Hard Copper with Good Electrical Conductivity Fabricated by
advertisement

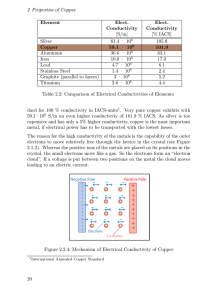
metals Article Hard Copper with Good Electrical Conductivity Fabricated by Accumulative Roll-Bonding to Ultrahigh Strains Gongcheng Yao 1 , Qingsong Mei 1, *, Juying Li 2 , Congling Li 1 , Ye Ma 1 , Feng Chen 1 , Guodong Zhang 1 and Bing Yang 1 1 2 * School of Power and Mechanical Engineering, Wuhan University, Wuhan 430072, China; yaogch@gmail.com (G.Y.); conglingli2011@whu.edu.cn (C.L.); mayer@whu.edu.cn (Y.M.); fengc20@whu.edu.cn (F.C.); gdzhang@whu.edu.cn (G.Z.); toyangbing@163.com (B.Y.) School of Mechanical Engineering, Wuhan Polytechnic University, Wuhan 430023, China; jylimei@163.com Correspondence: qsmei@whu.edu.cn; Tel.: +86-27-68772252 Academic Editor: Hugo F. Lopez Received: 1 April 2016; Accepted: 11 May 2016; Published: 17 May 2016 Abstract: By modifying the accumulative roll-bonding (ARB) procedures, accumulative roll-bonding (ARB) processing up to 30 cycles (N) with a 50% thickness reduction per cycle (equivalent strain = 24) at room temperature was conducted on pure copper. The bonding condition, microhardness and electrical conductivity of the ARBed Cu were studied. Results showed that good bonding condition of the samples was achieved. As N increases, the microhardness of ARBed Cu increases, reaching ~2.9 times that of annealed Cu for N = 30. The electrical conductivity of ARBed Cu decreases slightly but with periodic fluctuations for N > 10, with a minimum of 90.4% IACS for N = 30. Our study indicated that ARB can be an effective way to produce high-hardness and high-conductivity pure copper better than or comparable to Cu alloys and Cu based composites as reported. Keywords: accumulative roll-bonding; pure copper; microhardness; electrical conductivity 1. Introduction High-strength and high-conductivity materials are highly needed in industries for manufacturing lead frames, electric resistance welding electrodes, contact wires, etc., among which copper alloys are the most widely used [1–3]. While element alloying can increase the strength of copper effectively, great sacrifices in electrical conductivity are also induced [4]. Accumulative roll-bonding (ARB) has been an effective method to induce significant microstructural refinement and material strengthening by deforming metals and alloys to very large plastic strains [5]. It was reported that the hardness of tough pitch copper (99.9%) processed by eight cycles (N) of ARB was 2.7 times that before ARB [6]. The reduction in electrical conductivity of ARBed Cu-0.02%P and Cu-0.15%Fe-0.02%P with an equivalent strain of 8.9 was less than 10% IACS (International Annealed Copper Standard) [7]. However, in previous studies, the ARB process applied to pure copper mostly had less than 10 cycles (equivalent strain < 9) because of the initiation of large cracks in samples at large strains [8,9]. The properties of Cu subjected to ultrahigh strains remain therefore unclear based on previous studies. Therefore, it is of great interest to investigate the properties of pure copper deformed by ARB to ultrahigh strains. In this study, we successfully conducted up to 30 cycles of ARB with a 50% thickness reduction per cycle (equivalent strain = 24, far beyond those in previous studies) on pure copper by modified ARB procedures. The bonding condition, microhardness and electrical conductivity of the ARBed Cu were investigated. The importance of this study is to validate the capability of the modified ARB processing of Cu to vary high N, and to check the variation of properties of ARBed Cu with N up to 30. Metals 2016, 6, 115; doi:10.3390/met6050115 www.mdpi.com/journal/metals Metals 2016, 6, 115 2 of 7 Cu were investigated. The importance of this study is to validate the capability of the modified ARB Metals 2016, 6, 115 2 of 7 processing of Cu to vary high N, and to check the variation of properties of ARBed Cu with N up to 30. 