-disperse polymer sample, averaged to give higher statistical
weight to larger molecules; calculated as
2
M i Ni
∑
Mw =
.
∑ M i Ni
90
During development of PMMA, fragmented PMMA segments are dissolved into
developer, and also developer-induced swelling occurs in the unexposed or less exposed
resist at the same time [74]. Higher doses generate lower average fragment molecular
weight Mf and results in better development performance. PMMA with high initial
molecular weight would have higher contrast, but suffer from severe swelling [74].
Dobisz et al. [35][42][74] have discussed intensively the molecular properties of PMMA
for nanolithography. They claimed that the granular structure, gel layer formation, and
poly-dispersity of PMMA are important in determining pitch resolution and LER.
However, based on our grating results in Fig. 3.11, grating lines with 28-nm-pitch were
achieved on 950K PMMA, and no obvious effect of LER from granular structures was
observed. The effect of developer-induced swelling and granular structure of PMMA to
the resolution is not clearly understood yet.
It is important that a more in-depth
understanding of the fluid properties in the narrow resist channels during development
and deposition of add-on materials for liftoff be processed.
3.4
Applications
As discussed in the previous sections, the cold development with high-dose
exposure and the developer with some MEK enable us to fabricate completely developed,
high-aspect-ratio, 5-nm-wide PMMA trenches.
These trenches could be used for
attachment of QCA molecules and liftoff to pattern QCA molecular circuits [55], [76].
Figure 3.31 shows an SEM image of a PMMA trench-pattern of a one-bit QCA full adder
[77] for molecular liftoff. The linewidth is 6~8 nm, but is much larger at the overlap,
indicating that proximity effects are strong on these size scales. Based on the chosen
chemistry, self-assembly of the molecules within the trenches will guarantee coherent
91
Fig. 3.31: SEM image of a one-bit full-adder pattern defined by EBL and covered with 1nm Cr using cold development for molecular QCA. The linewidth is 6-8 nm.
pattern formation suitable for molecular QCA. Figure 3.32 is an AFM image of a liftoff
line of Creutz-Taube ion [(NH3)5Ru(pyrazine)Ru(NH3)5](o-toluenesulphonate)5 (CT5)
molecules with an apparent width of 22 nm [76]. Upon deconvolution of the AFM tip,
assumed to be about 10 nm radius, an actual linewidth of about 15 nm is achieved [76].
(see details about molecular liftoff for M-QCA in Qingling Hang’s Ph.D. dissertation)
Another key application of the EBL process in our group is to use hierarchical
self-assembly to create DNA tiles and multi-tile “rafts” for M-QCA patterning, which is
collaboration with Drs. Sarveswaran and Lieberman in the Dept of Chemistry. Figure
3.33 shows the molecular liftoff technique applied to the deposition of 4-tile rafts on
tracks coated with APTES. Different molecules or nanoparticles can be attached to
92
chemically modified sites in the major groove of each DNA tile [76]. Details about DNA
patterning for M-QCA will be discussed in Chapter VI.
Figure 3.33: AFM image of a lifted-off line of CT5 molecules with a calculated width of
about 15 nm for M-QCA. (Adopted from Ref [76])
Besides applications to M-QCA, the ultrahigh-resolution EBL process discussed
in this chapter could be applied where EBL is needed to define sub-10-nm structures,
such as room temperature single electron transistors and memory, molecular electronics,
and quantum devices.
93
Fig. 3.32: AFM image of DNA tiles (pink) deposited on top of poly-lysine tracks (yellow)
on silicon.
94
CHAPTER 4
STUDY OF RESISTS AND WAFER CROSS-SECTIONING TECHNIQUE
Since photo-resists (PR) play a key role in the introduction of the next generation
lithography (NGL) and the next generation mask fabrication, there has been significant
interest in the development of new resists with high resolution, high sensitivity, and good
etching resistance. The major newly developed resists are ZEP-520 [1]- [3], hydrogen
silsequioxane (HSQ) [4]-[6], ketone resist systems (KRS) [7]-[9], Calixanene [10]-[12],
NEB [13]-[15], UV [16]-[21], and AZPN114/AZPF514 [22]-[26] resists.
With the
ongoing insertion of 193 nm lithography to the 90 nm node now and 157 nm lithography
to the 60 nm node in the near future [27], most new photoresists designed for such sub100 nm lithography are also applicable to nanofabrication using electron beam
lithography (EBL) and nanoimprint lithography (NIL).
In this chapter, a general introduction to several popular resists is presented.
Some of them are already widely used in industry. Also, we discuss our study of PMMA,
ZEP-520, and a chemically amplified resist (CAR) called XP9947 (Shipley Co.). In
order to study resist properties for nanolithography using cross-sectional scanning
electron microscopy (X-SEM), a precise sample cross-sectioning technique and a profile
protection process have been developed.
An in-depth understanding of the resists’
95
capability and properties is useful for EBL, X-ray lithography, deep ultraviolet (DUV)
lithography, extreme ultraviolet (EUV) lithography, and mask fabrication.
4.1
Introduction to EBL resists
As discussed in Chapter III, there are basically three major catagories of resist:
conventional chain-scission resists, CARs, and self-assembled monolayers (SAMs).
Table 4.1 compares some major organic resists for EBL, X-ray, DUV, and EUV. These
data are gathered widely from the literature. Some parts are still unknown.
TABLE 4.1
MAJOR COMMERCIAL ORGANIC RESISTS FOR EBL, X-RAY, DUV, AND EUV
Resist
Tone
Resolution
Sensitivity to electron beam
Contrast
Film life
PMMA
HSQ
Calixylene
Zep-520
XP9947
NEB-31, 22
Az-pf514
Az-pn114
EBR-9
Apex-e
UV-5
UVIIHS
PBS
Positive
Negative
Negative
Positive
Positive
Negative
Positive
Negative
Positive
Positive
Positive
Negative
Positive
<5 nm
<10 nm
<10 nm
<20 nm
60 nm
30 nm
<50 nm
<50 nm
500 nm
150 nm
100 nm
40 nm
500 nm
Low
Low
Low
High
High
High
NA
NA
Low
Na
High
NA
NA
Long
Long
Long
Short
Short
Short
NA
NA
Long
Na
Short
NA
NA
Sal-601
SNR-200
KRS
UVN2
UVN30
MMA
Negative
High
Short
NA
Good wet
etching
Moderate
Positive
Negative
<50 nm
20 nm
30 nm
80 nm
Low, 170µC/cm2@40kv
Low, 200 µC/cm2
Low, 1mC/cm2
17µC/cm2@40kv
7~17µC/cm2
20µc/cm2@40kv
<10µC/cm2@30kv
<10µC/cm2@30kv
High
Extremely high
15~25µC/cm2
10µc/cm2
3µC/cm2 @10kv
10µC/cm2@50kv
Extremely high
Sensitivity to
white light
No
No
No
Yes
Yes
Yes
NA
NA
No
NA
Yes
NA
NA
Etch
Resistance
Poor
Good
Good
Good
Good
Good
Good
Good
Poor
Good
Good
12µC/cm2@50kv
5~10µc/cm2
High>10
NA
Long
NA
NA
NA
Good
Good
Positive
20 nm
70µc/cm2@40kv
Low
Long
No
Poor
4.1.1 Polymer resists for EBL
Several newly developed resists such as HSQ, ZEP-520, and calixarene provide
resolution close to 10 nm for nanodevice fabrication. Although this resolution is still not
96
as good as that of PMMA, they offer good etch resistance, which is a key process for
device nanofabrication.
HSQ works as a negative polymer electron resist with high resolution (close to 10
nm), good etch resistance [6], minimum line edge roughness (LER) (< 2 nm for 20 nm
wide lines), similar sensitivity to PMMA, and good stability under SEM imaging. Ebeam radiation causes scission of Si-H bonds in HSQ and leads to the crosslinking of
polymers.
Its low LER is due to the smaller radius of gyration and less polymer
entanglement [4] than PMMA and ZEP-520. HSQ is a sufficient mask for Si etching and
is therefore very suitable for Si device fabrication. It is now commercially available [28].
The typical developer is tetra-methyl ammonium hydroxide (TMAH) at 2.38% [5].
Calixarene derivative works as a negative electron resist, capable of ultrahigh
resolution (< 10 nm) and high durability to halide plasma etching.
The resist is
composed of mono-dispersed single molecules with molecular weight of 972. Figure 4.1
shows a calixarene derivative resist, hexaacetate p-methylcalix[6]arene [29], which is a
cyclic structure with a diameter of 1 nm. Etching durability of calixarene is about 4 times
that of PMMA [29] with small LER. However, it requires much higher doses (10 times
higher than PMMA). Its small molecular size and the molecular uniformity are believed
to be the origins of the ultrahigh resolution and low surface roughness. For high-density
patterning, 25-nm-pitch grating lines have been demonstrated [30]. Negative resists do
not have the issue of development difficulty into high-aspect-ratio trenches as discussed
in Chapter 3. However negative resists suffer from swelling during development, and
can cause snakelike pattern distortion or collapse of adjacent walls.
Ultrasonic
development reduces the development time and therefore reduces the swelling effects.
97
Fabrication of 6-nm continuous lines has been demonstrated [10] using Calixarene resist,
and application to the fabrication of MOSFET devices has been demonstrated [31].
Fig. 4.1: Structure of calixarene derivative, hexaacetate pmethylcalix[6]arene. (Adopted from Ref. [29])
ZEP-520 works as a positive organic resist developed by Nippon Zeon with
10~20-nm resolution for EBL [2], [3]. ZEP resist has obtained wide acceptance and has
been used in 180-nm node device fabrication and mask making due to its high resolution
and good resistance to dry etching [7]. Nanocomposite ZEP resists offer less proximity
effect and lower LER [32].
4.1.2
Chemically amplified resists for NGL
The working mechanism of CARs is schematically illustrated in Fig. 4.2: Acid is
generated in the exposed regions by photoacid generators (PAGs) under radiation, and
catalyzes the decomposition (or crosslinking for negative resists) of the polymer chains.
One photon or electron is amplified to cleave (or link) a large
98
exposure
PAG
acid
∆
∆
insol insol insol
insol
sol insol
acid
acid
• 1 absorption event generates an acid
from Photo-Acid Generator (PAG)
• Acid then catalyzes decomposition of protecting group
• Same acid goes on to deprotect other groups
and reaction continues until acid is quenched
2
500
4
1
3
5
Fig. 4.2: Schematic illustration of CAR under radiation. (Adopted from Ref. [33])
number of polymer chains. Therefore, CARs normally provide high sensitivity, which is
an important property for NGL.
Several resist properties are crucial to meeting lithography resolution and
throughput requirements of NGL. Some of them are interrelated so that improvement of
one property sometimes degrades another.
Sensitivity: high sensitivity is required to reduce writing times and in turn
enhance throughput for mask making and lithography. Normal e-beam or laser writing
on quartz masks is about 3-8 hours.
Improved sensitivity clearly has a direct and
significant influence on the final mask cost [7]. However, for nanofabrication research,
sensitivity is not important since even with the enhancement of resists, the fabrication
99
time with e-beam is still too long to be practical. Other high-throughput methods such as
imprint lithography technology may be used in the future.
Etch resistance: an important resist property required by NGL and future mask
making, for which high-resolution writing, precise critical dimension (CD) control, and
thin resist are used. The implementation of thin-film resists (< 200 nm for 60 nm
fabrication node [27]) will require significant enhancement of the dry-etch resistance of
resists.
LER: a critical requirement for lithography and etching in industry where precise
CD control is required to follow the aggressive scaling of the semiconductor devices.
LER or CD control has been one of the most difficult issues in current 193- and 157-nm
lithography and etching processes [27]. The strong resist absorption and presence of shot
noise introduce high CD variations [34]. Polymer characteristics of resist material along
with optimum control of lithography and etching are important to suppress LER.
Stability: an important requirement of CARs for CD control in industry. Stability
was a critical problem for several CARs used in 248-nm lithography [7], [34]. Pattern
dimensions are highly sensitive to the post exposure bake (PEB) conditions and storage
environment. Also, mechanical stability of resists needs to be strong enough to maintain
high-aspect-ratio resist patterns as etching mask. Resist thickness is predicted to be about
200 nm for 60-nm lithography resolution [7].
Therefore, the capability of making
patterns at an aspect ratio of at least 3 is critical being practically useful in industry.
Several popular CARs are listed in Table 4.1. Resists such as AZ-PF514, AZPN114, NEB, KRS, and UV resists are capable of sub-50 nm lithography. In particular,
NEB and KRS are capable of sub-30 nm resolution as demonstrated by EBL. Their key
100
advantages are high sensitivity, good etching resistance, and more importantly, the full
compatibility with e-beam exposure and optical lithography. Here we briefly review the
research on several CARs.
KRS / KRS-XE is a positive-tone CAR developed by IBM [7] [8], which is
highly sensitive to photo, X-ray, and e-beam exposure and provides excellent durability
for reactive ion etching (RIE) [4], [9]. KRS is capable of making high-aspect-ratio
features and has good environmental stability [9]. The best resolution so far is about 30
nm demonstrated by EBL and etching [8], [35], [36].
AZPN 114 is a negative-tone CAR with high resolution and high sensitivity [22].
It provides flexibility of cross-sectional profile control to produce useful features [22][25]. The highest EBL resolution reported has been about 30 nm of etched lines [25].
AZPF 514: a positive-tone CAR that is exactly similar to AZPN 114. Sub-50 nm
EBL resolution has been demonstrated [26]. As a pair, AZPF 514 and AZPN 114
provide flexibility of process design.
DUV resists: a group of CARs widely used in industry, such as UV-5, UVN2,
UVIIHS, UVN30, and UVIII, designed by Shipley Co. for DUV and EUV. UV resists
provide high sensitivity, high etching resistance, and high contrast [16]-[21].
Lithography resolution is about 100 nm. The highest resolution achieved has been about
40 nm on UVIIHS resist by EBL [17].
NEB-31 and NEB-22 (Sumitomo Chemical) are commercial negative-tone CARs
with high sensitivity (10 times higher than PMMA) and high resolution. The highest
resolution demonstrated is about 25-nm by EBL in 100-nm-thick resists [14], [15].
101
However, the resist has relatively weak mechanical stability, and pattern aspect ratio is no
higher than 3 for sub-60 nm resolution [13].
