CARBON
5 0 ( 2 0 1 2 ) 1 3 1 6 –1 3 3 1
Available at www.sciencedirect.com
journal homepage: www.elsevier.com/locate/carbon
Effects of carbon nanofiller functionalization and distribution
on interlaminar fracture toughness of multi-scale reinforced
polymer composites
Ye Zhu
a,*
,
Charles E. Bakis a, James H. Adair
b
a
Department of Engineering Science and Mechanics, The Pennsylvania State University, 212 EES Building, University Park, PA 16802,
United States
b
Department of Material Science and Engineering, The Pennsylvania State University, 108 Steidle Building, University Park, PA 16802,
United States
A R T I C L E I N F O
A B S T R A C T
Article history:
Carbon nanofillers with different surface functional groups and aspect ratios, including
Received 8 July 2011
carboxyl carbon nanotubes, un-functionalized carbon nanofibers (CNFs), glycidyloxypro-
Accepted 1 November 2011
pyl-trimethoxysilane carbon nanotubes (GPS-CNTs) and nanofibers were evaluated for
Available online 9 November 2011
their potential for increasing the interlaminar fracture toughness of an S2-glass fiber/epoxy
composite. The fillers were added in the matrix of the fiber reinforced plies, in the resin
interlayer between plies, or in both regions. Comparisons were made based on mode I
and mode II interlaminar fracture toughness. For composites made with CNTs dispersed
in the matrix, fracture toughness was largely unaffected except for a slight increase seen
with long GPS-CNTs. However, adding a CNF or CNT modified resin interlayer significantly
increased the fracture toughness, with the highest improvement over the baseline material
achieved by adding long GPS-CNTs in the interlayer (79% and 91% for mode I and mode II
onset toughness, respectively). Important material parameters identified for improving
interlaminar fracture toughness are the nanofiller aspect ratio and concentration at the
fracture plane. Based on microscopic evaluations of the fracture surfaces, a high density
of high aspect ratio nanofillers causes the best entanglement between the filler and glass
fibers and effectively obstructs interlaminar crack propagation.
2011 Elsevier Ltd. All rights reserved.
1.
Introduction
Continuous fiber reinforced polymer (FRP) laminates have
numerous applications in high performance structures such
as aircraft, boats, automobiles, wind turbines, and sporting
goods. Attractive in-plane mechanical properties are obtained
by using continuous in-plane fiber reinforcement. On the
other hand, the out-of-plane mechanical properties of fiber
reinforced composites are not comparably superior to competing materials due to the lack of continuous fiber reinforcement in this direction [1,2]. One approach for improving the
out-of-plane properties of FRP composites focuses on modifications of the polymeric matrix. The out-of-plane properties
of FRP composites are often characterized in terms of the
interlaminar fracture toughness [3,4], which is related to the
fracture toughness of the polymer matrix along with other
factors such as fiber–matrix adhesion.
The fracture toughness of epoxy resins used as matrix
materials for FRP composites can be increased by the addition
of micro-sized fillers of high [5,6] or low [7] modulus of elasticity. The toughening mechanisms of these fillers have been
postulated to be crack pinning, crack deflection, crack bowing,
* Corresponding author: Fax: +1 814 863 6031.
E-mail address: yzhupsu@gmail.com (Y. Zhu).
0008-6223/$ - see front matter 2011 Elsevier Ltd. All rights reserved.
doi:10.1016/j.carbon.2011.11.001
CARBON
5 0 ( 20 1 2 ) 1 3 1 6–13 3 1
crack front trapping and cavitation [5–10]. Fillers used as
mechanical reinforcement in a polymer are usually loaded beyond the percolation threshold, at which concentration the
fillers form an interconnected three-dimensional network
occupying the whole volume of the matrix material. Carbon
nanofibers (CNFs) and carbon nanotubes (CNTs) are particularly well suited for this purpose on account of their nanoscale diameter and high aspect ratio (>100), which promotes
percolation at low volume fractions. With a combination of
superior properties, including extremely high specific surface
area, axial stiffness and strength, only a small amount of CNTs
or CNFs are needed to improve the mechanical properties of
polymers [10–16], including fracture toughness.
It has been proposed that CNTs and CNFs are potentially
ideal fillers for FRP composites, as well as neat polymers
[17,18]. However, the addition of these nanofillers does not always improve the modulus and fracture toughness of FRP
composites significantly [18–20]. For multi-scale reinforced
composites, many processing and filler parameters exist
and their individual roles in controlling mechanical properties are not well characterized, to-date. These parameters include, but are not limited to, the nanofiller dispersing method,
distribution, filler aspect ratio, and surface functionality. Two
possible reasons for the reduced reinforcing effect of nanofillers in multi-scale reinforced composites are as follows.
Firstly, it is challenging to control the dispersion and distribution of nanofillers in FRP composites. The flow of resin causes
the migration of nanofillers along and across micro-channels
between microfibers, which promotes nanofiller aggregation,
entanglement with microfibers, and shear rate induced segregation. Secondly, depending on the method of introducing
nanofillers into an FRP composite, the nanofillers are not necessarily located where they are most needed to improve the
mechanical properties, such as in between plies or at the fiber–matrix interface. On the other hand, the dispersion of
CNTs in two-phase CNT/polymer composites is often improved by functionalization of the CNTs [21,22]. The mechanical properties of CNT/polymer composites were improved by
CNT functionalization as well [23]. The effects of functionalization on filler dispersion and mechanical properties of multi-scale reinforced composites are still under investigation
[14,19,24,25].
To-date, no investigation has compared the effects of filler
functionality, aspect ratio, and distribution on interlaminar
fracture toughness of an FRP material system made by a technique suitable for large scale structural applications. In the
present investigation, an S2-glass fiber/epoxy laminated composite made by the filament winding method was used as the
baseline material. The baseline material system was modified
using nanofillers with different surface functional groups
(carboxyl and glycidyloxypropyl-trimethoxysilane, GPS) and
with different ranges of aspect ratio by using one or both of
two placement approaches: (1) fillers uniformly dispersed in
the matrix and (2) fillers added in the interlayer region between plies. The scientific rationale for surface functionalization of filler material with silane coupling agents is to match
the surface energy of the filler material to the polymer matrix.
Reed has recently reviewed this approach [26]. For example,
the critical surface tensions for glycidylether and acid hydrolyzed glycidoether functional groups are 39 and 44.6 J/m2,
1317
respectively [27]. Thermal stability and resistance to chemical
and mechanical degradation during processing are also
important criteria for silane coupling agents [26]. However,
the surface tension of the polymer matrix changes with processing conditions related to temperature and mechanical
shear. Thus, the surface functionalization effects on processing and performance are usually experimentally determined.
The goal of the present investigation is to shed light on criteria for selecting the nanofiller functionality, filler size or aspect ratio and filler placement method in order to achieve
optimal improvement in the interlaminar fracture resistance
of multi-scale reinforced composites.
2.
Specimen preparation and testing
2.1.
Materials
2.1.1.