2. Experimental Procedure 2. Experimental Procedure Pure Cu (99.97%) sheets (Luoyang Copper Co., Ltd., Luoyang, China) with 1 mm in thickness were Ltd., Luoyang, China) with 1 mm in thickness usedPure Cu (99.97%) sheets (Luoyang Copper Co., in this study. As-received sheets were annealed in Ar atmosphere at 600 ˝ C for 2 h before being were used in this study. As‐received sheets were annealed in Ar atmosphere at 600 °C for 2 h before cut into strips with dimensions of 200 mmL ˆ 10 mmW ˆ 1 mmT . The schematic of the modified ARB T. The schematic of the modified being cut into strips with dimensions of 200 mm × 1 mmof process is shown in Figure 1. As shown in FigureL × 10 mm 1, the topWsurface the Cu strip was wire-brushed ARB process is in Unlike Figure prior 1. As shown in Figure 1, the top the Cu strip was and degreased byshown acetone. ARB procedures in literature, the surface Cu stripof was folded in half by wire‐brushed and degreased by acetone. Unlike prior ARB procedures in literature, the Cu strip was pliers instead of being cut in half, and then sandwiched in a stainless steel envelope. The envelope was folded in half by pliers instead of being cut in half, and then sandwiched in a stainless steel envelope. made by folding a stainless steel plate with dimensions of 400 mmL ˆ 100 mmW ˆ 0.5 mmT in half and L × 100 mmW × The envelope was made by folding a stainless steel plate with dimensions of 400 mm then rolling it with no thickness reduction. The sample in the envelope was then roll-bonded with a T in half and then rolling it with no thickness reduction. The sample in the envelope was then 0.5 mm 50% reduction in thickness at room temperature without lubrication, at a rolling speed of 187 mm/min roll‐bonded with a 50% reduction in thickness at room temperature without lubrication, at a rolling using a two-high rolling mill. The above procedures were repeated to the intended N and ARBed Cu speed of with 187 mm/min a two‐high rolling mill. The above procedures were on repeated to was the samples N = 1–30 using were fabricated respectively. The equivalent strain imposed samples intended N and ARBed Cu samples with N = 1–30 were fabricated respectively. The equivalent strain calculated as approximately 0.8 N [8]. imposed on samples was calculated as approximately 0.8 N [8]. Figure 1. Schematic of the modified ARB process. Figure 1. Schematic of the modified ARB process. To investigate the bonding condition of the ARBed samples, the rolling direction‐normal To investigate the bonding condition of the ARBed samples, the rolling direction-normal direction direction (RD‐ND) plane of each sample was observed. Microhardness of the samples was measured (RD-ND) plane of each sample was observed. Microhardness of the samples was measured on the on the rolling direction‐transverse direction (RD‐TD) plane of each sample with a load of 100 gf and rolling direction-transverse direction (RD-TD) plane of each sample with a load of 100 gf and a duration a duration of 10 s using a HXS‐1000A microhardness tester (Shangguang Microscope Co., Ltd., of 10 s using a HXS-1000A microhardness tester (Shangguang Microscope Co., Ltd., Shanghai, China). Shanghai, China). Each data represents an average of ten randomly selected points. Electrical Each data represents an average of ten randomly selected points. Electrical conductivity was measured conductivity was measured on the RD‐TD plane by an eddy‐current electrical conductivity meter on the RD-TD plane by an eddy-current electrical conductivity meter (FQR7501A, Xingsha Instrument (FQR7501A, Xingsha Instrument Co., Ltd., Xiamen, China). Each piece of data represents an average Co., Ltd., Xiamen, China). Each piece of data represents an average of three measurements. of three measurements. 