In summary, CARs are the mainstream resists for current lithography technology
due to their advantages of sub-100 nm resolution, good etch resistance, high sensitivity,
and full compatibility with EBL, EUV, and UV lithography.
Future research on
development and improvement of CARs is important for sub-100 nm lithography nodes
and also for the introduction of NGL.
4.2
Precise wafer breaking technique
Cross-sectional studies of EBL can provide extra information on the nanometer
scale about profiles of resists after development, the attainment of development contrast,
and the liftoff process.
In order to study EBL cross-sections in resists, we have
developed a novel method of cross-sectioning silicon wafers with high placement
precision. It is implemented by using optical lithography and deep plasma high-aspectratio etching of a thin line, which is used as the breaking axis. In order to observe
genuine cross-section profiles of EBL in resists using scanning electron microscopy
(SEM), we have developed a process to protect the resist during SEM examination.
The cross-sectional SEM (XSEM) method is widely used as fast and efficient
feedback for diagnosing VLSI failure and process problems [37]. It is also a powerful
tool to study materials, films [38] and nanofabrication processes [39]. In particular,
XSEM of EBL in organic resists is widely used to study and optimize the whole process.
For nanofabrication, XSEM study of the processes requires higher quality and less
contamination to the cross-section and top surface of the specimens. How to obtain high
quality, site-specific cross-sections for XSEM becomes an important issue.
102
Several cross-section preparation methods have been widely used: scribing and
cleaving, precision micro-cleaving, wedge-polishing [40], [41], and focused ion beam
(FIB) techniques [42]. Most of these methods involve direct cleaving or polishing, which
will damage the very edge of cross-sections and introduce contamination. Also, some of
them have precision limitations. FIB techniques are capable of site-specific precision
cleaving [43], [44], but are sophisticated and highly equipment-dependent. Also, the
incident ions can introduce damage and contamination to the sample. It is reported that
the 20 nm top layer of sample surface or sidewalls were damaged by Ga+ ions [45] after
FIB imaging. This is a vital problem for the cross-section studies of nanolithography in
thin-film resists.
However, the novel cross-section preparation method we have
developed has overcome these drawbacks. It enables us to break our samples along the
desired axis (site-specific) with micron precision and gives complete cross-sections
allowing perfect edge-on viewing with SEM, at any angle, without introducing chemical
contamination or physical damage to the edges. It is especially useful for XSEM studies
of EBL structures in resists because of the ability to prepare cross-sections through tiny
areas.
4.2.1
Process overview
The precise breaking of wafers or small samples was accomplished by deep
plasma etching of a 5~10 µm wide line in an Alcatel 601E inductively coupled plasma
(ICP) etcher using the Bosch process. The wafers used were 200 and 500 µm thick and
were broken along the etched scribe lines with proper allowances for EBL regions. The
following process is illustrated in Fig. 4.3: a) Design a photomask for optical lithography.
The line pattern is throughout the whole sample with opened areas of interest in the
103
middle. The line is 10 µm wide and 1 mm to several inches long, depending on sample
size. Alignment marks are used there for EBL. b,c) After optical lithography of the line
with 100 µm unexposed sections, the pattern is etched to a depth of 90 µm or more using
the Bosch high-aspect-ratio etching technique with 2 µm thick AZ5214 resist as the etch
mask. d) After removing the AZ resist, 60-nm-thick PMMA with 950 K amu molecular
weight is applied to the surface, and EBL is performed on the unetched area in the line. e)
A simple fixture consisting of two glass plates is used to break precisely along the line.
A mini metal bender can make the breaking easier to operate. f) The broken etched line
interface with PMMA pattern is imaged with the Hitachi SEM.
We found that a 500-µm-thick wafer can be broken with a 100-µm-deep etched
line at 90% success rate, but the 200-µm-thick wafer is easier to break and gives more
consistent results. If using a 200-µm-thick Si wafer, the lattice direction will affect the
breaking axis significantly. When doing optical lithography, the breaking lines should be
aligned roughly parallel to the Si wafer lattice direction [100].
The original pattern and broken line interface is shown in Fig. 4.4. This technique
is especially useful for EBL over small scan fields where large patterns with long
exposure times are not practical. For general wafer or sample breaking, one can replace
the EBL step with an associated fabrication process, accordingly.
104
Fig. 4.3: Schematic illustration of precise wafer breaking technique (not to scale). (a)
Mask design of a 10-µm-wide line with 100 µm broken area for EBL. (b) Optical
lithography using 2 µm thick AZ5214 resist. (c) Exposed line etched down 100 µm. (d)
Sample after removal of AZ5214 and 60-nm-thick PMMA layer applied, and EBL
performed in area of interest. (e) Sample broken along desired axis by pressing one end
with the other fixed. (f) Cross-sections imaged by FESEM at any angle.
105
Fig. 4.4: SEM image of cross-section interface.
106
4.2.2
Process details
4.2.2.1 Pattern design and optical lithography
We used L-edit software to design the mask pattern for optical lithography of the
breaking lines. The developed pattern after photolithography is shown in Fig. 4.5. There
are two areas for EBL in the dash line and four alignment marks at the corners of the
areas. Optical lithography was performed on a Cobilt contact mask aligner with 1 µm
resolution.
Fig. 4.5: Optical lithography result of the pattern for cross-sectioning wafer.
4.2.2.2 High-aspect ratio-etching
The deep plasma etching of the silicon substrate is a key step in this technique.
The etcher we used was an Alcatel 601E, which utilizes a Bosch process and a 2 KW,
13.45 MHz RF source. Clamping of the wafer on the chuck allows backside cooling as
well as biasing during etching by a 500 W LF 50-460 KHz RF source. Before starting
the Bosch process, the chamber is turbo-pumped to 3.5E-5 Pa and a delay of 5 min
ensures constant substrate temperature of 20°C.
The Bosch process consists of
alternating SF6 for etching and C4F8 for passivation in pulse mode, which means in one
107
consecutive etching cycle the SF6 gas flows at a rate of 300 sccm for 7 s with the C4F8
gas valve closed and then the C4F8 gas flows at a rate of 130 sccm for 2 s with the SF6
gas valve closed. The RF source power in this process was set to 1800 W, and the
backside biasing during etch was 80 W. We found that 20 min etching yielded 100-µm
depth of the 10-µm-wide line in silicon. The aspect ratio of the process was at least 12.
We can easily achieve 60-µm-deep and 5-µm-wide lines, which results in high breaking
precision.
4.2.2.3 Electron beam lithography
After deep silicon etching and removal of AZ5214 resist, 60~200 nm thick
PMMA was applied on the samples. The PMMA was baked in an oven at 170°C for 5-12
hours. EBL was performed in the areas of interest with standard exposure conditions.
Then, the sample was developed in IPA: MIBK (3:1) with 1.5% MEK [46].
4.2.2.4 Cross section protection and breaking
In order to observe genuine cross-sectional profiles using SEM, we have
developed an optimized protection process to cover the sample with a thin AuPd film,
which allows us to obtain sub-50 nm genuine cross-sections without excessive damage
from the electrons during SEM examination. After the deposition of this thin layer,
samples were broken along the etched line. Using the mini metal bender, breaking was
easy. The cross sections were then imaged in the Hitachi SEM. Figure 4.6 shows some
examples of the cross sections.
Fig. 4.6a would likely result in successful liftoff but Fig. 4.6b would not. As we
can see in Fig. 4.6b, there were metal sidewall connections from the top to the trench
108
a
b
Fig. 4.6: Cross sections of EBL in PMMA. a) 50-nm-thick AuPd in the 120 nm deep
PMMA trench which would likely result in successful liftoff, b) 50-nm AuPd in the 90
nm deep PMMA trench caused liftoff failure due to sidewall connections.
bottom when metal thickness was over half of trench depths. Such sidewall connections
would result in liftoff failure. This is an example how the XSEM method can help to
diagnose the process.
4.3
Cross-section protection process
It is difficult to obtain unadulterated PMMA profiles of EBL, especially on the
nanometer scale, for several reasons: 1) Cross sections are mostly imaged with SEM,
which can quickly and heavily damage the PMMA resist and cause significant change to
the profiles. Damage of the resist appears to be by melting. Assuming a current density
of 4 pA/nm2 at 30 kV, this represents a deposited power at the beam spot of about 1011
W/m2.
It seems plausible that the resist temperature can reach the glass transition
°
temperature of about 135 C and deform.
Figure 4.7 illustrates how quickly and
significantly the e-beam changed the PMMA trenches. 2) Most cross-section sample
preparation techniques will physically damage the edge or the top surface of PMMA
trenches or introduce contamination. 3) Plasma sputter coating, which is used to cover
samples with thin metal films (such as Au60Pd40) for XSEM, will damage the corners of
109
sharp PMMA EBL trenches.
Fig. 4.7: E-beam damage to PMMA trenches. a) Single-scan SEM image of PMMA
trenches. Beam current is 15 pA, and scan time was about 1 s. b) Multiple-scan SEM
image of the same area. Scan time was about 5 s.
The optimized metal-film deposition process is illustrated in Fig. 4.8: First, after the
EBL on PMMA, samples were coated with 2~5 nm Au60Pd40 using a thermal evaporator.
Then, samples were coated with 2~5 nm Au60Pd40 again using a plasma sputter coater to
cover trench sidewalls. The first AuPd film protected the corners and top surface of
PMMA trenches from heavy damage by the plasma during sputtering. In this way, the
PMMA trenches were fully covered by thin Au60Pd40, and then broken along the desired
axis using our breaking technique. Figure 4.9 compares the PMMA cross-sections made
from direct sputter coating and our optimized process.
110
Fig. 4.8: Optimized process to protect the original PMMA EBL profiles. a) EBL and
development of PMMA, b) 2-5 nm Au60Pd40 deposited using thermal evaporation, and c)
2-5 nm Au60Pd40 was deposited using sputter coater.
111
Fig. 4.9: SEM of PMMA trenches. a) 10-nm-thick Au60Pd40 film applied directly using
plasma sputter coater, damaging the trench corners. b) 10-nm-thick Au60Pd40 film
deposited using the optimized process.
4.4
Aging effect study of PMMA in EBL Process
Using the cross-section preparation and protection methods, we have performed
an XSEM study of EBL in PMMA resist, with attention to the aging effect of PMMA
during the EBL process. The PMMA cross-section profiles are closely related to e-beam
exposure conditions, development process [47], storage temperature and humidity. We
performed a preliminary investigation of the time evolution of PMMA after lithography
and before development, which to our knowledge has not been reported. Our results
show that storage time is capable of affecting resolution and the pattern transfer process.
This kind of PMMA aging before development reduces PMMA contrast, widens features,
and changes cross-section profiles, and can result in poor liftoff reliability. Figure 4.10a
indicates a loss of contrast due to one week aging, and the trench profiles changed
112
Fig. 4.10: SEM images of PMMA profiles of EBL. a) After one week aging after
exposure of PMMA resulting in reduction of contrast compared to b) profile of PMMA
trenches without delay after lithography. In a) and b), trenches were covered by 5~10 nm
Au60Pd40 film using the optimized cross-section preparation process.
significantly compared with Fig. 4.10b, which had no delay after lithography. Figures
4.10a and 4.10b were of identical EBL process conditions with the same line dose of 2 ×
10-9C/cm. The reasons for the PMMA aging phenomenon may be that H2O in air slightly
develops PMMA during storage, or degraded PMMA molecules outgases into air.
4.5
Study of chemically amplified resist (XP 9947)
There are difficult challenges on the resists for the introduction of next generation
lithography (NGL). All NGL options (EUV, X-ray, EPL, ion projection lithography) set
a strict requirement for the sensitivity. EUV requires sensitivity equivalent of 3 µC/cm2,
X-ray requires 6 µC/cm2 equivalent, and EPL requires 1~5 µC/cm2 at 50~100 kV to meet
throughput requirement [48]. CARs will, no doubt, be required to meet the sensitivity
requirements of EUV, X-ray, and EPL. Besides the sensitivity, there are other challenges,
such as LER and resist stability. For example, the sub-150 nm lithography node has
suffered a serious problem of environmental stability of CARs [34].
XP9947 (XP9947A, XP9947S, XP9947W by Shipley Company) resists were
designed towards the satisfaction of these requirements. They utilize a phenolic polymer
113
with a high activation-energy blocking group and therefore provide high sensitivity.
Such approaches utilize thermal annealing of polymer films to produce environmental
stability (vs. ambient amine contamination) and are typically called environmentally
stable chemically amplified photoresists (ESCAP) [49]. The resolution demonstrated
was about 80 nm half pitch (defined in Fig. 4.11) for single pass lines. Table 4.2
summarizes the key properties of XP9947 resists for EPL [50] and Table 4.3 gives details
of our process.
Fig. 4.11: Definition of half pitch resolution for metal interconnects and poly-silicon
gates in industry. (Adopted from Ref. [27])
114
TABLE 4.2
PROPERTIES OF XP9947 RESISTS
Property
A
3.5
7
90
80
80
20
2
10
>3
0.9
1.0
<1
Aspect ratio
Sensitivity (µC/cm2)
Resolution (nm) for 1:1 L/S
for isolated lines
for contact holes
Exposure latitude @ CD (%, range)
PEB sensitivity or stability (nm/C)
Line edge roughness, LER (nm, 3 sigma)
Coated stability (months)
Dry etch resistance - PolySi (vs. UV6)
Oxide (vs. UV6)
Delay stability in filtered fab (hours)
XP9947
S
3.5
10
80
80
80
15
1
7
>3
0.9
1.0
<2
Data is adopted from Ref. [49].
TABLE 4.2
PROCESSING DETAILS OF XP9947 RESISTS
Product
Thickness
Spin Speed
Spin Time
Soft Bake
Post Exposure Bake
Developer Type
Development
XP9947 A, S & W
100~150 nm
4000~5000 rpm
30 seconds
140 °C/90 seconds
130 °C/90 seconds
MF-26A
45 seconds single puddle
115
W
4
16
80
80
80
17
1
6
>3
1.0
1.0
<2
In this study, we explore its resolution limit for EBL. Using the CCFE EBL
system and thin-film resist (100 nm XP9947A), we obtained 50-nm-wide single pass
lines, as shown in Fig. 4.12. 70-nm half-pitch resolution was achieved, as demonstrated
in Fig. 4.13. Future work can be done to evaluate the etching properties, LER, and crosssectional profiles of the resists.
Fig. 4.12: Single pass trenches with 50-nm width in 100-nm-thick XP9947 resist.
