High-strength and Corrosion-resistant Alumina Tubes through
advertisement

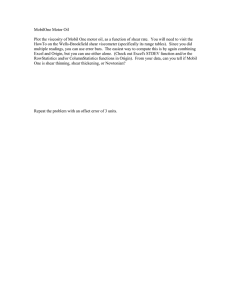
Process Engineering High-strength and Corrosion-resistant Alumina Tubes through Extrusion, Part 1 Abstract: During continuous operation under extreme temperatures and high pH value, e.g. in molten glass, thermal protection tubes are characterised by strong wear, the reduction of which was the aim of the presented development. The optimisation of numerous parameters also included the binding agent, which ultimately turned out to be the decisive key for bringing the bulk density, the Al2O3-content, and the strength to a very high level for extruded alumina components in comparison. However, simultaneously it was possible to significantly reduce the deflection under high-temperature influence and chemical attack becoming apparent through glass level cut corrosion and loss of wall thickness. It was not possible to extrude any tubes complying with the requirements specification using different traditional cellulose ether binding agents. This could only be achieved by means of a new development, within the framework of which the exact requirements specification in the extrusion process and the final application was taken into account. Exemplary action profiles of cellulose ethers in the extrusion process are demonstrated. For the first time the extrusion process enabled the production of parts showing properties (e.g. density, strength, porosity) which could be realised so far only by isostatic pressing. In Part 1 of the paper the development approach in general, the special requirements for the binding agent and tests of different formulated pastes on the capillary rheometer are described. In Part 2 [ceramic forum international cfi/Ber. DKG 89 (2012) No. 6–7] investigations using sintered samples, the implementation of the pilot and operating tests as well as product and application tests will be presented. Keywords: extrusion, alumina, binder, cellulose ether, corrosion resistance, high temperature corrosion, temperature stability 1 Introduction Technical ceramic components often are used where other materials fail, under extreme conditions such as high wear, high temperature, or erosion, for example. Non-ceramic materials fail quicker under such conditions or are not suitable on the basis of their worse material properties. In this case, the comparatively high price of the ceramic components is circumstantial if these result in significant improvements within the used system. This first and foremost pays off when using ceramic components in industrial applications such as machines and production processes where lost working days result in high costs due to frequent maintenance intervals or repair work, because the entire production normally must stand still when a partial process fails. In the present case, information on the development of a new class of Roland Bayer Dow Wolff Cellulosics GmbH 29699 Bomlitz, Germany E-mail: rbayer@dow.com www.dowwolffcellulosics.com Mirco Lang W. Haldenwanger Technische Keramik GmbH & Co. KG 84478 Waldkraiburg, Germany E-mail: lang@haldenwanger.de www.haldenwanger.de cfi/Ber. DKG 89 (2012) No. 5 high-strength, improved corrosionresistant alumina tubes to be used as protective tube for thermocouples and corona applications is provided. When compared to similar products already on the market (products A–C), the new protective tubes (product WH, Fig. 1) achieve higher densities and strength values in operational use, resulting in a longer service life and increased productivity in operational use. The tubes made by means of extrusion achieve properties that could only be achieved by isostatic pressing until now. However, the extrusion process provides for a significantly larger selection of profiles. The use of a new cellulose ether binding agent adapted individually to the production circumstances, raw materials, and recipe formed an essential condition for developing these products. Fig. 1 Examples for possible geometries and applications of the newly developed high-strength, corrosion-resistant alumina tube. Typical pairs of protective tubes for temperature measurement in the high-temperature range are shown in the foreground; the combinations can be