3. Results and Discussion 3. Results and Discussion In the conventional ARB process, the roll-bonded sample is cut in half, stacked after surface In the and conventional process, the is cut and in half, stacked surface treatment, then rolledARB [5]. However, theroll‐bonded independentsample upper layer lower layer ofafter the stacked treatment, and then rolled [5]. However, the independent upper layer and lower layer of the stacked sample can move freely during rolling, which will make the two layers diverge. The overlapping sample freely during will make the two deformations, layers diverge. The overlapping part andcan move non-overlapping part ofrolling, the two which layers thus have different which facilitate the part and non‐overlapping part of the two layers thus have different deformations, which facilitate initiation and propagation of cracks in the sample, leading to the failure of the sample. To overcome this the initiation and the propagation of or cracks in the sample, leading to was the used failure of the studies sample. To problem, fastening four corners two ends of the sample by wires in some [8,10]. overcome this problem, fastening the four corners or two ends of the sample by wires was used in The maximum cycle that can be performed was still limited as the large force during rolling could some studies [8,10]. The maximum cycle that can be performed was still limited as the large force easily overcome the fastening. In this study, the Cu strip was folded as a whole for rolling. The folding during rolling could easily overcome the fastening. In this study, the Cu strip was folded as a whole end of the sample greatly limited the relative movement of the upper and lower layers of the sample during rolling. The stainless steel envelope further fixed the sample and homogenized the force during Metals 2016, 6, 115 3 of 7 Metals 2016, 6, 115 3 of 7 rolling. As a result, the crack of samples was inhibited and up to 30 cycles of ARB with a 50% thickness for rolling. The folding end of the sample greatly limited the relative movement of the upper and reduction per cycle (equivalent strain = 24) were successfully conducted on a copper sample at room lower layers of the sample during rolling. The stainless steel envelope further fixed the sample and temperature without intermediate annealing. homogenized the force during rolling. As a result, the crack of samples was inhibited and up to 30 Microstructures of the RD-NDreduction planes of samples with various N= (N 1, 5,successfully 10, 20 and 30) and cycles of ARB with a 50% thickness per cycle (equivalent strain 24) =were conducted on a copper sample at room temperature without intermediate annealing. annealed Cu before ARB (N = 0) are shown in Figure 2. In contrast to the clear grain boundaries Microstructures of the RD‐ND planes of samples with various N (N = 1, 5, 10, 20 and 30) and in Figure 2a, it is difficult to recognize the individual grains in Figure 2b–f as the grains have been annealed Cu before ARB (N = 0) are shown in Figure 2. In contrast to the clear grain boundaries in severely deformed and significantly refined by ARB [5]. According to previous studies, the grains 2a, Cu it is have difficult to significantly recognize the individual grains Figure 2b–f the grains have been nm for ofFigure ARBed been refined, with anin average grainas size of ~260 nm–300 severely deformed and significantly refined by ARB [5]. According to previous studies, the grains of N = 6–8 [5,11]. In this study, the optical micrographs are used to illustrate the bonding condition of ARBed Cu have been significantly refined, with an average grain size of ~260 nm–300 nm for N = 6– ARBed samples on a relatively large scale, which is crucial for bulk structural materials. For ARBed 8 [5,11]. In this study, the optical micrographs are used to illustrate the bonding condition of ARBed samples, the theoretical number of interfaces between Cu layers is 2N ´ 1 (for N = 30, the theoretical samples on a relatively large scale, which is crucial for bulk structural materials. For ARBed samples, N − 1 (for N = 30, the theoretical number of number of interfaces is as large as 109 ). In Figure 2, no interfaces between the un-bonded layers can be the theoretical number of interfaces between Cu layers is 2 9 seen, indicating the excellent bonding condition of the ARBed Cu samples. interfaces is as large as 10 ). In Figure 2, no interfaces between the un‐bonded layers can be seen, indicating the excellent bonding condition of the ARBed Cu samples. (a) (b) (d) (e) (c) (f) Figure 2. Micrographs of (a) annealed Cu before ARB, RD‐ND planes of ARBed Cu samples