With resolution we have demonstrated, excellent etching resistance, high
sensitivity, good environmental stability, and the capability for high-aspect-ratio
fabrication as reported in the literature [48]-[50], XP9947 is capable of the 90 nm
lithography node or even the 65 nm node.
116
Fig. 4.13: Grating lines with pitch of 135~160 nm and 60~80 nm linewidth in 100-nmthick XP9947 resist.
4.6
Other applications
This novel wafer or sample cross-sectioning technique is applicable to general
wafer breaking and device fabrication process investigation. For example, micron size
devices or several layer thin films can be fabricated in the interested area in the breaking
line using alignment marks in the corners. Then the sample is broken along the line and
cross sections of the devices or thin films will be very clearly observed in SEM. This
information is helpful to understand what is going on during the fabrication process.
Also, it can tell the site-specific thickness and dimensions of the device parts or the films.
117
CHAPTER 5
EBL OF SELF-ASSEMBLED MONOLAYERS
5.1
Introduction
Self-assembled monolayers (SAMs) are ultrathin organic films made by
molecular self-assembly methods. Zisman reported the first SAMs preparation in 1946
[1]. In the last 20 years, this field has attracted tremendous attention, and grown from a
pure chemical domain into an interdisciplinary area.
SAMs have wide potential
applications, such as corrosion prevention, wear protection, chemical and biochemical
sensing, electro-optic devices, and nanotechnology [1], [2]. In contrast to the ultrathin
films made by molecular beam epitaxy (MBE) and chemical vapor deposition (CVD),
SAMs are highly ordered and oriented. SAMs can incorporate a wide range of groups
both in the alkyl chain and at the chain terminal. Therefore, a variety of surfaces with
specific interactions can be produced with fine chemical control [3]. There are many
types of SAMs prepared with different processes for different applications. Recently,
how to pattern SAMs at the micrometer, nanometer, and even molecular scale has
become one of the most interesting topics because of the potential nanotechnology
applications, such as molecular electronics.
118
Our research on SAMs is a collaboration with Drs. Wang and Lieberman in the
Department of Chemistry and Biochemistry of University of Notre Dame. We are more
concerned about the electron beam lithography (EBL) itself to pattern SAMs, which are
treated as ultrathin resists without development. We intend to use SAMs patterns defined
by EBL as templates to fabricate molecular quantum-dot cellular automata (M-QCA) [4]
or other nanofabrication applications. The synthesis and chemical properties of SAMs
are mostly the concern of our Chemistry coworkers.
Micrometer scale patterning of SAMs is accomplished with various techniques
such as optical lithography [5], microcontact printing [6], micromaching [7], and micro
writing [8], while nanometer scale patterning is mostly achieved by EBL [9] and
scanning probe lithography [10]. Sagiv et al. [11] have described the spatially defined
electro-oxidation of terminal groups of alkylsilane SAMs on Si surfaces with a
conductive AFM tip. Lines with a width of only a few nanometers in SAMs have been
achieved. Another group, Gölzhäuser et al. [12] reported selective conversion of a
terminal group of organothiol SAMs on a gold surface with a low-energy electron beam.
Xuejun Wang, our coworker in the Chemistry department, has developed a phenyl
(3-trimethoxysilylpropyl) disulfide monolayer (SAM I) on silicon oxide and silicon with
native oxide [13]. This kind of SAM can be employed as a self-developing resist for both
EBL and AFM anodization.
The results of ellipsometry measurement and X-ray
photoelectron spectroscopy (XPS) have confirmed that the monolayer formation was
successful, the film had monomolecular thickness (about 1 nm), and the embedded
disulfide bonds were verifiably intact. We have successfully used EBL to form sub-30
nm lines in SAM I. The lithography conditions for SAM I have been well characterized,
119
and results are reproducible. After EBL in SAMs, N-(1-pyrene)maleimide molecules
were successfully attached to the SAMs patterns defined by EBL.
5.2
SAM I synthesis process
The synthesis process is important for SAMs patterning. The surface of the
SAMs must be extremely clean and smooth (roughness should be less than 0.3 nm). The
chemical properties of the SAMs must be well characterized before EBL. In our process,
phenyl(3-trimethoxysilylpropyl)disulfide
was
synthesized
by
refluxing
(3-
mercaptopropyl) trimethoxysilane (Aldrich) and N-(phenylthio)phthalimide (Aldrich)
(1:1.2 ratio) in dry chloroform overnight. The reaction mixture was purified by filtration
and subsequent vacuum distillation [14], [15]. This pure compound was stored in a dry
box for later use to form SAMs. Silicon samples with native oxide were cleaned with
piranha solution (conc. H2SO4 and 30% H2O2 3:1 in volume) for 15 min. Then, the
samples were rinsed with deionized water and blown dry with N2. Finally, the samples
were immersed in octane solution and refluxing for 30 min.
The phenyl(3-
trimethoxysilylpropyl) disulfide SAMs were formed on the surface of silicon samples.
The synthesis process is illustrated in Fig. 5.1.
O
Si
O
O
O
SH +
O
Si
O
O
S N
O
S S
(I)
Fig. 5.1: Synthesis of phenyl(3-trimethoxysilylpropyl)disulfide monolayers (SAM I).
120
5.3
Chemical characterization
The preparation of a smooth monolayer is a key factor in obtaining high
resolution EBL in SAMs since the film is only about 1 nm thick, which is comparable to
its roughness.
As will be shown, the trench depth after EBL is only about 3 Å.
Therefore, the roughness of SAM I has to be very low in order to image the pattern. To
fulfill the requirement of roughness and quality, the SAM I was carefully prepared and
characterized. The root-mean-square (RMS) roughness of SAM I was 2~3 Å measured
by tapping-mode AFM. The average film thickness was 8.7 ± 0.5 Å measured by
ellipsometry.
The advancing angle for this film was about 76° by contact angle
measurement. Figure 5.2 shows the chemical structure of SAM I. The ellipsometric
measurements were made with a Rudolph AutoEL III ellipsometer equipped with 6328 Å
( He-Ne laser) analyzing light operating at an incident angle of 70°. The contact angles
were measured on a Kruss G10 goniometer.
a
b
c
Fig. 5.2: a) Side view of a SAM I molecule (space filling model), b) top view,
and c) cartoon of the SAM I.
121
To characterize the chemical properties of the monolayers, we performed XPS
measurements.
The XPS measurements were obtained using a Kratos XSAM 800
spectrometer with non-monochromatic MgKα radiation. In the measurements, we used
500-nm-thick SiO2 as the substrate in order to block the bulk plasmon band of silicon
[16], which is overlapped with the S 2p peak. Figure 5.3 shows a high-resolution XPS of
SAM I compared with that of a thick SiO2 substrate. The XPS in the S 2p region for
SAM I on thick SiO2 shows a broad peak (line a in Fig. 5.3), while the XPS of the thick
SiO2 substrate alone was flat. The broad peak of the SAM spectra can be fitted with two
peaks at binding energies of 163.2 eV and 164.4 eV, which correspond to S 2p3/2 and S
2p1/2 respectively.
Fig. 5.3: XPS on (a) SAM I on thick SiO2 and (b) pure thick SiO2 in the S 2p region.
Based on these measurements, we conclude that the SAM I had been successfully
formed on the silicon oxide surface with the intact embedded disulfide bonds. Also, the
surface was smooth enough to perform high-resolution EBL and AFM imaging.
122
5.4
EBL process
After the SAMs were carefully prepared and examined, EBL was performed with
the Hitachi EBL system. The exposures were done at 30 keV with a 6~15 pA beam
current, a 20 µm aperture, and a 7 mm working distance. The contamination dots as
small as a few nm were intentionally deposited by e-beam on the surface and used to
obtain a precise focus on the SAMs for high-resolution lithography. Electrons may break
the disulfide bonds and the residual gas can be pumped into the vacuum during the
exposure. The trenches in the SAM are automatically formed during the exposure and no
development is necessary. We used optical lithography and plasma etching to make
alignment markers (as shown in Fig. 5.4) on the samples for EBL and AFM imaging
based on the idea in Ref. [17]. After EBL, the patterns were imaged with an AFM in
both tapping mode and lateral force friction mode.
Fig. 5.4: SEM image of an alignment marker for lithography and AFM imaging, the dark
area is silicon with smooth native oxide, and the light area is etched silicon with depth of
50 nm, which is deep enough to be seen clearly in SEM and optical microscope but
shallow enough for the AFM tip to scan over. In addition, sharp etching edges on the
marker pattern are convenient for precise focusing.
123
Figure 5.5a shows grating lines with 150 nm pitch fabricated by EBL on the
monolayer with line dose of 1.1×10-8 C/cm. Figure 5.5b is the average profile of the area
drawn in 5.5a. From the profile measurement, these lines had a linewidth less than 30 nm
and an average trench depth of about 3 Å.
Figure 5.6 shows a series of squares with different depths due to different
exposure doses. From the average profile analysis, we can see that the depth of the
squares increases with higher dose. However, when the dose increases to a critical point,
the square depth decreases sharply even to negative values because the over exposure
causes deposition of vacuum contamination into the squares.
Fig. 5.5: Trenches in SAMs by EBL at 30 keV. a) Tapping mode AFM image of lines
with a 150 nm pitch, a sub-30 nm linewidth, and a line dose of 1.1 × 10-8 C/cm, b) The
average profile of the marked area in part a), from which linewidth and depth were
measured.
124
Fig. 5.6: EBL squares in SAMs by EBL at 30 keV. The lower part is the average profile
of the marked area above. The dose for the square with 0.182 nm depth is about 500
µC/cm2, 800 µC/cm2 for the depth of 0.237 nm, and 1200 µC/cm2 for the overdosed
square with depth 0.035 nm.
We have developed a special EBL process to characterize the chemical properties
of the SAM trenches. We performed EBL with the beam blanker off. Therefore, the
beam stayed at the ends of the patterns, causing over exposure to the SAM and resulting
in the deposition of carbon contamination dots. Figure 5.7a shows the circles with
overdosed carbon-contamination dots, which are hydrophobic and can be used as a
reference to diagnose the SAM’s chemical properties. Figure 5.7b shows a friction-mode
AFM image of the SAM patterns. We found that the contamination dots and the trenches
appeared very different at the friction mode AFM with the hydrophobic silicon tip.
Therefore, we determined that the trench regions in SAMs by EBL are hydrophilic.
125
a
b
Fig. 5.7: a) AFM image of circles with overdosed carbon-contamination dots (the white
spots) deposited by EBL on purpose. b) Lateral-friction-mode AFM image of the same
area. The dots (green) and the trenches (light blue) show opposite friction force to the
silicon tip.
5.5
Molecular attachment
We used EBL to form hydrophilic trenches in SAMs with a depth of 3 Å. It is
very likely that EBL cleaves the disulfide bonds (S-S) and forms the free thiols on the
trench bottoms, which can be used for selective chemical binding to pattern molecules.
In order to test the SAM’s capability of chemical binding, samples with EBL were
soaked in 10 mM N-(1-pyrene)maleimide for 1 hr with pH 9.0 buffer for the molecules to
attach to the free thiols in the trenches. Figures 5.8a and 5.8b show the AFM images
before and after the N-(1-pyrene)maleimide attachment.
Before the attachment, the
trench depth was about 4.8 Å, and the linewidth was about 35 nm. After the attachment,
the trenches became raised lines, which were 2.3 Å tall and 44 nm wide. The average
height change was about 7 Å, which is approximately the size of N-(1-pyrene)maleimide
molecules (6 Å). These results suggest that the N-(1-pyrene)maleimide molecules have
been selectively attached to the EBL patterns.
126
a
b
Fig. 5.8: AFM images of EBL patterns in SAM I a) before and b) after treating with N(1-pyrene)maleimide; the average cross profiles are shown on the right.
A separate control experiment was preformed, and the result indicated that the N(1-pyrene)maleimide molecules do not attach to SAM I. Another SAM sample was
treated with dithiothreitol (DTT). XPS on SAM I before and after the DTT treatment are
shown in Fig. 5.9. Before the treatment, the S 2p3/2 peak was at 163.7 eV and the ratio of
sulfur to silicon atoms was 0.034. After the treatment, the S 2p3/2 peak was unchanged,
but the sulfur-to-silicon ratio dropped to 0.015. Such a 50% drop in sulfur intensity
suggests that DTT has completely cleaved the embedded disulfide bonds.
127
Fig. 5.9: XPS on SAM I before and after DTT treatment. The substrate was 500
nm thick SiO2, and the take-off angle is 30º.
After the DTT treatment, the SAM I sample was soaked in a solution of N-(1pyrene)maleimide.
XPS on the SAM I sample after the N-(1-pyrene)maleimide
treatment is shown in Fig. 5.10, where the C 1s at 288 eV and N 1s at 400.5 eV peaks
were observed, showing the presence of a carbonyl group. The intensity ratio of C to N
was 1.84, which is close to the stoichiometric value of 2 in pyrene maleimide. These
results indicate that the N-(1-pyrene)maleimide molecules attach to DTT treated SAM I.
In summary, the control experiments show that N-(1-pyrene)maleimide does not
attach to SAM I, DTT completely cleaves the embedded disulfide bonds in SAM I, and
N-(1-pyrene)maleimide does attach to SAM I with cleaved disulfide bonds.
These
results along with the previous N-(1-pyrene)maleimide attachment to EBL patterns show
strong evidence for the argument that EBL cleaves embedded disulfide bonds in SAM I
and formed patterns capable of chemical binding of N-(1-pyrene)maleimide molecules.
128
Fig. 5.10: The C 1s and N 1s XPS on the SAM I before (blue curve) and after DTT
treatment and N-(1-pyrene)maleimide binding (red curve).
5.6
Discussion and conclusions
The conformational energy of dimethyl disulfide reaches its minimum when the
C-S-S-C dihedral angle is close to 90o [18]. The cartoon in Fig. 5.2c is based on the
minimum energy of the single molecular Corey, Pauling and Kultun (CPK) model. The
theoretical thickness using this model is about 9.4 Å, while our ellipsometry
measurement result, 8.7 ± 0.5 Å, is a good match. The disulfide bonds in SAM I are
relatively weak (bond energy ≈ 55 kcal/mol) and can be cleaved by DTT [19], which was
also proved by our previous control experiment.
