carbon nanotube based transparent conductive coatings
advertisement

CARBON NANOTUBE BASED TRANSPARENT
CONDUCTIVE COATINGS
Paul J Glatkowski
Eikos Inc.
2 Master Drive, Franklin, MA. 02038
ABSTRACT
The use of carbon nanotube to impart electrical conductivity to polymeric films and
coatings while maintaining excellent optical transparency is presented. Examples and
data are provided for nanotube composite films and coatings exhibiting optical
transparency useful for electrostatic dissipation and for relatively high conductivity
electrodes in consumer electronic applications. Coating with optical transparency of
90%T and electrical resistivity of 200 Ω/□ are formed using simple wet coating
processes. This technology is compared to competitive coating materials. The properties
and processing advantages of Nanoshieldtm technology are finding use in commercial and
military applications such as touch screens, large area displays; and next generation
flexible displays and solar voltaic collectors.
Keywords: Nanocomposite, Coatings, Thin Films
1. INTRODUCTION
Eikos, Inc. has demonstrated the use of its Nanoshield technology, to impart electrical
conductivity while maintaining high optical transparency in a variety of polymeric films
and coatings. In this paper are presented two examples of this technology. The first
application is to impart ElectroStatic Dissipation (ESD) protection to films and coatings.
The second example demonstrates Nanoshield’s application to low resistivity optical
coatings suitable for use as electrode layers in displays, touch screens, and in EMI
shielding. However, first is provided some background on the Nanoshield technology
and relationship to other competitive transparent conductive technologies.
Nanoshield technology is based on the use of carbon nanotubes as electrically
conductive particles. The unique quality of this form of carbon is simple in that the
individual particles possess the attributes of high electrical conductivity (3x10+4 S/cm),
high aspect ration (>103), and the unique capability of forming ropes of individual
particles. This combination of properties allows for the formation of conductive networks
through a host material with tunable electrical resistivity and excellent optical
transparence. Eikos has demonstrated nanotube loaded materials with electrical properties
ranging from <1Ω through >1012 Ω, although not optically transparent through this entire
range. In this paper the focus is on transparent coating and films utilizing nanotubes to
modify the electrical properties of the polymer without significantly altering the other
characteristics of the materials.
Although only first widely
reported in 1991,i,ii carbon
nanotubes are now readily
synthesized in gram quantities
in the laboratories all over the
world, and are also being
offered commercially. Carbon
nanotubes are essentially single
graphite layers wrapped into
tubes, either single walled
(SWnT) or multi walled
(MWnT) formed into several
concentric layers,iii as shown in
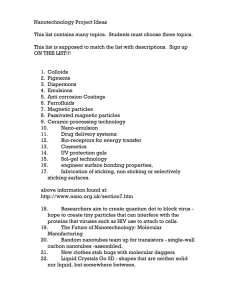
Figure 1. Carbon nanotubes can
be synthesized in lengths up to
100 microns with nanometer
scale diameters.
Figure 1: Schematic depicting various form of carbon
Single walled carbon nanotubes are particularly good candidates to impart conductivity to
insulating resins. Depending on the tube diameter and angle of roll with respect to the
graphite structure NTs exhibit metallic conductivityiv. Nanotubes can be either
electrically conductive or semiconductive, depending on their helicity, leading to
nanoscale wires and electrical components. These one-dimensional fibers exhibit
electrical conductivity as high as copper, thermal conductivity as high as diamond,
strength 100 times greater than steel at one sixth the weight, and high strain to failure. If
utilized to its promising potential, the field of nanotechnology will revolutionize next
generation materials for a wide range of applications.
1.1 Shortcomings of Current Materials
There exist a limited number of low temperature
techniques to impart electrical conductivity to an
insulating layer, they are:
• Apply a thin metallic coating like gold, silver,
copper
• Apply a metal oxide coating like InSnO2
• Layer a conducting polymer or like material
under a very thin protective coating
• Fill a hard coating with conducting powder like
metals, carbon, and doped conducting polymer
• Admix to a coating at the molecular level, a
doped polymer or carbon nanotubes.
Figure 2: Conductive coating
maintains electrical properties
(180 Ω/□) after Creasing. Note
ITO coatings fail during this
test.
Vacuum deposited indium tin oxide (ITO) is the
industry standard material to provide optically transparent electrical conductivity to glass
and polymeric films. However, the performance of ITO suffers when applied to plastic.