with N = Figure 2. Micrographs of (a) annealed Cu before ARB, RD-ND planes of ARBed Cu samples with (b) 1, (c) 5, (d) 10, (e) 20 and (f) 30. N = (b) 1, (c) 5, (d) 10, (e) 20 and (f) 30. The microhardness of the ARBed Cu as functions of both N and corresponding equivalent strain is shown in Figure 3. As shown Figure 3, the microhardness of ARBed Cu increases with The microhardness of the ARBedin Cu as functions of both N and corresponding equivalent strain but 3. with a reduced rate accompanied by fluctuations from = 5 to N = 30. isincreasing shown in N, Figure As shown in Figure 3, the microhardness of ARBed CuN increases with increasing Microhardness of the ARBed Cu sample with N = 30 is 140.1 HV, ~2.9 times that of initial annealed N, but with a reduced rate accompanied by fluctuations from N = 5 to N = 30. Microhardness of the Cu. The evident increase of the microhardness of ARBed Cu mainly results from the strengthening ARBed Cu sample with N = 30 is 140.1 HV, ~2.9 times that of initial annealed Cu. The evident increase effect due to accumulation of lattice defects and significant grain refinement at ultrahigh strains of the microhardness of ARBed Cu mainly results from the strengthening effect due to accumulation [6,12,13]. The reduced rate of the increase of microhardness of ARBed Cu with increasing strain can ofbe lattice defects and significant grain refinement at ultrahigh strains [6,12,13]. The reduced rate of the attributed to the balance of the strengthening effect of strain hardening, fine grain boundary increase of microhardness of ARBed Cu with increasing strain can be attributed to the balance of the hardening and the softening effect of dynamic recovery [7,14,15]. strengthening effect of strain hardening, fine grain boundary hardening and the softening effect of dynamic recovery [7,14,15]. Variation in microhardness of tough pitch copper (99.9%) processed by eight-cycle ARB reported by Shaarbaf et al. [6] is also shown in Figure 3 for comparison. The normalized hardness (ratio of the final microhardness to initial microhardness) of ARBed tough pitch copper with N = 8 is 2.7. The same ratio is obtained for ARBed Cu with N = 5 in the present study, and the ratio for ARBed Cu with N = 30 is 2.9. We found that the most evident increase in the microhardness of ARBed Cu occurred for N ď 5 in present study. Further deformation by ARB to N = 30 only brought slight increase in microhardness, which clearly indicates that the strengthening effect on pure copper induced by ARB has an upper Metals 2016, 6, 115 4 of 7 limit. Meanwhile, the continuous increase of microhardness up to N = 30, although with much less evidently for N = 5–30, indicates the good bonding condition and intactness of the ARBed Cu samples with very high N since possible debonding and cracking in samples can induce significant decrease of hardness and electrical conductivity when N is very large. Metals 2016, 6, 115 4 of 7 Equivalent Strain 0 4 8 12 16 20 24 4.0 140 3.5 120 3.0 100 2.5 Measured data of pure copper Measured data of tought pitch copper [6] Normalized data of pure copper Normalized data of touch pitch copper [6] 80 60 40 0 5 10 15 N 20 25 30 2.0 1.5 Ratio after Normalization Microhardness (HV) 160 1.0 Figure 3. Microhardness of ARBed Cu in the present study and ARBed tough pitch copper [6] as Figure 3. Microhardness of ARBed Cu in the present study and ARBed tough pitch copper [6] as functions of N and corresponding equivalent strain, before and after normalization. functions of N and corresponding equivalent strain, before and after normalization. Variation in microhardness of tough pitch copper (99.9%) processed by eight‐cycle ARB Ductility is critical, especially for metals prepared by high-strain deformation. As for the ductility reported by Shaarbaf et al. [6] is also shown in Figure 3 for comparison. The normalized hardness of ARBed Cu, Shaarbaf et al. [6] reported that the elongation of ARBed tough pitch copper (99.9%) (ratio of the final microhardness to initial microhardness) of ARBed tough pitch copper with N = 8 is decreases from ~50% to ~2% in the 1st cycle and