The theoretical thickness of 3-
mercaptopropyltrimethoxysilane, the remaining monolayer after cleavage of disulfide
bonds, is 6.2 Å based on a CPK model. Therefore, the thickness reduction after breaking
disulfide bonds is about 3.2 Å. This also agreed well with the trench depth after EBL that
was measured by AFM. In addition, from AFM lateral friction images in Fig. 5.7, the
trenches formed by EBL are hydrophilic while the SAM I with phenyl group is slightly
129
hydrophobic. This fact indicates that EBL caused the loss of phenyl rings and the
formation of polar function groups (S-H, or SO3H2) and therefore caused the cleavage of
the disulfide bonds. Based on these experimental results and theoretical analysis, we
conclude that EBL cleaves the disulfide bonds of SAM I, resulting in polar functional
groups, which can be used as templates for selective chemical binding.
Seshadri’s group [20] and Gölzhäuser’s group [21] reported that e-beam exposure
could cleave C-H bonds in SAMs, resulting in the loss of H. Sonntag [22] found that
disulfide bonds are liable to trap radicals, which in turn cleave the bonds themselves.
Based on these facts, a mechanism for EBL on phenyl(3-trimethoxysilypropyl)disulfide
SAM is proposed as shown in Fig. 5.11. EBL cleaves a C-H bond from the phenyl ring
and generates a hydrogen (H+) radical, which is then quenched by the disulfide bond,
resulting in the cleavage of the disulfide bond. The byproduct Ph-SH is pumped out from
the chamber during EBL in a high vacuum.
Ph-H
e-
Ph- + H•
Ph-S• + HS-R
Ph-S-S-R + H•
Ph-S• + H•
Ph-SH
Fig. 5.11: A possible mechanism for EBL on SAM I.
130
In summary, the phenyl (3-trimethoxysilylpropyl) disulfide SAMs have been
successfully formed and patterned by EBL in sub-30 nm resolution. It is well understood
that EBL cleaves the embedded disulfide bonds and forms the R-SH for chemical binding
of molecules. The phenyl (3-trimethoxysilylpropyl) disulfide SAM can be used as a
high-resolution ultrathin inorganic EBL resist for molecular nanopatterning.
131
CHAPTER 6
DNA PATTERNING FOR MOLECULAR QCA
6.1
Introduction
Electron beam lithography (EBL) as a fabrication method of molecular electronics
has been discussed in Chapter 3. However, “top down” lithographic methods have
serious difficulties in satisfying the requirements of both resolution and throughput. On
the other hand, self-assembly has shown the capability of patterning nano components,
such as nanoparticles and nanocrystals, on the molecular scale [1]-[3] and creating an
extraordinary level of structural complexity [4]. However, the manufacturing of bottomup assembled systems with such stereochemical complexity would require heroic efforts.
A possible solution to this manufacturing challenge is an appropriate combination of “top
down” lithography and self-assembly from the bottom up.
This research on DNA
(deoxyribo-nucleic acid) patterning is a preliminary study of this fabrication idea. We
intend to use self-assembly to build functional molecular sub-systems on DNA rafts and
use EBL and molecular liftoff to position these DNA rafts into macroscopic architectures.
DNA has been used to direct the assembly of nanoparticles or nanocrystals [1]-[3]
and attracted tremendous interest in recent years.
Winfree and Seeman have
demonstrated the self-assembly of hundreds of thousands of DNA tiles into 2D periodic
132
lattices [5]. For molecular QCA, we aim to create a self-assembled DNA lattice with
maximally controlled heterogeneity for QCA cells, as shown in Fig. 6.1 [6].
This
research is a collaboration with Drs. Sarveswaran and Lieberman in the Department of
Chemistry and Biochemistry at the University of Notre Dame.
Fig. 6.1: (a) A QCA representation of a systolic pattern matching circuits. (b) Circuit
mappied to DNA rafts. Green squares are QCA cells and blue frames are DNA raft
patterns. (Adopted from Ref. [6])
6.2
Synthesis of DNA rafts
DNA tiles (double crossover molecule) were assembled from single-stranded
precursors. The DNA tiles measure about 4 × 12 × 2 nm3 and can be self-assembled into
4-tile rafts, as shown in Fig. 6.2, which measures about 8 × 37 × 2 nm3 [7]. In order to
detect DNA rafts, Au nanoparticles and nanofibers were bound to the DNA rafts and
were imaged in AFM [7].
The synthesized DNA tiles were characterized by the gel electrophoresis method
[7]. Tiles A, B, C, and D in Fig. 6.2 were successfully formed with a high yield (75%95%). These four different tiles were self-assembled to form 4-tile DNA rafts, as verified
by biochemical assays and AFM imaging. The synthesized 4-tile DNA raft has an
133
Fig. 6.2: Schematic structure of 4-tile DNA raft. (Adopted from Ref. [6])
average size of 27±2 × 56±2 × 2.1±0.1 nm3 measured by AFM with a 20-nm-diameter tip.
After the correction of the tip size effect, it agreed with the design.
6.3
Molecular liftoff of DNA
EBL was performed on an 80~100 nm 950K amu PMMA resist on a silicon
substrate with native oxide using the Hitachi EBL system with a 30 keV beam energy, a
1~2 nm spot size, 20 µm aperture, 10~20 pA beam current, and 7 mm working distance.
Then, the molecular liftoff process was used to deposit 4-tile DNA rafts onto a silicon
surface, as shown in Fig. 6.3. After EBL and PMMA development, the samples with
PMMA trenches were soaked in a 0.01 (vol) solution of polylysine for 10 min to make
the trench bottom positively charged. Several drops of DNA raft solution (0.2 µM) were
put on the surface and left for 2~10 hours. Then, the samples were washed well with
deionized water and blown dry with nitrogen. The remaining PMMA was lifted off with
dichloromethane (CH2Cl2) [8] for 1~3 min and the sample was again washed with water
and blown dry with nitrogen before AFM imaging.
134
Fig. 6.3: Molecular liftoff of DNA rafts. a) PMMA trenches are defined by EBL and
developed; b) Sample is soaked in a 0.01 (vol) solution of polylysine for 10 min to make
trench bottom positively charged; c) 4-tile DNA rafts attach to polylysine in the trenches
for 2~10 hours; d) PMMA is removed by dichloromethane.
The roughness of the substrate, the roughness of the PMMA trench bottom after
development, and the substrate roughness after stripping of PMMA are important for the
liftoff process. First, silicon samples were cleaned by 5 min acetone and then 5 min
isopropyl alcohol (IPA) in an ultrasonic bath. The substrate surface turned out to be very
rough (about several nanometers variation) and the attachment of DNA was not uniform
and smooth.
An improved cleaning procedure, introduced in Chapter III, produced
extremely smooth substrate surfaces. Figure 6.4 compares the silicon surface roughness
prepared by the two methods.
The silicon roughness in the PMMA trenches after development was about 0.3 ~ 2
nm depending on the exposure dose based on our AFM measurement results. Low
exposure dose result in higher roughness. Cold development allows us to use 2.5 times
higher doses for the same linewidth, which results in smoother trench bottoms than dose
room temperature development.
135
a
b
Fig. 6.4: Comparison of silicon surface roughness. a) AFM image (height bar is 10 nm)
of a silicon substrate with native oxide prepared with the improved cleaning process
shows an extremely smooth surface. The root-mean-square (RMS) roughness is about
0.05 nm. b) AFM image of a rough silicon surface prepared by 5-min acetone and 5 min
IPA in a ultrasonic bath. The RMS roughness is more than 2 nm.
136
The roughness of the silicon surface after PMMA removal is critical for the AFM
imaging of attached DNA rafts. Using dichloromethane or 1,2-dichloroethane instead of
acetone to remove PMMA will significantly reduce substrate roughness [8]. The surface
roughness using acetone and dichloromethane are compared in Fig. 6.5.
a
b
Fig. 6.5: Comparison of substrate surface roughness after PMMA removal by a) acetone
and b) dichloromethane. Both AFM images have the same height scale as shown.
Fig. 6.6 shows the AFM images of the processing steps of the molecular liftoff.
The height of DNA lines was about 3.6 nm, which is a good match for the 2 nm DNA
height plus the 1~2 nm height of polylysine. However, there were many extra DNA rafts
left on the margins and the DNA lines show poor uniformity. The extra DNA left over
may be because some polylysine left on PMMA previously stays on the silicon surface
during PMMA removal. The poor DNA uniformity may be because of the poor coverage
of polylysine in the PMMA trenches or the poor binding of DNA rafts to polylysine.
137
Fig. 6.6: AFM images of the DNA liftoff process.
After several experiments, we confirmed that the polylysine was not evenly
deposited into the PMMA trenches.
Therefore, we tried APTES (3-Amino-propyl-
triethoxy-silane) instead for the DNA attachment. Another issue is that dichloromethane
may change the chemical properties of attached DNA rafts during PMMA removal. To
avoid that, we changed the process to lift off APTES first and then attach DNA to
APTES. The new process is illustrated in Fig. 6.7. After EBL, the samples were soaked
in a desicator overnight to get rid of the loosely bound APTES molecules from the
PMMA surface. Then the PMMA was lifted off with CH2Cl2 for 3 minutes. 20 µl of
DNA raft solution (1 µM) was deposited on the surface. Because of the poor spreading
138
of the DNA solution on the silanized surfaces, a clean glass cover-slip was placed on top
of the DNA drop. After 4 hour attachment, the surface was rinsed with deionized water,
dried with nitrogen, and then imaged in AFM.
Fig. 6.7: Revised molecular liftoff process. a) PMMA trenches are defined by EBL and
development, b) the samples are soaked in a 0.05% v/v APTES solution for 5 minutes, c)
PMMA is removed by dichloromethane, d) 4-tile DNA rafts attach to APTES for 4 hours.
0.05% v/v APTES solution for 5 minutes, dried with nitrogen, and then put in a vacuum.
Figure 6.8 shows the chemical structure of the APTES monolayer. From Fig.
6.8c, the substrate roughness significantly affects the quality of the APTES monolayers
and therefore affects the consequent DNA attachment. Experimental results show that
APTES offers excellent adhesion and coverage uniformity on smooth silicon surfaces.
Also keeping APTES-soaked samples in a vacuum desicator for overnight removes the
loosely bound APTES on the PMMA and prevents the possible extra attachment of
APTES on silicon during the PMMA removal step. The lifted-off APTES and DNA rafts
(as shown in Fig. 6.9) were significantly improved compared with Fig. 6.6.
139
a
b
c
Fig. 6.8: Chemical structure of a) 3-Aminopropyltriethoxysilane (APTES), b) an ideal
APTES monolayer, c) the APTES multiplayer.
a
b
Fig. 6.9: AFM images of liftoff lines of 4-tile DNA rafts using APTES. a) Lifted-off
APTES lines and the cross profile, b) DNA rafts attached to APTES lines and the cross
section profile.
140
Figure 6.9a shows the lifted-off APTES lines with a height of 0.8 nm measured by
the AFM cross sectional analysis. There were nearly no extra APTES molecules in the
margin. Figure 6.9b shows the DNA rafts attached to the lifted-off APTES lines. The
height of the DNA lines was about 3.5 nm, which is a good match for the height of DNA
rafts plus the height of APTES monolayer.
For the fabrication of molecular electronic systems, defect control and reliability
are important. The molecular liftoff process we developed for DNA patterning offers a
low defect level. Figure 6.10 shows a large-scale patterning of APTES lines and DNA
rafts. In the 5 µm × 5 µm patterning area, there was little extra binding of APTES and
DNA to the silicon surfaces.
a
b
Fig. 6.10: A large-scale patterning shows improved defect control by using APTES
instead of polylysine as a binding layer for DNA rafts. a) APTES lines by molecular
liftoff and b) lines of 4-tile DNA rafts attached to the APTES monolayer.
6.4
Conclusions
Electron beam lithography with molecular liftoff is a promising approach to
patterning DNA rafts, but there are clearly some issues that need to be addressed. For
instance, a potential problem is the apparent irreversibility of the binding interaction,
141
which may interfere with attempts to create short range ordering through raft-raft
interactions. Another problem is how to orient DNA rafts in the EBL defined patterns.
We have demonstrated the fabrication of PMMA trenches with sub-10 nm width
on silicon using cold development, as discussed in Chapter III. These narrow trenches
enable us to orient or localize individual DNA rafts with QCA cells assembled on them in
the future.
The QCA circuit shown in Fig. 6.1 would require a DNA raft built from 54
separate tiles as a structural template. Our initial work shows that a 4-tile raft can be
assembled, structurally characterized, and deposited on silicon surfaces [6], [7]. Future
work in the M-QCA project will focus on several key points, such as the possibility of
DNA rafts as structural templates for non-DNA materials attachment, the scalability of
the raft size from four to 54 tiles, and orientation of DNA rafts in the EBL patterns.
142
CHAPER 7
SUMMARY AND FUTURE WORK
7.1
Summary
We have studied ultrahigh resolution electron beam lithographic (EBL)
nanofabrications for molecular electronics in general and molecular
quantum-dot cellular automata (QCA) in particular. An EBL system based
on a cold cathode field emission (CCFE) scanning electron microscope
(Hitachi S-4500 SEM) was constructed. An ultrahigh-resolution lithography
process with cold development of PMMA was developed. Sub-10 nm metal
and nanoparticle structures were fabricated by EBL and liftoff. Several
resists were studied using a novel precision wafer cross-sectioning technique
and cross-sectional SEM method.
Lithographic nanofabrication of
molecular QCA, such as the patterning of self-assembled monolayers
(SAMs) for chemical binding of QCA molecules, the patterning of DNA
rafts by molecular liftoff, and the patterning of PMMA tracks for molecular
liftoff of QCA molecules were explored.
143
Electron beam lithography in this research was performed on the Hitachi SEM
converted system at 30 kV. The CCFE electron source of the Hitachi S-4500 SEM
generates an extremely bright and small electron beam (about 1 nm at 30 kV), enabling
ultrahigh lithography resolution. Another advantage of using this system is the ease of
achieving optimum beam parameters prior to exposure, assuring that the best possible
lithography results can be reliably achieved. A custom pattern generator called “V5” was
used to scan the beam to do lithography. A custom beam blanker was installed and the
combined noise on the system was minimized by improving ground loops and isolating
vibration and acoustic sources in the lab. In addition, user management software was
developed for lab administration.
The ultimate resolution of EBL in PMMA resist is set by the system, exposure
parameters, electron-resist interaction phenomena, resist development, and pattern
transfer.