Baseline material
Unidirectional fiber reinforced laminates were made by wet
filament winding method using type 449AA-750 S-2 Glass fiber (AGY, Aiken, SC) and an epoxy resin matrix system. The
baseline resin system is a bisphenol-A based epoxide diluted
with alkyl glycidyl ether, EPONTM 8132 (Momentive Specialty
Chemicals, Columbus, OH). The curing agent is a polyether
amine, Jeffamine T403 (Huntsman Performance Products,
The Woodlands, TX). The curing agent was added to the epoxide in a ratio of 40:100 by weight. An air-release additive, BYKA 501 (BYK Chemie, Wallingford, CT), was added at 0.5 wt.% to
the catalyzed resin mixture to facilitate the release of bubbles
during fiber impregnation. The tensile properties of the baseline resin without nanofillers were obtained following the
ASTM standard D638 using dogbone specimens [28] (Table 1).
2.1.2.
Carbon nanotube/nanofiber
Three types of multi-walled CNTs were obtained from CheapTubes.com (Brattleboro, VT): short carboxyl-functionalized
CNTs (COOH-CNTs), short hydroxyl-functionalized CNTs
(OH-CNTs), and un-functionalized vertical grown CNTs
(VGCNTs). Un-functionalized heat treated carbon nanofibers
(UF-CNFs) were obtained from Applied Sciences, Inc.
(Cedarville, OH). The vendor specifies that the short OHCNTs contain 3.06 wt.% hydroxyl groups and the COOHCNTs contain 2 wt.% carboxyl groups and 1 wt.% hydroxyl
groups. The VGCNTs and UF-CNFs were of considerably
higher as-received aspect ratio than the COOH-CNTs and
OH-CNTs. Specifications for the nanofillers, obtained from
the manufacturer, are provided in Table 2.
VGCNTs, UF-CNFs, and OH-CNTs were used as raw material
for the in-house production of silane-functionalized nanofillers. First, the VGCNTs and UF-CNFs were oxidized by refluxing
0.5 g of either filler in 100 ml 40% nitric acid for 4 h at 80 C. The
oxidized fillers were washed with excessive distilled water and
filtered. The silane coupling agent used to functionalize the
oxidized VGCNTs and CNFs and the as-received OH-CNTs is
(3-glycidyloxypropyl)trimethoxysilane, referred to as GPS.
According the vendor (Sigma–Aldrich, St. Louis, MO), the GPS
has a purity of >97% and has the chemical structure shown
in Fig. 1. In the GPS treatment procedure, 15 g of GPS, 15 g of
methanol, 0.15 ml glacial acetic acid, and 0.75 ml deionized
water were first mixed together. Then, 4 ml of GPS mixture
1318
CARBON
5 0 ( 2 0 1 2 ) 1 3 1 6 –1 3 3 1
Table 1 – Mechanical properties of baseline resin system determined from dogbone tests based on the
average value of three specimens. Values in parentheses are the coefficient of variation in percent.
Young’s modulus, GPa
Poisson’s ratio
2.43 (3.1)
Ultimate strength, MPa
0.36 (0.3)
Ultimate strain,%
47.6 (2.8)
5.43 (36)
Table 2 – Name and manufacturer’s specifications of as-received carbon nanofillers.
Name in this
investigation
Length,
lm
Outer diameter,
nm
Inner diameter,
nm
Initial aspect ratio,
length/diameter
Short COOH-CNT
Short OH-CNT
VGCNT
UF-CNF
0.5–2
0.5–2
10–50
30–100
10–20
10–20
8–15
60–150
3–5
3–5
3–5
N/A
25–200
25–200
660–6250
200–1670
Fig. 1 – Chemical structure of (3-glycidyloxypropyl)trimethoxysilane (Sigma–Aldrich product information. (3-Glycidyloxypropyl)trimethoxysilane http://www.sigmaaldrich.
com/).
was added to 40 ml of toluene. About 0.1–0.2 g of oxidized
CNTs or CNFs was added to 44 ml of toluene/GPS mixture.
The nanoparticle mixture was stirred at room temperature
for 60 h. The GPS functionalized CNTs (GPS-CNTs) or GPS functionalized CNFs (GPS-CNFs) were washed with excessive toluene and then excessive methanol, filtered, and finally dried in
a vacuum oven at 80 C for 4 h. The GPS-CNTs obtained by the
above method were subjected to chemical analysis to verify
Manufacturer’s
product name
Short COOH CNTs
Short OH CNTs
MWNT Arrays
Pyrograf-III PR-24 HT
the successful attachment of desired functional groups. Short
GPS-CNTs, long GPS-CNTs, and GPS-CNFs were used for manufacturing multi-scale reinforced composites. Additionally,
multi-scale composites were also manufactured using
COOH-CNTs and UF-CNFs in the as-received condition. All of
the functionalized nanofillers used to manufacture the multi-scale composites are summarized in Table 3.
2.1.3.
Carbon nanotube/nanofiber modified composite material
It is known that the nanofiller loading will potentially have an
effect on the fracture toughness and viscosity of the nanofilled
resin. The filler loading used in this investigation was selected
based on the information available in the literature and results
from previous investigations by the authors. According to Ma
et al. [23], the fracture toughness of a silane functionalized
CNT-modified epoxy increases as the concentration of CNT increases. A saturation point is reached at a CNT loading of
0.5 wt.%. A silane-functionalized filler loading of 0.5 wt.%
Table 3 – Functionalized nanofillers used for making multi-scale reinforced composites.
Name in this investigation
Short COOH-CNT
Short GPS-CNT
Long GPS-CNTs
GPS-CNFs
Functional group
Raw material for functionalization
COOH–, OH–
3-Glycidyloxypropyl silane (Fig. 1)
3-Glycidyloxypropyl silane (Fig. 1)
3-Glycidyloxypropyl silane (Fig. 1)
Used as-received
Short OH-CNTs (Table 2)
VGCNTs (Table 2)
UF-CNFs (Table 2)
Table 4 – Compositions of resin systems used for manufacturing multi-scale composites and corresponding bath sonication
times and temperatures.
Compositiona
Resin system
Baseline epoxy
1 wt.% short COOH-CNT epoxy
0.5 wt.% short GPS-CNT epoxy
0.25 wt.% long GPS-CNT epoxy
0.5 wt.% UF-CNF epoxy
0.5 wt.% GPS-CNF epoxy
a
Bath sonication
CNTs
CNFs
–
1 wt.%
0.5 wt.%
0.25 wt.%
–
–
–
–
–
–
0.5 wt.%
0.5 wt.%
Weight percentages are in terms of the resin and curing agent mixture.
Time (h)
Temperature (C)
–
5
8
8
4
2
–
80
60
60
60
60
CARBON
1319
5 0 ( 20 1 2 ) 1 3 1 6–13 3 1
was therefore selected for the current investigation. From a
previous investigation by the authors [29], it is known that
adding 1 wt.% short COOH-CNTs in a fiber reinforced composite results in a higher mode I and mode II fracture toughness
than adding 0.5 wt.% short COOH-CNTs in the same composite. Hence, 1 wt.% was selected as the loading for short COOHCNTs in the present investigation.