then increases up to ~6% with N = 8. Jang et al. [11] 2.7. The same ratio is obtained for ARBed Cu with N = 5 in the present study, and the ratio for ARBed reported a similar phenomenon that the elongation of ARBed Cu decreases greatly in the 1st cycle and Cu with N = 30 is 2.9. We found that the most evident increase in the microhardness of ARBed Cu then shows a gradual following cycles, suggestingby that the to strain alone can not occurred for N ≤ 5 in increase present instudy. Further deformation ARB N = hardening 30 only brought slight explain this phenomenon. The effect of ultrahigh strains on the ductility of ARBed Cu is two-fold, i.e., increase in microhardness, which clearly indicates that the strengthening effect on pure copper it can induce loss in ductility due to strain hardening and induce increase in ductility due to dynamic induced by ARB has an upper limit. Meanwhile, the continuous increase of microhardness up to N = recovery. However, further study is needed point. On other hand, condition for applicants 30, although with much less evidently for to N clarify = 5–30, this indicates the the good bonding and that require a combination of high microhardness and electrical conductivity, e.g., lead frames and intactness of the ARBed Cu samples with very high N since possible debonding and cracking in welding electrodes, the ductility may not be a main requirement. For example, the elongations of samples can induce significant decrease of hardness and electrical conductivity when N is very large. C19400, NK-120 C70250 used for lead frames are 4%–5%, 5% and 2%–6% respectively [1,16]. Ductility is and critical, especially for metals prepared by high‐strain deformation. As for the Thus, the ARBed Cu in the present study can be a potential candidate for these applications despite ductility of ARBed Cu, Shaarbaf et al. [6] reported that the elongation of ARBed tough pitch copper the reduced ductility. (99.9%) decreases from ~50% to ~2% in the 1st cycle and then increases up to ~6% with N = 8. Jang et Figure 4 illustrates the electrical conductivity (σ) of the ARBed Cu versus N as well as al. [11] reported a similar phenomenon that the elongation of ARBed Cu decreases greatly in the 1st corresponding strain. increase As shown in Figure cycles, suggesting 4 σ decreases onlythat slightly with increasing cycle and then equivalent shows a gradual in following the strain hardening N. For N = 30, σ of the ARBed Cu is still 90.4% IACS, only 8.7% IACS smaller than initial annealed Cu alone can not explain this phenomenon. The effect of ultrahigh strains on the ductility of ARBed Cu (N = 0). Most i.e., interestingly, we observed periodic in the σ and of ARBed Cuincrease for N > 10. is two‐fold, it can induce loss in evident ductility due to fluctuations strain hardening induce in Such fluctuations are believed to be associated with alternating accumulation and annihilation of lattice ductility due to dynamic recovery. However, further study is needed to clarify this point. On the defects. Whenfor Cu is deformed by ARB to higha strains, accumulation of lattice defects (e.g., dislocations) other hand, applicants that require combination of high microhardness and electrical can induce a decrease in the electrical conductivity. Meanwhile, dynamic recovery can induce an conductivity, e.g., lead frames and welding electrodes, the ductility may not be a main requirement. increase in the electrical conductivity due to annihilation of defects. Usually, dynamic recovery is For example, the elongations of C19400, NK‐120 and C70250 used for lead frames are 4%–5%, 5% driven by the respectively increase of strain energy to the a critical level. dynamic recovery, the strain in and 2%–6% [1,16]. Thus, ARBed Cu After in the present study can be a energy potential the sample is released and then further accumulation of lattice defects is possible. This may lead to the candidate for these applications despite the reduced ductility. alternating and increase of lattice defects during sample, which will Figure decrease 4 illustrates the electrical conductivity (σ) the of deformation the ARBed