Using our CCFE system and thin PMMA resist, the exposure width by
secondary electrons is approximately 5-7 nm, based on classic EBL theories, Monte
Carlo simulation, and experimental results in the literature. The fabrication resolution is
mainly set by resist development and pattern transfer. The major concern for sub-10 nm
EBL is the complete removal of resist residue from the high-aspect-ratio trenches.
We have used this system to investigate the effects of varying the developer
temperature on ultimate lithographic resolution, and found that cooling the developer
yields noticeable advantages. Cold development reduces resist sensitivity, allows the use
of three times higher dose than room temperature, and therefore reduces the resist residue
in the sub-10 nm lithographic patterns.
The contrast curves at different developer
temperatures were measured by AFM metrology, from which we found that the minimum
144
required dose to clear pattern bottoms for cold development is closer to the critical dose
than that of room temperature development. Cold development also improves EBL
pattern quality, such as less line edge roughness and better cross-sectional profiles.
The ultrahigh resolution offered by the CCFE system and the cold development of
PMMA was successfully transferred to metal and nanoparticle structures by liftoff. The
fabrication of 5-nm-wide metal and Au-nanoparticle lines was demonstrated. These sub10 nm structures could be used in Coulomb blockade devices. Also, the sub-10 nm liftoff,
in turn, proves that the narrow trenches formed by EBL and cold development were
completely developed. Dense lines with sub-30 nm pitches in PMMA were obtained.
The ultimate resolution of metal liftoff is mostly limited by resist development and metal
grain size.
In addition, we have developed a novel precision wafer cross-sectioning
technique to study EBL in resists.
This site-specific and precision cross-sectioning
method was implemented by deep silicon etching of a high-aspect-ratio trench as the
breaking axis. Also, we used a combination of thermal and sputter deposition of a thin
metal layer to prevent e-beam damage to the EBL patterns in resist during SEM
examination. The study of EBL in PMMA using these techniques revealed that one-week
aging of PMMA before development would result in poor contrast of EBL patterns and
could result in liftoff failure. Besides PMMA, we studied a chemically amplified resist
called “XP9947” (Shipley Co.) for its capability for the industrial 90 nm lithography node.
50-nm single-pass lines and 70-nm half-pitch resolution were achieved using the CCFE
system on the XP9947 resist, which is the highest resolution reported for this resist.
145
Application of EBL to molecular QCA involves the patterning of SAMs and DNA
rafts. EBL was performed to cleave the embedded disulfide bonds in the SAMs to define
nanometer scale patterns for chemical binding of molecules. Sub-30 nm lines were
fabricated and attachment of fluorescent molecules, N-(1-pyrene)maleimide, was
demonstrated. For the DNA patterning, a well-controlled molecular liftoff process was
developed to deposit 4-tile DNA rafts onto silicon surfaces with low level defects and
low surface roughness. In order to effect controlled deposition of DNA rafts without
damage, we performed a two-step attachment process. 100-nm-wide APTES and DNA
lines were fabricated.
The ultimate goal is to construct molecular QCA by allowing molecules
or DNA tiles as QCA cells to self assemble on templates formed by EBL
involving one step of removal of PMMA by liftoff. This technique has
proven viable for both Creutz-Taube molecules (details in Q. Hang’s Ph.D.
dissertation) and larger DNA nanostructures.
Also, this work on DNA
patterning is a preliminary study of the combination of “top-down”
lithography and “bottom-up” self-assembly.
It is not likely that a completely self-assembled circuit of sufficient complexity
can be achieved, but some self-assembly would be used to connect molecules together
within a pattern. Such patterns would likely be on the order of one to a few molecules in
width. Furthermore, it is likely that a large fraction of a conventional CMOS chip would
be patterned with molecules to interface with conventional CMOS. Using EBL with a
sufficiently small beam, even with the brightest source, it would take several hours to
146
pattern a single chip, but techniques such as nanoimprint lithography may serve as an
intermediate step from the EBL techniques demonstrated here and future manufacturing
technologies.
7.2
Future work
We have demonstrated that using a CCFE system at 30 kV and the cold
development of PMMA resist, 5 nm lithographic resolution and liftoff is possible. There
is still some room left to push resolution even higher, such as the combination of cold and
ultrasonic development of PMMA resist, improvement on metal liftoff, and alternative
ultrathin resist coating technology.
As discussed in Chapter 3, both cold development and ultrasonic development can
reduce resist residue significantly in narrow PMMA trenches. The combination of cold
and ultrasonic development may achieve even less residue and higher resolution.
The major limitation to the resolution of metal-liftoff based nanofabrication is the
metal grain size.
Metal deposited by sputtering offers smaller grains than thermal
evaporation. For example, the grain size of alloy Au60Pd40 is 3~4 nm by sputtering, but
5~6 nm by thermal evaporation. However, metal deposited by pure sputtering cannot
liftoff since sputtered metal atoms deposit onto sample at all angles and therefore the
sidewall of PMMA trenches will be coated. A technique called “collimated sputter
deposition” or “collimated sputtering” can avoid this sidewall coating during sputtering.
As shown in Fig. 7.1, directional deposition of sputtered metal atoms is obtained by
interposing an array of collimating tubes or a thick honeycomb grid between the
magnetron cathode and the sample [1]. The collimator functions much like the sidewalls
147
of the chamber. It collects atoms that are traveling laterally to the cathode/sample plane.
These atoms are deposited on the sidewalls of the collimator cells and hence not
deposited onto the sample [2]. As a result, the arrival of metal is at a small angel normal
to the wafer surface.
Fig. 7.1: Overall configuration of collimated sputter deposition. (Adopted from Ref. [1])
We have designed a collimator. However, the metal deposition and liftoff failed
using this design due to several possible reasons. First, the collimator may be too close to
the rotational metal targets due to the limited distance from the source to the sample in
the Emitech sputtering system, resulting in poor deposition uniformity and very low
deposition rate. Second, the margin in the honeycomb grid in our design is too thick. A
better honeycomb grid is needed in the future research. After solving all the problems, a
working collimated sputtering method can allow us to fabricate sub-5 nm metal structures
and also the metal deposition will be much faster than conventional evaporation.
148
Ultrathin resist is a key requirement for sub-10 nm resolution of EBL at
conventional beam energy (20~50 kV).
Thinner resist results in narrower forward-
scattering width, less proximity effect, and ease of development. We used 30~40 nm
thick PMMA for sub-10 nm metal and Au nanoparticle liftoff. The resist was spin-coated
onto the samples. However, for resist thinner than 30 nm by spin-coating, nanoparticles
attached to substrate through the thin film and liftoff failed. The substrate surface was
not uniformly and completely covered with the ultrathin PMMA resist. Alternative thin
resist coating technique can be used to achieve high-quality thin film for ultrahigh
resolution and ultrahigh density EBL. One of the promising methods is LangmuirBlodgett film deposition. Kuan et al. [3] have reported EBL in 6~14 nm thick PMMA
resist prepared by this method. They found that the resist prepared by Langmuir-Blodgett
method offers less pinhole density than the spin-coated PMMA films. The high quality
of ultrathin (< 20 nm) PMMA film by Langmuir-Blodgett method may enable us to
achieve sub-5 nm resolution and sub-20 nm line pitch, which will be promising for the
fabrication of molecular electronics.
For the molecular QCA applications, we plan to lift off 5-nm QCA molecular
patterns by EBL and cold development of PMMA. For DNA patterning, we plan to scale
from 4-tile DNA up to 54-tile raft, and at the same time, scale down the linewidth of
lifted off DNA rafts down to 10 nm.
149
REFERENCES
Chapter 1
[1] The International Technology Roadmap for Semiconductors, 2003 edition,
http://public.itrs.net/Files/2003ITRS/Home2003.htm.
[2] Y. Taur, “CMOS design near the limit of scaling,” IBM Journal of Research and
Development 46 (2-3) pp. 213-222, 2002.
[3] M. A. Reed, C. Zhou, C. J. Muller, T. P. Burgin, and J. M. Tour “Conductance of a
molecular junction,” Science 278 (5336), pp. 252-254, 1997.
[4] X. D. Cui, A. Primak, X. Zarate, J. Tomfohr, O. F. Sankey, A. L. Moore, T. A. Moore,
D. Gust, G. Harris, and S. M. Lindsay, “Reproducible measurement of single-molecule
conductivity,” Science 294 (5542) pp. 571-574, 2001.
[5] J. Chen, M. A. Reed, A. M. Rawlett, and J. M. Tour, “Large on-off ratios and
negative differential resistance in a molecular electronic device,” Science 286 (5444), pp.
1550-1552, 1999.
[6] C. P. Collier, E. W. Wong, M. Belohradsky, F. M. Raymo, J. F. Stoddart, P. J. Kuekes,
R. S. Williams, and J. R. Heath, “Electronically configurable molecular-based logic
gates,” Science 285 (5426), pp. 391-394, 1999.
[7] C. P. Collier, G. Mattersteig, E. W. Wong, Y. Luo, K. Beverly, J. Sampaio, F. M.
Raymo, J. F. Stoddart, and J. R. Heath, “A [2]catenane-based solid state electronically
reconfigurable switch,” Science 289 (5482), pp. 1172-1175, 2000.
[8] Z. H. Li and T. P. Fehlner, “Molecular QCA cells. 2. Characterization of an
unsymmetrical dinuclear mixed-valence complex bound to a Au surface by an organic
linker,” Inorganic Chemistry 42 (18), pp. 5715-5721, 2003.
[9] S. J. Tans, A. R. M. Verschueren, and C. Dekker, “Room-temperature transistor based
on a single carbon nanotube,” Nature 393 (6680), pp. 49-52, 1998.
150
[10] S. J. Wind, J. Appenzeller, and P. Avouris, “Lateral scaling in carbon-nanotube
field-effect transistors,” Physical Review Letters 91 (5), No. 058301, 2003.
[11] Y. Cui and C. M. Lieber, “Functional nanoscale electronic devices assembled using
silicon nanowire building blocks,” Science 291 (5505), pp.851-853, 2001.
[12] Z. H. Zhong, D. L. Wang, Y. Cui, M. W. Bockrath, and C. M. Lieber, “Nanowire
crossbar arrays as address decoders for integrated nanosystems,” Science 302 (5649), pp.
1377-1379, 2003.
[13] A. DeHon, P. Lincoln, and J. E. Savage, “Stochastic assembly of sublithographic
nanoscale interfaces,” IEEE Transactions on Nanotechnology 2 (3), pp. 165-174, 2003.
[14] H. Mizuta, H. O. Müller, K. Tsukagoshi, D. Williams, Z. Durrani, A. Irvine, G.
Evans, S. Amakawa, K. Nakazato, and H. Ahmed, “Nanoscale Coulomb blockade
memory and logic devices,” Nanotechnology 12, pp. 155-159, 2001.
[15] L. Zhuang, L. J. Guo, and S. Y. Chou, “Silicon single-electron quantum-dot
transistor switch operating at room temperature,” Applied Physics Letters 72 (10), pp.
1205-1207, 1998.
[16] W. Porod, C. S. Lent, G. H. Bernstein, A. O. Orlov, I. Amlani, G. L. Snider, and J. L.
Merz, “Quantum-dot cellular automata: computing with coupled quantum dots,”
International Journal of Electronics 86 (5), pp. 549-590, 1999.
[17] I. Amlani, A. Orlov, G. Toth, G. H. Bernstein, C. S. Lent, and G. L. Snider, "Digital
logic gate using quantum-dot cellular automata," Science 284, pp. 289-291, 1999.
[18] R. P. Cowburn and M. E. Welland, “Room temperature magnetic quantum cellular
automata,” Science 287, pp. 1466, 2000.
[19] M. Lieberman, S. Chellamma, B. Varughese, Y. Wang, C. Lent, G. H. Bernstein, G.
Snider, and F. C. Peiris, "Quantum-dot cellular automata at a molecular Scale," Annals
New York Academy of Sciences 960, pp. 225-239, 2002.
[20] G. Csaba, A. Imre, G. H. Bernstein, W. Porod, and V. Metlushko, “Nanocomputing
by field-coupled nanomagnets,” IEEE Transactions on Nanotechnology 1 (4), pp. 209213, 2002.
[21] Q. Hang, Y. Wang, M. Lieberman, and G. H. Bernstein, "Molecular patterning
through high-resolution polymethylmethacrylate masks,"Appl. Phys. Lett. 80 (22), pp.
4220–4222, 2002.
[22] R. K. Kummamuru, A. O. Orlov, J. Timler, G. Toth, C. S. Lent, R. Rajagopal, G. H.
Bernstein, and G. L. Snider," Power gain in a quantum-dot cellular automata latch," Appl.
Phys. Lett. 81, pp. 1332-1334, 2002.
151
[23] C. S. Lent and B. Isaksen, “Clocked molecular quantum-dot cellular automata,”
IEEE Transactions on Electron Devices 50 (9), pp. 1890-1896, 2003.
[24] S. Y. Chou, P. R. Krauss, and P. J. Renstrom, “Imprint lithography with 25nanometer resolution,” Science 272, pp. 85-87, 1996.
[25] W. Langheinrich and H. Beneking, “The resolution of the inorganic electron-beam
resist LiF(AlF(3)),” Microelectronic Engineering 23 (1-4), pp. 287-290, 1994.
[26] W. Chen and H Ahmed, “Fabrication of 5–7 nm wide etched lines in silicon using
100 keV electron-beam lithography and polymethylmethacrylate resist,” Appl. Phys. Lett.
62 (13), pp. 1499, 1993.
[27] A. N. Broers, A. C. F. Hoole, and J. M. Ryan, “Electron beam lithography –
resolution limits,” Microelectronic Engineering 32, pp. 131-142, 1996.
[28] C. Vieu, F. Carcenac, A. Pepin, Y. Chen, M. Mejias, A. Lebib, L. Manin-Ferlazzo, L.
Couraud, and H. Launois “Electron beam lithography: resolution limits and applications,”
Appl. Surf. Sci. 164, pp. 111-117, 2000.
[29] O. Dial, C. C. Cheng, and A. Scherer, “Fabrication of high-density nanostructures by
electron beam lithography,” J. Vac. Sci. Technol. B 16, pp. 3887-3890, 1998.
[30] W. Hu, K. Sarveswaran, M. Lieberman, and G. H. Bernstein, “Low temperature
development of PMMA for sub-10-nm electron beam lithography,” 2003 IEEE-NANO,
third IEEE Conference on Nanotechnology, vol. 2, pp. 602–605, 2003.