To achieve the desired loading of nanofillers in the cured
epoxy containing epoxide and curing agent, 1.4 times the desired weight percent of CNT or CNF in the cured epoxy was
added to 15–100 g of epoxide since the desired epoxide and
curing agent mixture ratio is 100:40. For example, if the desired CNT loadings in the cured epoxy were 0.5 wt.% and
0.25 wt.%, the loadings of CNT in the epoxide were 0.7 wt.%
and 0.35 wt.%, respectively. The mixture was magnetically
stirred at 160–240 rpm for 15 min. The nano-filled epoxide
was sonicated in an ultrasonic bath operating at 45 W and
38.5 kHz for 2–8 h as specified in Table 4. At one hour intervals
during sonication, the resin mixture was removed from the
bath and magnetically stirred on a hot plate for 5 min to
homogenize the mixture. After the nanofillers were dispersed
into the epoxide at 0.7 wt.% or 1.4 wt.% using a bath sonication method, a small drop of CNT/epoxide mixture was
deposited on a glass slide and a cover glass slide was placed
on top of the mixture. Photographs of thin films of nanofilled
epoxide mixtures considered for the current investigation are
shown in Fig. 2. After dispersing 0.7 wt.% long GPS-CNT in the
epoxide, the GPS-CNT/epoxide mixture was highly viscous
and dispersion was not uniform (Fig. 2d). Hence, of all the formulations originally considered, only the 0.5 wt.% long GPSCNT/epoxy was considered to be unsuitable for fabricating
glass fiber composites using the wet filament winding method. The loading of long GPS-CNT in epoxy (epoxide and curing
agent) was therefore adjusted to 0.25 wt.% for making filament wound glass fiber composites (Fig. 2c).
The compositions of nanofilled resin used in this investigation are summarized in Table 4 along with bath sonication
time and temperature. After sonication, the nanofilled epoxide mixture was magnetically stirred at 120–200 rpm for
15 min and calculated amounts of curing agent and air-release agent were then stirred into the mixture. The baseline
and nanofilled resins were degassed for 30 min before being
used to make fiber reinforced composites.
2.2.
Fabrication of
toughness specimens
composite
interlaminar
fracture
Unidirectionally reinforced composite sheets were manufactured by wet-winding 10 layers of impregnated S2-glass fiber
tow onto a flat mandrel as shown in Fig. 3a. While still on
the mandrel, the 356 by 305 mm impregnated sheets were
consolidated in a press at room temperature. Two 10-layer
sheets of impregnated material were removed from the mandrel and stacked in an aluminum mold with their fibers parallel to each other, with a 0.0127-mm-thick PTFE film (DuPont,
Wilmington, DE) placed over a portion of the plate at the midplane to serve as a starter crack. The composite was cured in
a hot press held under a pressure of 240 kPa at 80 C for 2 h
and then 125 C for 3 h. The fiber volume fraction of the cured
composite was determined to be 62 ± 2% according to procedure G in ASTM standard D3171 [30].
Schematics of the composite layup arrangement are
shown in Fig. 3b. The baseline composite was made using
the baseline epoxy resin in all 20 layers. The multi-scale reinforced composites were made by using one or both of the following two approaches. In the first approach, the modified
Fig. 2 – Photographs of nanofiller/epoxide thin films collected on a glass slide after ultrasonic dispersion with cover glass
slide on top of the liquid mixture (images and weight fractions pertain to the mixtures before adding curing agent): (a)
1.4 wt.% short COOH-CNT in epoxide, (b) 0.7 wt.% short GPS-CNT in epoxide, (c) 0.35 wt.% long GPS-CNT in epoxide, (d)
0.7 wt.% long GPS-CNT in epoxide, (e) 0.7 wt.% UF-CNF in epoxide and (f) 0.7 wt.% GPS-CNF in epoxide.
1320
CARBON
5 0 ( 2 0 1 2 ) 1 3 1 6 –1 3 3 1
Fig. 3 – Schematic showing (a) filament winding process, (b) fiber reinforced composite layup and (c) interlaminar fracture
toughness specimen configuration.
was uniformly spread onto the wet prepreg using a Nylon roller. A water-cooled diamond abrasive saw was used to cut
interlaminar fracture coupons from the cured plates. A typical interlaminar fracture specimen configuration is shown
in Fig. 3c.
Fig. 4 – DCB test setup.
resin was used in the resin bath to impregnate the middle six
layers symmetrically disposed about the midplane of the laminate. In the second approach, a calculated amount of nanofilled resin, equivalent to the weight of resin in two plies of
cured composite plate (14 g), was added to the surfaces of
both sheets facing the midplane to serve as a nanofilled interlayer region on the fracture plane. The nanofilled interlayer
2.3.
Experiments
2.3.1.
Carbon nanotube characterization
GPS functionalization of CNTs was characterized using thermogravimetric analysis (TGA) and X-ray photoelectron spectroscopy (XPS). Thermogravimetric analyses of VGCNTs,
short OH-CNTs, and short and long GPS-CNTs were performed
using a TA Instruments thermogravimetric analyzer Q500.
Typical sample mass ranged from 5 to 10 mg. Samples were
analyzed in platinum pans at a heating rate of 15 C/min to
800 C in an atmosphere of air flowing at 40 ml/min. X-ray photoelectron spectra of as received VGCNTs, oxidized VGCNTs,
and GPS functionalized VGVNTs were taken using a Kratos Ultra X-ray photoelectron spectrometer with monochromatic Al
ka radiation under high vacuum (<1 · 107 Torr). The survey
CARBON
5 0 ( 20 1 2 ) 1 3 1 6–13 3 1
1321
Fig. 5 – ENF test: (a) specimen geometry and (b) test setup.
Fig. 6 – TGA weight loss results for as received VGCNTs, short OH-CNTs, short GPS-CNTs (starting material is short OH-CNT),
and long GPS-CNTs (starting material is VGCNT): (a) weight loss curves and (b) first derivative of weight loss curves.
scan of each sample was conducted in the binding energy
range of 0–1350 eV using a spectrometer pass energy of 80 eV,
step size of 0.5 eV and dwell time of 150 ms. High resolution
scans were conducted on each sample in the binding energy
ranges of 524–542 eV for O 1s, 275–300 eV for C 1s,and 95–
113 eV for Si 2p, using a spectrometer pass energy of 20 eV, a
step size of 0.1 eV, and a dwell time of 3000 ms. All binding
energies were referenced to carbon 1s at 284.8 eV.
2.3.2.
Interlaminar fracture toughness (IFT) testing
Mode I IFT tests were conducted using double-cantilever
beam (DCB) specimens prepared according to ASTM standard
D5528-01 [31]. Three repetitions of the DCB test were conducted for each type of composite material (except for the
0.25 wt.% long GPS CNT modified composite, for which two
repetitions were conducted). The DCB test setup is shown in
Fig. 4. The length, width, and thickness of the DCB specimens
were approximately 150 · 25 · 3.5 mm. The initial crack
length of the DCB specimens was approximately 45 mm.
The DCB specimens were loaded through piano hinges using
a servo-hydraulic load frame in stroke control (1 mm/min).
Applied force was measured using a 110 N load cell and displacement was measured on the actuator. Crack propagation
length was measured using an instrumented long distance
microscope. The modified compliance calibration (MCC)
method as specified in [31] was used for compliance calibration of the DCB specimen and for calculating the mode I IFT.