of Cu the versus N as well as corresponding equivalent strain. As shown in Figure 4 σ decreases only slightly with increasing N. For N = 30, σ of the ARBed Cu is still 90.4% IACS, only 8.7% IACS smaller than initial annealed Cu (N = 0). Most interestingly, we observed evident periodic fluctuations in the σ of ARBed Cu for N > 10. Such fluctuations are believed to be associated with alternating accumulation and annihilation of lattice defects. When Cu is deformed by ARB to high strains, accumulation of lattice defects (e.g., Metals 2016, 6, 115 5 of 7 Metalsrecovery 2016, 6, 115 is driven by the increase of strain energy to a critical level. After dynamic recovery, the 5 of 7 conductivity Electrical Electrical conductivity (% IACS)(% IACS) strain energy in the sample is released and then further accumulation of lattice defects is possible. Metals 2016, 6, 115 5 of 7 This may lead to the alternating decrease and increase of lattice defects during the deformation of induce the alternating and increase ofenergy the electrical conductivity. Nevertheless, further study, recovery is driven decrease by the increase of strain to a critical level. of After dynamic conductivity. recovery, the the sample, which will induce the alternating decrease and increase the electrical e.g., aNevertheless, further study, e.g., a direct characterization of the lattice defects is needed to clarify direct characterization of the lattice defects is needed to clarify this point. strain energy in the sample is released and then further accumulation of lattice defects is possible. This may lead to the alternating decrease and increase of lattice defects during the deformation of this point. Equivalent strain the sample, which will induce the alternating decrease and increase of the electrical conductivity. Nevertheless, further study, e.g., a direct characterization of the lattice defects is needed to clarify 0 4 8 12 16 20 24 100 this point. Equivalent strain 98 0 4 8 12 16 20 24 100 96 98 94 96 92 94 90 92 88 90 0 5 10 15 N 20 25 30 Figure 4. Electrical conductivity of ARBed Cu versus N and equivalent strain. 88 Figure 4. Electrical conductivity of10 ARBed15Cu versus strain. 0 5 20 N and 25 equivalent 30 N The above results show that the ARBed Cu has a good combination of hardness and electrical conductivity Electrical Electrical conductivity (% IACS)(% IACS) conductivity. Figure 5 presents the electrical conductivity‐strength relationships of the ARBed Cu The above results show that the ARBed Cu has a good combination of hardness and electrical Figure 4. Electrical conductivity of ARBed Cu versus N and equivalent strain. samples in the present study (N = 5, 10, 12, 20, 27, 30), and high‐strength, high‐conductivity Cu alloys conductivity. Figure 5 presents the electrical conductivity-strength relationships of the ARBed Cu The above results show that the ARBed Cu has a good combination of hardness and electrical [1,16,17] for lead (including Cu/GNPs (graphene Cu samples in theused present studyframes (N = 5,and 10, Cu 12, based 20, 27, composites 30), and high-strength, high-conductivity conductivity. Figure 5 presents the electrical conductivity‐strength relationships of the ARBed Cu nanoplatelets) [18], Cu/CNTs (carbon nanotubes) [19], Cu/Al 2O3 [20], Cu/SiC [21], Cu/TiB 2 [22]) are alloys [1,16,17] used for lead frames and Cu based composites (including Cu/GNPs (graphene samples in the present study (N = 5, 10, 12, 20, 27, 30), and high‐strength, high‐conductivity Cu alloys 2O3 and Cu/SiC was also included for comparison. The strength of the ARBed Cu, Cu/GNPs, Cu/Al nanoplatelets) [18], Cu/CNTs (carbon nanotubes) [19], Cu/Al2 O3 [20], Cu/SiC [21], Cu/TiB2 [22]) [1,16,17] used for lead frames and Cu based composites (including Cu/GNPs (graphene calculated as H/3 [23,24], where H is the microhardness of the material. As shown in Figure 5, the are also included for comparison. Thecombination strength ofof the ARBedand Cu,electrical Cu/GNPs, Cu/Al2 Othan and Cu/SiC 32 [22]) are nanoplatelets) [18], Cu/CNTs (carbon nanotubes) [19], Cu/Al 2O3 [20], Cu/SiC [21], Cu/TiB ARBed Cu samples have a