[31] L. Guo, E. Leobandung, L. Zhuang, and S. Y. Chou, “Fabrication and
characterization of room temperature silicon single electron memory,” J. Vac. Sci.
Technol. B 15, pp. 2840-2843, 1997.
[32] W. Chen and H. Ahmed, “Metal-based single electron transistors,” J. Vac. Sci.
Technol. B 17, pp. 1402-1405, 1997.
[33] P. J. Kuekes, R. S. Williams, and J. R. Health, US patent specification 6 128,214,
"Molecular wire crossbar memory," 2000.
[34] Y. Chen, G. Jung, D. A. Ohlberg, X. Li, D. R. Stewart, J. O. Jeppesen, K. A. Nielsen,
J. F. Stoddart, and R. S. Williams, “Nanoscale molecular-switch crossbar circuits”,
Nanotechnology 14 (4), pp. 462-468, 2003.
[35] S. Y. Chou, P. R. Krauss, W. Zhang, L. J. Guo, and L. Zhuang, “Sub-10 nm imprint
lithography and applications,” J. Vac. Sci. Technol. B 15, pp. 2897, 1997.
[36] C. S. Lent, P. D. Tougaw, W. Porod, and G. H. Bernstein, “Quantum cellular
automata,” Nanotechnology 4, pp. 49, 1993.
152
[37] A. O. Orlov, I. Amlani, G. H. Bernstein, C. S. Lent, and G. L. Snider, "Realization
of a functional cell for quantum-dot cellular automata," Science 277, pp. 928-930, 1997.
[38] J. Timler and C. S. Lent, “Dissipation and gain in quantum-dot cellular automata,” J.
Appl. Phys. 91, pp. 823–831, 2002.
[39] C. S. Lent, B. Isaksen, and M. Lieberman, “Molecular quantum-dot cellular
automata,” Journal of the American Chemical Society 125 (4), pp. 1056-1063, 2003.
[40] A. O. Orlov, R. Kummamuru, R. Ramasubramaniam, C. S. Lent, G. H. Bernstein,
and G. L. Snider, “Clocked quantum-dot cellular automata shift register,” Surface
Science 532, pp. 1193-1198, 2003.
[41] N. A. Melosh, A. Boukai, F. Diana, B. Gerardot, A. Badolato, P. M. Petroff, and J. R.
Heath, “Ultrahigh-density nanowire lattices and circuits,” Science 300 (5616), pp. 112115, 2003.
[42] J. R. Heath and M. A. Ratner, “Molecular electronics,” Physics Today 56 (5), pp.
43-49, 2003.
[43] R. F. Service, “Molecular electronics: next-generation technology hits an early
midlife crisis”, Science 302 (5645), pp. 556-559, 2003.
[44] P. D. Tougaw and C. S. Lent, “Logical devices implemented using quantum cellular
automata,” Journal of Applied Physics 75, pp.1818, 1994.
Chapter 2
[1] L. R. Harriott et al., “The SCALPEL proof of concept system,” Microelectron. Eng.
35 (1-4), pp. 477-480, 1997.
[2] L. Harriott, W. Waskiewicz, A. Novembre, and J. A. Liddle, “Favored SCALPEL's
continued progress,” Solid State Technology 42 (7), pp. 73, 1999.
[3] H. C. Pfeiffer, “PREVAIL: proof-of-concept system and results,” Microelectron. Eng.
53 (1-4), pp. 61-66, 2000.
[4] S. D. Golladay et al., “PREVAIL-EPL alpha tool: early results,” J. Vac. Sci. Technol.
B 19 (6), pp. 2459-2467, 2001.
[5] R. S. Dhaliwal et al., “Prevail - Electron projection technology approach for nextgeneration lithography,” IBM J. Res. Develop. 45 (5), pp. 615-638, 2001.
[6] Y. Sohda, H. Ohta, F. Murai, J. Yamamoto, H. Kawano, H. Satoh, and H. Itoh,
“Recent progress in cell-projection electron-beam lithography,” Microelectron. Eng. 6768, pp. 78-86, 2003.
153
[7] A. A. Tseng, K. Chen, C. D. Chen, and K. J. Ma, “Electron beam lithography in
nanoscale fabrication: recent development,” IEEE Transactions on Electronics Packaging
Manufacturing 26 (2), pp. 141-149, 2003.
[8] C. S. Lent, P. D. Tougaw, W. Porod, and G. H. Bernstein, “Quantum cellular
automata,” Nanotechnology 4 (49), pp. 49-57, 1993.
[9] G. Bazan, Ph.D. dissertation, University of Notre Dame, Notre Dame, IN, 1998.
[10] Scanning Electron Microscopy and X-Ray Microanalysis, by J. I. Goldstein et al.,
2nd edition, 1992.
[11] T. H. P. Chang, M. G. R. Thomson, M. L. Yu, E. Kratschmer, H. S. Kim, K. Y. Lee,
S. A. Rishton, and S. Zolgharnain, “Electron beam technology - SEM to microcolumn,”
Microelectron. Eng. 32 (1-4), pp. 113-130, 1996.
[12] O. Dial, C. C. Cheng, and A. Scherer, “Fabrication of high-density nanostructures by
electron beam lithography,” J. Vac. Sci. Technol. B 16, pp. 3887-3890, 1998.
[13] Scanning Electron Microscopy and X-Ray Microanalysis, by J. I. Goldstein et al.,
2nd edition, 1992.
[14] P. R. Deshmukh, K. J. Rangra, and O. P. Wadhawan, “Resist debris formation in
electron beam lithography,” Vacuum 52 (4), pp. 469-476 1999.
[15] T. H. P. Chang, J. Vac. Sci. Technol. 12, pp. 1271-1275, 1975.
[16] A. N. Broers, “Resolution limits for electron-beam lithography,” IBM J. Res.
Develop. 32 (4), pp. 502-513, 1988.
[17] S-4500 Hitachi field emission SEM manual.
[18] A. N. Broers, A. C. F. Hoole, and J. M. Ryan, “Electron beam lithography –
resolution limits,” Microelectron. Eng. 32, pp. 131-142, 1996.
Chapter 3
[1] A. N. Broers, W. W. Molzen, J. J. Cuomo, N. D. Wittels, and C. H. Oxley, “Electron
beam fabrication of 80 A metal structures,” App. Phys. Lett. 29, pp. 596, 1979.
[2] S. P. Beaumont, P. G. Bower, T. Tamamura, and C. D. W. Wilkinson, “Sub-20-nmwide metal lines by electron-beam exposure of thin poly(methyl methacrylate) films and
liftoff,” Applied Physics Letters 38 (6), pp. 436-439, 1981.
154
[3] M. Isaacson and A. Muray, “In situ vaporization of very low molecular weight resists
using 1/2 nm diameter electron beams,” J. Vac. Sci. Technol. 19, pp. 1117, 1981.
[4] H. G. Craighead, R. E. Howard, L. D. Jackel, P. M. Mankiewich, “10-nm linewidth
electron-beam lithography on GaAs,” Applied Physics Letters 42 (1), pp. 38-40, 1983.
[5] R. E. Howard, H. G. Craighead, L. D. Jackel, P. M. Mankiewich, M. Feldman,
“Electron-beam lithography from 20 to 120 Kev with a high-quality beam,” Journal of
Vacuum Science & Technology B 1 (4), pp. 1101-1104, 1983.
[6] D. F. Kyser, “Spatial resolution limits in electron beam nanolithography,” J. Vac. Sci.
Technol. B 1, pp. 1391, 1983.
[7] A. Muray, M. Isaacson, and I. Adesida, “AlF3—A new very high resolution electron
beam resist,” Applied Physics Letters 45 (5), pp. 589-591,1984
[8] A. N. Broers, A. C. F. Hoole, and J. M. Ryan, “Electron beam lithography –
resolution limits,” Microelectron. Eng. 32, pp. 131-142, 1996.
[9] W. Langheinrich, B. Spangenberg, and H. Beneking, “Nanostructure fabrication using
lithium-fluoride films as an electron-beam resist,”J. Vac. Sci. Technol. B 10 (6), pp.
2868-2872, 1992.
[10] W. Langheinrich and H. Beneking, “The resolution of the inorganic electron-beam
resist LIF(ALF(3)),” Microelectronic Engineering 23 (1-4), pp. 287-290, 1994.
[11] W. Chen and H. Ahmed, “Fabrication of 5–7 nm wide etched lines in silicon using
100 keV electron-beam lithography and polymethylmethacrylate resist,” Appl. Phys. Lett.
62 (13), pp. 1499, 1993.
[12] W. Chen and H. Ahmed, “Fabrication and physics of similar to 2 nm islands for
single electron devices,” J. Vac. Sci. Technol. B 13 (6), pp. 2883-2885, 1995.
[13] C. Vieu, F. Carcenac, A. Pepin, Y. Chen, M. Mejias, A. Lebib, L. Manin-Ferlazzo, L.
Couraud, and H. Launois, “Electron beam lithography: resolution limits and
applications,” Applied Surface Science 164, pp. 111-117, 2000.
[14] O. Dial, C. C. Cheng, and A. Scherer, “Fabrication of high-density nanostructures by
electron beam lithography,” J. Vac. Sci. Technol. B 16, pp. 3887-3890, 1998.
[15] M. Kamp, M. Emmerling, S. Kuhn, and A. Forchel, “Nanolithography using a 100
kV electron beam lithography system with a Schottky emitter,” J. Vac. Sci. Technol. B
17, pp. 86-89, 1999.
155
[16] H. Namatsu, Y. Takahashi, K. Yamazaki, T. Yamaguchi, M. Nagase, and K.
Kurihara, “Three-dimensional siloxane resist for the formation of nanopatterns with
minimum linewidth fluctuations,” J. Vac. Sci. Technol. B 16, pp. 69-76, 1998.
[17] K. Kurihara, K. Iwadate, H. Namatsu, M. Nagase, H. Takenaka, and K. Murase, “An
electron beam nanolithography system and its application to Si nanofabrication,” Jpn J
Appl Phys 1 34 (12B), pp. 6940-6946, 1995.
[18] I. Ziler, J. E. F. Frost, Chabasseur Molyneux V, C. J. B. Ford, and M. Pepper,
“Crosslinked PMMA as a high-resolution negative resist for electron beam lithography
and applications for physics of low-dimensional structures,” Semicond. Sci. Tech. 11 (8),
pp. 1235-1238, 1996.
[19] A. C. F. Hoole, M. E. Welland, A. N. Broers, “Negative PMMA as a high-resolution
resist - the limits and possibilities,” Semicond. Sci. Tech. 12 (9), pp. 1166-1170, 1997.
[20] T. Nishida, M. Notomi, R. Iga, T. Tamamura, “Quantum wire fabrication by e-beam
elithography using high-resolution and high-sensitivity e-beam resist ZEP-520,” Jpn J
Appl Phys 1 31 (12B), pp. 4508-4514, 1992.
[21] D. M. Tanenbaum, C. W. Lo, M. Isaacson, H. G. Craighead, M. J. Rooks, K. Y. Lee,
W. S. Huang, and T. H. P. Chang, “High resolution electron beam lithography using
ZEP-520 and KRS resists at low voltage,” J Vac Sci Technol B 14 (6), pp. 3829-3833,
1996.
[22] W. Henschel, Y. M. Georgiev, and H. Kurz, “Study of a high contrast process for
hydrogen silsesquioxane as a negative tone electron beam resist,” J Vac Sci Technol B 21
(5), pp. 2018-2025, 2003.
[23] K. Y. Lee and W. S. Huang, “Evaluation and application of a very high-performance
chemically amplified for electron-beam lithography,” J Vac Sci Technol B 11 (6), pp.
2807-2811, 1993.
[24] W. S. Huang, K. Y. Lee, R. Bantu, R. Kwong, A. Katnani, M. Khojasteh, B.
Brunsvold, S. Holmes, R. Nunes, T. Shibata, G. Orsula, J. Cameron, D. Yang, and R.
Sinta, “Chemistry of ketal resist system (KRS) and its lithographic performance,” Abstr.
Pap. Am. Chem. S. 214, pp. 239-PMSE Part 2, 1997.
[25] A. N. Broers, W. W. Molzen, J. J. Cuomo, and N. D. Wittels, “Electron-beam
fabrication of 80-a metal structures,” Appl. Phys. Lett. 29 (9), pp. 596-598, 1976.
[26] A. N. Broers, “Resolution limits for electron-beam lithography,” IBM J. Res.
Develop. 32 (4), pp. 502-513, 1988.
[27] T. H. P. Chang, “Proximity effect in electron-beam lithography,” J. Vac. Sci.
Technol. 12, pp. 1271-1275, 1975.
156
[28] D. C. Joy, “The spatial resolution limit of electron lithography,” Microelectronic
Engineering 1, pp. 103-119, 1983.
[29] L. D. Jackel, R. E. Howard, P. M. Mankiewich, H. G. Craighead, and R. W. Epworth,
“Beam energy effects in electron-beam lithography - the range and intensity of
backscattered exposure,” Applied Physics Letters 45 (6), pp. 698-700, 1984.
[30] P. M. Mankiewich, L. D. Jackel, and R. E. Howard, “Measurements of electron
range and scattering in high voltage e-beam lithography” J Vac Sci Technol B 3 (1), pp.
174-176, 1985.
[31] S. J. Wind, M. G. Rosenfield, G. Pepper, W. W. Molzen, and P. D. Gerber,
“Proximity correction for electron beam lithography using a three-Gaussian model of the
electron energy distribution,” J Vac Sci Technol B 7 (6), pp. 1507-1512, 1989.
[32] K. Murata, D. Kyser, and C. Ting, “Monte-Carlo simulation of fast secondaryelectron production in electron-beam resists,” J. Appl. Phys. 52 (7), pp. 4396-4405, 1981.
[33] T. H. P. Chang, D. P. Kern, E. Kratschmer, K. Y. Lee, H. E. Luhn, M. A. Mccord, S.
A. Rishton, Y. Vladimirsky, “Nanostructure technology,” IBM Journal of Research and
Development 32 (4), pp. 462-493, 1988.
[34] S. A. Rishton, S. P. Beaumont, C. D. W. Wilkinson, “Exposure range of low-energy
electrons in PMMA,” Journal of the Electrochemical Society 129 (6), pp. C234-C234,
1982.
[35] C. R. K. Marrian, F. K. Perkins, D. Park, E. A. Dobisz, and M. C. Peckerar,
“Modeling of electron elastic and inelastic scattering,” J. Vac. Sci. Technol. B 14 (6), pp.