Mode II IFT tests were conducted according to JIS K7086
[32] using end notched flexure (ENF) specimens loaded in
3-point flexure as shown in Fig. 5. Three repetitions of the
ENF test were conducted for each type of material. The
length, width, and thickness of the ENF specimens were
approximately 150 · 25 · 3.5 mm and the initial crack length,
a0 was approximately 30 mm. The specimen was loaded in
stroke control using a servo-hydraulic test frame and loading point displacement was measured on the actuator. Load
was measured by a 14.7 kN load cell using a 2.2 kN calibrated
load range. Compliance calibration tests were conducted to
obtain the compliance vs. crack length relationship for a given specimen similar to the methods described in [33]. For
this purpose, six initial crack lengths (approximately a0 + 9,
a0 + 6, a0 + 3, a0, a0 3 and a0 6 mm) were created by longitudinally offsetting the specimen in the bending fixture.
Crack length in the compliance calibration tests was measured by an instrumented long-distance telescope. Care
was taken to prevent crack onset during the compliance calibration procedures. Crack propagation length (a1) was calculated using the compliance calibration relation in the form
of Eq. (1).
"
#1=3
3
Cð8bh Þ A
a1 ¼
B
where b and 2h are the specimen width and thickness,
respectively (Fig. 5a). The compliance of the specimen, C,
1322
CARBON
5 0 ( 2 0 1 2 ) 1 3 1 6 –1 3 3 1
Fig. 7 – XPS spectrum analysis of VGCNT, oxidized CNT, and GPS functionalized VGCNT samples: (a) survey scans and (b) high
resolution scans.
Table 5 – Concentration of elements in VGCNT, oxidized VGCNT, and GPS functionalized VGCNT samples.
VGCNT type
Unfunctionalized
Oxidized VGCNT
GPS functionalized VGCNT
Atomic concentration (%)
C
O
Si
99
89
89
1.2
8.3
9.2
0.21
2.3
2.2
was determined by the measured displacement to load ratio
(d/P) at the loading point. Parameters A and B were determined experimentally for each ENF specimen by the intercept and slope of the straight line fitted to the data points
in a C(8bh3) vs. a3 plot by linear least squares. The compliance calibration (CC) method as specified in [33] was used
for calculating the mode II IFT by Eq. (2).
GII ¼
3P2 B 2
a
2b 8bh3
O/C ratio
0.012
0.093
0.10
O/Si ratio
5.5
3.6
4.2
The critical load and displacement for crack onset was determined to be the load and displacement where the specimen
compliance had increased by 5% compared to the initial
compliance.
2.3.3.
Microscopy
Fracture surfaces of interlaminar fracture toughness specimens were examined within 1 cm distance from initial crack
front using a Philips XL 30 (FEI, Hillsboro, OR) scanning
CARBON
Matrix:
1 wt% short
COOH-CNT epoxy
Baseline epoxy
1323
5 0 ( 20 1 2 ) 1 3 1 6–13 3 1
0.25 wt% long
GPS-CNT epoxy
0.5 wt% short
GPS-CNT epoxy
700
670
616
2
Mode I fracture resistance, J/m
643
600
603
500
400
300
200
Specimen 1
Specimen 2
Specimen 3
Nonlinear fit
127
100
133
Specimen 1
Specimen 2
Specimen 3
Nonlinear fit
136
Specimen 1
Specimen 2
Specimen 3
Nonlinear fit
132
Specimen 1
Specimen 2
Nonlinear fit
0
0
10
20
30
0
10
20
0
30
10
20
30
0
10
20
30
Crack propagation length, mm
(a) Mode I
Matrix:
1 wt% short
COOH-CNT epoxy
Baseline epoxy
1000
0.5 wt% short
GPS-CNT epoxy
0.25 wt% long
GPS-CNT epoxy
Mode II fracture resistance, J/m
2
900
779
800
713
681
700
565
600
668
606
554
505
500
400
300
Specimen 1
Specimen 2
Specimen 3
Specimen 1
Specimen 2
Specimen 3
200
Specimen 1
Specimen 2
Specimen 3
Specimen 1
Specimen 2
Specimen 3
100
0
0
3
6
9
12
15 0
3
6
9
12
15
0
3
6
9
12
15 0
3
6
9
12
15
Crack propagation length, mm
(b) Mode II
Fig. 8 – Fracture resistance curves for composites made with CNTs added in the matrix of the middle six plies and in the
baseline composite: (a) mode I and (b) mode II. See Table 4 for the specimen formulations. See Figs. 4 and 5 for the mode I and
mode II test configurations, respectively.
electron microscope. A gold layer of approximately 50 Å was
coated over the fracture surface of the SEM specimen to prevent charging.
3.
Results and discussion
3.1.
CNT functionalization characterization
Weight loss curves obtained from TGA analysis of VGCNTs,
short OH-CNTs, short GPS-CNTs, and long GPS-CNTs are
shown in Fig. 6a. For the pristine VGCNT, only one main peak
at around 634 C appears in the differential weight loss curve
(Fig. 6b). With oxidization, the main peak in the differential
weight loss curve was shifted downward to around 558 C,
which corresponds well with reported findings that defects
and functional groups on the CNT wall decrease the thermal
stability of CNTs [34]. For the differential weight loss curves
of GPS functionalized CNTs, besides the main peak within
660–700 C, another peak appears within 320–360 C and the
residual weights are 6% and 8% of the original weights for the
1324
CARBON
5 0 ( 2 0 1 2 ) 1 3 1 6 –1 3 3 1
Table 6 – Mode I and mode II onset and propagation fracture toughness for the baseline composite and composites made with
CNTs added in the matrix of the middle six plies. Reported toughness values are averages and values in parentheses are the
coefficients of variation expressed in percent.
Matrix material
Mode I toughness
Onset
J/m
Baseline epoxy (no nanofiller)
1 wt.% short COOH-CNT epoxy
0.5 wt.% short GPS-CNT epoxy
0.25 wt.% long GPS-CNT epoxy
127
133
132
136
2
(4.2)
(11)
(3.6)
(12)
Compared
to baseline
–
+5%
+4%
+7%
J/m
616
643
603
670
short GPS-CNT and long GPS-CNT, respectively. The introduction of new peaks into the differential weight loss curve and
the increase in residual weight indicate the successful attachment of new functional groups to VGCNTs and short OH-CNTs
using the GPS treatment method described in Section 2.1.2.