designed completely or partially in alumina. Binder Process Quality 2 The selection of the development approaches In general, technical development work in the ceramic industry aims at one or several of the three following objectives: • Increase in quality • Increase in productivity • Reduction of the production costs. Fig. 2 schematically shows that three options are available for these ob- Productivity Costs Ceramic raw materials Fig. 2 In order to optimise the quality, productivity, and costs in the operation process, three technical options are available: the optimisation of the process (process engineering), the ceramic raw materials, and the binding agent. E 115 Process Engineering jectives, whereby these options are promising when used individually or in combination: 1. selection of the suitable ceramic raw materials with the suitable design properties 2. process optimisation, i.e. the enhancement of the procedural design of the process, and 3. optimisation of the binding agent. Normally, searching for the suitable selection of ceramic raw materials is the most familiar and first step for the ceramicist. It ends with the availability of new and suitable ceramic raw materials. Within the framework of the day-to-day routine, the extent of the second option, the procedural optimisation of the process, often is limited by a given machine and equipment park and by the performance of the aggregates specified thus. The third option, the optimisation of the organic binding agent(s), is an often disregarded option which there is only little literature available for. However, this third option provides in general for the highest reserve regarding the enhancement of existing ceramic systems. Therefore, development cooperation between the ceramic industry and suitable binding agent manufacturers seems natural. The present case dealt with the increase of the quality to an extremely high level regarding chemical resistance and temperature stability that could hardly be achieved by extrusion from a technical point of view up to now. Densities, porosities, and strength values as described in the following were only possible by isostatic pressing up to now. However, no small cross-sections can be produced by isostatic pressing. Of the three options described above, the first and the third, namely an optimisation of the ceramic raw materials and the optimisation of the polymer binding agent, were used in order to achieve the desired properties. tubes were to achieve a high level of corrosion resistance significantly exceeding current qualities. Accordingly, particular focus was on a very high level of purity of the raw materials and, thus, on influencing the grain boundary composition. The ideal grain shape is achieved by impurities being eliminated to the greatest possible extent (e.g. NaCl). This way, physical properties such as temperature stability and resistance against chemical attacks can be controlled. In the end, the sintered final product must guarantee particularly high temperature stability during application and high levels of chemical resistance. Typical operating conditions are 1800 °C in kilns or 1500 °C hot highly alkaline molten glass, for example. 3 The development 3.1 The cellulose ether binding agent The development work had three objectives: Initially, high strength values were to be achieved. For this, a fine, homogeneous structure with minimum errors (pores) and high density is required. Moreover, the In contrast to plastic clay bodies, many other, particularly synthetic ceramic raw materials are characterised by little or no plasticity (ductility). If the recipe does not contain any plastic clays or if these are not Also when Performing the Total, we Focus each Detail! STEEL EKA-STEEL FOUNDRY EKA-RAMMIX EKA-GUN EKA-FLOW EKA-SHOT EKA-CAST EKA-VIBRE NE METALS EKA-GUN EKA-CAST EKA-FLOW CEMENT EKA-SHOT EKA-GUN SERVICE ALUMINIUM EKW-ALCAST AL EKW-ALGUN AL EKW-ALFLOW AL EKW-ALVIB AL SYSTEM COMPONENTS ENGINEERING EKW GmbH · Bahnhofstraße 16 · D-67304 Eisenberg · Tel: + 49 6351 / 409-0 · Fax: + 49 6351 / 409-170 www ekw-feuerfest de · ekw@ekw-feuerfest de BE GREEN...GO BLUE TRUE BLUE BURNERS A STATE OF THE ART FIRING TECHNOLOGY THAT EXCEEDS ALL STANDARDS IN THE HEAT TREATMENT OF CERAMICS Tomorrows