better strength conductivity most was calculated as H/3 [23,24], where is the Cu/Al microhardness of the material.2O As shownto inCu/C Figure 5, 3 and Cu/SiC was also included for comparison. The strength of the ARBed Cu, Cu/GNPs, Cu/Al high‐strength, high‐conductivity Cu Halloys, 2O3, Cu/SiC, Cu/TiB2, and are similar the ARBed Cu samples have a better combination of strength and electrical conductivity than most calculated as H/3 [23,24], where H is the microhardness of the material. As shown in Figure 5, the composites (including Cu/GNPs and Cu/CNTs). Obviously, our results indicate the effectiveness of ARBed Cu high-conductivity samples have a better of 2strength and electrical than most high-strength, Cu combination alloys, Cu/Al O3 , Cu/SiC, Cu/TiB2conductivity , and are similar to Cu/C ARB for producing high‐strength and high‐electrical‐conductivity Cu. high‐strength, high‐conductivity Cu alloys, Cu/Al 2 O 3 , Cu/SiC, Cu/TiB 2 , and are similar to Cu/C composites (including Cu/GNPs and Cu/CNTs). Obviously, our results indicate the effectiveness of 100 Present study * composites (including Cu/GNPs and Cu/CNTs). Obviously, our results indicate the effectiveness of ARB for producing high-strength and high-electrical-conductivity Cu. Cu-Fe [16,17] ARB for producing high‐strength and high‐electrical‐conductivity Cu. Cu-Ni-Si [1,16] 90 Cu/C 100 80 90 70 Cu alloys Cu/C 80 60 70 50 Cu alloys Cu/SiC 60 40 50 30 Cu/TiB2 Cu/SiC Cu-Sn [1,16] Cu/GNPs [18]** Present study Cu/CNTs [19] Cu-Fe [16,17] Cu/Al O [20] * Cu-Ni-Si 2 3 [1,16] Cu-Sn [1,16] Cu/SiC [21] * Cu/GNPs [18] * Cu/TiB [22] 2 Cu/CNTs [19] Cu/Al2O3 [20] * Cu/Al2O3 Cu/SiC [21] * Cu/TiB2 [22] Cu/Al2O3 40 20 250 300 350 400 450 500 550 600 650 700 750 800 30 Tensile strength (MPa) Cu/TiB 2 20 250 300 350 400 450 500 550 600 650 700 750 800 Tensile strength (MPa) Figure 5. Electrical conductivity versus tensile strength of ARBed Cu (N = 5, 10, 12, 20, 27, 30) in this study, high-strength, high-conductivity Cu alloys [1,16,17] and common Cu based composites [18–22]. * tensile strength is calculated as H/3 [23,24]. Metals 2016, 6, 115 6 of 7 4. Conclusions By modifying the ARB procedures, we successfully conducted ARB processing up to 30 cycles with a 50% thickness reduction per cycle (equivalent strain = 24) at room temperature on pure copper. We found that good bonding condition was achieved for the ARBed samples. The microhardness of ARBed Cu samples increases rapidly at first and then is almost saturated from the 5th cycle to the 30th cycle, ~2.9 times that of the annealed pure copper for N = 30. The electrical conductivity decreases with increasing N, all larger than 90% IACS for various N. The variations of microhardness and electrical conductivity with ARB strains can be understood considering the strengthening effects due to accumulation of lattice defects and significant grain refinement and the softening effect due to dynamic recovery. The ARBed Cu has a better combination of strength and electrical conductivity than common Cu alloys, and is even comparable to Cu matrix composites reinforced by GNPs or CNTs. Our study indicates the effectiveness of ARB processing for fabrication of high-strength and high-conductivity pure copper. Acknowledgments: This work was financially supported by the National Natural Science Foundation of China (grant 51371128) and the research foundation of Wuhan University. Author Contributions: Q.S.M. and J.L. conceived and designed the experiments; G.Y., C.L., Y.M. and F.C. performed the experiments; G.Y. and Q.S.M. analyzed the data; G.Z. and B.Y. contributed analysis tools and discussion of results; G.Y. and Q.S.M. wrote the paper. Conflicts of Interest: The authors declare no conflicts of interest. References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. Tomioka, Y.; Miyake, J. A copper alloy development for leadframe. In Proceedings of 1995 Electronic Manufacturing Technology Symposium, Omiya, Japan, 4–6 December 1995; pp. 433–436. Suzuki, S.; Shibutani, N.; Mimura, K.; Isshiki, M.; Waseda, Y. Improvement in strength and electrical conductivity of Cu–Ni–Si alloys by aging and cold rolling. J. Alloy. Compd. 