The elemental content of the added functional groups was
characterized by XPS spectrum analysis. Wide scans were conducted on as-received VGCNT, oxidized VGCNT and GPS functionalized VGCNT samples to detect the elements present
(Fig. 7a) [35]. The typical survey spectrum shows distinct carbon 1s and oxygen 1s peaks for all samples, indicating that
carbon and oxygen are the major elements. Low intensity silicon peaks appear in the binding energy range of 100–160 eV
for the GPS functionalized sample. Element concentrations
in functionalized and unfunctionalized VGCNT samples were
calculated based on the high resolution scan spectra as shown
in Fig. 7b (see Table 5). The presence of the Si 2p peak at
102.7 eV in the spectrum of the GPS-VGCNT sample was attributed to the attachment of glycidyloxypropyl-trimethoxysilane
group on the CNT surface. However, the Si 2p peak at 103.3 eV
in the as-received VGCNT sample spectrum and at 106.0 eV in
the oxidized VGCNT sample spectrum were considered to be
caused by the presence of silicon contamination in a different
chemical state (e.g., silica). The Si 2p and O 1s spectra from the
oxidized VGCNT sample show evidence of differential charging. The peak widths and binding energies are anomalously
high. These artifacts do not change the qualitative interpretation of the spectra, which principally reveal that the oxidation
treatment has increased the O concentration, without removing the low levels of Si oxide(s) present in the as-received
VGCNTs. Assuming the GPS is attached to the CNT surface
in the same way as described in [23], the chemical formula
for functional groups attached to the CNT can be written as
–(SiO4C6H11)n. Based on this assumed chemical formula of
the functional group and assuming all the silicon detected in
the XPS spectrum is from the GPS functional group, the weight
fraction of the functional groups on GPS-CNTs is approximately 23%. Hence, it is expected that when the weight percent filler loading for GPS-CNF/epoxy and UF-CNF/epoxy are
the same, the volume occupied by CNFs in the GPS-CNF/epoxy
is about 23% less than that in the UF-CNF/epoxy.
3.2.
Interlaminar fracture toughness
3.2.1.
Effect of adding CNTs in the matrix
Mode II toughness
Propagation
The mode I and mode II interlaminar fracture resistance
curves for S2-glass/epoxy composites with 1 wt.% short
2
Onset
Compared
to baseline
(1.9)
(1.9)
(1.4)
(1.1)
–
+4%
2%
+9%
J/m
565
505
606
668
2
(1.3)
(3.9)
(4.4)
(5.0)
Compared
to baseline
–
11%
+7%
+18%
Propagation
J/m2
681
554
713
779
(3.5)
(6.9)
(4.4)
(4.0)
Compared
to baseline
–
19%
+5%
+14%
COOH-CNTs, 0.5 wt.% short GPS-CNTs, 0.25 wt.% long GPSCNTs, and with no nanofiller are shown in Fig. 8. Typically,
the mode I propagation fracture toughness increases greatly
within the initial 8 mm of crack propagation and reaches a
plateau beyond about 20–25 mm. Therefore, a nonlinear curve
in the form of GIR ¼ GIP P1 expðP2 DaÞ was fit to the mode I
fracture resistance (GIR) vs. crack growth (Da) experimental
data for each type of material, where GIP, P1, and P2 are curve
fitting parameters. The value of parameter GIP is considered to
be the mode I propagation fracture toughness for discussion
purposes. Relative to the mode I case, the increase in mode
II propagation fracture toughness with crack length is small
and cannot to be fitted with a single type of functional relationship with the increase of crack length. Hence, mode II
propagation fracture toughness was defined as the average
mode II fracture toughness at a crack propagation length of
6 mm beyond the initial crack front.
The mode I and mode II onset and propagation fracture
toughness values for composites made with the three types
of CNTs and the baseline case are labeled in Fig. 8 and summarized in Table 6. The results show that adding short
COOH-CNTs at 1 wt.% in ply matrix had no significant effect
on the mode I fracture toughness and decreased the mode II
fracture toughness. Adding short GPS-CNTs at 0.5 wt.% into
the matrix had no significant effect on either the mode I or
mode II fracture toughness, as well. However, adding longer
GPS-CNTs at 0.25 wt.% in ply matrix increased the mode I
and mode II fracture toughness values by 7–18%. While the increase in mode I toughness from crack onset to propagation
for all laminates made with and without CNTs ranges from
356% to 393%, the increase in mode II toughness from onset
to propagation is only 10–20%. It is noteworthy that, in a previous related investigation of an S2-glass fiber composite
made with the same matrix system as used presently [36],
the addition of 0.5 wt.% unfunctionalized CNTs into the matrix
material led to a slight reduction in mode I propagation and
mode II onset interlaminar fracture toughness.
3.2.2.
Effect of adding CNF- or CNT-filled resin interlayer
The second method used for evaluating the effects of CNTs or
CNFs on fracture toughness employs CNF- or CNT-filled resin
at the fracture plane of IFT specimens made without any
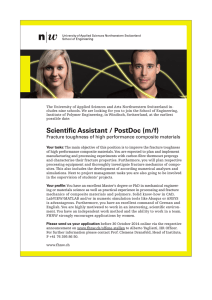
nanofillers in the prepregged matrix material. In Fig. 9, the
mode I and mode II fracture resistance curves obtained for laminates made with an un-functionalized CNF epoxy interlayer
and a GPS-functionalized CNF epoxy interlayer at the fracture
plane are compared to the fracture resistance curves of the
baseline material with no nanofillers whatsoever. A significant
improvement in both mode I and mode II onset and propagation
toughness (30–57% relative to the baseline) was obtained by
adding either the UF-CNF or GPS-CNF resin interlayer. However, GPS functionalization of CNFs showed relatively little
improvement in all toughness measures in comparison to
material made with the unfunctionalized CNF interlayer.
Numerical toughness values of these materials are labeled in
Fig. 9 and listed in the first two lines of Table 7.
The effects of interlayer nanofiller length on toughness
were evaluated using 0.5 wt.% short GPS-CNTs and
0.25 wt.% long GPS-CNTs. The FRP composites in this com-
Interlayer:
None
1325
5 0 ( 20 1 2 ) 1 3 1 6–13 3 1
CARBON
parison had 0.5 wt.% short GPS-CNTs in the middle six plies.
Recalling Section 3.2.1, it has been shown that the addition
of 0.5 wt.% short GPS-CNTs in the middle six plies without
a nanofilled interlayer had no significant effect on toughness. The mode I and mode II fracture resistance curves
for the composites made with and without the GPS-CNT
interlayers are shown in Fig. 10. Numerical toughness results
are shown as well in Fig. 10 and in the last two rows of Table
7. Compared to the composite with no filler, adding a short
GPS-CNT interlayer increased the fracture toughness values
by 52–86%. An even higher increase was obtained by using
long GPS-CNTs in the interlayer (79–109%). It is apparent that
0.5 wt% UF-CNF epoxy
0.5 wt% GPS-CNF epoxy
Mode I fracture resistance, J/m
2
1200
1000
968
903
800
616
600
400
Specimen 1
Specimen 2
Specimen 3
Nonlinear fit
127
200
Specimen 1
Specimen 2
Specimen 3
Nonlinear fit
165
Specimen 1
Specimen 2
Nonlinear fit
176
0
0
10
20
30
0
10
20
0
30
10
20
30
Crack propagation length, mm
(a) Mode I
Interlayer:
0.5 wt% UF-CNF epoxy 0.5 wt% GPS-CNF epoxy
None
Mode II fracture resistance, J/m
2
1200
963
996
1000
800
600
843
783
681
565
400
Specimen 1
Specimen 2
Specimen 3
200
Specimen 1
Specimen 2
Specimen 3
Specimen 1
Specimen 2
Specimen 3
0
0
3
6
9
12
15
0
3
6
9
12
15
0
3
6
9
12
15
Crack propagation length, mm
(b) Mode II
Fig. 9 – Fracture resistance curves of composites made with baseline resin in all plies, with and without a UF-CNF or GPS-CNF
interlayer: (a) mode I and (b) mode II. See Table 4 for the specimen formulations. See Figs. 4 and 5 for the mode I and mode II
test configurations, respectively.