Kiln Technology Today e-mail: mail@ctb-berlin de www ctb-berlin de Process Engineering desired due to technical reasons, only organic binding agents can be used for extruding complex moulded components for plastification, as was also conducted in the present case. These can be used to adjust the properties of ceramic pastes listed in the following to the desired size, amongst others. Some of these properties can be selected independently, others are coupled to each other like the gears of a clock mechanism: • required water at constant stiffness of the body (measured with the penetrometer) • paste consistency, paste viscositywater retention and homogeneity of the body under high extrusion pressures • Newtonian or pseudoplastic rheological behaviour, thixotropy • the profile stability of the paste when escaping from the die (shape retention) • the required cohesion between the particles • the proper wall lubrication and the extrusion pressure • the escape rate of the paste from the die (screw extruders) • the resistance of the moist paste against mechanical deformations, without the formation of cracks • the spring back (die swelling at the nozzle opening) • the ideal temperature window for fault-free pasty processing and many more. Furthermore, the binding agent can also be used to control some of the properties of the extrudates upon drying and burning, these mainly are: • the content of salts and heavy metals (via the purity of the binding agent) • the propensity of the extrudate to dry in a crack- and deformationfree manner • the extent of shrinkage upon drying and burning • the suitable de-binding temperature • the strength upon burning. In the present case, the desired properties could not be achieved with conventional cellulose ethers so that a new development was re- quired. In this, particular focus was on three certain properties of the cellulose ethers the importance of which will be explained in more detail in the following on the basis of examples. 3.1.1 Highest possible lubricating effect at the lowest possible used quantity of auxiliary process agents A well lubricating ceramic paste can be applied at a low extrusion pressure, resulting in lower energy consumption within the extruder and in less wear on die and machine parts. Good lubrication can easily be set by using high quantities of different organic auxiliary process agents, which will result in a less dense structure, however. In the present case, the used quantity of the cellulose ether could be reduced by 30 % and simultaneously the extrusion pressure could be reduced by 40 % with a newly developed cellulose ether binding agent when compared to a conventional recipe. Process Engineering 3.1.2 Highest possible purity 3.1.3 Largest possible temperature window for extrusion Methylcelluloses (MC), hydroxypropyl methylcelluloses (HPMC), or hydroxyethyl methylcelluloses (HEMC) in ceramic pastes are characterised by the phenomenon, at a certain paste temperature, of thermal gelation (for MC) or precipitation (for HPMC and HEMC), above which lubrication decreases abruptly (regarding the differentiation between thermal gelation and thermal precipitation [1]). This increases the extrusion pressure. Simultaneously, the paste loses its plastic properties and embrittles; cracks and other defects are the result. Therefore, it is always important to extrude significantly below the gelation or precipitation temperatures during the extrusion process. The level of the precipitation or gelation temperatures is determined by numerous influencing variables, two essential variables of which are the degree of substitution and the used quantity of the cellulose ether. Fig. 3 shows the drop of the gelation temperature with an increase of the cfi/Ber. DKG 89 (2012) No. 5 65 Extrusion pressure [bar] Extrusion Pressure (bar) 60 2 pph 55 5 pph 50 45 40 2.5 pph 35 2 pph A4M 2.5 pph A4M 3 pph A4M 4 pph A4M 5 pph A4M 30 3 pph 25 20 10.0 4 pph 20.0 30.0 40.0 50.0 60.0 70.0 80.0 90.0 Temperature of extruded profile [°C] Tem peratur e of extruded prof ile (°C ) Fig. 3 Illustration of the phenomenon of thermal gelation of a methylcellulose (Methocel™ A4M, rated viscosity 4000 mPa · s) at different used quantities in an extruded, ceramic paste. The type of ceramic