3864-3869, 1996.
[36] G. H. Bernstein, D. A. Hill, and W. P. Liu, “New high-contrast developers for
PMMA resist,” J. Appl. Phys. 71 (8), pp. 4066-4075, 1992.
[37] S. Yasin , D. G. Hasko, and H. Ahmed, “Comparison of MIBK/ IPA and water / IPA
as PMMA developers for electron beam nanolithography,” Microelectronic Engineering
61–62, pp. 745–753, 2002.
[38] K. Liu, Ph. Avouris, J. Bucchignano, R. Martel, and S. Sun, “Simple fabrication
scheme for sub-10 nm electrode gaps using electron-beam lithography,” Appl. Phys. Lett.
80 (5), pp. 865-867, 2002.
[39] M. J. Rooks, E. Kratschmer, R. Viswanathan, J. Katine, R. E. Fontana, Jr., and S. A.
MacDonald, “Low stress development of poly(methylmethacrylate) for high aspect ratio
structures,” J. Vac. Sci. Technol. B 20 (6), pp. 2937- 2941, 2002.
157
[40] F. J. Pantenburg, S. Achenbach, and J. Mohr, “Influence of developer temperature
and resist material on the structure quality in deep x-ray lithography,” J. Vac. Sci.
Technol. B 16 (6), pp. 3547-3551, 1998.
[41] J. Griffith, H. M. Marchman, and L. C. Hopkins, “Edge position measurement with a
scanning probe microscope,” J. Vac. Sci. Technol. B 12 (6), pp. 3567-3570, 1994.
[42] E. A. Dobisz, S. L. Brandow, R. Bass, and L. M. Shirey, “Nanolithography in
polymethylmethacrylate: An atomic force microscope study,” J. Vac. Sci. Technol. B 16
(6), pp. 3695-3700, 1998.
[43] J. M. Ryan, A. C. F. Hoole, and A. N. Broers, “A study of the effect of ultrasonic
agitation during development of poly(methylmethacrylate) for ultrahigh resolution
electron-beam lithography,” J. Vac. Sci. Technol. B 13 (6), pp. 3035-3039, 1995.
[44] SEMICAPS 2000 imaging system, Santa Clara, CA.
[45] Moxtek standard MXS 301CE.
[46] X. Huang, G. Bazan, G. H. Bernstein, and D. A. Hill, J. Electrochem. Soc. 139 (10),
pp. 2952-2956, 1992.
[47] Physical Chemistry, 2nd edition, by Robert G. Mortimer, p. 956, 2000.
[48] W. Chen and H. Ahmed, “Fabrication of sub-10 nm structures by lift-off and by
etching after electron-beam exposure of poly(methylmethacrylate) resist on solid
substrates,” J. Vac. Sci. Technol. B 11 (6), pp. 2519-2523, 1993.
[49] E. A. Dobisz, S. L. Brandow, R. Bass, and J. Mitterender, “effects of molecular
properties on nanolithography in polymethyl methacrylate, ” J. Vac. Sci. Technol. B 18
(1), pp. 107-111, 2000.
[50] Alexandra Imre’s data
[51] T. Sato, D. G. Hasko, and H. Ahmed, “Nanoscale colloidal particles: Monolayer
organization and patterning,” J. Vac. Sci. Technol. B 15 (1), pp. 45-48, 1997.
[52] S. Griffith, M. Mondol, D. S. Kong, and J. M. Jacobson, “Nanostructure fabrication
by direct electron-beam writing of nanoparticles,” J. Vac. Sci. Technol. B 20 (6), pp.
2768-2772, 2002.
[53] C. J. Loweth, W. B. Caldwell, X. Peng, A. P. Alivistos, P. G. Schultz, Angew. Chem.
Int. Ed. 38, 1808, 1999.
[54] Q. Hang, D. A. Hill, and G. H. Bernstein, “Efficient removers for
poly(methylmethacrylate),” J. Vac. Sci.Technol. B 21 (1), pp. 91-97, 2003.
158
[55] Q. Hang, Y. Wang, M. Lieberman, and G. H. Bernstein, "Molecular patterning
through High-Resolution Polymethylmethacrylate Masks,"Appl. Phys. Lett., 80 (22), pp.
4220–4222, 2002.
[56] J. I. Goldstein, in Introduction to Analytical Electron Microscopy (Edited by J. J.
Hren, J. I. Goldstein, and D. C. Joy), p. 83. Plenum, New York, 1979.
[57] G. Owen, Reps. Prog. Phys. 48, p. 795, 1985.
[58] M. S. M. Saifullah, K. R. V. Subramanian, E. Tapley, D. J. Kang, M. E. Welland,
and M. Butler, “Sub-10 nm electron beam nanolithography using spin-coatable TiO2
resists,” Nano Letters 3 (11), pp. 1587-1591, 2003.
[59] W. Chen and H. Ahmed, “Fabrication of sub-10 nm structures by lift-off and by
etching after electron-beam exposure of poly(methylmethacrylate) resist on solid
substrates,” J. Vac. Sci. Technol. B 11 (6), pp. 2519-2523, 1993.
[60] C. Vieu, M. Mejias, F. Carcenac, G. Faini and H. Launois, “Sub-10 nm
monogranular metallic lines formed by 200 kV electron-beam lithography and lift-off in
polymethylmethacrylate resist,” Microelectron. Eng. 35 (1-4), pp. 253-256, 1997.
[61] H. Namatsu, Y. Takahashi, M. Nagase, and K. Murase, “Fabrication of thicknesscontrolled silicon nanowires and their characteristics,” J. Vac. Sci. Technol. B 13 (6), pp.
2166-2169, 1995.
[62] Y. Nakajima, Y. Takahashi, S. Horiguchi, K. Iwadate, H. Namatsu, K. Kurihara, and
M. Tabe, “Quantized conductance of a silicon wire fabricated by separation-byimplanted-oxygen technology,” Jpn. J. Appl. Phys. 34 (2B), pp. 1309-1314, 1995.
[63] H. Namatsu, K. Kurihara, M. Nagase, and T. Makino, “Fabrication of 2-nm-wide
silicon quantum wires through a combination of a partially-shifted resist pattern and
orientation-dependent etching,” Appl. Phys. Lett. 70 (5), pp. 619-621, 1997.
[64] D. R. S. Cumming, S. Thoms, S. P. Beaumont, and J. M. Weaver, “Fabrication of 3
nm wires using 100 keV electron beam lithography and poly(methyl methacrylate)
resist,” Appl. Phys. Lett. 68 (3), pp. 322-324, 1996.
[65] D. R. S. Cumming, S. Thoms, J. M. R. Weaver, S. P. Beaumont, “3 nm NiCr wires
made using electron beam lithography and PMMA resist,” Microelectro. Eng. 30 (1-4),
pp. 423-425, 1996.
[66] O. Gülseren, F. Ercolessi, and E. Tosatti, “Noncrystalline Structures of Ultrathin
Unsupported Nanowires,” Phys. Rev. Lett. 80, pp. 3775–3778, 1998.
159
[67] W. Hu, K. Sarveswaran, M. Lieberman, and G. H. Bernstein, “Low temperature
development of PMMA for sub-10-nm electron beam lithography,” 2003 IEEE-NANO,
third IEEE Conference on Nanotechnology, vol. 2, pp. 602–605, 2003.
[68] Scanning Electron Microscopy and X-Ray Microanalysis, by J. I. Goldstein et al.,
2nd edition, p. 229, 1992.
[69] Physical Chemistry, by Gordon M. Barrow, p. 545, 1961.
[70] L. E. Ocola, D. Tennant, G. Timp, and A. Novembre, “Lithography for sub-60 nm
resist nanostructures,” J. Vac. Sci. Technol. B 17 (6), pp. 3164-3167, 1999.
[71] P. R. Deshmukh, K. J. Rangra, and O. P. Wadhawan, “Resist debris formation in
electron beam lithography,” Vacuum, 52 (4), pp. 469-476, 1999.
[72] M. Khoury and D. K. Ferry, “Effect of molecular weight on poly(methyl
methacrylate) resolution, ” J. Vac. Sci. Technol. B 14 (1), pp. 75-80, 1996.
[73] F. Rodriguez, B. C. Dems, A. A. Krasnopoler, “Molecular-weight dependence of
electron-beam resist sensitivity,” Acs. Sym. Ser. 417, pp. 516-533, 1990.
[74] E. A. Dobisz, S. L. Brandow, R. Bass, and J. Mitterender, “Effects of molecular
properties on nanolithography in polymethyl methacrylate, ” J. Vac. Sci. Technol. B 18
(1), pp. 107-111, 2000.
[75] http://chem.pdx.edu/~wamserc/C336S99/23notes.htm.
[76] G. H. Bernstein, Q. Hang, and W. Hu, “Nanolithography for molecular electronics,”
IEEE Conference on Nanoscale Devices and System Integration, Miami, Florida, Feb.
15-19, 2004.
[77] P. D. Tougaw and C. S. Lent, “Logical devices implemented using quantum cellularautomata,” J. Appl. Phys. 75 (3), pp. 1818-1825, 1994.
Chapter 4
[1] T. Nishida, M. Notomi, R. Iga, T. and Tamamura, “Quantum wire fabrication by ebeam elithography using high-resolution and high-sensitivity e-beam resist ZEP-520,”
Jpn. J. Appl. Phys. 1 31 (12B), pp. 4508-4514, 1992.
[2] D. M. Tanenbaum, C. W. Lo, M. Isaacson, H. G. Craighead, M. J. Rooks, K. Y. Lee,
W. S. Huang, and T. H. P. Chang, “High resolution electron beam lithography using
ZEP-520 and KRS resists at low voltage,” J. Vac. Sci. Technol. B 14 (6), pp. 3829-3833,
1996.
160
[3] K. Kurihara, K. Iwadate, H. Namatsu, M. Nagase, H. Takenaka, and K. Murase, “An
electron beam nanolithography system and its application to Si nanofabrication,” Jpn. J.
Appl. Phys. 1 34 (12B), pp. 6940-6946, 1995.
[4] H. Namatsu, Y. Takahashi, K. Yamazaki, T. Yamaguchi, M. Nagase, and K. Kurihara,
“Three-dimensional siloxane resist for the formation of nanopatterns with minimum
linewidth fluctuations,” J. Vac. Sci. Technol. B 16, pp. 69-76, 1998.
[5] W. Henschel, Y. M. Georgiev, and H. Kurz, “Study of a high contrast process for
hydrogen silsesquioxane as a negative tone electron beam resist,” J. Vac. Sci. Technol. B
21 (5), pp. 2018-2025, 2003.
[6] FCMJM. van Delft, J. P. Weterings, A. K. van Langen-Suurling, and H. Romijn,
“Hydrogen silsesquioxane/novolak bilayer resist for high aspect ratio nanoscale electronbeam lithography,” J. Vac. Sci. Technol. B 18 (6), pp. 3419-3423, 2000.
[7] D. R. Medeiros et al., “Recent progress in electron-beam a resists for advanced maskmaking,” IBM J. Res. & Dev. 45 (5), pp. 639-650, 2001.
[8] U. Kumar, A. Pandya, R. Sinta, W.-S. Huang, R. Bantu, and A. Katnani, Proc. SPIE
3049, pp. 135, 1997.
[9] K. Y. Lee and W.-S. Huang, “Evaluation and application of a very high-performance
chemically amplified resist for electron-beam lithography,” J. Vac. Sci. Technol. B 11 (6),
pp. 2807-2811, 1993.
[10] S. Yasin, D. G. Hasko, and F. Carecenac, “Nanolithography using ultrasonically
assisted development of calixarene negative electron beam resist,” J. Vac. Sci. Technol.
B 19 (1), pp. 311-313, 2001.
[11] H. Sailer, A. Ruderisch, D. P. Kern et al., “Evaluation of calixarene-derivatives as
high-resolution negative tone electron-beam resists,” J. Vac. Sci. Technol. B 20 (6), pp.
2958-2961, 2002.
[12] A. Ruderisch, H. Sailer, V. Schurig et al., “Studies on sensitivity and etching
resistance of calix[4]arene derivatives as negative tone electron beam resists,”
Microelectron. Eng. 67-68, pp. 292-299, 2003.
[13] L. E. Ocola, D. Tennant, G. Timp, and A. Novembre, “Lithography for sub-60 nm
resist nanostructures,” J. Vac. Sci. Technol. B 17 (6), pp. 3164-3167, 1999.
[14] L. Pain, “Resolution limit of negative tone chemically amplified resist used for
hybrid lithography: Influence of the molecular weight,” J. Vac. Sci. Technol. B 18 (6), pp.
3388-3395, 2000.
161
[15] J. Saint-Pol, S. Landis, C. Gourgon et al., “Negative tone chemically amplified resist
formulation optimizations for ultra high-resolution lithography,” Microelectron. Eng. 6768, pp. 274-282, 2003.
[16] H. Elsner and H. G. Meyer, “Nanometer and high aspect ratio patterning by electron
beam lithography using a simple DUV negative tone resist,” Microelectron. Eng. 57-58,
pp. 291-296, 2001.
[17] S. Tedesco, and T. Mourier et al., “Resist processes for hybrid (electron-beam deep
ultraviolet) lithography,” J. Vac. Sci. Technol. B 16 (6), pp. 3676-3683, 1998.
[18] M. Bai, R. F. W. Pease, C. Tanasa, M. A. McCord, D. S. Pickard, and D. Meisburger,
“Charging and discharging of electron beam resist films,” J. Vac. Sci. Technol. B 17 (6) ,
pp. 2893-2896, 1999.
[19] J. Thackeray, T. H. Fedynyshyn, D. Kang, M. M. Rajaratnam, G. Wallraff, J. Opitz,
and D. Hofer, “Correlation of UVIIHS resist chemistry to dissolution rate
measurements,” J. Vac. Sci. Technol. B 14 (6), pp. 4267-4271, 1996.
[20] M. Cheng, E. Croffie, L. Yuan, and A. Neureuther, “Demagnifying immersion
magnetic lenses used for projection electron beam lithography without crossovers,” J.
Vac. Sci. Technol. B 18 (6), pp. 3132-3137, 2000.
[21] J. M. van Delft and F. G. Holthuysen, “DUV resists in negative tone high resolution
electron beam lithography,” Microelectron. Eng. 46 (1-4), pp. 383-387, 1999.