1326
CARBON
5 0 ( 2 0 1 2 ) 1 3 1 6 –1 3 3 1
Table 7 – Mode I and mode II onset and propagation fracture toughness of composites with and without a nanofilled
interlayer at the fracture plane. Reported toughness values are averages and values in parentheses are the coefficients of
variation expressed in percent.
Interlayer material
Mode I toughness
Onset
J/m
Baseline composite (no nanofiller)
0.5 wt.% UF-CNF epoxy
0.5 wt.% GPS-CNF epoxy
0.5 wt.% short GPS-CNT epoxya
0.25 wt.% long GPS-CNT epoxy a
a
127
165
176
193
228
2
Compared
to baseline
(4.2)
(14)
(8.4)
(8.6)
(8.4)
Mode II toughness
Propagation
–
+30%
+39%
+52%
+79%
J/m
616
903
968
1025
1201
2
(1.9)
(1.5)
(4.1)
(1.3)
(1.5)
Onset
Compared
to baseline
J/m
–
+47%
+57%
+66%
+95%
2
Propagation
J/m2
Compared
to baseline
565 (1.3)
783 (3.7)
843 (11)
981 (4.4)
1078 (6.1)
–
+39%
+49%
+74%
+91%
681
996
963
1266
1423
Compared
to baseline
(3.5)
(6.7)
(2.3)
(1.9)
(6.3)
–
+46%
+41%
+86%
+109%
The FRP composite has 0.5 wt.% short GPS-CNTs in the matrix of the middle six plies.
Interlayer:
0.25 wt% long
GPS-CNF epoxy
0.5 wt% short
GPS-CNT epoxy
None
1201
Mode I fracture resistance, J/m
2
1200
1025
1000
603
800
600
Specimen 1
Specimen 2
Specimen 3
Nonlinear fit
400
132
200
0
0
10
20
Specimen 1
Specimen 2
Specimen 3
Nonlinear fit
193
0
30
10
20
Specimen 1
Specimen 2
Specimen 3
Nonlinear fit
228
0
30
10
20
30
Crack propagation length, mm
(a) Mode I
Interlayer:
0.5 wt% short
GPS-CNT epoxy
None
0.25 wt% long
GPS-CNF epoxy
1600
Mode II fracture resistance, J/m
2
1423
1400
1266
1200
1000
1078
981
713
800
600
606
Specimen 1
Specimen 2
Specimen 3
400
200
Specimen 1
Specimen 2
Specimen 3
Specimen 1
Specimen 2
Specimen 3
0
0
3
6
9
12
15
0
3
6
9
12
15
0
3
6
9
12
15
Crack propagation length, mm
(b) Mode II
Fig. 10 – Fracture resistance curves of composites made with 0.5 wt.% short GPS-CNT modified resin in middle six plies, with
and without a nanofilled interlayer at the fracture plane: (a) mode I and (b) mode II. See Table 4 for the specimen formulations.
See Figs. 4 and 5 for the Mode I and Mode II test configurations, respectively.
CARBON
5 0 ( 20 1 2 ) 1 3 1 6–13 3 1
1327
Fig. 11 – Representative optical microscope images of cross section of composite specimens: (a) baseline composite with no
fillers anywhere (black spots with lateral dimension greater than 30 lm seen on the center top and right lower corner of the
image are voids); (b) composite with no nanofiller in the ply matrix and an UF-CNF interlayer; (c) composite with short GPSCNTs in the plies and a short GPS-CNT interlayer. (Microscales were used to locate the midplane on the cross section. The
white bars on the left of images show the markings of the microscale, which are separated by 100 lm. The dashed line
indicates the midplane position.)
Fig. 12 – SEM images of mode I fracture surfaces: (a) baseline S2-glass/epoxy composite (no filler); (b) composite with a
GPS-CNF epoxy interlayer and no CNTs in the ply matrix; (c) composite with a UF-CNF epoxy interlayer and no CNT in
the ply matrix; (d) composite with a long GPS-CNT epoxy interlayer and short GPS-CNT in the ply matrix. Highlighted
areas show evidence of matrix toughening.
1328
CARBON
5 0 ( 2 0 1 2 ) 1 3 1 6 –1 3 3 1
Fig. 13 – SEM images of mode I fracture surfaces of S2-glass/epoxy composites made with (a) short COOH-CNTs in ply matrix,
(b) short GPS-CNTs in ply matrix and interlayer and (c) short GPS-CNTs in ply matrix and long GPS-CNTs in interlayer.
Highlighted areas show evidence of matrix toughening.
Fig. 14 – SEM images of fracture surfaces highlighting dense CNFs wrapped around glass fibers: (a) and (b) mode I fracture
surface of composite with an UF-CNF epoxy interlayer and no filler in ply matrix; (c) mode II fracture surface of composite
with a GPS-CNF interlayer and GPS-CNTs in the ply matrix.
Fig. 15 – SEM images of fracture surfaces of composites made with short GPS-CNTs in the ply matrix and long GPS-CNTs in
the interlayer: (a) DCB specimen (cavities in circles were possibly created by CNT pull-out) and (b) ENF specimen showing GPSCNTs bridging the local matrix crack.
using high aspect ratio, small diameter nanofillers in the
interlayer produced the highest fracture toughness of the
S2-glass/epoxy composite. Considering all the materials
made with CNF and CNT fillers inside the plies or in the
interlayer region, the highest improvement in fracture
toughness is obtained by adding a long GPS-CNT epoxy
interlayer.
It should be noted that adding a resin-rich interlayer at a ply
interface may increase the interlaminar fracture toughness.
The effect of adding a neat resin interlayer on mode I and mode
CARBON
5 0 ( 20 1 2 ) 1 3 1 6–13 3 1
1329
[37,38]. To determine if the present method of placing nanofiller in the interlayer region resulted in a resin-rich interface, cross sections of untested, polished composite
specimens were inspected in an optical microscope. The sections were cut perpendicular to the fibers, away from the tip
of the PTFE film. It was found that the glass fibers were uniformly packed throughout the entire thickness for all composite specimens made with or without a nanofilled
interlayer (Fig. 11). Due to the low viscosity of the epoxy resin system used to manufacture the composites, it is plausible that the resin in the interlayer region bled out during the
consolidation process.
3.3.2.
Fig. 16 – SEM image showing dense UF-CNFs wrapped
around a glass fiber, from the mode I fracture surface of a
composite made with an UF-CNF epoxy interlayer.
II fracture toughness of the same S2-glass/epoxy composite as
used presently was investigated by the authors in [29]. The results show that adding a neat resin interlayer to a composite
with short COOH-CNTs in the adjacent plies increased the
mode I fracture toughness by 8–11% and increased the mode
II fracture toughness by 16–18% compared to the COOH-CNT
composite without neat resin interlayer. The results from the
current investigation show much higher improvement in
mode I and mode II fracture toughness by adding a nanofiller
modified resin interlayer (52–95% in mode I and 79–109% in
mode II fracture toughness). Hence, the significant improvement in fracture toughness is considered to be due to nanofillers remaining in the interlayer region following laminate
consolidation rather than a significantly resin-rich layer of
material. This topic is discussed further in Section 3.3.1 with
reference to photomicrographs of the interlayer region.