raw material is not important in this. The arrows indicate the gelation temperature of the paste above which faults occur. (Recipe: 100 parts of cordierite Imerys 820M; 30,5 parts of water, as well as Methocel™ A4M in the specified quantities, other bodies such as Al2O3 behave analogously); the used quantity of the cellulose ether is indicated in pph (= parts per hundred) referring to 100 parts of cordierite in each case. 65 Extrusion pressure (bar) Extrusion pressure [bar] Cellulose ethers with different levels of purity are available in the market. From the ceramicist’s point of view, the content of alkaline, alkaline earth, and heavy metals plays the largest role. The cellulose ether manufacturer can influence the content of metal ions within the final product by selecting its raw materials and via the production process. It clearly differs regarding the product qualities offered on the market, covering a range from technical qualities to high-purity pharmaceutical qualities. The purity of a product should be selected depending on the profile of requirements. A too high content of metal ions within the final product may result in corrosion within the kiln, in high-temperature corrosion within the final product, may have adverse effects on the efficiency in catalysts, may cause structure faults and disturbances in crystal phases, or affect the ion conduction negatively. Foreign ions may accumulate in the glass phase between the crystallites and, thus, they constitute either a decrease in strength of the structure or a weak point for the high-temperature and other corrosion mechanisms. 2 pph K4M 60 2 pph F4M 55 2 pph H EM C ,D S (M e)1,83; M S (H E)0,50;5700 m Pas 2 pph M TX 4000 50 2 pph A4M 45 40 35 30 25 887-1 20 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 Extrusion temperature [°C in the extrudate] Extrusion tem perature (°C in the extrudate) Fig. 4 Dependence of the gelation temperature and/or the precipitation temperature (see arrows) on the chemical substitution of different cellulose ether types (MC, HPMC, and HEMC, all with a rated viscosity of 4000 mPa · s) when being used in the same used quantity of 2 pph in each case (recipe as in Fig. 3). The arrows indicate the gelation and/or precipitation temperatures of the paste above which faults occur. There are huge differences regarding the gelation temperature, but also regarding the pressure and the gradient of the straight line caused by temperature dependence of the viscosity of cellulose ethers in watery solution. The gelation temperature increases from Methocel™ A4M (43 °C) via Methocel™ F4M (61 °C), Walocel™ MTX 4000 (63 °C), and via a highly substituted HEMC (84 °C) up to Methocel™ K4M (86 °C). used quantity of an MC (MethocelTM A4M) in an exemplary manner using an extrudable ceramic paste. With an increasing used quantity the lubricating effect at low temperatures is enhanced significantly, which is indicated by the decreasing extrusion pressure. In the presented recipe, the pressure minimum is reached at approx. 4 pph (pph = parts per hundred, parts cellulose ether on 100 parts dry ceramic powder); higher used quantities result in a slight increase of the extrusion pressure. It is possible that this effect is caused by the increasing adhesiveness of the paste. However, the advantage of the good lubrication is bought by a drop in the gelation temperature. When using a quantity of 2 pph, it still is 43 °C, when using 2,5 pph, it already is 35 °C, when using 3 pph, it is 31 °C, when using 4 pph, it is 26 °C, and when using 5 pph, it already reaches room temperature (21 °C). Therefore, successful extrusion under the described conditions with 5 pph Methocel E 119 Process Engineering Tab. 1 Chemical and physical properties of the cellulose ether binding agents tested on the capillary rheometer (HPMC = hydroxypropyl methylcellulose, HEMC = hydroxyethyl methylcellulose). Cellulose Ether Binding Agent Product 1 Product 2 Product 3 Product 4 HPMC HPMC HPMC HEMC Newtonian low medium high Gelation, flocculation temperatures medium high high high Chemical purity technical pure pure ultra-pure Product class Shear thinning in solution/paste Lefttpr pressure, high, moisture 13,18 Lef essure,hi gh,m oisture 13, 18%% Right pressure, R