These thin coatings are fragile and are readily damaged during bending or other stress
inducing conditions see Figure 2. Furthermore, the process of vacuum deposition is not
conducive to forming patterns and circuits. This results in the need for expensive
photolithographic processing to form patterns. In Figure 3 all the primary competitive
coating technologies are compared.
CNT
dispersions
Sputtered
ITO
ITO
Nano Metal
ICP
dispersions dispersions dispersions
Transparency
{
{
{
Conductivity
{
z
{
Cost
{
{
z
Color
{
z
{
Printing capability
{
z
z
{
Flexibility / durability
{
z
z
{
{
Environmental stability
{
{
{
{
z
{
z
Excellent
Good
Poor
Figure 3: Comparison of competitive transparent conductive coating technology
How does carbon nanotube have and advantage over the use of other conducting particles
to make composite coatings? Since conduction is by electrical charge percolation from
particle to particle through the coating, typically these materials must be filled with high
loading levels (>>5%) of the conductive media to reach significant electrical
conductivity. The high loading levels result in poor mechanical and optical properties.
Carbon nanotube composites reach the electrical percolation threshold at loading levels
of only 0.04% wt, therein this low loading does not affect the other properties of the
matrix material.
Conducting polymers represent the most investigated alternative to ITO coatings.
However, after over a decade of research and development conducting polymers still can
not match the optical and electrical performance of ITO. Additionally, conducting
polymer suffer from thermal and environmental stability problems preventing their
widespread use in commercial applications.
2. ESD COATINGS
Eikos, Inc. demonstrated the use of its Nanoshield technology in ESD protection in a
variety of polymers. These coatings exhibited visible a wide range of light transmittance
(20-99%T), with electrical resistivity designed to be primarily in the Mega-Ohm or
higher range (suitable for ESD applications).
Eikos formed transparent SWnT nanocomposite ESD films using colorless space durable
polyimides, LaRC -CP1, LaRC - CP2, and TOR-NC, a polyimide based on triphenyl
phosphine oxide derivatives available from Triton Systems Inc. The resulting composite
films are transparent and environmentally stable, having all the mechanical, thermal, and
optical characteristics of the virgin polyimides, but with the added capability of ESD. In
addition, the films will be inherently bulk conducting, environmentally stable, lighter
weight, and manufacturable. Considering all these factors and current film systems, a
significantly reduced final cost for deployed films is anticipated. All these aspects and
advantages are graphically presented in Figure 4.
Figure 4: Advantages for NanoShield-ESD™ when used to impart electrical
properties to films
The use of carbon nanotubes in this work is to impart electrical conductivity and
therefore granting the films inherent ESD properties without secondary coatings or
treatments. Additionally, these ESD films do not suffer from inherent temperature
dependent electrical characteristics of other conducting polymeric coatings and films.
Finally, since the ESD properties are provided by the nanotubes dispersed throughout the
polymer matrix, the ESD properties will not deteriorate with surface degradation due to
erosion or matrix breakdown. This is a significant advantage over conventional
metallized or CVD coatings, which are susceptible to damage from space environment.
This technology is based on Eikos’ inventions (patent #6265466) called Nanoshield™,
for the use of carbon nanotubes for imparting electromagnetic shielding (EMS) to
polymers. Work is currently being conducted at Eikos on nanotube enhanced
electromagnetic shielding for the US Army. The EMI shielding polymers can be used to
shield electrical component enclosures and shelters from the deleterious effects of
external radio, microwave, and millimeter-wave interference/damage.
2.1 Summary of ESD Coating Results
The proof of this concept is in our demonstration that Eikos can impart electrical
conductivity to a resin system without adversely affecting the other physical properties.
This summary data presented in this section demonstrate this concept using three
polyimides; CP1, CP2 (both from SRS Technologies), and TOR-NC (Triton Systems
Inc). Similar results to those presented below, have been collected on other resins and are
expected from most other polymer resins useful for film forming and coatings
applications.