3.3.
Microscopy of fracture specimens
3.3.1.
Region of fracture plane
It is known that a discrete layer of polymer resin (typically
20 lm thick) placed in the interlayer region of a fiber composite can improve the interlaminar fracture toughness
Nanofiller toughening mechanisms
Based on observations of numerous SEM images of mode I
and II fracture surfaces, the effects of CNTs or CNFs on
the fracture behavior of the multi-scale reinforced composites are twofold. Firstly, nanofillers roughen the matrix fracture surface and increase matrix fracture surface area, as
shown by representative SEM images in Figs. 12 and 13. Secondly, CNFs appear to pack tightly around the glass fibers
and obstruct pullout of the glass fibers from the matrix during crack propagation. Such behavior was not observed for
shorter nanofillers. Representative SEM images of fracture
surfaces of composites made with functionalized CNTs are
shown in Fig. 13 and SEM images of fracture surface of composites made with CNFs in the interlayer are shown in
Fig. 14. Even though the long GPS-CNTs are not long enough
to serve as obstacles for glass fiber pull-out, the SEM images
show many long GPS-CNTs pulled from the matrix and
bridging matrix cracks (see Fig. 15). Based on these and other
similar observations in the SEM, more nanofiller particles
were found on the fracture surface when they were added
in the interlayer compared to the composite made with fillers added only in the ply matrix. It is plausible that, during
the material consolidation process, the epoxy in the interlayer was mostly bled out and the fillers were entrapped
by glass fibers, leaving concentrated fillers in close proximity
to the glass fibers at the fracture plane (see Fig. 16). The
CNFs deposited around the glass fibers can serve as effective
obstacles for fiber/matrix debonding (Fig. 14) and long CNTs
can bridge matrix cracks in the narrow gaps between glass
fibers (Fig. 15).
Fig. 17 – SEM images a CNT pulled out from matrix bonded to a glass fiber: (a) short COOH-CNT pulled out from matrix with
epoxy partially bonded to CNT surface and (b) unfunctionalized CNT pulled out of the matrix in a related investigation (as
received CNT outer diameter is 10–20 nm).
1330
CARBON
5 0 ( 2 0 1 2 ) 1 3 1 6 –1 3 3 1
Fig. 18 – SEM images of CNFs pulled out from the matrix in an S2-glass/epoxy composite: (a) and (b) GPS-CNFs with epoxy
layers bonded to the CNF surface and (c) UF-CNFs. The as-received unfunctionalized CNF outer diameter is 60–150 nm.
3.3.3.
Effect of CNT/CNF functionalization
After CNT/CNF functionalization by either simple oxidization
or GPS treatment, an epoxy layer bonded to CNTs or CNFs was
observed as shown in Figs. 17a and 18a and b. However, this
behavior is not typically observed for unfunctionalized fillers
(see Figs. 17b and 18c). These observations indicate that better
adhesion between the fillers and the epoxy matrix was obtained with functionalization.
4.
Conclusions
Carbon nanotubes (CNT) and carbon nanofibers (CNFs) with
different aspect ratios and surface functional groups were
placed by two different methods in S2-glass/epoxy composite
laminates made by filament winding and hot pressing. CNTs
and CNFs functionalized with silane coupling agent (GPSCNTs and GPS-CNFs) showed improved bonding to the epoxy
matrix. When CNTs were dispersed in the matrix of the multi-scale composite, it was observed that adding short COOHCNTs at 1 wt.% and short GPS-CNTs at 0.5 wt.% of the matrix
had no significant effect on the mode I and mode II interlaminar fracture toughness was slightly increased by using dispersed long GPS-CNTs at 0.25 wt.%. However, significant
improvements in toughness were seen when placing a CNTor CNF-rich interlayer at the fracture plane of the composite.
Specifically, adding a CNF interlayer resulted in a 30–57%
improvement in mode I fracture toughness and 39–49%
improvement in mode II fracture toughness compared to
the baseline material without nanofiller. Adding a GPS-CNT
resin interlayer at the fracture interface resulted in a 52–
95% improvement in mode I fracture toughness and 74–
109% improvement in mode II fracture toughness compared
to the baseline material. The fracture test results indicate that
using higher aspect ratio CNTs placed in an interlayer between fiber reinforced plies is the most effective means of
improving fracture toughness of the investigated laminated
composite material. Microscopic evaluation of the fracture
surfaces of composites made with an interlayer showed that
dense concentrations of nanofillers were trapped in microsized channels between glass fibers. Based on the increased
toughness of the composites with an interlayer, it appears
that the placement of dense concentrations of CNTs and
CNFs in between the glass fibers is the best method of inhibiting delamination propagation.
Acknowledgements
This research project was supported by Penn State Vertical
Lift Research Center of Excellence, the US Government under
Agreement No. W911W6-06-2-0008, the US Army Research Office under grant W911NF-10-1-0267, the Pennsylvania State
University Materials Research Institute, Materials Characterization Lab, the National Science Foundation under Cooperative Agreement No. ECS-0335765, and the Department of
Engineering Science and Mechanics at Penn State. The U.S.
Government is authorized to reproduce and distribute reprints notwithstanding any copyright notation thereon. The
views and conclusions contained in this document are those
of the authors and should not be interpreted as representing
the official policies, either expressed or implied, of the U.S.
Government. Dr. Nicole Brown is thanked for providing the
TGA equipment and giving valuable advice on TGA characterization. Dr. David Fecko of AGY is thanked for providing the
S2-glass fiber.
R E F E R E N C E S
[1] Compston P, Jar P-YB, Davies P. Matrix effect on the static and
dynamic interlaminar fracture toughness of glass-fibre
marine composites. Composites Part B 1998;29(4):505–16.
[2] Hojo M, Ochiai S, Gustafson C-G, Tanaka K. Effect of matrix
resin on delamination fatigue crack growth in CFRP
laminates. Eng Fract Mech 1994;49(1):35–47.
[3] Sela N, Ishai O. Interlaminar fracture toughness and
toughening of laminated composite materials: a review.
Composites 1989;20(5):423–35.
[4] Brunner AJ, Murphy N, Pinter G. Development of a
standardized procedure for the characterization of
interlaminar delamination propagation in advanced
composites under fatigue mode I loading conditions. Eng
Fract Mech 2009;76(18):2678–89.
[5] Kawaguchi T, Pearson RA. The effect of particle-matrix
adhesion on the mechanical behavior of glass filled epoxies.
Part 2. A study on fracture toughness. Polymer
2003;44(15):4239–47.
[6] Singh RP, Zhang M, Chan D. Toughening of a brittle
thermosetting polymer: effects of reinforcement particle size
and volume fraction. J Mater Sci 2002;37:781–8.
[7] Yee AF, Pearson RA. Toughening mechanisms in elastomermodified epoxies. J Mater Sci 1986;21(7):2462–74.