[22] V.A. Kudryashov et al., “Electron beam lithography using chemically-amplified
resist: Resolution and profile control,” Microelectron. Eng. 30 (1-4), pp. 305-308, 1996.
[23] E. Tegou, E. Gogolides, P. Argitis, I. Raptis, G. Meneghini and Z. Cui,
Microprocess and Nanotechnology Conference, Korea, July 1998.
[24] H. Ito, IBM Corp. SPIE proceedings Vol. 1466, pp.394-407, 1991.
[25] Z. Cui, A. Gerardino, M. Gentili, E. DiFabrizio, and Phil D. Prewett, “Comparative
study of AZPN114 and SAL601 chemically amplified resists for electron beam
nanolithography,” J. Vac. Sci. Technol. B 16 (6), pp. 3284-3288, 1998.
[26] A. A. Krasnoperova, S. W. Turner, L. Ocola, and F. Cerrina, “Effect of lowsolubility surface-layer on development of AZ-PF514,” J. Vac. Sci. Technol. B 11 (6), pp.
2829-2833, 1993.
[27] International Technology Roadmap for Semiconductors; http://public.itrs.net.
[28] Flowable Oxide (FOx), Dow Corning Corp.
162
[29] J. Fujita, Y. Ohnishi, Y. Ochiai et al., “Ultrahigh resolution of calixarene negative
resist in electron beam lithography,” Appl. Phys. Lett. 68 (9), pp. 1297-1299, 1996.
[30] Y. Miyamoto, A. Kokubo, T. Hattori, et al. “25 nm pitch GaInAs/InP buried
structure: Improvement by calixarene as an electron beam resist and
tertiarybutylphosphine as a P source in organometallic vapor phase epitaxy regrowth,” J.
Vac. Sci. Technol. B 16 (6), pp. 3894-3898, 1998.
[31] J. Kretz and L. Dreeskornfeld, “Process integration of 20 nm electron beam
lithography and nanopatterning for ultimate MOSFET device fabrication,” Microelectron.
Eng. 61-62, pp. 607-612, 2002.
[32] L. Merhari, K. E. Gonsalves, and Y. Hu et al., “Nanocomposite resist systems for
next generation lithography,” Microelectron. Eng. 63 (4), pp. 391-403, 2002.
[32] K. E. Gonsalves, H. Wu et al., “High resolution resists for next generation
lithography: the nanocomposite approach,” Mat. Res. Soc. Symp. Proc. 636, 2001.
[33] D. F. Spencer, “Resist and resist processing”, NNUN workshop on electron beam
lithography for nanostructures fabrication, Mar 2002.
[34] K. Ronse, “Resist and process implementation issues in future lithography processes
for ULSI applications,” Microelectron. Eng. 67-68, pp. 300-305, 2003.
[35] F. M. Houlihan, I. L. Rushkin, R. S. Hutton, A. G. Timko, O. Nalamasu, E.
Reichmanis, A. H. Gabor, A. N. Medina, S. Malik, M. O. Neisser, 9. R. R. Kunz, and D.
K. Downs, Proc. Amer. Chem. Soc., Polym. Mater. Sci. Eng. 81, pp. 60, 1999.
[36] R. R. Kunz and D. K. Downs, “Outgassing of organic vapors from 193 nm
photoresists: Impact on atmospheric purity near the lens optics,” J. Vac. Sci. Technol. B
17 (6), pp. 3330-3334, 1999.
[37] K. Banerjee, D. Y. Kim, A. Amerasekera, C. Hu, S. S. Wong and K. E. Goodson,
38th IEEE Annual International Reliability Physics Symposium Proceedings, 283 (2000).
[38] J. H. Son, M.Y. Park, and S.W. Rhee, “Growth rate and microstructure of copper
thin films deposited with metal-organic chemical vapor deposition from
hexafluoroacetylacetonate copper(I) allyltrimethylsilane,” Thin Solid Films 335 (1-2), pp.
229-236, 1998.
[39] Y. Chen, D. Macintyre, and S. Thoms, “Electron beam lithography process for Tand Gamma-shaped gate fabrication using chemically amplified DUV resists and
PMMA,” J. Vac. Sci. Technol. B 17 (6), pp. 2507-2511, 1999.
[40] J. Chen and D. G. Ivey, “Preparation of metallized GaN/sapphire cross sections for
TEM analysis using wedge polishing,” Micron 33 (5), pp. 489-492, 2002.
163
[41] H. Li and L. Salamanca-Riba, “The concept of high angle wedge polishing and
thickness monitoring in TEM sample preparation,” Ultramicroscopy 88 (3), pp. 171-178,
2001.
[42] E. C. G. Kirk, D.A. Williama and H. Ahmed, Inst. Phys. Conf. Ser. 100 501 (1989).
[43] T. Ishitani and T. Yaguchi, “Cross-sectional sample preparation by focused ion
beam: A review of ion-sample interaction,” Microscopy Research and Technique 35 (4),
pp. 320-333, 1996.
[44] L. A. Giannuzzi and F. A. Stevie, “A review of focused ion beam milling techniques
for TEM specimen preparation,” Micron 30 (3), pp. 197-204, 1999.
[45] Ni. Kato, K. Tsujimoto, N. Miura; Electron Microscopy of Semiconducting
Materials and VLSI Devices, Symposium 15, 1998; S. Tsuji, K. Tsujimoto, and H.
Iwama, “Application of cross-sectional transmission electron microscopy to thin-filmtransistor failure analysis,” IBM J. Res. Dev. 42 (3-4), pp. 509-516, 1998.
[46] G. H. Bernstein, D. A. Hill and W. P. Liu, “New high-contrast developers for
PMMA resist,” J. Appl. Phys. 71 (8), pp. 4066-4075, 1992.
[47] K. Murata, E. Nomura, K. Nagami, T. Kato, and H. Nakata, “Experimental and
theoretical-study of cross-sectional profiles of resist patterns in electron-beam
lithography,” J. Vac. Sci. Technol. 16 (6), pp. 1734-1738, 1979.
[48] R. L. Brainard, G. G. Barclay, and E. H. Anderson et al., “Resists for next generation
lithography,” Microelectron. Eng. 61-62, pp. 707-715, 2002.
[49] H. Ito, G. Breyta, W. Conley, P. Hagerty, J. Thackeray, S. Holmes, R. Munes, D. F.
Alexander, R. Dipietro, and D. Hoffer, “Lithographic feasibility of ESCAP beyond quater
micron,” J. Photopolym. Sci. Tec. 9 (4), pp. 557-572, 1996.
[50] Unpublished data from R. L. Brainard, Shipley Company, 2003.
Chapter 5
[1] A. Ulman, “Formation and structure of self-assembled monolayers,” Chem. Rev. 96
(4), pp. 1533-1554, 1996.
[2] A. Kumar, H. Biebuyck and G. M. Whitesides, “Patterning self-assembled
monolayers - applications in materials science,” Langmuir 10 (5), pp. 1498-1511, 1994.
[3] Designing the Molecular World, by P. Ball, Princeton University Press, Princeton,
1994.
164
[4] C. S. Lent, P. D. Tougaw, W. Porod, and G. H. Bernstein, “Quantum cellular
automata,” Nanotechnology 4 (5), pp. 49-57, 1993.
[5] M. J. Tarlov, D.R. F. Burgess, and G. Gillen, “UV photopatterning of alkanethiolate
monolayers self-assembled on gold and silver,” J. Am. Chem. Soc. 115 (12), pp. 53055306, 1993.
[6] A. Kumar, N. L. Abbott, E. Kim., H. A. Biebuyck, and G. M. Whitesides, “Patterned
self-assembled monolayers and mesoscale phenomena,” Accounts Chem. Res. 28 (5), pp.
219-226, 1995.
[7] Y. Xia and G. M. Whitesides, “Use of controlled reactive spreading of liquid
alkanethiol on the surface of gold to modify the size of features produced by
microcontact printing,” J. Am. Chem. Soc. 117 (11), pp. 3274-3275, 1995.
[8] N. L. Abbott, A. Kumar, and G. M. Whitesides, “using micromachining, molecular
self-assembly, and wet etching to fabricate 0.1-1-mu-m-scale structures of gold and
silicon,” Chem. Mater. 6 (5), pp. 596-602, 1994.
[9] M. J. Lercel, H. G. Craighead, A. N. Parikh, K. Seshadri, and D. L. Allara, “Sub-10
nm lithography with self-assembled monolayers,” Appl. Phys. Lett. 68 (11), pp. 15041506, 1996.
[10] G.-Y. Liu, S. Xu, and Y. Qian, “Nanofabrication of self-assembled monolayers
using scanning probe lithography,” Accounts Chem. Res. 33 (7), pp. 457-466, 2000.
[11] R. Maoz, S. R. Cohen, and J. Sagiv, “Nanoelectrochemical patterning of monolayer
surfaces: Toward spatially defined self-assembly of nanostructures,” Adv. Mater. 11 (1),
pp. 55-61, 1999.
[12] W. Eck, V. Stadler, W. Geyer, M. Zharenikov, A. Gölzhäuser, and M. Grunze,
“Generation of surface amino groups on aromatic self-assembled monolayers by low
energy electron beams - A first step towards chemical lithography,” Adv. Mater. 12 (11),
pp. 805-808, 2000.
[13] X. Wang, W. Hu, R. Ramasubramaniam, G. H. Bernstein, G. Snider, and M.
Lieberman, “Formation, characterization, and sub-50-nm patterning of organosilane
monolayers with embedded disulfide bonds: An engineered self-assembled monolayer
resist for electron-beam lithography”, Langmuir 19 (23), pp. 9748-9758, 2003.
[14] X. Wang, M. Lieberman, R. Rajagopal, W. Hu, G. H. Bernstein, and G. Snider, The
46th International conference on Electron, Ion and Photon Beam Technology and
Nanofabrication, May 2002.
[15] X. Wang, W. Hu, R. Rajagopal, M. Jiang, G. Snider, G. H. Bernstein, and M.
Lieberman, 224th ACS National Meeting, Boston, MA, August 18-22, 2002.
165
[16] Y. F. Zhang, L. S. Liao, W. H. Chan, and S. T. Lee, “Electronic structure of silicon
nanowires: A photoemission and x-ray absorption study,” Phys. Rev. B 61 (12), pp.
8298-8305, 2000.
[17] Q. Hang, Y. Wang, M. Lieberman, and G. H. Bernstein, "Molecular patterning
through High-Resolution Polymethylmethacrylate Masks,"Appl. Phys. Lett., 80 (22), pp.
4220–4222, 2002.
[18] D. Jiao, M. Barfield, J. E. Combariza, and V. J. Hruby, “Abinitio molecular-orbital
studies of the rotational barriers and the s-33 and c-13 chemical shieldings for dimethyl
disulfide,” J. Am. Chem. Soc. 114 (10), pp. 3639-3643, 1992.
[19] N. Ichinose, J. Sugimura, T. Uchida, and N. Shimo, “photochemical micropatterning
of silylated glass-surface bearing 3-phenyldithiopropyl group by krf laser irradiation,”
Chem. Lett. (11), pp. 1961-1964 1993.
[20] K. Seshadri, K. Froyd, A. N. Parikh, D. L. Allara, M. J. Lercel, and H. G. Craighead,
“Electron-beam-induced damage in self-assembled monolayers,” J. Phys. Chem.-US 100
(39), pp. 15900-15909, 1996.
[21] A. Gölzhäuser, W. Geyer, and V. Stadler et al., “Nanoscale patterning of selfassembled monolayers with electrons,” J. Vac. Sci. Technol. B 18 (6), pp. 3414-3418,
2000.
[22] The chemical basis of radiation biology, by C. V. Sonntag, Taylor & Francis:
London; New York, 1987.
Chapter 6
[1] M. Li, H. Schnablegger, and S. Mann, “Coupled synthesis and self-assembly of
nanoparticles to give structures with controlled organization,” Nature 402, pp. 393-395,
1999.
[2] C. J. Loweth, W. B. Caldwell, X. G. Peng, A. P. Alivisatos, and P. G. Schultz, “DNAbased assembly of gold nanocrystals,” Angew. Chem. Int. Ed. Engl. 38, pp. 1808-1812,
1999.
[3] D. J. Norris and Y. A. Vlasov, “Chemical approaches to three-dimensional
semiconductor photonic crystals,” Adv. Mater. 13, pp. 371-376, 2001.
[4] J. C. Ellenbogen and J. Christopher Love, “Architectures for molecular electronic
computers. 1. Logic structures and an adder built from molecular electronic diodes,"
MITRE Research Paper, 1999, Nanosystems Group, The MITRE Corporation
(http://www.mitre.org/tech/nanotech/downloads/
Arch_for_MolecElec_Comp_1.pdf, accessed 2/15/04).
166
[5] E. Winfree, F. R. Liu, L. A. Wenzler, and C. Seeman, “Design and self-assembly of
two-dimensional DNA crystals”, Nature 394 (6693), pp. 539-544, 1998.
[6] K. Sarveswaran, W. Hu, P. Huber, G. H. Bernstein, M. Niemier, and M. Lieberman,
“Self-assembly and lithographic patterning of DNA rafts,” DARPA Conference on
Foundations of Nanoscience: self-assembled architectures and devices, Snowbird, Utah,
April 2004.
[7] K. Sarveswaran, P. Huber, M. Lieberman, C. Russo, and C. Lent, “Nanometer scale
rafts built from DNA tiles,” Nanotechnology, 2003 IEEE-NANO 2003. 2003 Third IEEE
Conference on, vol.2, pp. 417-420, 2003.
[8] Q. Hang, D. A. Hill, G. H. Bernstein, “Efficient polymethylmethacrylate removers,” J.
Vac. Sci. Technol. B 21, pp. 91-97, 2003.
Chapter 7
[1] S. M. Rossnagel, D. Mikalsen, H. Kinoshita, and J. J. Cuomo, "Collimated Magnetron
Sputter Deposition," J. Vac. Sci. Technol. A 9, pp. 261, 1991.
[2] S. M. Rossnagel, “Sputter deposition for semiconductor manufacturing,” IBM J Res
Dev 43 (1-2), pp. 163-179, 1999.
[3] S. W. J. Kuan, C. W. Frank, Y. H. Y. Lee et al., “Ultrathin poly(methylmethacrylate)
resist films for microlithography,” J. Vac. Sci. Technol. B 7 (6), pp. 1745-1750, 1989.
167