ightpr essure,high, high,moisture m oisture 13,18 13,18%% 7 Lefttpr pressure, middle, moisture 13,66 Lef essure,m iddle,m oisture 13, 66%% Right pressure, moisture 13,66 R ightpr essure,middle, m iddle,m oisture 13, 66%% 6 Lefttpr pressure, low, moisture Lef essure,l ow,m oisture 13,54 13,54%% Pressure [MPa] Pressur e (M Pa) Right pressure, R ightpr essure,low, low,moisture m oisture 13,54 13,54%% 5 Lefttpr pressure, newtonian, moisture 13,29 Lef essure,new tonian,m oisture 13, 29%% Right pressure, moisture 13,29 R ightpr essure,newtonian, new tonian,m oisture 13, 29%% 4 3 2 1 0 0 20 40 60 80 100 Sam plnumber e num ber Sample Fig. 5 Shear ramp profile of pastes of the four tested cellulose ethers on the capillary rheometer. A shear ramp profile modelling the shear rates occurring within the die was selected. A4M could only be carried out at temperatures significantly lower than 20 °C. Using mixed ethers provides a remedy here, such as HEMC or HPMC or mixtures of different cellulose ethers as have already been described in the literature (e.g. [2]). Fig. 4 shows the range of gelation temperatures that may result subject to the chemical substitution of the cellulose ether at a used quantity of 2 pph in each case. The Methocel™ A4M curve is identical to the one of Fig. 3 due to reasons of improved comparability. 3.2 Tests of different cellulose ether binding agents on the capillary rheometer Since the plastic and shear-thinning properties of an Al2O3 extrusion body essentially depend on the selected binding agent, the development initially concentrated on this. Initially, four Al2O3 pastes containing four different cellulose ether binding agents were subjected to tests on the capillary rheometer. The wide range of available cellulose ethers E 120 was limited by selecting cellulose ethers with different shear thinning, chemical substitution, precipitation temperature, and chemical purity (Tab. 1). The shear thinning of the tested cellulose ethers covered a range from a virtually Newtonian behaviour (virtually no shear thinning) via low up to high shear-thinning behaviour. A wide range of products was tested regarding chemical purity and precipitation temperature as well. In order to repeatedly obtain a body that can be processed and extruded well despite using cellulose ethers with very different rheological profiles, the content of binding agent and the addition of water must be adapted individually. For example, this may be implemented applying an “isoviscous approach” [3, 4]. Within the framework of the isoviscous approach, differently formulated ceramic pastes are brought to the same paste viscosity. If a high cellulose ether viscosity was used to plasticise the ceramic paste, a lower used quantity is required in order to adjust a certain paste viscosity. If a low cellulose ether viscosity was used to plasticise the ceramic paste, a higher used quantity is required in order to adjust the same paste viscosity. Regarding the specified shear rate of the used viscosimeter or rheometer, all pastes have the same viscosity; regarding lower or higher shear rates, as they occur at other points of the process (e.g. in the nozzle opening), these pastes show a very different rheological behaviour, however. All paste recipes used in the following were adjusted virtually isoviscous in accordance with the described procedure. Regarding the rheological examination on the capillary rheometer (Haake Rheo Cap T100, Thermo Electron Corporation), a shear ramp profile was selected (Fig. 5) reflecting the typical shear rates during extrusion resulting from the feed rate and the nozzle geometry. The measured differential pressures on the nozzles (“left” long nozzle and “right” zero nozzle) were used to calculate the viscosity subject to the shear rate and/or shear force. Wall sliding effects, as well as structure-viscous behaviour over wide shear rate ranges not taken into accounts within the framework of the potency approach can be calculated using Δp of the two nozzles (Bagley correction, Weißenberg-Rabinowitsch correction, pursuant to [5]). As explained, the shear viscosity η is calculated subject to the rate drop according to the differential pressure measured on the two nozzles. The nozzle geometry is also incorporated