CARBON
5 0 ( 20 1 2 ) 1 3 1 6–13 3 1
[8] Scott JM, Phillips DC. Carbon fiber composites with rubber
toughened matrices. J Mater Sci 1975;10(4):551–62.
[9] Johnsen BB, Kinloch AJ, Mohammed RD, Taylor AC, Sprenger
S. Toughening mechanisms of nanoparticle-modified epoxy
polymers. Polymer 2007;48(2):530–41.
[10] Yoo M, Sharma A, Bakis CE. Comparison of interlaminar
fracture toughening of filament wound glass/epoxy
composites by using MWCNTs or flexible resin. In: SAMPE
symposium and exposition, Society for the Advancement of
Materials and Process Engineering, Covina, CA. Paper No.
B116; 2009 (CD ROM).
[11] Spindler-Ranta S, Bakis CE. Carbon nanotube reinforcement
of a filament winding resin. In: Proceedings 47th
international SAMPE symposium and exhibition, Society for
the Advancement of Materials and Process Engineering,
Covina, CA, 2002. p. 1775–87.
[12] Zhu R, Pan E, Roy AK. Molecular dynamics study of the stressstrain behavior of carbon-nanotube reinforced Epon 862
composites. Mater Sci Eng A 2007;447:51–7.
[13] Coleman JN, Khan U, Blau WJ, Gun’ko YK. Small but strong: a
review of the mechanical properties of carbon nanotubepolymer composites. Carbon 2006;44(9):1624–52.
[14] Frankland SJV, Harik VM, Odegard GM, Brenner DW, Gates TS.
The stress–strain behavior of polymer-nanotube composites
from molecular dynamics simulation. Compos Sci Technol
2003;63(11):1655–61.
[15] Gojny FH, Wichmann MHG, Fiedler B, Schulte K. Influence of
different carbon nanotubes on the mechanical properties of
epoxy matrix composites – A comparative study. Compos Sci
Technol 2005;65:2300–13.
[16] Gojny FH, Wichmann MHG, Köpke U, Fiedler B, Schulte K.
Carbon nanotube-reinforced epoxy-composites: enhanced
stiffness and fracture toughness at low nanotube content.
Compos Sci Technol 2004;64(15):2363–71.
[17] Arai M, Noro Y, Sugimoto K-i, Endo M. Mode I and mode II
interlaminar fracture toughness of CFRP laminates
toughened by carbon nanofiber interlayer. Compos Sci
Technol 2008;68(2):516–25.
[18] Fan Z, Santare MH, Advani SG. Interlaminar shear strength of
glass fiber reinforced epoxy composites enhanced with
multi-walled carbon nanotubes. Composites Part A
2008;39(3):540–54.
[19] Seyhan AT, Tanoglu M, Schulte K. Mode I and mode II fracture
toughness of E-glass non-crimp fabric/carbon nanotube
(CNT) modified polymer based composites. Eng Fract Mech
2008;75(18):5151–62.
[20] Zhou Y, Pervin F, Lewis L, Jeelani S. Fabrication and
characterization of carbon/epoxy composites mixed with
multi-walled carbon nanotubes. Mater Sci Eng A
2008;475:157–65.
[21] Yang K, Gu M, Guo Y, Pan X, Mu G. Effects of carbon nanotube
functionalization on the mechanical and thermal properties
of epoxy composites. Carbon 2009;47(7):1723–37.
[22] Kim JA, Seong DG, Kang TJ, Youn JR. Effects of surface
modification on rheological and mechanical properties of
CNT/epoxy composites. Carbon 2006;44(10):1898–905.
[23] Ma PC, Kim J-K, Tang BZ. Effects of silane functionalization
on the properties of carbon nanotube/epoxy
nanocomposites. Compos Sci Technol 2007;67(14):2965–72.
1331
[24] Qiu J, Zhang C, Wang B, Liang R. Carbon nanotube integrated
multifunctional multiscale composites. Nanotechnology
2007;18(27):275708.
[25] Davis DC, Wilkerson JW, Zhu J, Hadjiev VG. A strategy for
improving mechanical properties of a fiber reinforced epoxy
composite using functionalized carbon nanotubes. Compos
Sci Technol 2011;71(8):1089–97.
[26] Reed CW. The chemistry and physics of the interface region
and functionalization. In: Nilson JK, editor. Dielectric
polymer nanocomposites. New York: Springer Science; 2010.
p. 111–3.
[27] Pluedemann EP. Silane coupling agents. New York: Plenum
Press; 1982, p. 96.
[28] ASTM Standard D638. Standard test method for tensile
properties of plastics. ASTM International, American Society
for Testing and Materials: West Conshohocken, PA; 2008.
doi:10.1520/D0638-10.
[29] Zhu Y, Bakis CE. Effects of functionalized carbon nanotubes
on mode I and mode II interlaminar fracture toughness of a
hybrid glass fiber/MWCNT/epoxy composite. In: Proceedings
of the American Society for Composites—25th Technical
Conference, September 2010, Dayton, OH (CD-ROM): DEStech,
Lancaster, Pennyslvania, USA.
[30] ASTM Standard D3171. Standard test method for constituent
content of composite materials. ASTM International,
American Society for Testing and Materials: West
Conshohocken, PA; 2009. doi:10.1520/D3171-09.
[31] ASTM Standard D5528-01. Standard test method for mode I
interlaminar fracture toughness of unidirectional fiberreinforced polymer matrix composite. In: Annual Book of
ASTM Standards, American Society for Testing and Materials:
West Conshohocken, PA; 2002. p. 254–63.
[32] JIS K 7086. Testing methods for interlaminar fracture
toughness of carbon fibre reinforced plastics. Japanese
Standards Association: Tokyo, Japan; 1993. p. 651–55.
[33] Davidson BD, Altonen CS, Polaha JJ. Effect of stacking
sequence on delamination toughness and delamination
growth behavior in composite end-notched flexure
specimens. In: Deo RB, Saff CR, editors. Composite materials:
testing and design (twelfth volume), ASTM STP
1274. Philadelphia: American Society for Testing and
Materials; 1996. p. 393–413.
[34] Yu MF, Files BS, Arepalli S, Ruoff RS. Tensile loading of ropes
of single wall carbon nanotubes and their mechanical
properties. Phys Rev Lett 2000;84(24):5552–5.
[35] Moulder JF, Stickle WF, Sobol PE, Bomben KD. Handbook of
X-ray photoelectron spectroscopy. Eden Prairie,
MN: Perkin-Elmer Corporation Physical Electronics
Division; 1992.
[36] Zhu Y, Bakis CE. Quasi-static and cyclic interlaminar cracking
behavior of glass fiber/MWCNT/epoxy hybrid composites. In:
Proceedings 66th Forum. American Helicopter Society:
Phoenix, AZ, USA; 2010.
[37] Singh S, Partridge IK. Mixed-mode fracture in an interleaved
carbon-fibre/epoxy composite. Compos Sci Technol
1995;55(4):319–27.
[38] Ozdil F, Carlsson LA. Mode I interlaminar fracture of
interleaved graphite/epoxy. J Compos Mater
1992;26(3):432–59.