2006, 417, 116–120. [CrossRef] Lu, D.P.; Wang, J.; Zeng, W.J.; Liu, Y.; Lu, L.; Sun, B.D. Study on high-strength and high-conductivity Cu-Fe-P alloys. Mater. Sci. Eng. A 2006, 421, 254–259. [CrossRef] Ghosh, G.; Miyake, J.; Fine, M.E. The systems-based design of high-strength, high-conductivity alloys. JOM 1997, 49, 56–60. [CrossRef] Tsuji, N.; Saito, Y.; Lee, S.H.; Minamino, Y. ARB (Accumulative Roll-Bonding) and other new Techniques to Produce Bulk Ultrafine Grained Materials. Adv. Eng. Mater. 2003, 5, 338–344. [CrossRef] Shaarbaf, M.; Toroghinejad, M.R. Nano-grained copper strip produced by accumulative roll bonding process. Mater. Sci. Eng. A 2008, 473, 28–33. [CrossRef] Jang, Y.; Kim, S.; Han, S.; Lim, C.; Goto, M. Tensile behavior of commercially pure copper sheet fabricated by 2- and 3-layered accumulative roll bonding (ARB) process. Met. Mater. Int. 2008, 14, 171–175. [CrossRef] Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials—Development of the accumulative roll-bonding (ARB) process. Acta Mater. 1999, 47, 579–583. [CrossRef] Kunimine, T.; Fujii, T.; Onaka, S.; Tsuji, N.; Kato, M. Effects of Si addition on mechanical properties of copper severely deformed by accumulative roll-bonding. J. Mater. Sci. 2011, 46, 4290–4295. [CrossRef] Suresh, K.S.; Sinha, S.; Chaudhary, A.; Suwas, S. Development of microstructure and texture in Copper during warm accumulative roll bonding. Mater. Charact. 2012, 70, 74–82. [CrossRef] Jang, Y.H.; Kim, S.S.; Han, S.Z.; Lim, C.Y.; Kim, C.J.; Goto, M. Effect of trace phosphorous on tensile behavior of accumulative roll bonded oxygen-free copper. Scr. Mater. 2005, 52, 21–24. [CrossRef] Jamaati, R.; Toroghinejad, M.R. Application of ARB process for manufacturing high-strength, finely dispersed and highly uniform Cu/Al2 O3 composite. Mater. Sci. Eng. A 2010, 527, 7430–7435. [CrossRef] Xing, Z.P.; Kang, S.B.; Kim, H.W. Structure and properties of AA3003 alloy produced by accumulative roll bonding process. J. Mater. Sci. 2002, 37, 717–722. [CrossRef] Eizadjou, M.; Manesh, H.D.; Janghorban, K. Microstructure and mechanical properties of ultra-fine grains (UFGs) aluminum strips produced by ARB process. J. Alloy. Compd. 2009, 474, 406–415. [CrossRef] Metals 2016, 6, 115 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 7 of 7 Shih, M.H.; Yu, C.Y.; Kao, P.W.; Chang, C.P. Microstructure and flow stress of copper deformed to large plastic strains. Scr. Mater. 2001, 45, 793–799. [CrossRef] Ma, J.S.; Huang, F.X.; Huang, L.; Geng, Z.T.; Ning, H.L.; Han, Z.Y. Trends and development of copper alloys for lead frame. J. Funct. Mater. 2002, 33, 1–4. ASM handbook committee. Metals Handbook Volume 2, 9th ed.; ASM: Metals Park, OH, USA, 1979; pp. 310–313. Chen, F.; Ying, J.; Wang, Y.; Du, S.; Liu, Z.; Huang, Q. Effects of graphene content on the microstructure and properties of copper matrix composites. Carbon 2016, 96, 836–842. [CrossRef] Arnaud, C.; Lecouturier, F.; Mesguich, D.; Ferreira, N.; Chevallier, G.; Estournès, C.; Weibel, A.; Laurent, C. High strength–High conductivity double-walled carbon nanotube–Copper composite wires. Carbon 2016, 96, 212–215. [CrossRef] Rajkovic, V.; Bozic, D.; Stasic, J.; Wang, H.; Jovanovic, M.T. Processing, characterization and properties of copper-based composites strengthened by low amount of alumina particles. Powder Technol. 2014, 268, 392–400. [CrossRef] Efe, G.C.; Yener, T.; Altinsoy, I.; Ipek, M.; Zeytin, S.; Bindal, C. The effect of sintering temperature on some properties of Cu-SiC composite. J. Alloy. Compd. 2011, 509, 6036–6042. López, M.; Corredor, D.; Camurri, C.; Vergara, V.; Jiménez, J. Performance and characterization of dispersion strengthened Cu-TiB2 composite for electrical use. Mater. Charact. 2005, 55, 252–262. [CrossRef] Zhang, P.; Li, S.X.; Zhang, Z.F. General relationship between strength and hardness. Mater. Sci. Eng. A 2011, 529, 62–73. [CrossRef] Cahoon, J.R.; Broughton, W.H.; Kutzak, A.R. The determination of yield strength from hardness measurements. Metall. Trans. 1971, 2, 1979–1983. © 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).