into the calculation: η= τw γ& w mitwhere (1) τw = Δp · d wall shear stress (2) 4·L γw = 32 · V3 wall shear rate (3) π·d Δp = Δpmess – ΔpE Δp is the differential pressure after Bagley correction V = volume flow L = nozzle length d = nozzle diameter On the basis of the WeißenbergRabinowitsch correction, the determined wall shear rate is corrected in order to take into account the Newtonian flow behaviour regarding the calculated viscosity curves. The correction is implemented according to the following approach: cfi/Ber. DKG 89 (2012) No. 5 Process Engineering ൌ ఊሶ ఛೢ where m it (4) 1000 ଵ shear K orrigier te Sc ߛሶ ൌ ସ ߛሶ௪ ሺ͵ ܵሻcorrected rate ܵ ൌ high, % high,moisture m oisture13,18 13,18% ೖೝೝ ௗሺ୪ ሶ ሻ ௗሺ୪ οሻ WeißenbergW eißenberg-R Rabinowitsch correction The described corrections are stored to the device software and were taken into account regarding the following analyses. Observing the course of the pressing pressure as function of the extrusion velocity provides some indication regarding the flowability and the occurring pressures at the die escape (Fig. 5). By means of grading the feed rate in ramps it is possible to observe velocity-dependent effects. The curves illustrate the different modes of action of the binding agents in a virtually isoviscous test set-up. For example, the course of the curve of the Newtonian type demonstrates a clear step profile with distinct, level stages. This is indicative of a homogeneous plastic body with good extrusion properties. In contrast to the aforementioned, the medium shear-thinning binding agent shows a poor meas-ured result. The course of the curve is edgy and not pronounced in steps. Extrusion errors such as the formation of surface flaws, turbulent body flow, and string rupture must be expected. The low and high shear-thinning types demonstrate a distinctive step profile in turn. The absolute pressures at the outlet nozzle is indicative of the pressing pressure to be expected at the extruder. The analysis shown in Fig. 6 illustrates the force required to deform the body regarding the selected shear rate profile. Thus, it is obvious that the material with the high shear-thinning binding agent has the lowest yield point. The variant with the Newtonian type has the highest in contrast. The graph in Fig. 7 can be used to assess the shear-thinning behaviour of the material. On the basis of the cfi/Ber. DKG 89 (2012) No. 5 True shear viscosity [Paty· (s] True Shear Viscosi Pa.s) middle, % m iddle,moisture m oisture13,66 13,66% low, % low,moisture m oisture13,54 13,54% newtonian, % new tonian,moisture m oisture13,29 13,29% 100 10 1 10 Shear stress [kPa] Shear Stress (kPa) 100 Fig. 6 Shear viscosity as function of the shear stress of the four different pastes. high, % high,moisture m oisture13,18 13,18% 1000 middle, % m iddle,moisture m oisture13,66 13,66% low, % low,moisture m oisture13,54 13,54% Trueshear Shear Viscosi ty (·Pa. True viscosity [Pa s] s) K newtonian, % new tonian,moisture m oisture13,29 13,29% 100 10 1 10 100 1000 Apparent shear rate [se–1(]/s) Apparent Shear R at 10000 Fig. 7 Shear viscosity as function of the shear rate of the four different pastes. parallel course of the straight line, the shear-thinning behaviour must be deemed comparable. The Newtonian type sticks out due to a high initial viscosity in comparison (cf. Fig. 6). References [1] Bayer, R.; Knarr, M.; Thermal precipitation or gelling behaviour of dissolved methylcellulose (MC) derivatives – Behaviour in water and influence on the extrusion of ceramic pastes. Part 1: Fundamentals of MCderivatives. J. Eur. Ceram. Soc. 32 (2012) 1007–1018 [2] Shy-Hsien Wu: Plastically deformable metallic mixtures and their use. USPatent 5316577 (Corning) [3] Bayer, R.: Die Steuerung der Prozesseigenschaften bei der Extrusion keramischer Massen über die Pseudoplastizität des CelluloseetherBindemittels. Plenarvortrag auf der DKG-Jahrestagung, Hermsdorf, 23.3.2010 [4] Bayer, R.: Steering the ceramic’s extrusion process with the help of the pseudoplastic properties of the cellulose ether binder. Plenarvortrag auf der 11th Int. Conf. on Ceramic Processing Sci. (ICCPS 11), Zürich, 31.08.2010 [5] Schramm, G.: Einführung in die Rheologie und Rheometrie, 2nd Ed., Thermo Electron (Karlsruhe) GmbH, 2004 E 121