The key issues for SWNT successful incorporation into an ESD films and coatings are
listed here with summary of results obtained:
I. Electrical resistivity; concentration, and thickness of nanotube filled films
a. Resistivity easily adjusted from 102 to 1012 at any thickness greater
than 1 micron
b. Resistivity through bulk or surface of films demonstrated with very
high optical clarity and low haze
II. Thermal effect on conductivity
a. Resistivity insensitive to temperature and humidity from at least -78
to +300C
b. Resistivity lowers with increasing voltage
c. Resistivity insensitive to temperature cycling and soak
III. Optical transparency of SWNT filled matrix for window and lens
applications
a. Transmission loss of only 10-15% for 25 micron thick films with bulk
conductivity
b. Transmission loss of only 1-5% for thinner 2-10 micron conductive
films
c. Haze values typically <1%
IV. Mechanical property changes to the resin and final films due to presence of
nanotubes
a. Tensile, modulus, and elongation to break unaffected by addition of
nanotubes
b. Coefficient of thermal expansion unaffected by addition of nanotubes
c. No other qualitative differences between films with or without
nanotubes observed
V. Processing of resin and films unaffected by incorporation of nanotubes
a. Viscosity, surface tension, wetting, equivalent to unfilled resin
b. Casting, drying, curing, film parting, and final surface appearance
identical
During the development of the technology and assessment of market needs, it became
apparent that higher conductivity in these coatings is highly desirable for many additional
applications. Specifically, most military transparent coatings for aircraft require very low
resistivity coatings on canopies to impart multifunctional characteristics to the
thermoplastic substrate. Furthermore, the commercial transparent conductive coatings
market also is in need of a replacement technology for Indium Tin Oxide (ITO) in the
enormous flat panel display market.
3. LOW RESISTIVITY HIGH TRANSPARENCY COATINGS
For this technology to advance into these broader military and commercial markets,
Eikos has focused on enhancing electrical conductivity of these coatings, while
maintaining high optical transparency. Our target is surface resistivity <200 Ohms/sq
with >80%T @550nm, which represents ITO performance in numerous commercial
applications. We have identified numerous military systems which will benefit from this
technology. To that end, we have met with several military producers to discuss the
application of this coating as an ITO replacement. Furthermore, we have explored the use
of this technology as a replacement for ITO in flat panel displays and other applications
(Architectural windows, Electroluminescent lighting systems, Touch screens, etc.).
Equally important and exciting are the commercial applications of this technology.
Commercial (consumer) applications of this technology are needed to dive down the cost,
increase the quality, and ensure availability for the US military’s benefit. Fortunately,
some very large consumer markets exist which could benefit from a new transparent
conductive coating lacking the processing and handling limitations of ITO; and stability
limitations of inherently conducting polymers.
Since each application has its own unique set of requirements, a target of 80%T @550nm
and <200 Ohm/sq resistivity, was set as a milestone leading to entry into several markets
including military transparencies. This target serves as an intermediate goal whereas we
intend to ultimately to exceed those which can be obtained using ITO. The relationship
between our current coatings and commercially mature coatings is presented graphically
in Figure 5.
1.00E+06
Target
Applications
EMI / LO
2
FPD
3
TS
Ohms/sq
1
1.00E+05
1.00E+04
1.00E+03
3
1.00E+02
2
1.00E+01
1
1.00E+00
60.0%
70.0%
80.0%
90.0%
100.0%
Transmittance at 550 nm
Figure 5: Comparisons between Eikos current coating and other commercial
transparent conductive coatings. Note Eikos is blue diamonds and a gold star,
PEDOT conductive polymer, is red diamonds, ITO is yellow diamonds, and Gold
or Silver metal is yellow squares. FPD = Flat Panel Display, TS = Touch Screen.
As can be seen in Figure 5, this Nanoshield coating technology already meets the
requirements for touch screen applications. Further improvements will be achieved
through purification of materials and modification of coating processes.
4. COMMENTS
The transparent conductive coating markets need for and ITO replacement is growing as
new technologies emerge, such as large screen television, flexible displays and solar
voltaic cells. Furthermore, since the electronics and military industries are always
pushing technology for lower cost and higher performance, the need for these
nanocomposite films becomes even more evident since only moderate improvements can
be expected from ITO and conducting polymer based coatings. The most exciting aspect
of this technology is that even at its infancy; it already meets or exceeds the performance
of mature technologies like ITO and conducting polymers. Recent development efforts
show that continuing improvements in performance are forthcoming.
5. REFERENCES
i
Phillip Ball, “Through the Nanotube”, New Scientist, 6 July 1996, p. 28-31
S. Iijima, Nature, 354, 56 (1991)
iii
B. I. Yakobson and R. E. Smalley, “Fullerene Nanotubes: C1,000,000 and Beyond”,
American Scientist v.85, July-August 1997
iv
R. Saito, G. Dresselhaus, and M.S. Dresselhaus, Physical Properties of Carbon
Nanotubes, Imperial College Press, London (1998)
M.S Dresselhaus, G. Dresselhaus, and Ph. Avouris, ed., Carbon Nanotubes:
Synthesis, Structure, Properties, and Applications, Springer-Verlag Berlin,
Heidelberg (2001).
ii